Способ изготовления ребристых труб путем сварки на приведенном во вращение корпусе трубы с помощью охлаждаемых направляющих дисков - RU2477676C2
Код документа: RU2477676C2
Чертежи



Описание
Изобретение касается способа изготовления ребристых труб из металла, в частности труб теплообменников, при котором к приведенному во вращение корпусу трубы тангенциально подводят по меньшей мере одну бесконечную полосу, образующую ребра, и навивают ее на корпус трубы по существу по винтовой линии, обращенную к корпусу трубы сторону полосы соединяют посредством сварочного устройства с использованием присадочного материала с поверхностью трубы, рабочий конец сварочного устройства вводят в свободный клин между поверхностью трубы и навиваемой полосы, и навиваемую полосу направляют на небольшом расстоянии за областью сварки между направляющими дисками, которые вплотную подходят к поверхности трубы.
Такой способ известен из EP 0604439 B1. С помощью этого известного способа уже могут быть достигнуты очень хорошие результаты. Единственным слабым местом этого способа является срок службы направляющих дисков, которые направляют навиваемую полосу в области изменения ее направления, в которой она подвергается экстремальной деформации. Направляющие диски в своей нижней области подходят очень близко к корпусу трубы, а также месту сварки, так что они подвергаются очень сильной тепловой нагрузке, а также попаданию возникающих в области места сварки сварочных брызг.
Поэтому в основу изобретения положена задача - улучшить защиту направляющих дисков и увеличить срок их службы при сохранении качества сварки.
Поскольку сварка осуществляется с применением присадочного материала с образованием жидкого валика сварного шва, в который затем вводится листовая полоса, для сохранения высокого качества соединения крайне нежелательно охлаждать место непосредственной сварки. В соответствии с изобретением охлаждение направляющих дисков осуществляют путем подачи охлаждающей жидкости в месте, удаленном от места сварки на расстояние, обеспечивающее испарение охлаждающей жидкости на горячих направляющих дисках прежде, чем она достигнет области сварки.
Благодаря этой мере достигается значительное уменьшение тепловой нагрузки в критических областях направляющих дисков при осуществлении надлежащей сварки.
Охлаждение осуществляют с помощью охлаждающей жидкости. Охлаждающая жидкость легко наносится на направляющие диски, так что происходит хорошее охлаждение с использованием холода испарения.
Особенно хорошее осуществление способа возможно тогда, когда охлаждение осуществляют с помощью охлаждающей воды, которая не только легко наносится, но и имеется в достаточном количестве при невысокой цене.
Чтобы добиться особенно предпочтительного эффекта, используют охлаждающую воду, в которую добавляют водорастворимое сварочное разделительное средство. При этом сварочное разделительное средство можно подмешивать к охлаждающей воде в количестве порядка 10 об.%.
Благодаря этой мере достигается не только охлаждение направляющих дисков и вместе с тем бережное обращение с материалом направляющих дисков, но и благодаря применению сварочного разделительного средства, достигается то, что сварочные брызги не прилипают к направляющим дискам, и поэтому направляющие диски в течение очень долгого периода времени сохраняют свою гладкую поверхность, которая является предпосылкой качественной оребренной трубы.
В качестве сварочного разделительного средства предпочтительно применяют смесь из растительных эфиров, эмульгаторов и стабилизаторов. Такое сварочное разделительное средство не только оказывает очень позитивное влияние на направляющие диски при использовании охлаждающей жидкости, но оно также является биологически разлагающимся и совершенно неядовитым, так что оно не представляет опасности ни для обслуживающего персонала, ни для окружающей среды.
Охлаждающую жидкость подают к вращающимся направляющим дискам в месте, удаленном от места сварки. При этом место подачи выбирают так, чтобы водная составляющая охлаждающей жидкости полностью испарялась незадолго до достижения места сварки, так чтобы в критической области направляющих дисков с направляющими дисками сцеплялось только лишь сварочное разделительное средство, которое имеет более высокую точку кипения, чем вода, так чтобы они были оптимально защищены от сварочных брызг. Благодаря испаряющейся охлаждающей воде охлаждаются не только испытывающие соответствующую нагрузку области направляющих дисков, но одновременно также остается холодным еще не испарившееся сварочное разделительное средство, так что оно начинает испаряться только в критической области вблизи места сварки и при этом препятствует не только припеканию образующегося при сварке грата, но и создает дополнительный эффект охлаждения в области места сварки.
Испарившееся сварочное разделительное средство можно отсасывать позади места сварки.
На чертежах изобретение наглядно представлено на примере и ниже описано в подробностях.
Фиг.1 показывает изображенный в перспективе один из вариантов осуществления предлагаемого изобретением способа, при котором образующая ребра стальная полоса в вертикальном положении по винтовой линии навивается на корпус трубы, а обращенная к корпусу трубы узкая сторона полосы присоединяется посредством сварного шва;
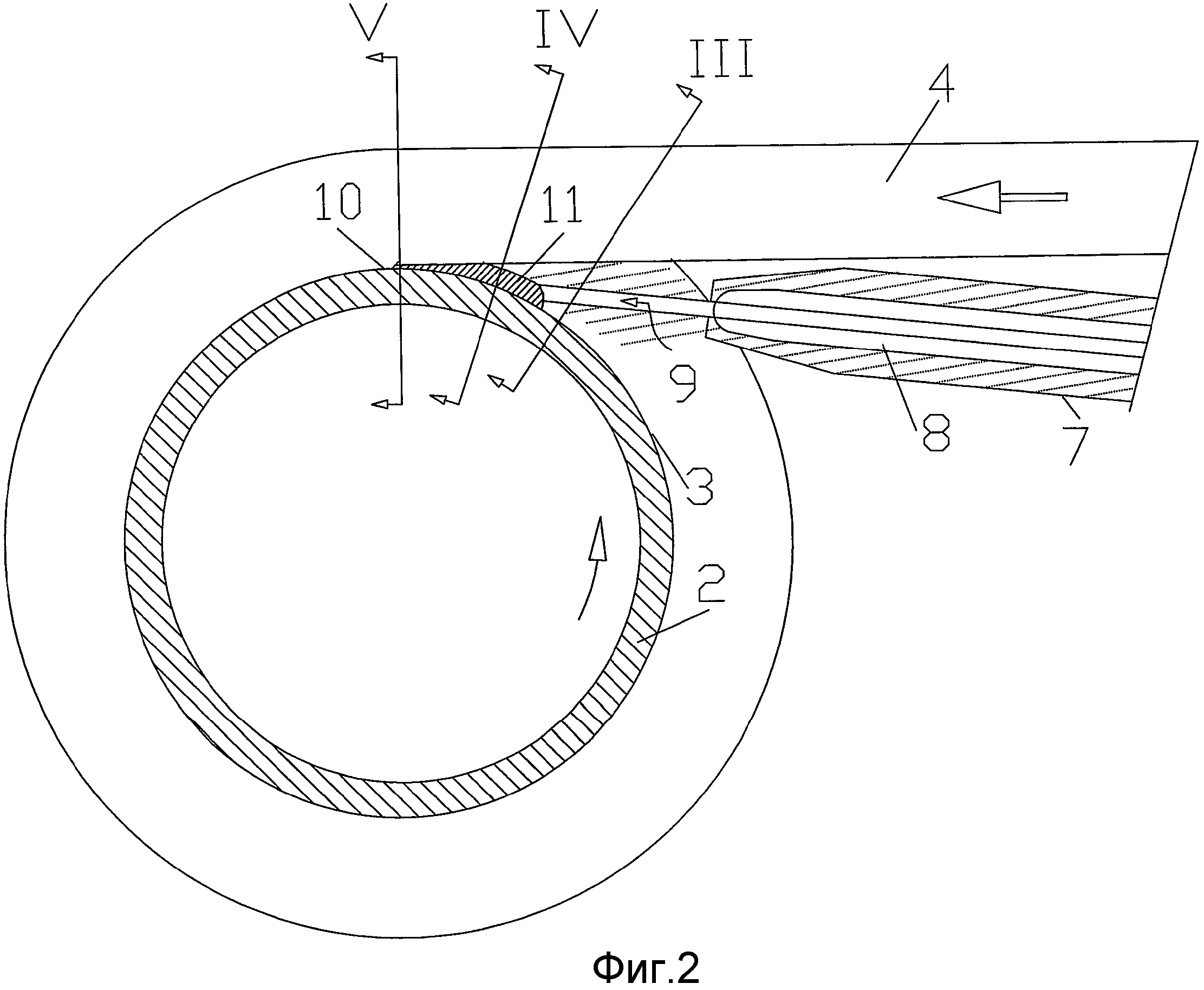
Фиг.2 - вид сечения той области, образующей ребра трубы, в которой навиваемая стальная полоса встречается с корпусом трубы, соединяется посредством сварочного устройства с корпусом трубы и направляется с помощью направляющих дисков;
Фиг.3 - в увеличенном изображении сечение по линии III-III, показанной на фиг.2;
Фиг.4 - сечение по линии IV-IV, показанной на фиг.2;
Фиг.5 - сечение по линии V-V, показанной на фиг.2;
Фиг.6 - сечение, аналогичное показанному на фиг.2, с изображением подачи охлаждающей жидкости;
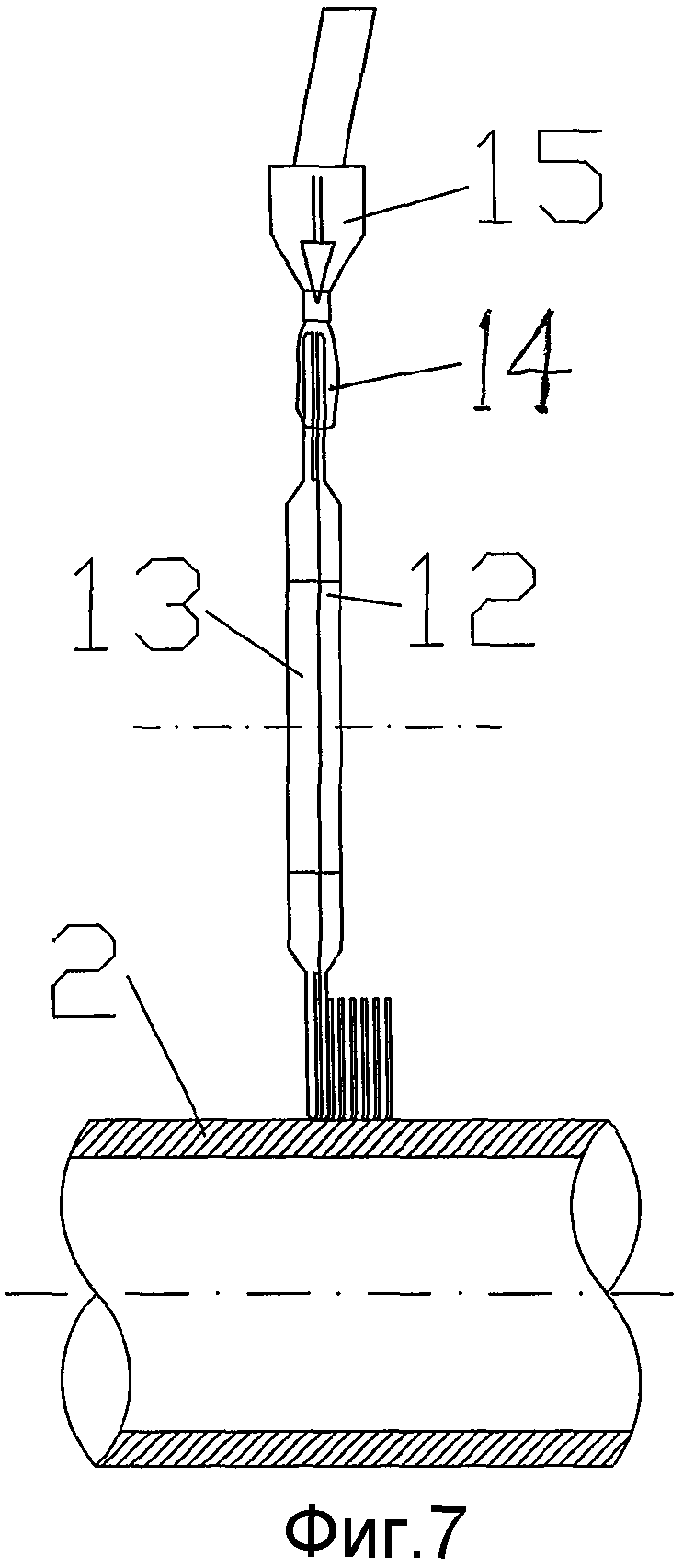
Фиг.7 - сечение по линии VII-VII, показанной на фиг.6.
Предлагаемый изобретением способ подходит для применения при различных вариантах подаваемой полосы. Известно, что навиваемая стальная полоса, как изображено на чертеже, может навиваться на корпус трубы в перпендикулярном к оси корпуса трубы положении. Для этого варианта особенно хорошо подходит предлагаемый изобретением способ, так как из-за сильной нагрузки направляющих дисков он приводит к удивительному улучшению результатов. Но предлагаемый изобретением способ может также применяться тогда, когда навиваемая стальная полоса подается к корпусу трубы в U-образной или L-образной форме. В этих вариантах также применяются направляющие диски, причем эти диски, однако, испытывают меньшую нагрузку, так как они по меньшей мере частично отгорожены формой подаваемой стальной полосы от имеющегося в области сварки тепла, а также сварочных брызг. Но все же и в таких вариантах срок службы направляющих дисков увеличивается.
Согласно чертежу, труба 1 теплообменника, которая должна изготавливаться предлагаемым изобретением способом, состоит из корпуса 2 трубы, на поверхность 3 которого по винтовой линии наносится образующая ребра полоса 4, которая должна забираться из рулона с запасом полосы, с целью увеличения поверхности теплообмена и соединяется с поверхностью трубы посредством сварного шва 5, при этом рулон с запасом полосы на чертеже не изображен.
Согласно фиг.1 чертежа, корпус 2 трубы, на поверхность 3 которого должна наноситься образующая ребра полоса 4, удерживается посредством зажимного устройства 6, которое для осуществления способа приводится во вращение и таким образом вращает корпус 2 трубы вокруг его продольной оси. Для нанесения сварочной проволоки 5 служит сварочное устройство 7. Для осуществления процесса сварки либо установленный в зажимном устройстве 6 корпус 2 трубы направляется вдоль сварочного устройства 7 путем перемещения зажимного устройства 6, либо само сварочное устройство 7 непрерывно перемещается на не изображенных на чертеже салазках параллельно корпусу 2 трубы.
Из сварочного устройства 7 электрод 8 входит в свободный клин между поверхностью 3 корпуса 2 трубы и образующей ребра полосой 4, тангенциально навиваемой на корпус 2 трубы. С помощью электрода 8 возможна автоматическая подача расходуемой бесконечной сварочной проволоки 9, которая служит сварочным присадочным материалом.
В изображенном на чертеже примере осуществления, как, в частности, видно на фиг.2, сварочная проволока 9 подается к поверхности 3 трубы на некотором расстоянии от области набегания навиваемой полосы 4, образующей ребра. В электрической дуге, которая возникает между концом сварочной проволоки 9 и поверхностью 3 трубы, сварочная проволока 9 плавится и создает на поверхности 3 трубы направленный валик 11, в который вдавливается обращенная к корпусу 2 трубы узкая сторона полосы 4, образующей ребра.
Как видно из чертежа, непосредственно над областью 10 набегания навиваемой на корпус 2 трубы полосы 4, образующей ребра, или, соответственно, на небольшом расстоянии за ней предусмотрены направляющие диски 12 и 13, которые сбоку охватывают образующую ребра полосу 4 и удерживают в ее положении, ориентированном перпендикулярно корпусу 2 трубы.
Направляющие диски 12 и 13, которые подходят вплотную к поверхности 3 трубы, а также к сварному шву 5, и вращаются против направления вращения корпуса 2 трубы, соответственно в находящейся вблизи корпуса 2 трубы, а также сварного шва 5, области подвергаются экстремальной тепловой нагрузке. Кроме того, они подвергаются также попаданию вылетающих из области сварки сварочных брызг, которые из-за их высокой температуры склонны к прилипанию к поверхностям, на которые они попадают.
Чтобы исключить эти негативные влияния, на направляющие диски 12, 13 подают охлаждающую жидкость 14, которая посредством распылительной форсунки 15, расположенной примерно над наивысшей точкой направляющих дисков 12, 13, наносится на направляющие диски 12, 13. Опрыскивание происходит преимущественно в наружной краевой области, которая подвергается наибольшим тепловым нагрузкам, а также попаданию сварочных брызг.
В качестве охлаждающей жидкости используют охлаждающую воду, в которую подмешивается водорастворимое сварочное разделительное средство. Сварочное разделительное средство добавляют в охлаждающую воду в соотношении примерно 10 об.%. В качестве сварочного разделительного средства используют смесь из растительных эфиров, эмульгаторов и стабилизаторов. Но возможны также другие пригодные сварочные разделительные средства.
Сварочное разделительное средство имеет более высокую точку кипения, чем вода. Поэтому сначала испаряется водная составляющая, охлаждая при этом оба направляющих диска 12, 13. Но за счет этого эффекта охлаждения одновременно остается холодным и сварочное разделительное средство, так что первоначально оно еще не испаряется и распределяется в качестве защитной пленки по наружным областям направляющих дисков. Оптимальный режим подачи охлаждающей жидкости осуществляется за счет того, что содержащаяся вода незадолго до достижения места сварки полностью испаряется, в то время как сварочное разделительное средство остается в качестве защитной пленки на подверженных опасности областях направляющих дисков. Благодаря этому, в частности, в области места сварки обеспечивается очень хорошая защита направляющих дисков от припекания сварочных брызг. При попадании в область места сварки, где края направляющих дисков снова значительно нагреваются, разделительное средство, наконец, также испаряется и создает дополнительный эффект охлаждения для направляющих дисков.
Затем испарившееся разделительное средство 16 отсасывают позади места сварки. Для этого может быть предусмотрен не изображенный на чертеже вытяжной колпак, в котором через вытяжные патрубки создается пониженное давление.
Перечень позиций
1. Труба теплообменника
2. Корпус трубы
3. Поверхность трубы
4. Образующая ребра полоса
5. Сварной шов
6. Зажимное устройство
7. Сварочное устройство
8. Электрод
9. Сварочная проволока
10. Область набегания
11. Наплавленный валик
12. Направляющий диск
13. Направляющий диск
14. Охлаждающая жидкость
15. Распылительная форсунка
16. Испарившееся сварочное разделительное средство
Реферат
Изобретение может быть использовано при изготовлении ребристых труб из металла, в частности труб теплообменников. К приведенному во вращение корпусу (2) трубы тангенциально подводят по меньшей мере одну бесконечную полосу (4), образующую ребра (1), и навивают ее на корпус (2) трубы. Обращенную к корпусу (2) трубы сторону полосы (4) соединяют посредством сварочного устройства (7, 8) с использованием присадочного материала (9) с поверхностью трубы. Навиваемую полосу (4) направляют на некотором расстоянии за областью сварки между направляющими дисками (12), которые вплотную подходят к поверхности трубы и месту сварки. Чтобы увеличить срок службы направляющих дисков (12) при сохранении качества сварного соединения, направляющие диски (12) охлаждают с помощью охлаждающей жидкости, которую подают на удалении от зоны сварки, с возможностью испарения воды до достижения зоны сварки. В охлаждающую жидкость добавляют примерно 10 об.% сварочного разделительного средства. 8 з.п. ф-лы, 7 ил.
Комментарии