Винт винтового конвейера и способ его изготовления - SU1703584A1
Код документа: SU1703584A1
Чертежи






Описание
Изобретение относится к подъемно- транспортным машинам, а именно к рабочим органам - винтам винтовых конвейеров, и может быть использовано в различных отраслях промышленности и сельского хозяйства для транспортирования сыпучих и влажных материалов и жидкостей.
Цель изобретения - повышение эффективности перемещения материала.
На фиг. 1 изображен винт винтового конвейера, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - конструкция винта, вариант; на фиг. 4 - вид Б на фиг. 3; на фиг.
:.з
W
Ж
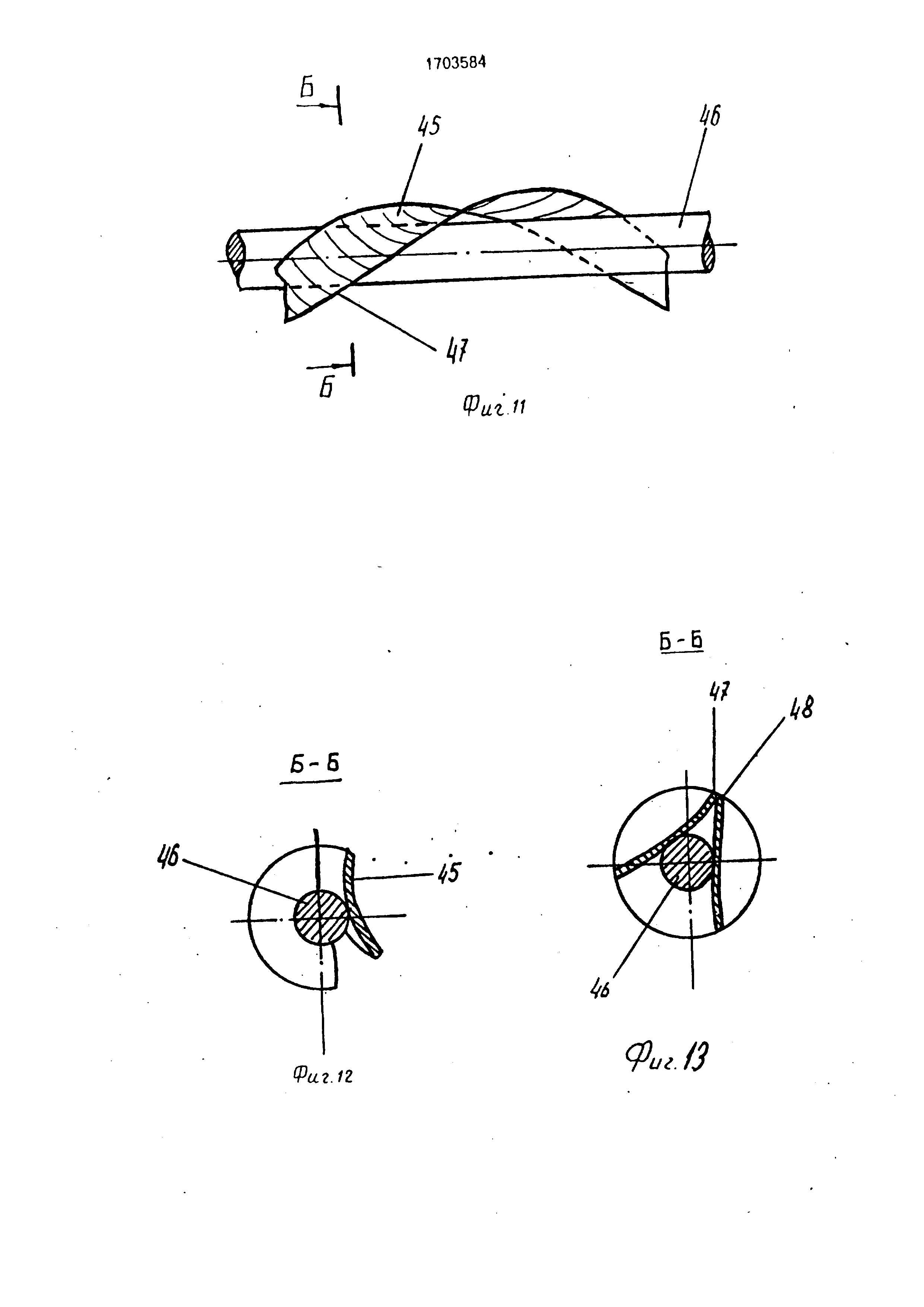
5 - конструкция винта, вариант; на фиг. 6 - вид В на фиг. 5; на фиг. 7 - конструкция винта, вариант; на фиг. 8 - вид Г на фиг. 7; на фиг. 9 - винт с внутренним расположением перемещаемого материала; на фиг. 10-- винт с наружным расположением перемещаемого материала; на фиг. 11 - вид полосы на оправке после скручивания ее концов; на фиг. 12 г разрез Б-Б на фиг. 11; на фиг. 13 - разрез Б-Б на фиг. 11 с совмещением кромок полос; на фиг. 14 - вид полосы с ослабленными сечениями в плаке для винта фиг. 3; на фиг. 15 - вид полосы с ослабленными
VI
О
с
01
00
сечениями в плане для винта фиг, 5; на фиг. 16 - вид полосы с ослабленными сечениями в плане для винта фиг. 7; на фиг. 17 - разрез D-D на фиг. 16; на фиг. 18 - схема, поясняющая способ изготовления винта путем од- новременного изгибания трех полос.
Винт винтового конвейера выполнен из полос 1-3. скрученных в продольном и поперечном направлениях по винтовым, линиям , т.е. i по диаметру винта относительно оси 0-0. При этом образуется двойная кривизна Ki (фиг. 1) и Ка (фиг. 2).
Как показано на фиг. 3. полосы 4-7, образующие винт, имеют переменную ширину (фиг. 3, 4), благодаря чему винт имеет пере- менное продольное сечение и проходное сечение по длине винта. Кроме того, полосы выполнены ребристыми в продольно-поперечном направлении, образуя чередующиеся грани 8-11 и т.д„ при этом каждые две смежных грани расположены под тупым углом одна к другой с наружной и внутренней сторон полос, пересекающихся между собой с образованием винтовых канавок 12- 16 на внутренней поверхности и винтовых линий 12-16 прямого и винтовых линий 17, 18, 14, 19, 20 обратного направлений на наружной поверхности винта. Винтовые линии наружной поверхности винта имеют одинаковые обозначения позиций с соот- ветствующими им канавками на. внутренней поверхности, причем винтовые канавки и винтовые линии могут иметь различное число заходов и различные шаги, а винтевые канавки и винтовые линии обратного на- правления выполнены в виде отрезков прямых .
Винтовые канавки и винтовые линии прямого направления могут быть выполнены плавными.
Кроме того, винтовые канавки и винтовые линии прямого и обратного направлений могут быть выполнены в виде отрезков прямых разной длины.
Винт с чередующимися участками no- лос показан на фиг. 5, 6. Винт выполнен с тремя плавными винтовыми канавками и винтовыми линиями 21-24 прямого направления и тремя плавными винтовыми канавками и винтовыми линиями 25,23,26,27 обратного направлений и постоянной шириной полос 28,29, 30.
На фиг. 7, 8 показан винт аналогичной конструкции с шестью винтовыми канавками и линиями плавными прямого направле- ния и шестью винтовыми ломаными линиями и канавками обратного направления , причем равного шага. На фиг. 7,8 утолщенной линией 31-35 показана одна из шести ломаных линий обратного направления , составленной из отрезков прямых различной длины, и 36, 37, 33, 38, 39 - одна из шести плавных винтовых линий прямого направления . Винт фиг. 7. 8 изготовлен из шести расширяющихся по длине полос, образованных чередующими гранями, например , 40-44, расположенными попарно под тупыми углами друг к другу.
Тупые углы чередующихся граней наружной и внутренней сторон винта равны между собой, при этом величина углов между соседними чередующимися гранями возрастает от одного конца винта к другому.
Все представленные винты (фиг. 1-8) работают аналогично винтам с внутренним перемещением материала (фиг, 9). При вращении винта материал движется по плавным винтовым канавкам прямого направления, например, в шнеке (фиг: 1, 2) по плавным стенкам в виде винтовых поверхностей , двоякой кривизны, в винте фиг. 3-8 - по стенкам в виде дискретно расположенных плоских элементов. Благодаря наличию двоякой кривизны или взаимонаправленности друг другу плоских элементов двоякой кривизны, векторы скорости материала изменяются , что способствует интенсификации процесса. Наличие кривизны по винтовой линии в поперечном направлении винта обеспечивает увеличение скорости движения материала. Кроме того, наличие по периметру взаимонаправленных винтовых канавок и линий различного шага и различного числа заходов создает сложно-пространственное движение потоков транспортируемого материала и интенсифицирует технологические процессы в данных конструкциях винтов.
В вариантах фиг. 3-8 дополнительная интенсификация обработки обеспечивается благодаря наличию чередующихся граней 8-11 и 40-44 (фиг. 3 и 7), наклоненных под тупым углом друг к другу, создающих раз- нонаправленные винтовые поверхности двоякой кривизны. В вариантах фиг. 3 и 7 интенсификация процесса достигается также постеленным уплотнением массы транспортируемого материала или расширением объемов пространства, в котором перемещается материал вдоль продольной оси шнека.
На фиг. 9 показан винт с внутренним расположением транспортируемого материала , в который более удобно загружать транспортируемый материал. При размещении винтов (фиг. 1-8) в корпусе (фиг. 10) образуется, по меньшей мере, три винтовые канавки для транспортировки с винтовой поверхностью двоякой кривизны, скорость транспортирования материалов в которых
значительно выше, чем при внутреннем расположении материала в винте, как на фиг. 9.
Способ изготовления винта винтового конвейера осуществляют следующим образом .
Предварительно скрученную в продольном направлении полосу 45 (фиг. 11) помещают на оправку 46 и изгибают (фиг. 11, 12) так, чтобы кромка 47 полосы 45 (фиг. 11) разместилась в поперечном направлении по винтовой линии. При этом полосу деформируют и снимают с оправки, либо фиксируют на оправке. Аналогичным образом обрабатывают остальные полосы (например , две). Далее три, деформированные таким образом полосы размещают на оправке 46 (фиг. 13), совмещают кромки 47 и 48, после чего их соединяют. На фиг. 13 показаны только две полосы. Каждую из полос перед скрепле/шем с другими полосами пропускают через щелевой держатель, а затем скрепленные между собой полосы вращают и поступательно перемещают с одинаковой скоростью, одновременно изгибая по винтовой линии.
На полосах 49-51 (фиг. 14-16) выполняют надрезы 52-57 со скошенными стенками , расположенные попарно под углом один к другому, например на полосе 51 (фиг. 17) посредством фрезерования, обработки давлением и т.п.. Геометрия и величина углов а, /, V Д, у, G скосов надрезов и их взаимное расположение соответствует числу заходов и величинам шагов винтовых линий обратного направления.
После скручивания такой полосы, как показано на фиг. 11, образуются участки, наклоненные под углом один к другому, как, например, на фиг. 3, 5, 7. Причем угол наклона граней определяется геометрией надрезов и углами a,/,V.A,p,ucKocoB надреза, т.е. углами между стенками надрезов друг к другу й к перпендикуляру к поверхности полосы.
Надрезы 52, 53 и т.д. создают попеременно с противоположных сторон полосы с различными сочетаниями углов наклона стенок скосов для каждой из сторон полосы .
Геометрия надрезов, величина углов а,/3,у,Л,р,ш их взаимное расположение относительно друг друга и к полосам определяет также количество и шаг винто- вых линий противонаправленных (противоположных по направлению) к винтовым линиям прямого направления, создаваемых в процессе изготовления винта кромками 47 и 48 полос.
После соединения кромок полос (фиг. 17) можно соединить края- надрезов 56 и 57, например сваркой.
На фиг. 18 показан способ изготовл.е5 ния винта, при котором каждую из полос 58-60 пропуска ют через направляющие щелевые держатели 61-63, скрепляют их между собой, например сваркой, а затем скрепленные между собой полосы вращают
0 и поступательно перемещают с одинаковой скоростью, одновременно изгибая так, что их оси и кромки полос располагаются по спирали относительно оси 64-65 винта. Формула изобретения
5 1. Винт винтового конвейера, включающий направляющую поверхность по меньшей мере из трех полос, скрученных по винтовой линии в продольном направлении, отличающийся тем, что, с целью
0 повышения эффективности перемещения материала, полосы выполнены изогнутыми по винтовой линии в поперечном направлении с образованием наружной и внутренней рабочих поверхностей.
5 2. Винт по п. 1, отличающийся тем, что полосы выполнены с переменной шириной.
3. Винт по п. 1,отличающийся тем, что полосы выполнены ребристыми в
0 продольно-поперечном направлении, образуя чередующиеся грани, при этом каждые две смежные грани размещены под тупым углом одна к другой с наружной и внутренней сторон полос, пересекающихся между
5 собой с образованием винтовых канавок на внутренней поверхности и винтовых линий прямого и обратного направлений на наружной поверхности винта, причем последние имеют различное число заходов и
0 различный шаг, а винтовые канавки и винтовые линии обратного направления выполнены в виде отрезков прямых. .
4. Б.ИНТ по.п. 3, отличаю, щийся тем, что винтовые канавки и винтовые линии 5 прямо/о направления выполнены плавными .
5. Винт по л. 3, отличающийся тем, чтс винтовые канавки и винтовые линии прямого и обратного направлений выполне- 0 ны в виде отрезков прямых разной длины.
6. Винт по п. 3, отличающийся тем, что тупые углы чередующихся граней наружной и внутренней сторон винта равны между собой.
5 7. Винт по п. 3, отличающийся тем, что величина углов между соседними чередующимися гранями возрастает от одного конца винта к другому.
8. Способ изготовления винта винтового конвейера, включающий скручивание полос относительно продольной оси и соединение их по продольным сторонам, отличающийся тем. что скрученные полосы перед соединением изгибают в поперечном направлении, образуя винтовые линии, по которым соединяют полосы.
9. Способ по п. 8, отличающийся тем, что каждую из полос перед скреплением с другими полосами пропускают через щелевой держатель, а затем скрепленные между собой полосы вращают и поступательно перемещают с одинаковой скоростью , одновременно изгибая по винтовой линии.
0
10. Способ по п. 8, отличающийся тем, что перед скручиванием на обеих сторонах полос выполняют надрезы со скошенными стенками в поперечно-продольном направлении по линиям, расположенным попарно под углом одна к другой, геометрия и величина углов которых и их взаимное расположение соответствуют числу заходов и величинам шагов винтовых линий обрат- кого направления,
11. по п. 10, отличающийся тем, что надрезы создают попеременно с противоположных сторон полосы с различными сочетаниями углов наклона стенок скосов для каждой из сторон полосы.



Реферат
Изобретение относится к подъемно- транспортным машинам, используемым в различных отраслях пром-сти и сельском хозяйстве для транспортирования сыпучих и влажных материалов и жидкостей. Цель - повышение эффективности перемещения материала. Направляющая поверхность винта состоит по меньшей мере из трех полос (П), скрученных по винтовой линии (ВЛ) в продольном направлении. При этом П выполнены изогнутыми по ВЛ в поперечном направлении с образованием наружной и внутренней рабочих поверхностей. Ширина П м.б. переменной, а сами П м.б. выполнены ребристыми в продольно-поперечном направлении с чередующимися гранями. Каждые две смежные грани расположены под тупым углом одна к другой с наружной и внутренней стороны П, пересекающихся между собой с образованием винтовых канавок на внутренней поверхности и ВЛ и прямого и обратного направлений на наружной поверхности винта. Для изготовления винта П скручивают относительно продольной оси и соединяют их по продольным сторонам. Перед соединением скрученные П изгибают в поперечном направлении, образуя ВЛ, по которым соединяют П. Перед скреплением каждую из П пропускают через щелевой держатель. Затем скрепленные П вращают и поступательно перемещают с одинаковой скоростью, одновременно изгибая по ВЛ. 2 с и 9 з.п.ф-лы. 18 ил. « fe
Формула
Комментарии