Труба и способ изготовления трубы - RU2732395C2
Код документа: RU2732395C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к трубе из высокотемпературного сплава железо-хром-алюминий в соответствии с преамбулой п. 1 формулы изобретения и к способу изготовления такой трубы в соответствии с преамбулой независимого пункта способа в формуле изобретения. В частности, но не исключительно, настоящее изобретение относится к упомянутой трубе для использования в нагревательных приложениях и/или нагревательных устройствах, таких как радиационная труба, муфельная труба, труба для защиты термопары, ретортная труба, печная труба и т.д.
ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ И УРОВЕНЬ ТЕХНИКИ
В нагревательных приложениях, таких как нагреваемые газом или электричеством печи и в нагревательные устройства, обычно используются трубы из материала, имеющего стойкость к высокой температуре, высокую коррозионную стойкость и хорошие свойства термического удара. Такие трубы включают в себя, например, керамические трубы, трубы из карбида кремния и трубы на основе сплава никель-хром (NiCr). В окисляющей среде при рабочих температурах выше 1100°C трубы, сделанные из сплавов железо-хром-алюминий (FeCrAl), предлагают несколько преимуществ по сравнению с другими материалами для труб, включая срок службы в окисляющей среде и максимальную рабочую температуру, которые намного превышают аналогичные значения для большинства других материалов, таких как сплавы, образующие оксид хрома. Это происходит главным образом благодаря способности к формированию плотной и прочно прилипающей пленки глинозема, которая защищает материал из FeCrAl от коррозии и действия атмосферы. Примерами таких сплавов FeCrAl являются коммерчески доступные сплавы, продаваемые под торговыми марками Kanthal® APM, Kanthal® APMT и Kanthal® AF.
Трубы из сплава FeCrAl могут производиться как бесшовные трубы посредством экструдирования и по сути обеспечивать превосходную эффективность и срок службы по сравнению с большинством других альтернативных металлических высокотемпературных труб, в частности при науглероживающих условиях. Однако процесс изготовления таких бесшовных труб является относительно дорогим и сложным, и получаемые бесшовные трубы поэтому являются дорогими по сравнению с другими трубами, используемыми в данной области техники. Кроме того, имеются ограничения в производственных процессах на максимальный диаметр производимой трубы, а также на минимальную толщину ее стенки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
С учетом вышеупомянутых проблем желательно предложить трубу из высокотемпературного сплава FeCrAl, которая была бы менее дорогостоящей и более легкой в производстве, и которая также могла бы иметь большой диаметр и/или малую толщину стенки, но которая все еще имела бы превосходные свойства с точки зрения стойкости к окислению и коррозионной стойкости, и за счет этого длительный срок службы.
Это достигается посредством определенной в начале трубы из высокотемпературного сплава FeCrAl, которая характеризуется тем, что она сформирована из непрерывной полосы из сплава железо-хром-алюминий, а также тем, что она содержит спиральный сварной шов. Получаемая труба из высокотемпературного сплава железо-хром-алюминий таким образом будет иметь стойкости к окислению и коррозии, практически аналогичные свойствам соответствующей бесшовной трубы, произведенной из аналогичного материала. Кроме того, поскольку предлагаемая труба может производиться с помощью спиральной сварки из непрерывной полосы высокотемпературного материала FeCrAl вместо экструдирования, эта труба является менее дорогостоящей и более легкой в производстве, и может также иметь больший диаметр и/или более тонкую стенку. Посредством предложенной трубы могут быть достигнуты превосходная стойкость к окислению и коррозии по конкурентоспособной цене. В соответствии с настоящим изобретением термин «высокая температура» означает температуру выше 300°C, например выше 400°C, такую как выше 500°C.
Предложенная сварная труба из высокотемпературного сплава FeCrAl является подходящей для использования в нагревательных приложениях, например для использования в качестве радиационной трубы в электрическом нагревательном устройстве, имеющем нагревательный элемент в форме нагревательной проволоки, таком как муфельная труба, защитной трубы для термопары, ретортной трубы, печной трубы и т.д.
В соответствии с одним вариантом осуществления труба из высокотемпературного сплава FeCrAl имеет постоянный внутренний диаметр или почти постоянный внутренний диаметр (d) вдоль продольной оси. Термин «почти постоянный диаметр» означает, что внутренний диаметр трубы из высокотемпературного сплава FeCrAl отличается меньше чем на 10% от одного конца до другого конца этой трубы.
В соответствии с одним вариантом осуществления эта труба имеет толщину стенки, составляющую 0,5-7,5% от внутреннего диаметра трубы из высокотемпературного сплава FeCrAl. Таким образом, толщина стенки может быть меньше или равна толщине стенки соответствующей экструдированной трубы из высокотемпературного сплава FeCrAl, которая обычно составляет приблизительно 5% от внутреннего диаметра трубы. Труба из высокотемпературного сплава FeCrAl может тем самым использоваться для замены экструдированной бесшовной трубы и достижения аналогичных результатов.
В соответствии с одним вариантом осуществления труба из высокотемпературного сплава FeCrAl имеет толщину стенки, составляющую 0,5-4,5% от ее внутреннего диаметра. Эта толщина является более тонкой, чем толщина стенки экструдированной трубы. Относительно тонкие стенки трубы поглощают меньше тепловой энергии по сравнению с более толстыми стенками, и тем самым обеспечивают более быстрое нагревание трубы и более низкие тепловые потери. Следовательно, такая малая толщина стенки является выгодной для нагревательных приложений. Для трубы, имеющей внутренний диаметр приблизительно 100 мм, который является обычным размером для радиационных труб, используемых в нагревательных приложениях, например в сменных электрических нагревательных элементах, может быть достигнута толщина стенки например 2 мм. В одном варианте осуществления труба имеет толщину стенки 0,5-3,5% от внутреннего диаметра трубы.
В соответствии с одним вариантом осуществления спиральный сварной шов проходит под углом подъема винтовой линии 1-89° к продольной оси трубы. Обычно увеличение угла подъема винтовой линии означает, что больший диаметр трубы из высокотемпературного сплава FeCrAl может быть достигнут при той же самой ширине полосы, используемой для изготовления трубы.
В соответствии с одним вариантом осуществления спиральный сварной шов проходит под углом подъема винтовой линии 25-75° относительно продольной оси трубы из высокотемпературного сплава FeCrAl.
В соответствии с одним вариантом осуществления спиральный сварной шов проходит под углом подъема винтовой линии 40-70° к продольной оси трубы. Это типичный интервал угла подъема винтовой линии для труб, имеющих диаметр 70-500 мм, производимых из полосы, имеющей ширину 160-540 мм. Для труб, производимых из полосы с шириной 200 мм, могут быть например произведены трубы, у которых спиральный сварной шов проходит под углом подъема винтовой линии 47-54°, с наружными диаметрами в диапазоне 93-108 мм.
В соответствии с одним вариантом осуществления высокотемпературный сплав железо-хром-алюминий содержит:
от 5 мас.% до 25 мас.% Cr,
от 2,5 мас.% до 8 мас.% Al,
от 0 мас.% до 5 мас.% Mo,
с остатком из Fe и обычно встречающимися примесями, а также, при необходимости, другими преднамеренно добавленными легирующими элементами.
В соответствии с одним вариантом осуществления высокотемпературный сплав железо-хром-алюминий содержит:
от 9 мас.% до 25 мас.% Cr,
от 2,5 мас.% до 8 мас.% Al,
от 0 мас.% до 5 мас.% Mo,
с остатком из Fe и обычно встречающимися примесями, а также, при необходимости, другими преднамеренно добавленными легирующими элементами. Этот сплав имеет превосходную стойкость к окислению и коррозии.
Другие преднамеренно добавляемые легирующие элементы могут выбираться из Y, Zr, Hf, Ta, Th, Ti, Si, Mn, B, Sc, Ce, La, W, Nb, V, C, N, O, P и S, причем некоторые из этих элементов могут также присутствовать в форме обычно встречающихся примесей. Примерами подходящих сплавов являются сплав железо-хром-алюминий, продаваемый под торговыми марками Kanthal® APM, Kanthal® APMT и Kanthal® AF.
Далее будут более подробно описаны составные части высокотемпературного сплава FeCrAl.
Хром (Cr)
Хром способствует формированию слоя Al2O3 на трубе из высокотемпературного сплава FeCrAl посредством так называемого эффекта третьего элемента, то есть за счет формирования оксида хрома на переходной стадии окисления. Хром должен присутствовать в сплаве в количестве по меньшей мере 9 мас.%. Однако слишком большое количество Cr способствует формированию интерметаллических фаз в трубе, поэтому максимальное количество Cr составляет 25 мас.%. В соответствии с одним вариантом осуществления, количество Cr составляет 9-25 мас.%. В соответствии с дополнительными вариантами осуществления, в зависимости от применения, содержание Cr составляет 11-17 мас.% или 5-15 мас.%, или 20,5-25 мас.%, или 20,5-24 мас.%.
Алюминий (Al)
Алюминий является важным элементом в высокотемпературном сплаве, поскольку алюминий под воздействием кислорода при высокой температуре будет образовывать плотный и тонкий оксид Al2O3, который будет защищать нижележащую поверхность сплава от дальнейшего окисления. Количество алюминия должно составлять по меньшей мере 2,5 мас.% для того, чтобы гарантировать образование слоя Al2O3, а также достаточное количество алюминия для того, чтобы восстанавливать слой Al2O3 при его повреждении. Однако алюминий оказывает негативное воздействие на формуемость сплава, и количество алюминия не должно превышать 8 мас.% в определенном выше или ниже сплаве. Таким образом, содержание алюминия составляет 2,5-8 мас.%, например 3-7 мас.%, или 3-5 мас.%, или 4-6 мас.%, или 5-7 мас.%.
Железо (Fe) и неизбежные примеси составляют остаток. Термин «неизбежные примеси» означает элементы, которые не добавляются целенаправленно, и которые не оказывают никакого влияния на свойства сплава.
Высокотемпературный сплав FeCrAl может также содержать следующие элементы:
Молибден (Mo)
Молибден оказывает положительное влияние на прочность в горячем состоянии высокотемпературного сплава FeCrAl в количестве вплоть до 4,0 мас.%, например 1,0-4,0 мас.%.
Кремний (Si)
Кремний может присутствовать в качестве примеси или он может быть целенаправленно добавлен к высокотемпературному сплаву FeCrAl. Если он является примесью, его количество может составлять не более чем 0,7 мас.%. Если он добавляется целенаправленно, его количество может составлять 0,1-3 мас.%, или 0,5-3 мас.%, или 0-0,70 мас.%, или 0,10-0,70 мас.%.
Марганец (Mn)
Марганец может присутствовать в высокотемпературном сплаве FeCrAl в количестве 0-0,5 мас.%, например 0-0,4 мас.%, или 0,05-0,50 мас.%.
Скандий (Sc), церий (Ce) и лантан (La)
Скандий, церий и лантан являются взаимозаменяемыми элементами и могут добавляться по отдельности или в комбинации в общей сумме до 0,2 мас.% для того, чтобы улучшить окислительные свойства, самозаживление слоя Al2O3 или адгезию между сплавом и слоем Al2O3.
Кислород (O)
Кислород может присутствовать в высокотемпературном сплаве FeCrAl в качестве примеси в количестве вплоть до 0,02 мас.%. Кислород может также сознательно добавляться для того, чтобы достичь эффекта дисперсионного твердения. В этом случае высокотемпературный сплав FeCrAl содержит кислород в количестве вплоть до 0,1 мас.%.
Углерод (C)
Углерод может включаться в высокотемпературный сплав FeCrAl для того, чтобы увеличить прочность с помощью дисперсионного твердения. Углерод может также присутствовать как неизбежная примесь, проистекающая из производственного процесса. Для того, чтобы достичь достаточной прочности сплава, углерод должен присутствовать в количестве по меньшей мере 0,01 мас.%. При слишком высоких уровнях содержания углерод может привести к трудностям при формировании материала и к отрицательному влиянию на коррозионную стойкость, поэтому максимальное количество углерода составляет 0,1 мас.%, например 0,01-0,8 мас.%, или 0,01-0,08 мас.%.
Азот (N)
Азот может включаться в высокотемпературный сплав FeCrAl для того, чтобы увеличить прочность с помощью дисперсионного твердения. Азот может также присутствовать как неизбежная примесь, проистекающая из производственного процесса. При слишком высоких уровнях азот может привести к трудностям с формированием материала и может оказывать негативное влияние на коррозионную стойкость. Следовательно, максимальное количество азота в определенном выше или ниже сплаве FeCrAl составляет 0,1 мас.%. Для того, чтобы достичь достаточного дисперсионного твердения в металлургии расплава, азот должен содержаться в количестве по меньшей мере 0,001 мас.%, и примерами подходящих диапазонов содержания азота являются 0,001-0,1 мас.%, например 0,01-0,6 мас.%.
Реактивные элементы (RE)
По определению реактивные элементы являются активно реагирующими с углеродом, азотом и кислородом. Титан (Ti), цирконий (Zr), ниобий (Nb), ванадий (V), гафний (Hf), тантал (Ta), иттрий (Y) и торий (Th) являются реактивными элементами в том смысле, что они имеют высокое сродство к углероду, будучи таким образом сильными карбидообразующими элементами. Эти элементы могут быть добавлены для того, чтобы улучшить свойства окисления высокотемпературного сплава FeCrAl за счет балансировки диффузии ионов металла и кислорода, которая будет управлять кинетикой процесса роста оксидов. Максимальное количество соответствующего реактивного элемента будет зависеть главным образом от тенденции этого элемента к формированию неблагоприятных интерметаллических фаз. Следовательно, максимальное количество титана составляет 1,7 мас.% в определенном выше или ниже сплаве, например 0,02-1,7 мас.% или 0-0,10 мас.%.
Максимальное количество циркония и ниобия составляет 0,8 мас.%. Примером количества циркония является 0-0,4 мас.%, например 0,1-0,3 мас.%. Примерное количество Nb может находиться в пределах от 0 до 0,4 мас.%, например от 0,1 до 0,3 мас.%.
Иттрий может быть добавлен в количестве вплоть до 2,2 мас.%, например 0,01-0,60 мас.%, или 0,05-0,60 мас.%, для того, чтобы улучшить адгезию слоя Al2O3. Однако добавление иттрия должно быть сбалансировано с количеством других карбидообразующих элементов, присутствующих в высокотемпературном сплаве FeCrAl.
Максимальное количество ванадия составляет 0,1 мас.%;
Гафний, тантал и торий являются взаимозаменяемыми элементами и могут быть добавлены в количестве вплоть до 1 мас.%.
В соответствии с одним вариантом осуществления высокотемпературный сплав железо-хром-алюминий дополнительно содержит один или более элементов, выбираемых из:
от 0,1 мас.% до 0,08 мас.% C;
от 0 мас.% до 0,7 мас.% Si;
от 0 мас.% до 0,4 мас.% Mn.
В соответствии с еще одним вариантом осуществления высокотемпературный сплав железо-хром-алюминий дополнительно содержит один или более элементов, выбираемых из:
от 0,05 мас.% до 0,60 мас.% Y;
от 0,01 мас.% до 0,40 мас.% Zr;
от 0,05 мас.% до 0,50 мас.% Hf;
от 0,05 мас.% до 0,50 мас.% Ta;
от 0 мас.% до 0,10 мас.% Ti;
от 0,01 мас.% до 0,05 мас.% C;
от 0,01 мас.% до 0,06 мас.% N;
от 0,02 мас.% до 0,10 мас.% O;
от 0,05 мас.% до 0,50 мас.% Mn;
от 0 мас.% до 0,8 мас.% P;
от 0 мас.% до 0,005 мас.% S.
В соответствии с другим вариантом осуществления высокотемпературный сплав железо-хром-алюминий дополнительно содержит один или более элементов, выбираемых из:
от 0,01 мас.% до 0,1 мас.% C;
от 0,001 мас.% до 0,1 мас.% N;
от 0,02 мас.% до 0,10 мас.% O;
от 0 мас.% до 0,01 мас.% B;
от 0 мас.% до 0,5 мас.% Mn;
от 0 мас.% до 2,2 мас.% Y;
от 0 мас.% до 0,2 мас.% Sc+Ce+La;
от 0 мас.% до 1,7 мас.% Ti;
от 0 мас.% до 0,40 мас.% Zr;
от 0 мас.% до 0,4 мас.% Nb;
от 0 мас.% до 0,1 мас.% V;
от 0 мас.% до 0,3 мас.% Hf+Ta+Th.
Примеры высокотемпературных сплавов FeCrAl, упомянутые в настоящем документе, раскрыты, например, в патентном документе WO2001/049441. Трубы в соответствии с этим вариантом осуществления будут иметь хорошую стабильность формы при высокой температуре, а сплавы будут образовывать не образующий окалину поверхностный оксид, обеспечивающий хорошую защиту в большинстве высокотемпературных сред, включая окисляющую, сернистую и науглероживающую среды. Этот поверхностный оксид будет также обеспечивать превосходную защиту против осаждения углерода, шлака и т.д. Трубы в соответствии с этим вариантом осуществления также будут иметь превосходную стойкость, например к термическому удару, провисанию и искривлению благодаря превосходной прочности в нагретом состоянии и сопротивлению разрушению при ползучести по сравнению с другими известными сплавами FeCrAl. В частности, это справедливо для сплавов FeCrAl в соответствии с этим вариантом осуществления, произведенным с помощью порошковой металлургии.
Однако следует отметить, что некоторые из высокотемпературных сплавов FeCrAl, упомянутые в настоящем документе, могут быть произведены традиционно, то есть без использования порошковой металлургии.
В частности, но не исключительно, настоящее изобретение относится к упомянутой трубе из высокотемпературного сплава FeCrAl для использования в нагревательных приложениях и/или нагревательных устройствах, таких как радиационная труба, муфельная труба, труба для защиты термопары, ретортная труба, печная труба и т.д. В частности, но не исключительно, настоящее изобретение относится к прямой трубе, которая устанавливается вертикально.
В соответствии с другим аспектом настоящее изобретение относится к способу изготовления первоначально определенной трубы из высокотемпературного сплава железо-хром-алюминий, отличающемуся тем, что он содержит стадии:
подачи непрерывной полосы из сплава железо-хром-алюминий к месту фасонирования трубы,
спиральной намотки полосы в месте фасонирования трубы таким образом, чтобы длинные края полосы примыкали друг к другу, и формировалась вращающаяся труба, продвигающаяся в направлении, параллельном к ее продольной оси,
непрерывного соединения упомянутых примыкающих длинных краев с помощью процесса сварки, посредством чего получается сваренная труба, содержащая спиральный сварной шов.
Неожиданно было найдено, что трубы из высокотемпературного сплава FeCrAl, произведенные в соответствии с настоящим способом, сохраняют свою форму и длину после сварки. Дополнительно к этому, после изготовления труб из высокотемпературного сплава FeCrAl никаких трещин не было замечено во время охлаждения.
В соответствии с одним вариантом осуществления настоящего способа внутренний диаметр (d) трубы из высокотемпературного сплава железо-хром-алюминий является постоянным или почти постоянным вдоль продольной оси.
Сварной шов встык формируется так, чтобы он проходил под углом подъема винтовой линии вокруг трубы из высокотемпературного сплава железо-хром-алюминий и вдоль ее полной длины. После формирования и сварки трубы из высокотемпературного сплава железо-хром-алюминий, при необходимости, выполняется отжиг для снятия напряжения, и труба после этого режется на окончательную длину. Этот способ изготовления является экономически эффективным и производит трубу из высокотемпературного сплава железо-хром-алюминий с такими свойствами, которые являются по меньшей мере в некоторых аспектах сопоставимыми с аналогичными свойствами соответствующей экструдированной бесшовной трубы, в частности в плане стойкости к коррозии и окислению, а также в плане выдерживания нагрузки для тех приложений, в которых труба устанавливается вертикально, то есть когда ее продольная ось проходит в вертикальном направлении. Использование непрерывной полосы в качестве исходного материала для изготовления трубы из высокотемпературного сплава FeCrAl позволяет производить широкий спектр окончательных размеров.
Труба из высокотемпературного сплава железо-хром-алюминий в соответствии с любым из вышеописанных вариантов осуществления может быть произведена с использованием предложенного способа изготовления. Этот способ позволяет формировать трубы с более тонкими стенками по сравнению с экструдированными трубами аналогичного диаметра. Кроме того, предложенный способ также позволяет производить трубу из высокотемпературного сплава железо-хром-алюминий с большим диаметром по сравнению с экструдированными трубами.
В соответствии с одним вариантом осуществления процесс сварки выбирается из процесса сварки плавлением или процесса соединения в твердом состоянии. Как процессы сварки плавлением, так и процессы соединения в твердом состоянии являются подходящими для создания прочного и надежного сварного шва.
Процесс сварки может выполняться с использованием сварочного электрода, установленного радиально снаружи формируемой трубы. Сварка может также выполняться изнутри формируемой трубы, или одновременно и снаружи, и изнутри. Выполнение сварки снаружи формируемой трубы является легким и эффективным способом получить сварное соединение достаточной глубины для тонкостенных полос, то есть для толщин стенок меньше чем приблизительно 5 мм. Для больших толщин стенок для того, чтобы получить в достаточной степени прочное сварное соединение, может быть необходима сварка одновременно и снаружи, и изнутри трубы.
В соответствии с одним вариантом осуществления процесс сварки выбирается из процесса сварки вольфрамовым электродом в среде инертного газа, процесса сварки металлическим электродом в среде инертного газа, процесса лазерной сварки и процесса плазменно-дуговой сварки. В частности, сварка вольфрамовым электродом в среде инертного газа (TIG или GTAW) позволяет формировать прочный и высококачественный сварной шов.
В соответствии с одним вариантом осуществления во время процесса сварки используется защитный газ, который является инертным газом. Инертный газ предохраняет материал от образования нитридов алюминия, а также оксидов вдоль сварного шва. Нитриды и оксиды, формирующиеся во время сварки, могут ослаблять стойкость трубы к окислению, и тем самым также ее желательные свойства для высокотемпературных приложений.
В соответствии с одним вариантом осуществления, защитный газ состоит из аргона, гелия или их смеси.
В соответствии с одним вариантом осуществления никакой материал заполнителя в процессе сварки не используется.
В соответствии с одним вариантом осуществления в процессе сварки используется материал заполнителя, содержащий сплав железо-хром-алюминий.
В соответствии с одним вариантом осуществления способ может дополнительно содержать стадию предварительного нагрева непрерывной полосы перед формированием трубы. Предварительный нагрев, например до 100°C или меньше, облегчает деформирование полосы в трубу и является особенно подходящим для малых размеров, например для труб с внутренними диаметрами меньше чем 100 мм. Предварительный нагрев может быть достигнут путем использования, например, печи, средств индукционного нагрева, тепловой пушки и т.д.
В соответствии с одним вариантом осуществления этот способ дополнительно содержит стадию отжига трубы из высокотемпературного сплава железо-хром-алюминий после процесса сварки. Отжиг может уменьшать напряжения в сварной трубе и тем самым способствовать предотвращению растрескивания. В одном варианте осуществления отжиг представляет собой отжиг для снятия напряжений, встроенный в устройство формирования трубы, в котором труба также скручивается и сваривается. Труба нагревается до температуры 850-875°C и после этого остывает, прежде чем она будет нарезана в окончательную длину.
Другие выгодные особенности а также преимущества предложенной трубы и способа изготовления станут понятными из следующего описания.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Варианты осуществления предложенной трубы из высокотемпературного сплава FeCrAl и способа изготовления будут в дальнейшем описаны со ссылками на приложенные чертежи, в которых
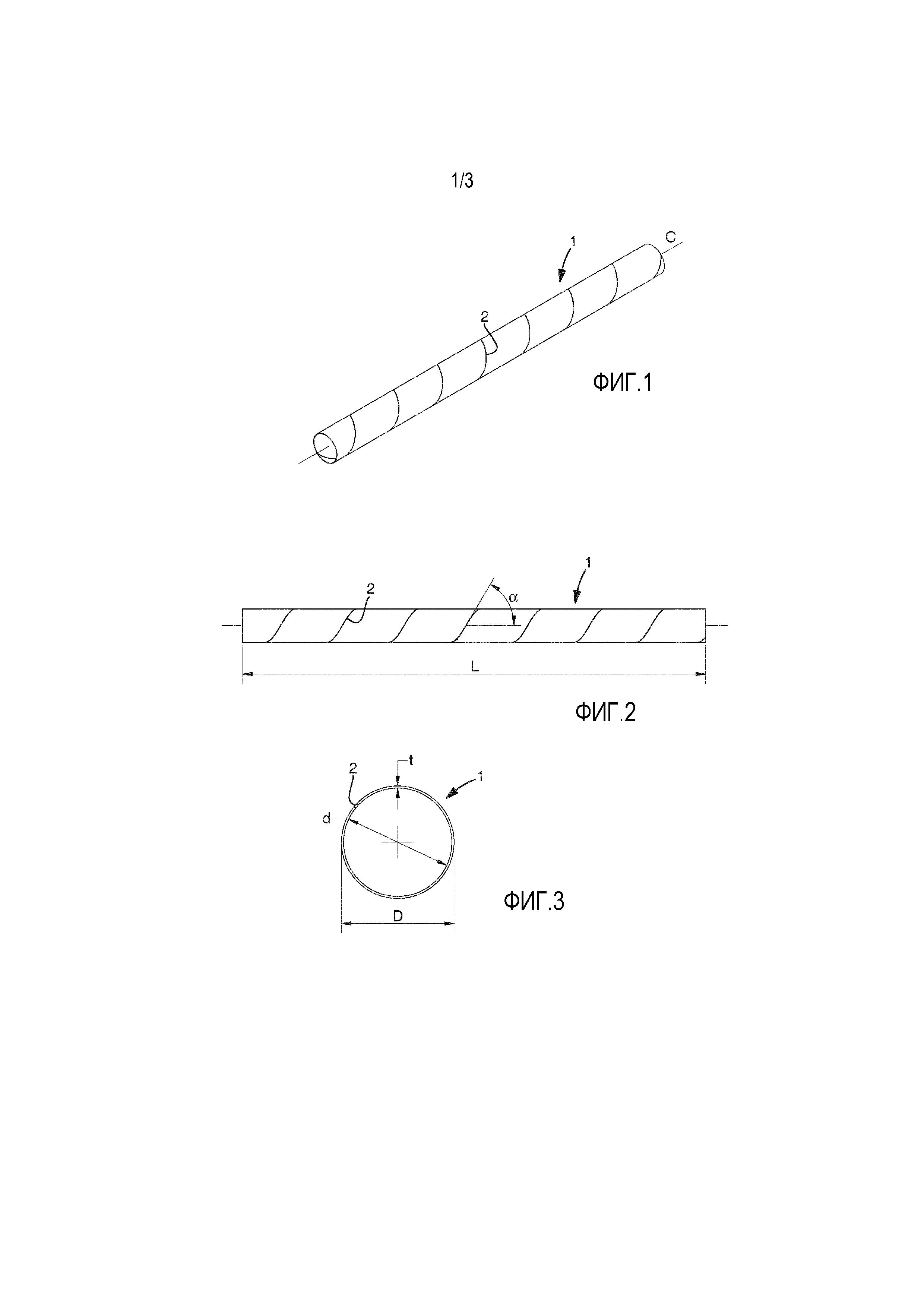
Фиг.1 схематично показывает вид в перспективе трубы в соответствии с одним вариантом осуществления,
Фиг.2 показывает вид сбоку трубы, изображенной на Фиг.1,
Фиг.3 показывает вид с торца трубы, изображенной на Фиг.1,
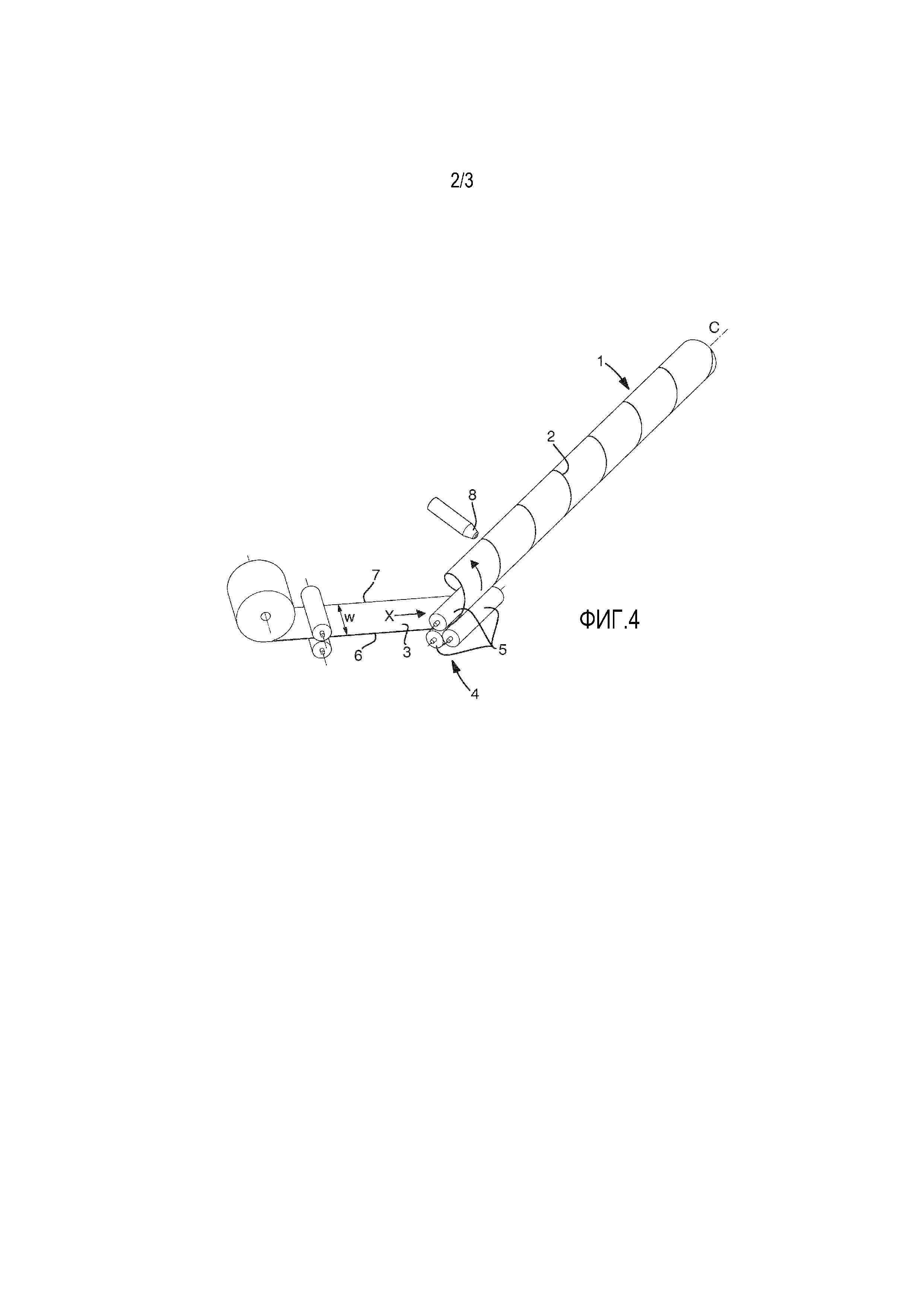
Фиг.4 схематично показывает способ изготовления трубы, изображенной на Фиг.1, и
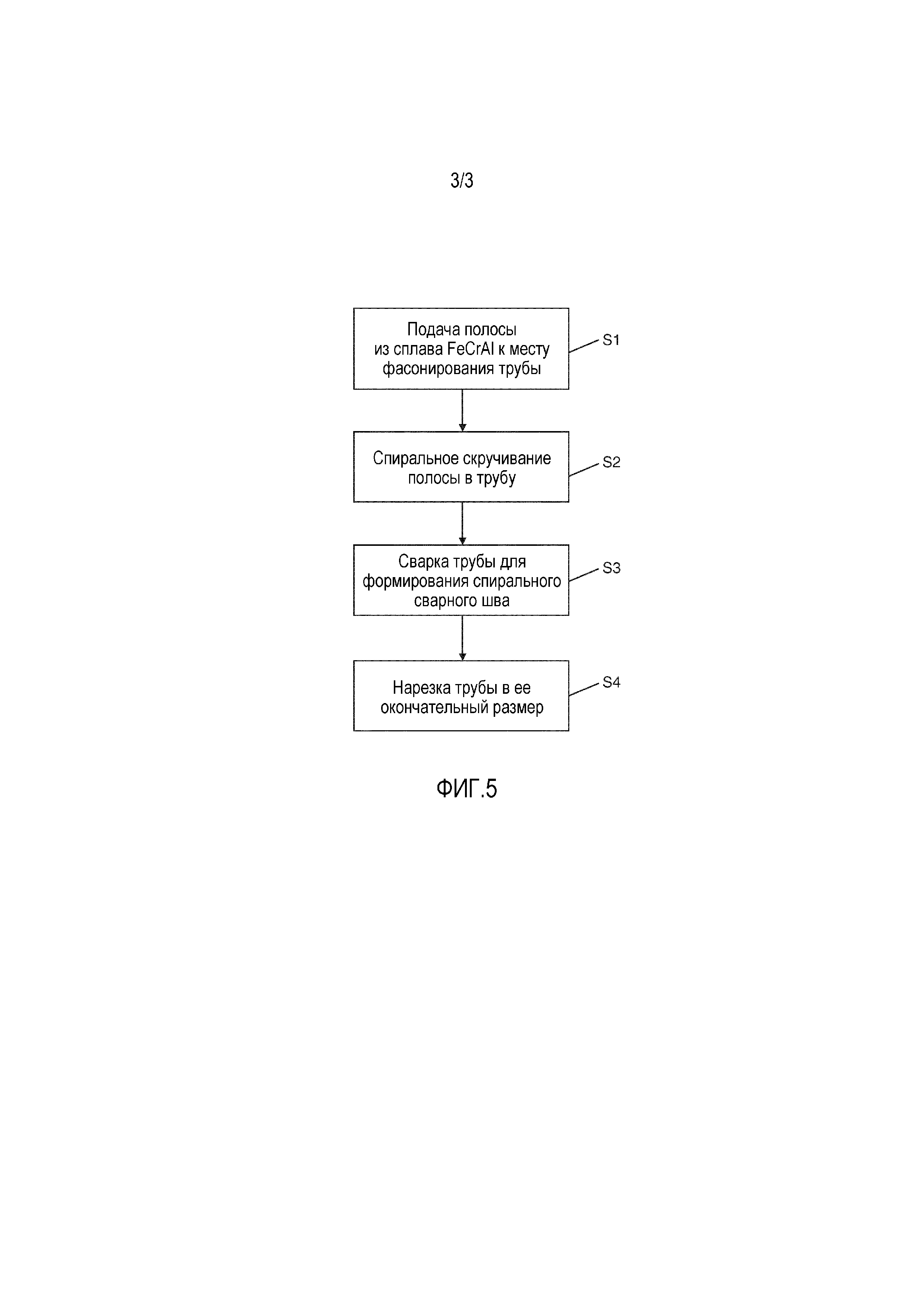
Фиг.5 представляет собой блок-схему, иллюстрирующую стадии способа изготовления трубы в соответствии с одним вариантом осуществления.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Труба 1 из высокотемпературного сплава FeCrAl в соответствии с одним вариантом осуществления настоящего изобретения схематично показана на Фиг.1-3. Труба 1 имеет форму круглого цилиндра, продолжающегося вдоль продольной оси C. Труба 1из высокотемпературного сплава железо-хром-алюминий формируется с помощью спирального сварного шва 2, проходящего вокруг и вдоль трубы с углом α подъема винтовой линии. В показанном варианте осуществления угол α подъема винтовой линии составляет 54°. Показанная труба 1 имеет наружный диаметр D 108 мм, длину L и толщину стенки t 2 мм, и таким образом имеет внутренний диаметр d 104 мм. Внутренний диаметр d является постоянным вдоль продольной оси C.
Труба 1 сформирована из непрерывной полосы 3 из высокотемпературного сплава FeCrAl с использованием спиральной сварки, как схематично проиллюстрировано на Фиг.4 и на блок-схеме Фиг.5. На первой стадии S1 непрерывная полоса 3 из высокотемпературного сплава FeCrAl, имеющая ширину w, подается в направлении X подачи к месту 4 фасонирования трубы, которое в данном случае имеет форму трех формующих валков 5. Формующие валки 5 расположены так, что их оси вращения располагаются под некоторым углом к направлению X подачи полосы 3.
Когда полоса 3 входит между формующими валками 5, она на второй стадии S2 спирально скручивается в трубу 1 так, чтобы длинные края 6, 7 полосы 3 примыкали друг к другу. Вращающаяся труба формируется при ее продвижении в направлении, параллельном к ее продольной оси C.
На третьей стадии S3 примыкающие длинные края 6, 7 непрерывно соединяются в ходе процесса сварки непосредственно при формировании трубы, посредством чего получается сваренная труба 1, содержащая спиральный сварной шов 2. Процесс сварки в показанном варианте осуществления выполняется с использованием сварочного электрода 8, расположенного радиально снаружи формируемой трубы 1. Таким образом, сварной шов 2 создается со сварным корнем, находящимся на внутренней части формируемой трубы 1. Сварка может выполняться с использованием, например, сварки вольфрамовым электродом в среде инертного газа (TIG), сварки металлическим электродом в среде инертного газа, лазерной сварки или плазменно-дуговой сварки. В качестве защитного газа во время процесса сварки используется инертный газ, такой как Ar и/или Не. Также корневой газ, состоящий из Ar и/или Не, может использоваться для защиты корня во время сварки.
На четвертой стадии S4 труба 1 режется в ее окончательную длину L.
Полоса 3 может быть подогрета до температуры 100°C или меньше перед ее скручиванием в трубу 1. Сформированная труба 1 может быть дополнительно отожжена после сварки, до или после резки трубы 1 в ее окончательную длину L. Во время процесса отжига труба 1 нагревается до температуры 850-875°C, а затем охлаждается естественным образом.
Настоящее раскрытие дополнительно иллюстрируется следующим неограничивающим примером.
Пример
Для изготовления тестовых образцов труба 1, описанная выше со ссылкой на Фиг.1-3, была произведена из полосы, имеющей ширину w 200 мм и толщину t 2 мм. Химический состав полосы показан в таблице 1.
Таблица 1
Процесс сварки представлял собой процесс TIG без материала заполнителя и с газовой смесью из 70% Ar и 30% Не, которая использовалась как в качестве корневого газа, так и в качестве защитного газа. Сварка выполнялась снаружи формируемой трубы 1. Никакой поддержки не использовалось внутри трубы 1 во время сварки. Сваренная труба 1 из высокотемпературного сплава FeCrAl была нарезана в окончательную длину L, равную 3 м, с использованием углошлифовальной машины без отжига перед резкой. После резки на образцы (трубы) окончательной длины и охлаждения сварного шва 2 один из образцов 1 был отожжен в течение 1 час при 875°C.
Сварной шов 2 имел хороший внешний вид сразу после сварки, как на внутренней части трубы 1, так и с внешней стороны. Сварной шов 2 был вогнутым на внешней стороне и выпуклым внутри. Поперечные сечения через сварной шов 2 были визуально исследованы с использованием оптического микроскопа после травления и полировки. Во время осмотра не были найдено никаких дефектов.
Твердость HV10 была исследована поперек сварного шва 2, и было найдено, что она составляет 220-265 HV поперек сварного шва, с самым высоким значением в основном материале рядом со сварным швом.
Два других образца были предварительно окислены при 1050°C в течение 8 час, после чего были протестированы в печи, установленной вертикально со сменными нагревательными элементами 80 мм диаметром (26 кВт при напряжении 200 В), установленными в этих трубах.
Эти образцы были подвергнуты непрерывному циклическому тесту в течение одной недели согласно следующей схеме:
- Нагревание от комнатной температуры до 950°C;
- 20 мин выдержки при 950°C;
- Охлаждение до 600°C;
- Нагрев до 950°C;
- 20 мин выдержки; и т.д.
После одной недели образцы при визуальном осмотре выглядели очень хорошо, и тестирование было продолжено в течение еще 18 дней с более жестким циклом тестирования. Этот цикл тестирования выполнялся в соответствии со следующей схемой:
- Нагревание от комнатной температуры до 950°C;
- 20 мин выдержки при 950°C;
- Охлаждение до 100°C;
- Нагрев до 950°C; и т.д.
Визуальный осмотр показал, что образцы для испытания выглядели очень хорошо.
В дополнение к этому, другой образец был помещен у основания печи для того, чтобы выяснить, не приведет ли вес образца к какой-либо деформации во время работы, то есть был выполнен упрощенный тест на провисание. Этот образец не показал тенденции к искривлению в течение этих 18 дней.
Реферат
Изобретение относится к области металлургии, в частности к трубе из высокотемпературного сплава железо-хром-алюминий, и может быть использовано в нагревательных устройствах. Труба (1) из высокотемпературного сплава железо-хром-алюминий, продолжающаяся вдоль продольной оси (C), сформирована из непрерывной полосы (3) из сплава железо-хром-алюминий, при этом труба (1) содержит спиральный сварной шов (2), причем труба имеет почти постоянный внутренний диаметр (d) или постоянный внутренний диаметр (d) вдоль продольной оси (C). Высокотемпературный сплав железо-хром-алюминий содержит, мас.%: Cr от 5 до 2, Al от 2,5 до 8, Mo от 0 до 5, остальное – Fe и обычно встречающиеся примеси и, при необходимости, другие преднамеренно добавленные легирующие элементы. Способ изготовления трубы (1) включает этапы: подачи непрерывной полосы (3) из высокотемпературного сплава железо-хром-алюминий к месту (4) фасонирования трубы, спиральной намотки полосы (3) в месте (4) фасонирования трубы таким образом, чтобы длинные края (6, 7) полосы (3) примыкали друг к другу и формировалась вращающаяся труба (1), продвигающаяся в направлении, параллельном к ее продольной оси (C), непрерывного соединения упомянутых примыкающих длинных краев (6, 7) с помощью процесса сварки непосредственно при формировании трубы (1) из высокотемпературного сплава железо-хром-алюминий, посредством чего получают сваренную трубу (1), содержащую спиральный сварной шов (2), и отжига трубы (1). Изготовленная труба имеет большой диаметр и/или малую толщину стенки, а также характеризуется высокой стойкостью к окислению. 3 н. и 14 з.п. ф-лы, 5 ил., 1 табл., 1 пр.
Комментарии