Способ образования многослойной трубы из стальных полос и многослойная труба - RU2235936C2
Код документа: RU2235936C2
Чертежи












Описание
Трубопроводы, рассчитанные на работу при высоком давлении, такие, как нефте- и газопроводы, как правило, изготавливают из обычных стальных труб. Эти трубопроводы подвергаются воздействию как внутренних, так и внешних давлений. Внутреннее давление необходимо для транспортировки текучей среды или газов внутри трубопровода. Внешнее давление создается за счет воздействия веса почвы или воды на трубопровод, когда трубопровод заделан в грунт или погружен в воду.
Несмотря на то, что стальные трубы обеспечивают необходимую прочность для выдерживания внутренних и внешних давлений, они в значительной степени подвержены коррозии. Воздействие коррозионной среды усиливается при контакте между внутренними инородными средами (например, жидкостями или газами, транспортируемыми по трубопроводу) и сталью или при контакте с внешними проводящими инородными средами и сталью. Внешние инородные среды могут представлять собой грунт в тех случаях, когда труба закопана под землю, или морскую воду в тех случаях, когда труба погружена в океан, или воду в тех случаях, когда труба проходит вдоль канализационных систем или открыта для воздействия дождя. Коррозия приводит к уменьшению прочности трубы и может вызвать образование утечек в трубе или разрывы под давлением.
Для преодоления этого недостатка были созданы трубы из стали с армированным композиционным материалом. Эти трубы имеют стальную стенку, покрытую полимерным материалом, или стенку из стали, заделанную в армированный волокнами композиционный материал, такой, как композиция смол со стекловолокном. Покрытие или композиция смол защищает сталь от коррозии, предохраняя ее от какого-либо контакта с инородными средами. Один пример стальной трубы с армированным композиционным материалом раскрыт в патенте США № 4351364, который включен в данную заявку путем ссылки. Труба, описанная в данном патенте, представляет собой часть несущей стенки, расположенную между внутренней и наружной облицовками. Облицовки представляют собой богатые смолами слои, армированные стеклом или другими волокнами. Часть несущей стенки выполнена из трех или более усиливающих слоев конструкционной стали, покрытых конструкционной эпоксидной смолой. Отдельные слои трубы последовательно накладывались друг на друга, один поверх другого, на оправке или на машине для образования труб путем намотки. Каждый слой облицовки получали путем спиральной намотки пучков стекловолокон, пропитанных смолой. Каждый слой стали получали путем спиральной намотки стальной полосы, покрытой смолой. Слои стали наматывали один поверх другого. Когда труба была полностью "намотана", ее подвергали отверждению. Трубы такого типа часто называют многослойными трубами из стальных полос или "SSL pipe".
Как правило, заданная прочность перекрытия при сдвиге между перекрывающимися слоями стали в многослойной трубе из стальных полос составляет 12410,57 кПа. Такой прочности невозможно достичь путем приклеивания одного слоя стали к другому при использовании только композиции смол. Для достижения подобной прочности сталь обычно подвергают пескоструйной обработке перед намоткой для формирования слоев стали в трубе.
Пескоструйная обработка создает механическую шероховатость на стали, обеспечивая более прочное механическое/адгезионное скрепление. Однако такое скрепление не обладает долговечностью во влажной среде. Испытание образца, предназначенного для испытаний на 'прочность перекрытия при сдвиге, состоящего из подвергнутых пескоструйной обработке стальных образцов, склеенных посредством использования клея EPON 826/IPD, показало, что прочность перекрытия при сдвиге снизилась на 80% после 505 часов подвергания образца воздействию горячей воды. Более того, изменение свойств стальной поверхности, подвергнутой пескоструйной обработке, в результате старения, в итоге приводит к снижению прочности перекрытия при сдвиге вследствие окисления поверхности. Кроме того, пескоструйная обработка представляет собой трудоемкий процесс. Как правило, для того, чтобы подвергнуть пескоструйной обработке промышленные количества стальных полос, требуется воздушный компрессор мощностью 5000 лошадиных сил (3728,5 кВт). Также требуется специальное помещение и оборудование так как пескоструйная обработка связана с наличием пыли и шума.
Таким образом, необходимо создать систему для крепления слоев, образованных из стальных полос, друг к другу и к облицовкам многослойных труб из стальных полос, которая исключит необходимость в пескоструйной обработке стальных полос.
Также было обнаружено, что слои из стальных полос, прикрепленные друг к другу только смолой, имеют недостаточное сопротивление расслаиванию. Это недостаточное сопротивление расслаиванию вызывается непостоянством толщины связующего материала по длине стальной полосы, образующей слой. Контроль толщины полимерного связующего материала, как правило, не всегда выполняется с очень высокой точностью при скоростях, соответствующих процессу производства.
Иногда в смоле используют наполнители из стеклянных чешуек для повышения прочности на сдвиг между стальными полосами. Такие наполнители из стеклянных чешуек составляют приблизительно от 5 до 10% веса смолы. Однако даже при использовании наполнителей из стеклянных чешуек сложно регулировать толщину связующего материала между полосами при скоростях, используемых в производственном процессе, что приводит к недостаточному сопротивлению полос расслаиванию.
Другая проблема, связанная с креплением стальных полос друг к другу в многослойных трубах из стальных полос, относится к растрескивание отверждающегося связующего между стальными полосами, также приводящее к уменьшению сопротивления расслаиванию. Дополнительная проблема состоит в усадке связующего, которая происходит во время отверждения и также приводит к уменьшению прочности соединения между стальными полосами. Многослойные трубы из стальных листов, как правило, подвергаются воздействию нагрева и влаги, и связующее между слоями стали часто разрушается, подвергаясь комбинированному разрушению, то есть разрушается одновременно из-за сдвига и расслаивания. Поэтому важно, чтобы связующие между слоями стали сохраняли существенную часть своей прочности перекрытия при сдвиге и сопротивлении расслаиванию при горячих и влажных условиях. Кроме того, для ускорения процесса изготовления многослойных труб из стальных полос необходимо, чтобы время на уменьшение массы (то есть время, необходимое для удаления избыточной смолы между стальными полосами, образующими слои, подлежащие скреплению) любой используемой композиции смол было сравнительно непродолжительным с тем, чтобы уменьшить длительность производственного цикла и, тем самым, издержки производства.
Таким образом, необходимо создать композицию из смол, которая обеспечивает регулирование толщины связующего между соседними слоями из стальных полос и между слоями из стальных полос и облицовками многослойной трубы из стальных полос при скоростях, используемых в производстве. Кроме того, необходимо создать композицию из смол с повышенным сопротивлением росту трещин при отверждении, которая подвергается меньшей усадке в процессе отверждения. Кроме того, необходимо создать композицию из смол, которая обеспечивает повышение сопротивления расслаиванию и прочность при сдвиге между стальными полосами многослойной трубы из стальных полос в горячих и влажных условиях и сокращение времени на удаление излишнего материала.
Для повышения прочности перекрытия при сдвиге между слоями стали в многослойной трубе из стальных полос используется усилитель адгезии из золя-геля или органофункционального силана для покрытия стальных полос, образующих слои стали.
В одном варианте осуществления зольно-гелевое покрытие используется в качестве усилителя адгезии. Золь - это раствор, содержащий частично прореагировавшие металлоорганические исходные вещества (часто алкоксид металла, такой как -OSi(ОR)3) в растворителе, обычно в спирте. R представляет собой не способный к гидролизованию органический радикал, обладающий функциональностью, которая обеспечивает соединение покрытия из золя-геля с эпоксидной или другой органической смолой. Гель представляет собой вещество, которое содержит непрерывный сплошной каркас, охватывающий непрерывную жидкую фазу, образованную за счет реакции в золе. Обработка золя-геля предусматривает получение твердого вещества, обычно пленки или покрытия из золя и геля. Как правило, золь-гель образуется путем гидролизования и конденсации зольного раствора. Покрытие из золя-геля, модифицированного хроматом, обеспечивает большую долговечность, длительную прочность и стойкость в горячей и влажной среде.
В другом варианте осуществления стальные полосы покрыты органофункциональным или бифункциональным силаном. Органофункциональный силан, такой, как Y-R-Si-Х3 силан, имеет два класса функциональности. Часть силана, Si, соединяется с неорганической основой, то есть сталью. Связь между R, мостиковой группой и Si является очень устойчивой органической связью, в то время как связь между X, гидролизуемой группой и атомом кремния в силане является менее устойчивой неорганической связью и может быть замещена связью между неорганической основой (сталью) и атомом кремния.
Поскольку слои многослойных труб из стальных полос, образованные из стальных полос, соединенных связующим, часто разрушаются из-за разрушающего воздействия, имеющего комбинированный характер, а именно одновременно подвергаются сдвигу и расслаиванию, необходимо, чтобы скрепленные слои стали сохраняли свою прочность перекрытия при сдвиге, а также свое сопротивление расслаиванию при горячих и влажных условиях. Для реализации этого в предпочтительном варианте осуществления в настоящем изобретении предусмотрено использование наполнителей, армированных непрерывными волокнами в смоле, используемой для соединения стальных полос. Эти наполнители обеспечивают возможность регулирования толщины связующего, позволяют повысить прочность на сдвиг соединения между стальными полосами, повысить сопротивление связующего расслаиванию и уменьшить усадку отверждающегося связующего (полимерной матрицы), а также увеличить сопротивление отверждающегося связующего растрескиванию.
В качестве примера можно привести наполнители из непрерывных армирующих волокон, изготовленные из кевлара, углерода и стекла. Эти наполнители предпочтительны в виде "вуалей", таких, как прозрачные синтетические ткани типа "вуаль" произвольного переплетения, такие, как "вуали" из С-стекла и "вуали" произвольного переплетения, в виде тканых материалов, таких, как тесьма, лента из ровницы, однонаправленная лента и сетки из элементарных волокон.
"Вуали", тканые материалы, ленты и сетки - все они имеют вид "ленты", то есть они имеют вид непрерывного слоя. Такие "вуали", тканые материалы, ленты и сетки могут быть намотаны поверх слоев стали. "Вуали", тканые материалы, ленты и сетки могут быть пропитаны соответствующей смолой перед наматыванием их вокруг слоя трубы из стальных полос.
В альтернативном варианте смола может быть нанесена на слой из стальной полосы перед наматыванием "вуали", тканого материала, ленты или сетки, или смола может быть нанесена поверх намотанной "вуали", тканого материала, ленты или сетки. Кроме того, вместо использования "вуали", тканого материала, ленты или сетчатого материала измельченные или раздробленные волокна могут быть смешаны со смолой в количестве, обеспечивающем высокое содержание волокна, перед нанесением смолы на намотанную первую часть слоя стальной полосы. В альтернативном варианте смола может быть нанесена на намотанную стальную полосу, и измельченные или раздробленные волокна могут быть нанесены на смолу. При использовании волокнистых наполнителей предпочтительное содержание волокнистого наполнителя составляет порядка 30-70 объемных процентов.
Волокна в волокнистом наполнителе служат в качестве дистанционирующего материала, регулирующего расстояние между последующими слоями стали и, тем самым, регулирующего толщину связующего между слоями стали, что приводит к повышенному сопротивлению расслаиванию.
В альтернативном варианте осуществления вместо наполнителя из непрерывных армирующих волокон используются стеклянные шарики, также известные как микросферы, представляющие собой дискретный наполнитель. Благодаря своей сферической форме микросферы могут быть плотно набиты в смолу. Использование наполнителей в виде армирующих непрерывных волокон или микросфер в смоле, используемой для скрепления стальных полос в многослойных трубах из стальных полос обеспечивает повышение долговечности трубы. Эти наполнители могут быть использованы для образования полимерной матрицы, которая используется для скрепления стальных полос, обработанных усилителем адгезии, таким, как золь-гель или силан, или стальных полос, которые были подвергнуты пескоструйной обработке, или стальных полос, которые вообще никак и ничем не были обработаны.
Кроме того, вместо нанесения усилителя адгезии на стальные полосы усилитель адгезии можно смешать со смолой, используемой для скрепления полос.
На фиг.1 схематично показана связь Fe-O-Si, образованная между основой и покрытием из золя-геля.
На фиг.2 представлено графическое изображение результатов испытаний, отражающих влияние воздействия горячей воды на прочность перекрытия при сдвиге соединенных стальных полос, покрытых золем-гелем, модифицированным хромом, и стальных полос, подвергнутых пескоструйной обработке.
На фиг.3 показаны четыре приведенные в качестве примеров структурные формулы гидролизуемой группы.
На фиг.4 показаны три приведенные в качестве примеров структурные формулы негидролизуемых органических радикалов.
На фиг.5 показана структурная формула винилтриэтоксисилана.
На фиг.6 показана связь Si-C, образующая мостик между покрытием из органофункционального силана и эпоксидной смолой.
На фиг.7 представлена диаграмма, показывающая прочность перекрытия при сдвиге при температуре 110°С для скрепленных стальных полос, покрытых золем-гелем, модифицированным хроматом, и для скрепленных стальных полос, покрытых органофункциональным силаном.
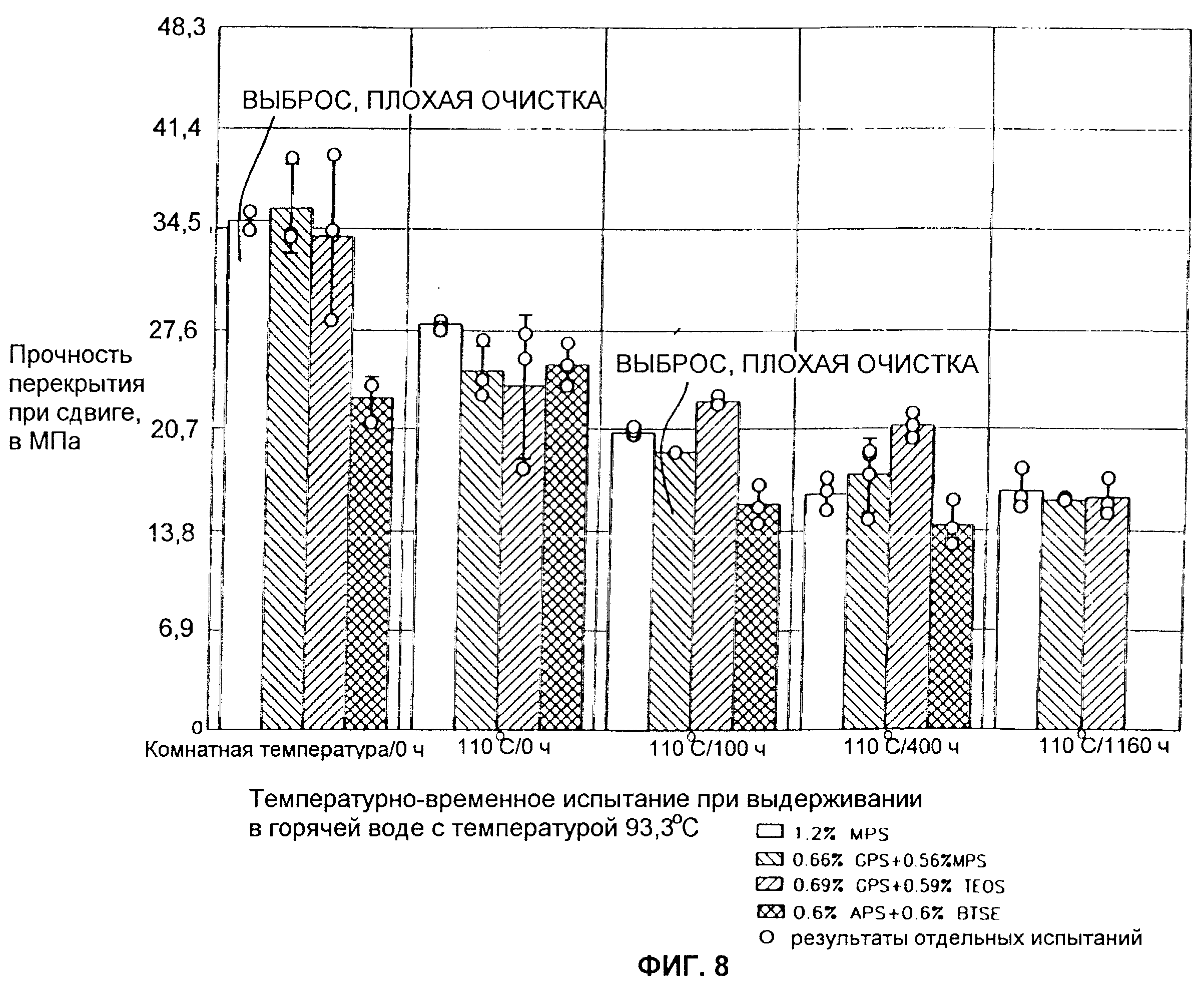
На фиг.8 представлена столбиковая диаграмма, позволяющая сравнить прочность перекрытия при сдвиге для различных органофункциональных силанов при подвергании их воздействию горячей воды при температуре 110°С в течение различных периодов времени.
На фиг.9 представлена таблица, в которой приведены аббревиатуры, химические названия и структурные формулы различных компонентов, включенных в органофункциональные силаны, сравниваемые на фиг.7.
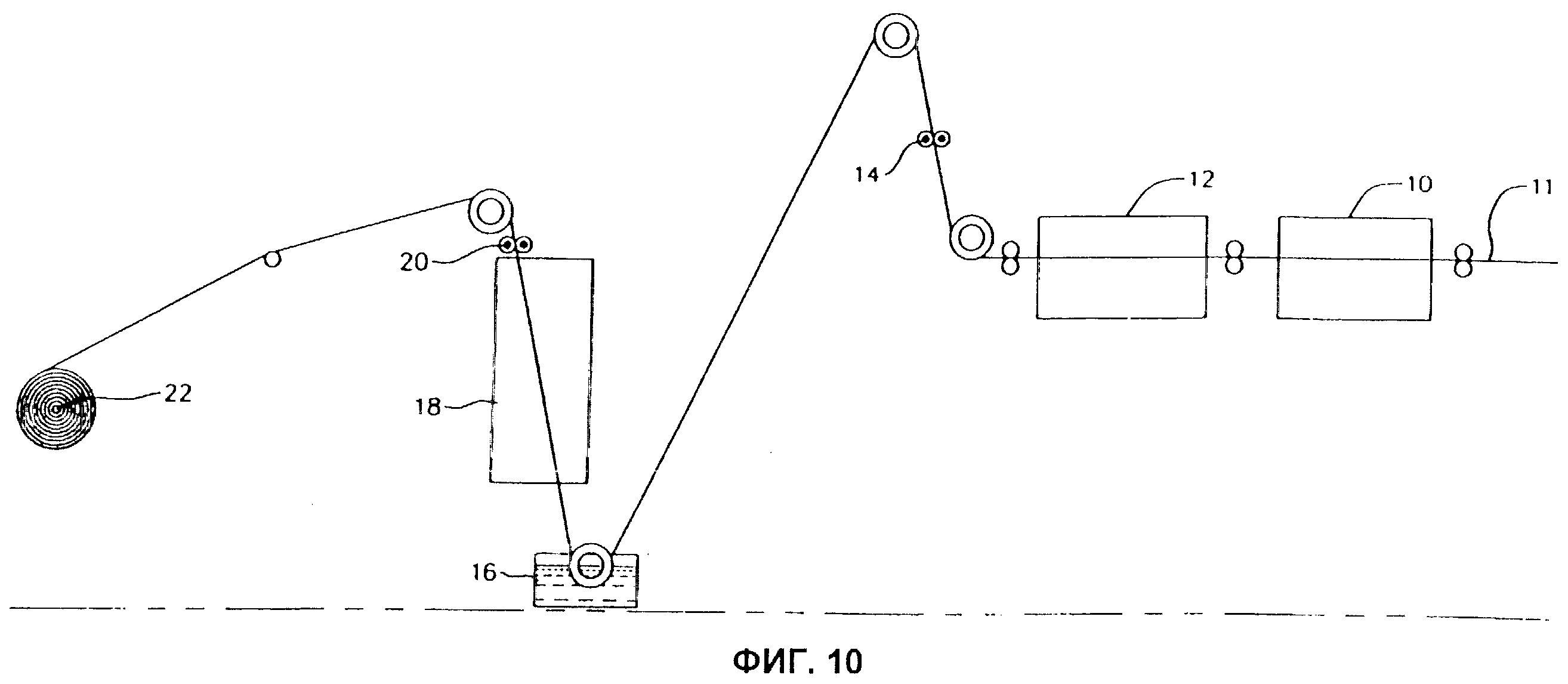
На фиг.10 представлено схематическое изображение процесса покрытия стальной полосы усилителем адгезии.
На фиг.11 представлен частичный вид сбоку многослойной трубы из стальных полос, показывающий различные слои трубы.
На фиг.12 представлено схематичное изображение механизма с прижимным роликом, используемого в процессе намотки труб.
На фиг.13 представлен график, показывающий кривые прогиба под действием нагрузки для многослойных труб из стальных полос с непрерывной пропитанной наполнителем лентой между стальными полосами и с микросферами между стальными полосами, когда эти трубы нагружены параллельными пластинами.
На фиг.14 представлена таблица, позволяющая сравнить различные факторы, принимаемые во внимание при выборе наполнителя смолы.
На фиг.15 представлена таблица, позволяющая сравнить прочность перекрытия при сдвиге, сопротивление расслаиванию и время удаления излишнего материала для полос, скрепленных с помощью смолы, включающей различные наполнители, и покрытых золем-гелем, или органофункциональным силаном, или подвергнутых пескоструйной обработке.
На фиг.16 представлена столбиковая диаграмма, отражающая прочность перекрытия при сдвиге стальных полос, покрытых органофункциональным силаном и скрепленных посредством использования смолы и различных наполнителей после различных периодов времени воздействия воды с температурой 110°С.
На фиг.17 представлена столбиковая диаграмма, позволяющая сравнить сопротивление расслаиванию стальных полос, скрепленных посредством использования различных наполнителей и подвергнутых воздействию воды при температуре 110°С в течение различных периодов времени.
Для повышения прочности перекрытия при сдвиге между слоями стали в многослойной трубе из стальных полос используется усилитель адгезии в виде золя-геля или органофункционального силана для покрытия стальных полос, образующих слои стали. Эти усилители адгезии используются вместо пескоструйной обработки стальных полос. Тем не менее существует необходимость нанесения смолы, такой, как смола EPON 826, для скрепления стальных полос, при этом нанесение производится так же, как и в случае скрепления стальных полос, подвергнутых пескоструйной обработке.
В одном варианте осуществления в качестве усилителя адгезии используется покрытие из золя-геля. Золь - это раствор, содержащий частично прореагировавшие металлоорганические исходные вещества (часто алкоксид металла, такой как -OSi(OR)3 или ROSi(OCxH2x+1)3 в растворителе, обычно в спирте. R представляет собой органический радикал, обладающий функциональностью, которая позволяет покрытию из золя-геля соединяться с эпоксидной или другими органическими смолами. Гель представляет собой вещество, которое содержит непрерывный сплошной каркас, охватывающий непрерывную жидкую фазу, образованную за счет реакции в золе. Зольно-гелевая обработка обеспечивает получение твердого вещества, обычно пленки или покрытия. Как правило, золь-гель образуется путем гидролизования и конденсации зольного раствора.
Было обнаружено, что покрытие из золя-геля, модифицированного хроматом, обеспечивает большую долговечность, длительную прочность и стойкость соединения в горячей и влажной среде. Как правило, хромат вводят в виде грунта. Грунт затем смешивают с зольно-гелевым раствором.
В первом варианте осуществления стальные полосы покрывают золем-гелем. В альтернативном варианте осуществления полосы могут быть покрыты зольным раствором, и может быть обеспечена возможность подвергания их гидролизу и конденсации для образования покрытия из золя-геля на полосах.
Когда покрытие из золя-геля будет нанесено на полосу или образовано на ней, связь Fe-O-Si образуется между основой (сталью) и покрытием из золя-геля в последовательности, показанной на фиг.1. Мостиком между зольно-гелевым покрытием и эпоксидной смолой, такой, как показанная смола, является связь Si-O-R, показанная на фиг.1. Мостик между зольно-гелевым покрытием и эпоксидной смолой, используемой для скрепления стали, во взаимопроникающей полимерной сетке образован связью Si-O-R.
Дополнительно было обнаружено, что использование зольно-гелевого покрытия в качестве альтернативы пескоструйной обработке поверхности стальных полос обеспечивает улучшенное скрепление стальных полос. Например, прочность перекрытия при сдвиге стальных полос многослойной трубы из стальных полос, покрытых золем-гелем, модифицированным хромом, и скрепленных посредством использования EPON 826/IPD, приблизительно на 40% выше прочности перекрытия при сдвиге подвергнутых пескоструйной обработке, не покрытых полос при использовании той же самой смолы при температуре 110°С (фиг.2). Следует отметить, что, несмотря на то, что испытание проводилось на образцах, скрепленных смолой EPON 826/IPD, настоящее изобретение не ограничено стальными полосами, которые скреплены с помощью смолы EPON 826/IPD, можно использовать также и другие смолы.
В процессе испытаний также было обнаружено, что прочность перекрытия при сдвиге стальных полос, покрытых золем-гелем, модифицированным хромом и склеенных посредством смолы EPON 826/IPD при температуре 110°С, после 500 часов выдержки их в горячей воде была приблизительно в четыре раза выше прочности перекрытия при сдвиге стальных полос, подвергнутых пескоструйной обработке и скрепленных той же смолой при тех же условиях, как показано на фиг.2.
В другом варианте осуществления стальную полосу покрывали органофункциональным силаном. Органофункциональный силан, такой, как Y-R-Si-Х3 силан или Y-(CH2)n-Si-Х3, имеет два класса функциональности, то есть он представляет собой бифункциональный силан. Часть силана, Si, соединяется с неорганической основой, то есть сталью. Связь между R или (СН2)n, мостиковой группой и Si является очень устойчивой органической связью, в то время как связь между X, гидролизуемой группой и атомом кремния в силане представляет собой менее устойчивую неорганическую связь и может быть замещена связью между неорганической основой (сталью) и атомом кремния.
Типовые гидролизуемые группы Х включают ацилоксильные группы, аминогруппы, метоксильные группы, этоксильные группы и хлор, но не ограничены вышеперечисленными.
На фиг.3 представлены четыре приведенные в качестве примера структурные формулы гидролизуемой группы X. Органофункциональная группа Y представляет собой негидролизуемый органический радикал, который обладает функциональностью, обеспечивающей возможность образования связей или взаимодействия с органическими смолами, такими, как эпоксидная смола, которые обычно используются для склеивания стальных полос. Примерами негидролизуемых органических радикалов являются глицидоксильные функциональные группы и аминофункциональные группы. Некоторые примеры структурных формул негидролизуемых органических радикалов показаны на фиг.4. Мостик между покрытием из органофункционального силана и эпоксидным клеем (например, смолой) представляет собой связь Si-C, показанную на фиг.6. При некоторых органофункциональных силанах, таких, как винилтриэтоксисилан, имеющих формулы, показанные на фиг.5, та же группа -СН=СН2 (винил) образует как мостиковую группу, так и органофункциональную группу. При использовании органофункционального силана в качестве усилителя адгезии он может улучшить сцепление невысохшего покрытия, адгезию в сухих условиях и в условиях нагрева с широким рядом подложек.
Кроме того, было обнаружено, что использование органофункционального силана в качестве вещества для обработки поверхности вместо золя-геля, модифицированного хроматом, обеспечило повышение прочности перекрытия при сдвиге приблизительно на 10% при 110°С без воздействия горячей воды и приблизительно на 25% и 40% при 110°С соответственно после 100 и 400 часов воздействия горячей воды, как показано на фиг.7.
Примеры органофункциональных силанов и обеспечиваемых ими значений прочности при горячих влажных условиях отражены на фиг.8. Как лучше всего видно из пояснений на фиг.8, эти силаны содержат определенное процентное содержание одного или более из γ-Меркаптопропилтриметоксисилана (MPS), γ-Глицидоксипропилтриметоксисилана (GPS), γ-Тетраэтоксисилана (TEOS), γ-Аминопропилтриэтоксисилана (APS) и Bis-1, 2-(триэтоксисилил)этана (BTSE).
Структурные формулы MPS, GPS, TEOS, APS и BTSE показаны на фиг.9.
Был также создан способ, который может обеспечить зольно-гелевое покрытие стальных полос или покрытие органофункциональным силаном со скоростью 15,24 м/мин. Сталь в виде полос, как правило, поставляют покрытой маслом для транспортировки. Способ согласно изобретению предусматривает пропускание стальной полосы 11 через промывной бак 10, содержащий промывную текучую среду для промывки и удаления масел и грязи со стали (фиг.10). Затем стальную полосу пропускают с помощью роликов через брызгало 12, содержащее моющую текучую среду, предназначенную для смывания промывной текучей среды со стальной полосы. Затем стальную полосу с помощью роликов пропускают через воздушный шабер 14, который по существу "соскребает" любые текучие среды, такие, как моющие текучие среды, с полосы. После этого полосу пропускают через резервуар 16, содержащий золь-гель или силан. Полосу погружают в золь-гель или силан. Оттуда полосу направляют через сушильную камеру 18, в которой золь-гель или силан высушивают на поверхностях стальной полосы. После этого стальная полоса проходит через другой воздушный шабер 20, который "соскребает" избыточный золь-гель или силан с поверхностей стальной полосы, оставляя слой силана или золя-геля на обеих поверхностях стальной полосы, имеющий заранее заданную толщину. Оттуда полосу скатывают в рулон 22, и она готова для использования в процессе получения труб путем намотки.
В альтернативном варианте осуществления зольно-гелевое покрытие или покрытие из органофункционального силана смешивают со смолой, которую используют для склеивания стальных полос. Для обеспечения хорошего сцепления между полосами при смешивании золя-геля или силана со смолой стальные полосы должны быть тщательно очищены.
Поскольку слои многослойных труб из стальных полос, образованные из стальных полос, соединенных связующим, часто разрушаются из-за разрушающего воздействия, имеющего комбинированный характер, а именно одновременно подвергаются сдвигу и расслаиванию, необходимо, чтобы скрепленные слои стали сохраняли свою прочность перекрытия при сдвиге, а также сопротивление расслаиванию при горячих и влажных условиях.
Для реализации этого в предпочтительном варианте осуществления настоящее изобретение предусматривает использование наполнителей, армированных непрерывными волокнами, в смоле, используемой для соединения стальных полос и, следовательно, слоев из стальных полос. Эти наполнители обеспечивают возможность регулирования толщины связующего, позволяют повысить прочность на сдвиг соединения между стальными полосами, повысить сопротивление связующего расслаиванию и уменьшить усадку отверждающегося связующего (полимерной матрицы), а также увеличить сопротивление отверждающегося связующего растрескиванию.
В качестве примера можно привести наполнители из непрерывных армирующих волокон, изготовленные из кевлара, углерода и стекла. Эти наполнители предпочтительно выполнены в виде "вуалей", таких, как прозрачные синтетические ткани типа "вуаль" произвольного переплетения, такие, как "вуали" из С-стекла и "вуали" произвольного переплетения, изготавливаемые фирмами Reemay и Freudenberg; в виде тканых материалов, таких, как тесьма и ленты из ровницы; однонаправленные ленты и сетки из элементарных волокон, подобные тем, которые производятся фирмами Marquisette и Textie.
"Вуали" получают, используя измельченные волокна, которые перекрывают друг друга и концы которых могут быть сплавлены или склеены вместе. Например, "вуали" из С-стекла состоят из измельченных стекловолокон, которые сцеплены вместе посредством использования связующего на основе крахмала. Поскольку волокна сплавляют или склеивают вместе, "вуали" функционируют и рассматриваются как армирующие наполнители из непрерывных волокон. "Вуали", как правило, стоят меньше по сравнению с ткаными материалами, которые получают при ткачестве. Сетка из элементарных волокон, как правило, стоит столько же, сколько "вуали".
"Вуали", тканые материалы, ленты и сетки - все они имеют вид "ленты", то есть они имеют вид непрерывного слоя и далее для удобства называются в данном описании "наполнителем из непрерывных волокон". Наполнитель из непрерывных волокон может быть намотан поверх первого слоя стали, образованного посредством наматывания стальной полосы. Наполнитель из непрерывных волокон предпочтительно пропитывают соответствующей смолой перед наматыванием его вокруг слоя трубы из стальной полосы. Это может быть выполнено посредством пропитывания смолой в месте изготовления трубы или путем получения наполнителя из непрерывных волокон в предварительно пропитанном виде, то есть путем получения наполнителя из непрерывных волокон, уже предварительно пропитанного соответствующей смолой.
В альтернативном варианте смола может быть нанесена на слой из стальной полосы перед наматыванием наполнителя из непрерывных волокон, или смола может быть нанесена поверх намотанного наполнителя из непрерывных волокон. Содержание волокнистого наполнителя для наполнителя из непрерывных волокон, как правило, составляет порядка от 30 до 70% от общего объема волокон и смолы при их соединении. Тем не менее высокое содержание волокнистого наполнителя, например содержание волокнистого наполнителя ближе к верхней границе данного диапазона или выше, является предпочтительным.
Волокна служат в качестве дистанционирующего материала, регулирующего расстояние между последующими слоями стали и, тем самым, регулирующего толщину связующего между слоями стали, что приводит к повышенному сопротивлению расслаиванию. Наполнитель из непрерывных волокон, пропитанный смолой, может быть намотан одновременно со слоями стали при высоких скоростях, что позволяет добиться более высоких скоростей в производстве (поскольку не возникает необходимости останавливать процесс намотки для нанесения смолы между полосами), и при этом обеспечивается постоянная толщина связующего по всей ширине слоев.
В предпочтительном варианте осуществления пропитанный наполнитель из непрерывных волокон наматывают на внутреннюю облицовку 40 многослойной трубы из стальных полос на оправке 42 одновременно со стальными полосами для образования многослойной трубы из стальных полос. Предпочтительно внутреннюю облицовку многослойной трубы из стальных полос, стальные полосы, пропитанный наполнитель из непрерывных волокон и наружную облицовку трубы наматывают соответственно одновременно. Например, при формировании многослойной трубы из стальных полос, имеющей три слоя стали, вначале начинают намотку внутренней облицовки на оправку. В процессе намотки внутренней облицовки 40 начинают намотку первой стальной полосы 44 на намотанную часть внутренней облицовки, после чего наматывают первый пропитанный наполнитель 46 из непрерывных волокон на намотанную часть первой стальной полосы 44, после чего наматывают вторую стальную полосу 48 на намотанную часть первого наполнителя 46 из непрерывных волокон, за этим следует намотка второго пропитанного наполнителя 50 из непрерывных волокон, после чего наматывают третью стальную полосу 52, а затем наматывают наружную облицовку 54 трубы на намотанную часть третьей стальной полосы 52. В данном случае вся толщина трубы образуется в процессе намотки по мере того, как намотка происходит вдоль длины оправки в направлении, показанном стрелкой 56 на фиг.11. Для усовершенствования процесса намотки стальные полосы подвергают предварительному формованию, чтобы они были предварительно выставлены для спиральной намотки.
Во время намотки трубы прижимной ролик используют для приложения нормальной силы к наматываемой стальной полосе с тем, чтобы удалить избыточную смолу между полосами, образующими соседние слои стали, или между полосой и облицовкой трубы с тем, чтобы лучше регулировать толщину соединения [связующего]. Нормальная сила, приложенная со стороны прижимного ролика, заставляет избыточную смолу, находящуюся под стальной полосой, выходить со стороны свободного края полосы. Кроме того, нормальная сила, приложенная со стороны прижимного ролика, усиливает сцепление между смолой и стальной полосой или смолой и покрытием, представляющим собой усилитель адгезии, на стальной полосе за счет создания больших усилий на поверхности контакта.
Весь процесс намотки многослойных труб из стальных полос может быть автоматизирован, как показано на фиг.12. В данном случае первый слой 78 стали образуют путем наматывания стальной полосы на облицовку, образованную на оправке. После этого наполнитель 70 из непрерывных волокон вытягивают из барабана 72 и пропускают через ванну 74 для пропитки, содержащую смолу (фиг.12). После этого пропитанный наполнитель из непрерывных волокон спирально наматывают на оправку 76, используемую при формировании трубы. Вторую стальную полосу 78А спирально наматывают поверх пропитанного наполнителя из непрерывных волокон на оправке. Стальную полосу вытягивают из барабана 79.
В предпочтительном варианте осуществления автоматизированный процесс используется для намотки нескольких стальных полос на оправку одновременно с упорядоченным запаздыванием. Другими словами, сначала начинается намотка первой полосы, после чего начинается намотка второй полосы и т.д. Например, стальная полоса 78 может быть вытянута из барабана 79, а другая стальная полоса 78А может быть вытянута из барабана 79А, как показано на фиг.12. В этой связи труба в целом может быть намотана за один проход, в результате чего сокращается время, необходимое для формирования трубы. При формировании многослойных труб из стальных полос был использован способ, при котором четыре полосы с четырех различных барабанов наматывались одновременно. В настоящее время планируется использовать десять полос с десяти различных барабанов одновременно для намотки трубы.
Прижимной ролик 80 используется для приложения нормальной силы 82 к каждой стальной полосе в процессе ее намотки на пропитанный наполнитель из непрерывных волокон на оправке. Как правило, ролик присоединен к рычагу 84, который проходит до места над оправкой с тем, чтобы обеспечить возможность приложения роликом нормальной силы к наматываемой стальной полосе. Рычаг соединен с неподвижным зажимом 85 с возможностью поворота вокруг оси 86 поворота. Рычаг может смещаться возвратно-поступательно для смещения прижимного ролика в место над оправкой. Рычаг может быть выполнен с пневматическим, гидравлическим или электрическим приводом. Вертикальный элемент 88 также соединен с возможностью поворота с осью 86 поворота на неподвижном зажиме. Передняя часть 92 цилиндра 90 прикреплена к элементу 88, так что цилиндр 90 находится в положении, при котором он относительно параллелен рычагу 84. Задняя часть 94 цилиндра 90 присоединена к задней части 96 рычага. Когда ролик находится в заданном положении над оправкой, цилиндр 90 отводится назад, заставляя рычаг 84 поворачиваться (против часовой стрелки на фиг.12) и заставляя ролик прикладывать нормальное усилие к полосе.
Вместо использования механизма, описанного выше, можно использовать ролик с заранее заданным весом в качестве прижимного ролика для создания необходимой нормальной силы. Сам ролик может иметь заранее заданный вес, или отдельный вес может быть добавлен к ролику.
В альтернативном варианте осуществления вместо использования наполнителя из непрерывных волокон измельченные или раздробленные волокна могут быть смешаны со смолой в количестве, создающем высокое содержание волокон, перед нанесением смолы на намотанную часть слоя первой стальной полосы. В альтернативном варианте смола может быть нанесена на намотанную стальную полосу, а раздробленные или измельченные волокна могут быть нанесены на смолу.
Поскольку сами волокна способны нести нагрузку, добавление волокнистых наполнителей к смоле приводит к повышению сопротивления расслаиванию и повышению прочности на сдвиг соединения между слоями стальных полос многослойной трубы из стальных полос. Более того, высокое содержание волокон приводит к уменьшению усадки и, тем самым, усадочных напряжений, возникающих в смоле в процессе отверждения, что приводит к повышению прочности связующего из смолы. Кроме того, использование волокнистого наполнителя увеличивает сопротивление росту трещин в смоле между слоями из стальных полос. По существу волокна создают препятствие росту трещин. Трещина будет распространяться в смоле до тех пор, пока она не достигнет волокна, где она и остановится. Трещина может продолжать расти на другом участке смолы и снова ее распространение остановится, когда она достигнет другого волокна. Это явление можно видеть на фиг.13, которая показывает график прогиба как функции нагрузки, приложенной к многослойной трубе из стальных полос при нагружении параллельными пластинами, выполненном в соответствии со стандартной методикой испытаний ASTM D 2001. Как можно видеть, труба выдерживает нагрузку до того момента, как трещина начинает развиваться при уровне 100 нагрузки. Поскольку трещина растет при приложении нагрузки, нагрузка падает до уровня 102. Когда нагрузка находится на уровне 102, рост трещины прекращается благодаря волокну, и образец начинает снова выдерживать нагрузку до уровня 104 нагрузки. Другая трещина начинает расти при уровне 104 нагрузки, и нагрузка падает до уровня 106. При уровне 106 нагрузки рост трещины прекращается, и образец снова начинает выдерживать нагрузку.
В еще одном дополнительном варианте осуществления, вместо армирующего наполнителя из непрерывных волокон, используются стеклянные шарики, также известные как микросферы, представляющие собой дискретный наполнитель. Микросферы, как правило, изготовлены из керамического материала и имеют форму, подобную сферам. Микросферы могут быть полыми или сплошными. Они производятся фирмами 3М и Zeelan Industries, Inc.
Благодаря своей сферический форме микросферы могут быть плотно "упакованы" в смолу. Предпочтительно смола, наполненная микросферами, должна содержать микросферы в количестве приблизительно 7,5 вес.%. При лабораторных испытаниях использование микросфер обеспечивало повышение прочности на сдвиг между стальными полосами в горячих условиях (то есть, при температуре 110° С). Однако способности выдерживать нагрузки у многослойных труб из стальных полос, образованных из стальных полос, проклеенных смолой, наполненной микросферами, были ниже по сравнению со способностями многослойной трубы из стальных полос, образованной из стальных полос, склеенных с использованием армирующего наполнителя из непрерывных волокон, пропитанного смолой (фиг.13). Добавление микросфер также усиливает сопротивление росту трещин отверждающего связующего, как можно видеть на фиг.13. При использовании смолы, наполненной микросферами, толщину связующего регулируют посредством использования резинового валика. После того, как покрытие из смолы с микросферами будет нанесено на полосу, избыточную смолу удаляют посредством использования резинового валика. Также можно использовать прижимной ролик для регулирования толщины связующего и для повышения качества соединения.
Помимо того, что на эксплуатационные характеристики соединения действуют такие факторы, как сопротивление расслаиванию и прочность перекрытия при сдвиге при горячих условиях, и сохранение прочности перекрытия при сдвиге при влажных условиях, было обнаружено, что другие важные факторы следует принимать во внимание при выборе наполнителя для смолы. К этим факторам относятся: (1) время удаления лишней смолы, то есть то количество времени, которое затрачивается на удаление избыточной смолы между полосами для обеспечения максимальной прочности соединения; (2) легкость и простота нанесения наполнителя; и (3) стоимость наполнителя. Время удаления лишней смолы и простота нанесения наполнителя влияют на производство многослойных труб из стальных полос за счет того, что, если время удаления излишней смолы будет продолжительным и/или нанесение наполнителя будет затруднено, затраты времени и издержки, связанные с производством многослойных труб из стальных полос, могут стать чрезмерными.
На фиг.14 представлено сравнение данных факторов в относительных терминах для наполнителей из тканого материала, сетки из элементарных волокон, "вуали" из синтетических нитей произвольного переплетения и микросфер. Данные для этой таблицы были получены посредством испытаний там, где применялись соответствующие элементы.
Как можно видеть на фиг.14, использование сетки из элементарных волокон обеспечивает очень быстрое удаление излишней смолы. Однако соединение, образованное с помощью сетки из элементарных волокон, характеризуется значительным уменьшением прочности на сдвиг при влажных условиях. "Вуаль" из синтетических нитей произвольного переплетения имеет очень хорошее сбалансированное сочетание вышеуказанных факторов благодаря тому, что она обеспечивает большое сопротивление расслаиванию, высокую прочность на сдвиг в горячих условиях, умеренное сохранение прочности на сдвиг при влажных условиях, обеспечивает среднее время удаления излишней смолы, проста в нанесении и имеет умеренную стоимость.
Тканый материал имеет эксплуатационные характеристики, аналогичные "вуали" из синтетических нитей произвольного переплетения, но он обеспечивает более длительное время удаления излишней смолы и имеет высокую стоимость материала. К. характеристикам микросфер относится их стремление иметь низкое сопротивление расслаиванию.
Использование наполнителей из армирующих непрерывных волокон, или микросфер в смоле, используемой для скрепления стальных полос в многослойных трубах из стальных полос, позволяет повысить долговечность трубы. Эти наполнители могут быть использованы для образования отверждающего связующего, которое используется для скрепления стальных полос, обработанных усилителем адгезии, таким, как золь-гель или силан, или стальных полос, которые были подвергнуты пескоструйной обработке, или стальных полос, которые вообще никак и ничем не были обработаны.
Однако было обнаружено, что использование усилителя адгезии, такого, как золь-гель или органофункциональный силан, на стальной полосе в сочетании с использованием наполнителя, описанного в данной заявке, обеспечивает повышенную прочность соединения при сдвиге и повышенную способность сохранять сопротивление расслаиванию при горячих и влажных рабочих условиях.
Из проведенных испытаний, результаты которых отражены на фиг.15, можно видеть, что прочность перекрытия при сдвиге связующего, включающего микросферы в качестве наполнителя, между стальными полосами при 110°С увеличилась, когда стальные полосы были обработаны золем-гелем, и увеличилась в еще большей степени, когда стальные полосы были обработаны силаном. Кроме того, сохранение прочности на сдвиг при горячих влажных условиях также возросло от 3861,07 кПа после 505 часов подвергания воздействию воды при 110°С до 16271,63 кПа и 22614,81 кПа, когда стальные полосы были обработаны соответственно золем-гелем и силаном и подвергнуты воздействию горячей воды при температуре 110°С в течение 820 часов.
На фиг.16 показано сравнение значений прочности перекрытия при сдвиге при различных значениях времени воздействия воды при температуре 110°С стальных полос, которые были покрыты органофункциональным силаном и склеены с использованием или микросфер, или "вуали" 723020 производства фирмы Freudenberg, или "вуали" типа 2270 производства фирмы Reemay. Как можно видеть на фиг.16, использование "вуалей" производства фирм Freudenberg или Reemay обеспечило существенное повышение сопротивления расслаиванию соединения даже при воздействии на него горячей воды, как показано на фиг.16, при приемлемом увеличении времени удаления излишней смолы.
Несмотря на то, что настоящее изобретение было описано и проиллюстрировано применительно к множеству вариантов его осуществления, следует понимать, что оно не ограничивается ими, поскольку в нем могут быть выполнены изменения и модификации, которые находятся в пределах объема формулы изобретения.
Реферат
Изобретение относится к изготовлению многослойных труб для трубопроводов, например нефте- и газопроводов, работающих при высоком внутреннем и внешнем давлении. Заявлен способ образования многослойной трубы из стальных полос, включающий образование, по меньшей мере, части внутреннего слоя трубы, намотку стальной полосы поверх внутреннего слоя и образование наружного слоя над намотанной стальной полосой. Перед намоткой осуществляют покрытие первой стальной полосы зольно-гелевым покрытием, содержащим металлоорганическое вещество. Техническим результатом изобретения является создание системы крепления друг к другу и к облицовкам слоев, образованных из стальных полос, с обеспечением регулирования толщины связующего. Также - повышение сопротивления росту трещин, повышение сопротивления расслаиванию и прочности при сдвиге, в том числе в горячих и влажных условиях. 13 н. и 35 з.п. ф-лы, 17 ил.

Комментарии