Установка для изготовления воздуховодов - RU2443489C2
Код документа: RU2443489C2
Чертежи






























Описание
ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Эта заявка испрашивает приоритет предварительной заявки США №60/984,886, зарегистрированной 2 ноября 2007, и предварительной заявки США №60/976, 844, зарегистрированной 2 октября 2007, которые полностью включены сюда путем ссылки.
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится, в общем, к установке для изготовления воздуховодов, в частности к установке для изготовления воздуховодов, которая предварительно формирует шов как часть поточного производственного процесса и таким образом обеспечивает технологичность.
УРОВЕНЬ ТЕХНИКИ
В известных установках для изготовления воздуховодов для систем вентиляции и кондиционирования (ВИК) и в аналогичных системах металлическую ленту изгибают несколько раз для формирования заготовки воздуховода. Для закрытия заготовки и окончательного формирования воздуховода, как правило, используют шов. Шов заранее формируют совмещением и последующим изгибом свободных краев частично сформированного воздуховода. Обычно после этого заготовку воздуховода удаляют из установки вдоль линии шва и выполняют окончательное закрытие предварительно сформированного шва за пределами производственной линии с доводкой в соответствии с размером воздуховода и использованием ручных инструментов или отдельных машин для закрытия. Однако во время извлечения заготовки воздуховода из установки свободные края предварительно сформированного шва имеют тенденцию разделяться, что требует повторного формирования шва вне линии перед его окончательным закрытием. Таким образом, изготовление воздуховодов на известной из уровня техники установке неэффективно по меньшей мере потому, что свободные края приходится совмещать, загибать и закрывать вручную.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Ввиду вышеизложенного, общая задача настоящего изобретения состоит в обеспечении установки для изготовления воздуховодов, которая предварительно формирует шов как часть поточного производственного процесса, для обеспечения технологичности, отсутствующей в известных установках для изготовления воздуховодов.
Другая задача настоящего изобретения состоит в автоматическом формировании участка воздуховода, имеющего замковый шов, который не расходится при манипуляциях с этим участком воздуховода.
В одном варианте реализации настоящего изобретения предложена установка для изготовления воздуховодов, которая содержит неподвижную плиту, подвижную плиту, сборку стола, прижимную балку, поворотную гибочную балку и контроллер, управляющий движениями установки. Контроллер управляет движениями установки для сгибания металлической ленты в форму заготовки воздуховода, содержащей замковый шов.
Эти и другие преимущества настоящего изобретения будут понятны из описания предпочтительного варианта реализации изобретения со ссылкой на приложенные чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1-44 показывают виды сбоку установки для изготовления воздуховодов в соответствии с вариантом реализации настоящего изобретения, на которых установка показана в процессе формирования секции воздуховода.
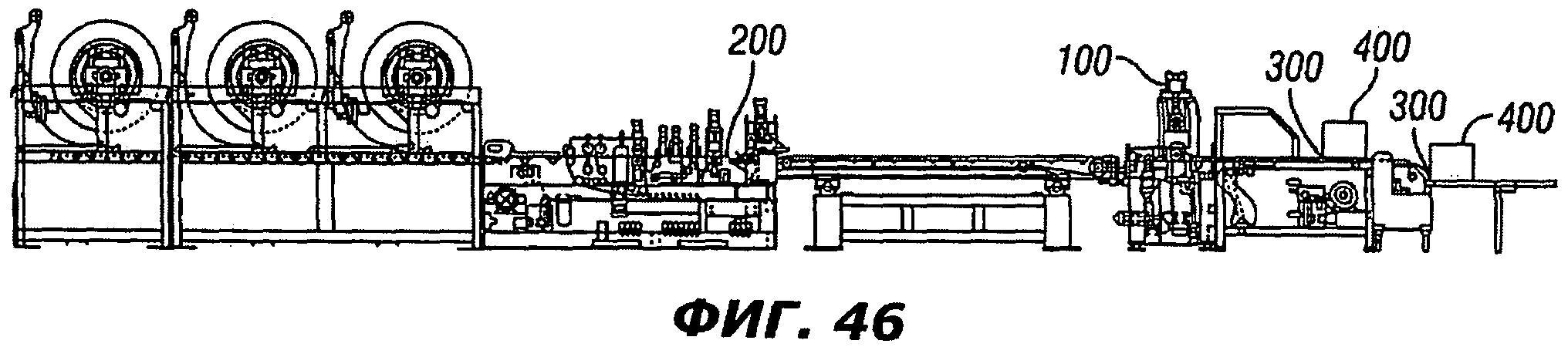
Фиг.45, 46 показывают виды сверху и сбоку установки для изготовления воздуховодов, показанной на фиг.1-44, встроенной в первую большую машину.
Фиг.47, 48 показывают виды сверху и сбоку установки для изготовления воздуховодов, показанной на фиг.1-44, встроенной во вторую большую машину.
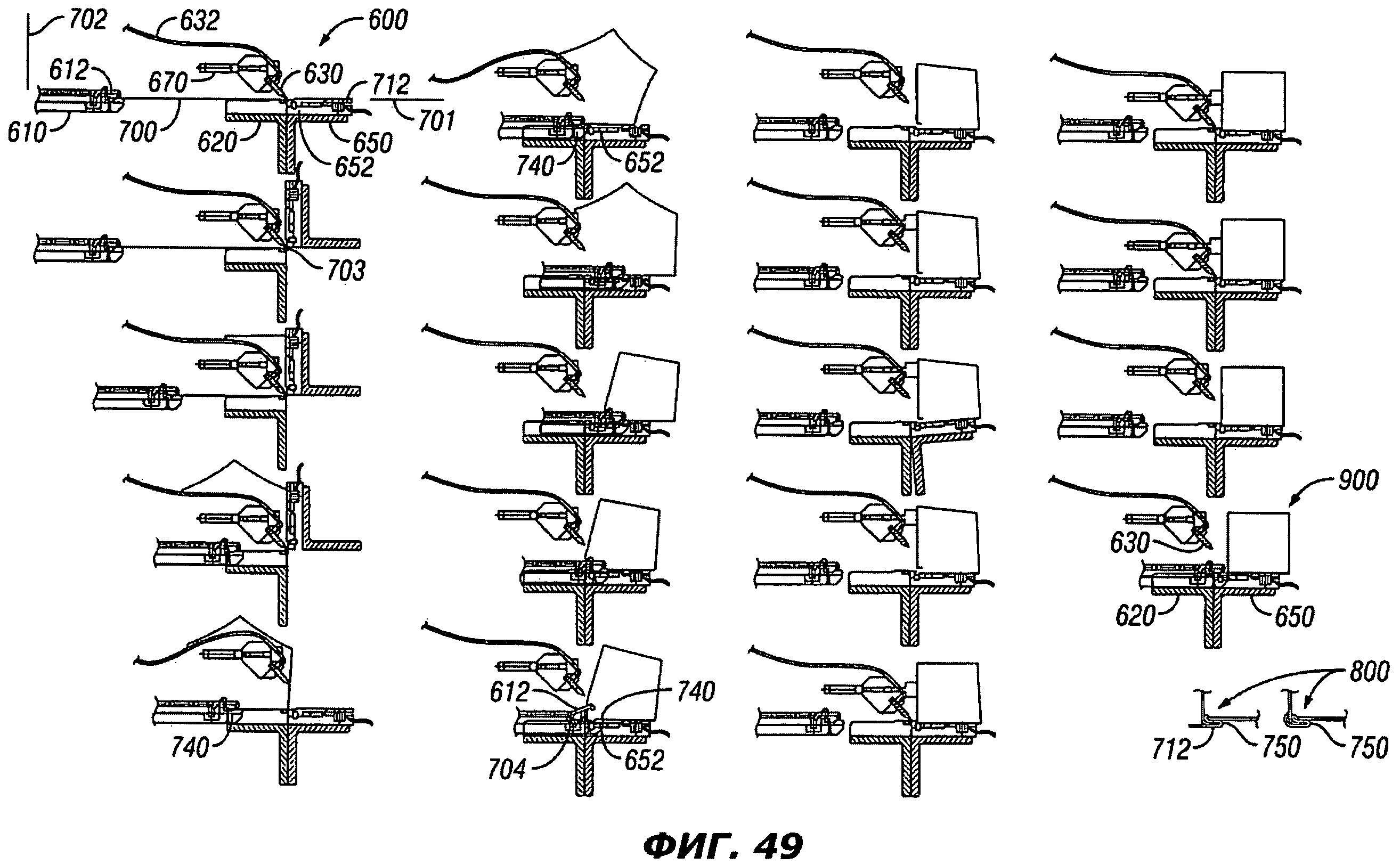
Фиг.49 показывает последовательные виды сбоку установки для изготовления воздуховодов в соответствии с другим вариантом реализации настоящего изобретения, на которых показано формирование секции воздуховода.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
На фиг.1-44 показана установка 100 для изготовления воздуховодов согласно настоящему изобретению, используемая с контроллером 101 для формирования закрытого участка 400 воздуховода или заготовки 500 воздуховода из рулонной ленты, такой как металлическая лента 200. Как часть первой большой машины для поточного изготовления, показанной на фиг.45, 46, контроллер 101 управляет установкой 100 для сгибания металлической ленты 200 с целью формирования закрытого участка 400 воздуховода, который имеет замковый шов 300 для окончательного закрытия с помощью механизма Whisperlock™, также входящего в состав первой большой машины. В другом варианте реализации изобретения, как часть второй большой машины, показанной на фиг.47, 48, контроллер 101 управляет установкой 100 для сгибания металлической ленты 200 с целью формирования заготовки 500 воздуховода, которая имеет штыревой замковый выступ 212 и гнездовой замковый изгиб 250 (лучше всего показанный на фиг.42).
Далее в подробном описании чертежей направление "вперед" означает обычное прямое движение металлической ленты 200 слева направо относительно чертежа; направление "назад" означает обратное движение металлической ленты 200 справа налево.
Показанная на фиг.1 установка 100 содержит неподвижную плиту 110, подвижную плиту 120, прижимную балку 130, сборку 140 стола, поворотную гибочную балку 150, подрамник 160, пресс-шток 170 и инжектор 180 герметика. Подвижная плита 120 установлена с возможностью движения на установке 100. Прижимная балка 130, сборка 140 стола и гибочная балка 150 установлены в подрамнике 160 с возможностью индивидуального движения относительно подрамника 160. Подрамник 160 установлен с возможностью движения на установке 100. Пресс-шток 170 и инжектор 180 герметика установлены с возможностью движения на прижимной балке 130. Контроллер 101, также показанный на фиг.44 и 46, выполнен с возможностью управления движением подвижных частей 120, 130, 140, 150, 160, 170, 180 с целью осуществления процессов, описанных ниже со ссылкой на фиг.2-30 или 31-44.
Как показано на фиг.1, подвижная плита 120 содержит прижимную губку 122 и шарниры на оси 124.
Прижимная балка 130 содержит верхнюю штамповую вставку 132, выполненную с возможностью регулировки, и задает паз 134, расположенный напротив верхней поверхности сборки 140 стола, причем паз 134 содержит датчик 135 и имеет выемку 136, которая проходит вдоль продольной оси паза 134 перпендикулярно движению ленты 200 вперед. Прижимная балка 130 дополнительно содержит первый нож 138 гильотины.
Сборка 140 стола содержит выдвижной мастер-штамп 142, расположенный напротив паза 134, и также содержит пуансон 144.
Гибочная балка 150 содержит второй нож 152 и активируется приводом 154.
Прижимная балка 130, сборка 140 стола и гибочная балка 150 установлены с возможностью движения на подрамнике 160, который соединен с возможностью движения с остальной частью установки 100 шарнирными осями 146, которые взаимодействуют с шарнирными пазами 148. Гибочная балка 150 выполнена с возможностью перемещения относительно подрамника 160 под действием привода 154.
Пресс-шток 170 установлен на прижимной балке 130. Предпочтительно, для избежания столкновения с инжектором 180 герметика, пресс-шток 170 размещен в верхней части прижимной балки 130. Захватное уcтpoйcтво 172 установлено на пресс-штоке 170 для переднего и заднего движения относительно прижимной балки 130. В варианте реализации изобретения, показанном на фиг.1, захватное устройство 172 содержит электромагнит 174. В вариантах реализации изобретения, для взаимодействия с лентой 200, выполненной из немагнитного материала, захватное устройство 172 может иметь вакуумный канал или другое немагнитное средство для взаимодействия путем адсорбции или адгезии с поверхностью ленты 200.
Инжектор 180 герметика установлен с возможностью движения вдоль снабженной механическим приводом каретки 181, расположенной на задней поверхности прижимной балки 130. Механизированная каретка 181 определяет путь инжектора, перпендикулярный движению вперед металлической ленты 200, и расположена так, что не препятствует действию пресс-штока 170. В одном варианте реализации изобретения инжектор 180 герметика находится в жидкостной связи с пневматическим механизированным плунжерным насосом 182, таким как плунжерный насос Ingersoll, через гибкий шланг 183. Предпочтительно, плунжерный насос 182 не установлен непосредственно на подвижном инжекторе 180 герметика, но расположен на неподвижном основании рядом с установкой 100. Гибкий шланг 183 имеет достаточную длину и проходит от плунжерного насоса 182, охватывая полный ход механизированной каретки 181. Инжектор 180 герметика дополнительно имеет сопло 184 герметика и оптический датчик 186. В одном варианте реализации изобретения сопло 184 герметика представляет собой сопло игольчатого типа с пневматическим управлением, которое может быть приведено в действие контроллером 101 или непосредственно оптическим датчиком 186.
Как показано на фиг.1, каждый цикл поточного производственного процесса начинается с положения, в котором подвижная плита 120 поднята над неподвижной плитой 110. Металлическую ленту 200 подают вперед между немного разделенными прижимной балкой 130 и сборкой 140 стола до выхода вперед свободного края металлической ленты 200 за пределы первого ножа 138 с целью задания короткого сегмента 201, который лежит напротив верхней поверхности гибочной балки 150. Затем прижимная балка 130 фиксирует металлическую ленту 200, прижимая ее к сборке 140 стола.
На фиг.2-30 показана установка 100 при использовании для формирования части 400 воздуховода.
Для этого использования установка 100 предпочтительно входит в состав первой большой машины, показанной на фиг.45, 46. Во время операций, показанных на фиг.2-20 и 22-30, инжектор 180 герметика сдвинут к концу механизированной каретки 181 для избежания помех движениям подвижной плиты 120, прижимной балки 130, пресс штока 170 или металлической ленты 200. Соответственно, инжектор 180 герметика не показан на этих чертежах. На фиг.21 показан инжектор 180 герметика в движении вдоль механизированной каретки 181 для размещения валика 187 низкотемпературного герметика в гнездовом замковом изгибе 250.
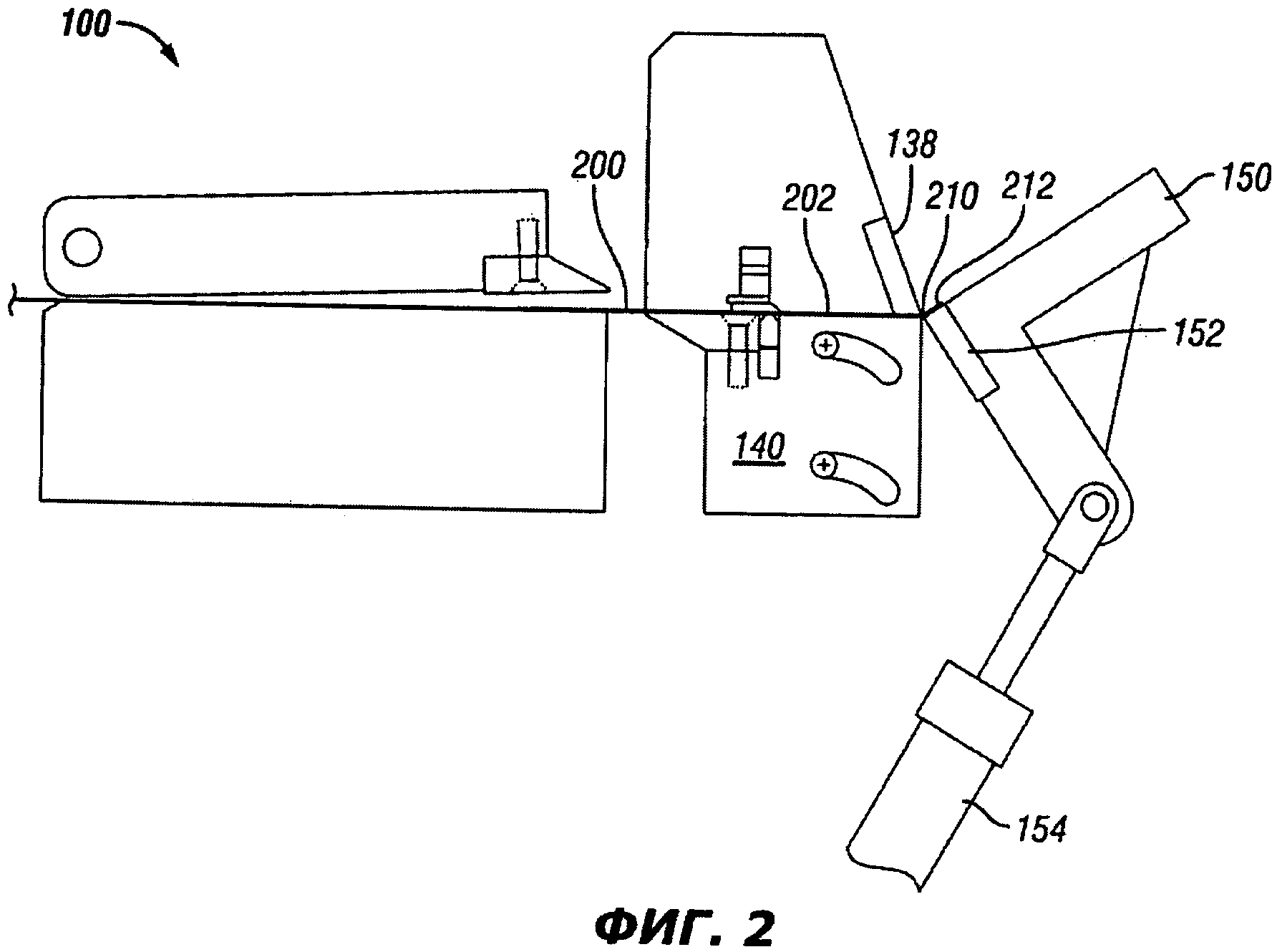
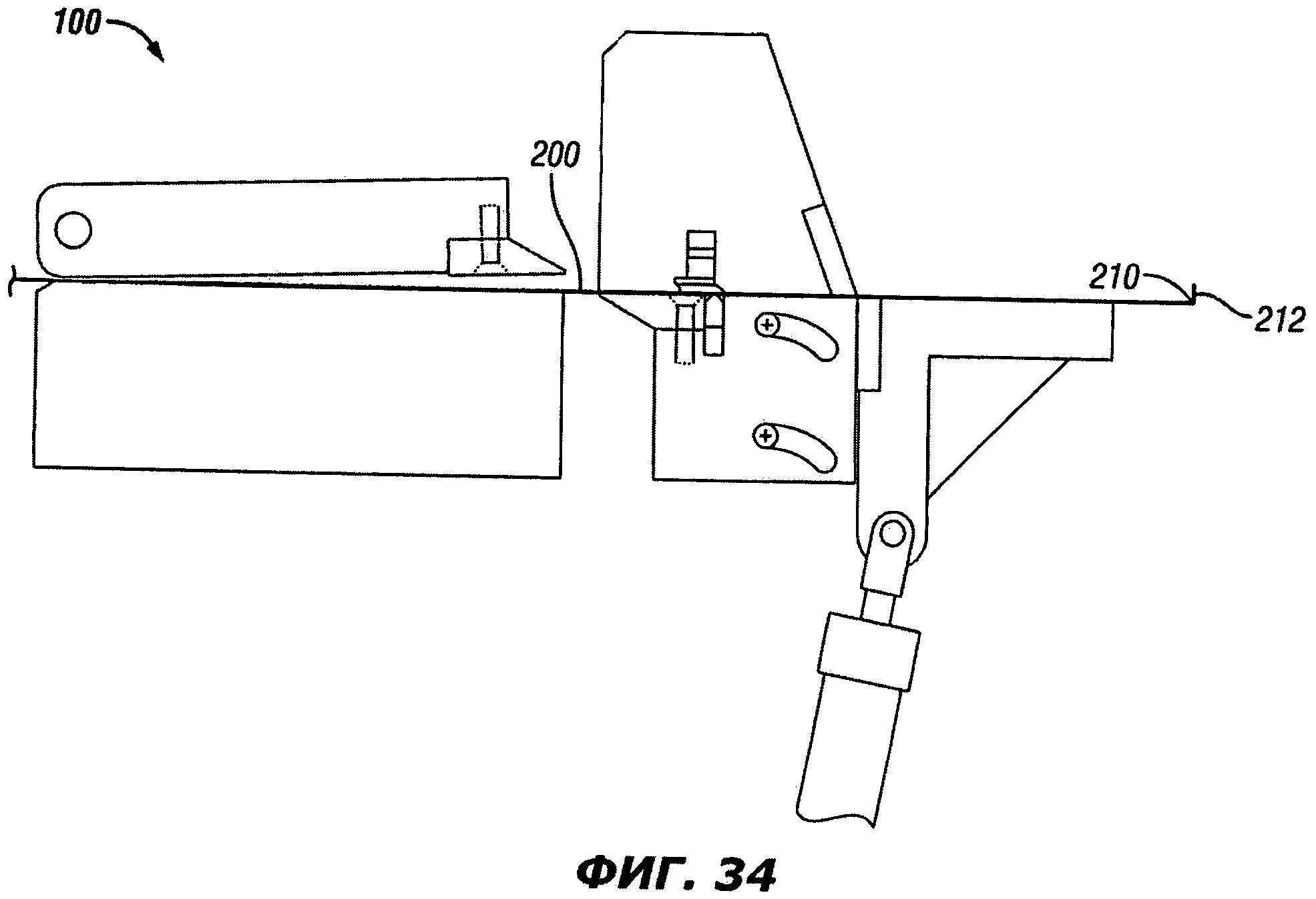
Как показано на фиг.2, 3, привод 160 выдвигается для поворота гибочной балки 150 вокруг края второго ножа 152, который вступает в контакт с передней поверхностью сборки 140 стола и таким способом сгибает металлическую ленту 200 вокруг первого ножа 138 с целью формирования штыревого замкового изгиба 210, соединенного задней поверхностью 202 с штыревым замковым выступом 212, соответствующим короткому сегменту 201.
После формирования штыревого замкового изгиба 210 и штыревого замкового выступа 212, привод 160 втягивается и возвращает гибочную балку 150 в поточное положение для дальнейшей подачи вперед металлической ленты 200. Прижимная балка 130 также немного поднимается над сборкой 140 стола, и металлическая лента 200 перемещается вперед, как показано на фиг.4.
Как показано на фиг.5-7, после подачи металлической ленты 200 на необходимую длину, прижимная балка 130 прижимает металлическую ленту 200 к сборке 140 стола, и привод 160 снова выдвигается и поворачивает гибочную балку 150 вверх к наклоненной передней поверхности прижимной балки 130 и таким образом формирует первый угол 220 приблизительно девяносто (90) градусов в металлической ленте 200 для задания задней поверхности 202 части 400 воздуховода.
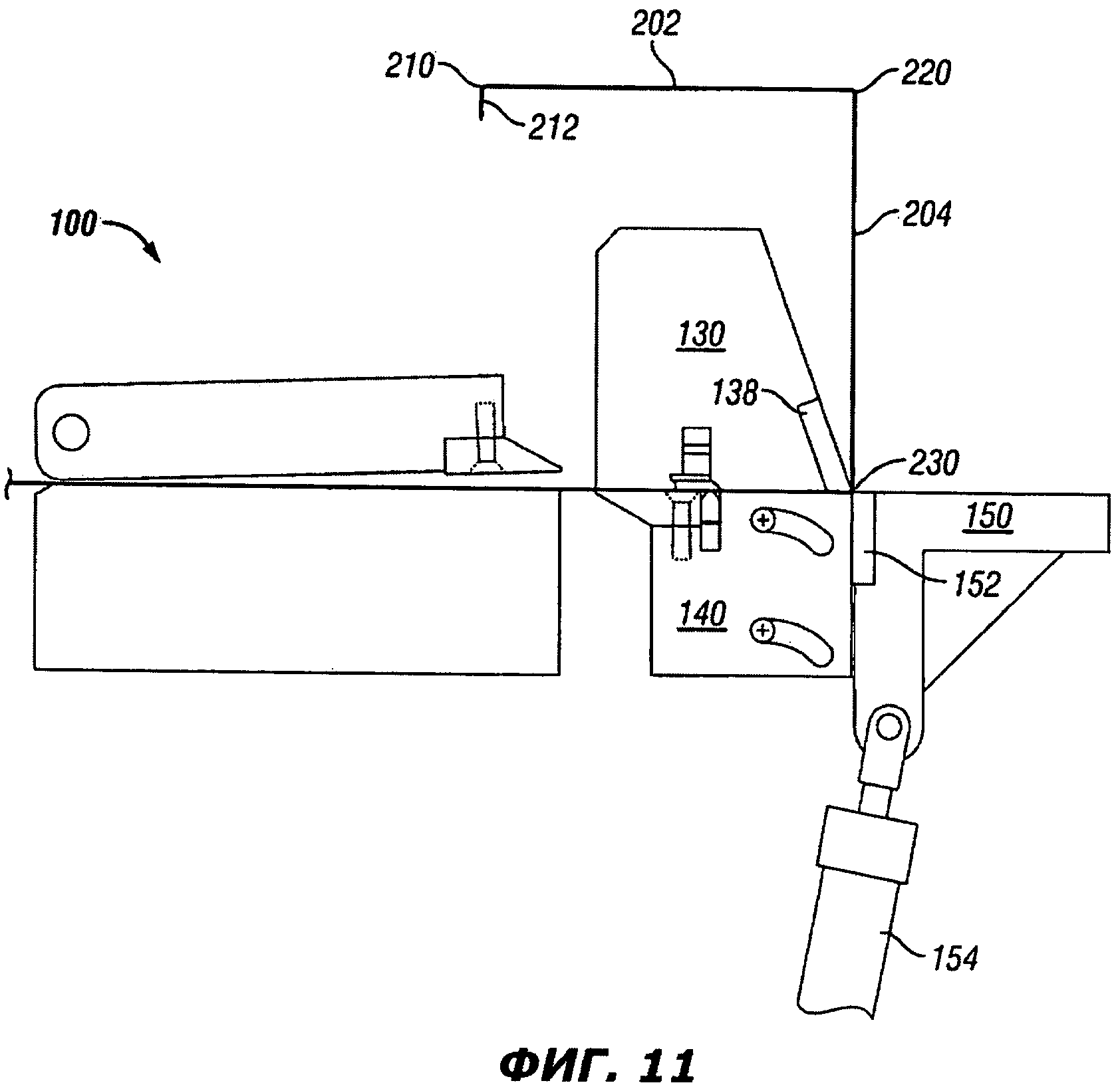
На фиг.8-11 проиллюстрировано повторение подобного цикла подачи-изгиба с целью формирования второго угла 230 между верхней поверхностью 204 и передней поверхностью 206. Прижимная балка 130 поднимается над сборкой 140 стола; металлическую ленту 200 подают вперед; когда лента подана на необходимую длину, прижимная балка 130 опускается и фиксирует металлическую ленту. Привод 160 выдвигается и вызывает поворот гибочной балки 150 и сгибание металлической ленты 200 с формированием второго угла 230.
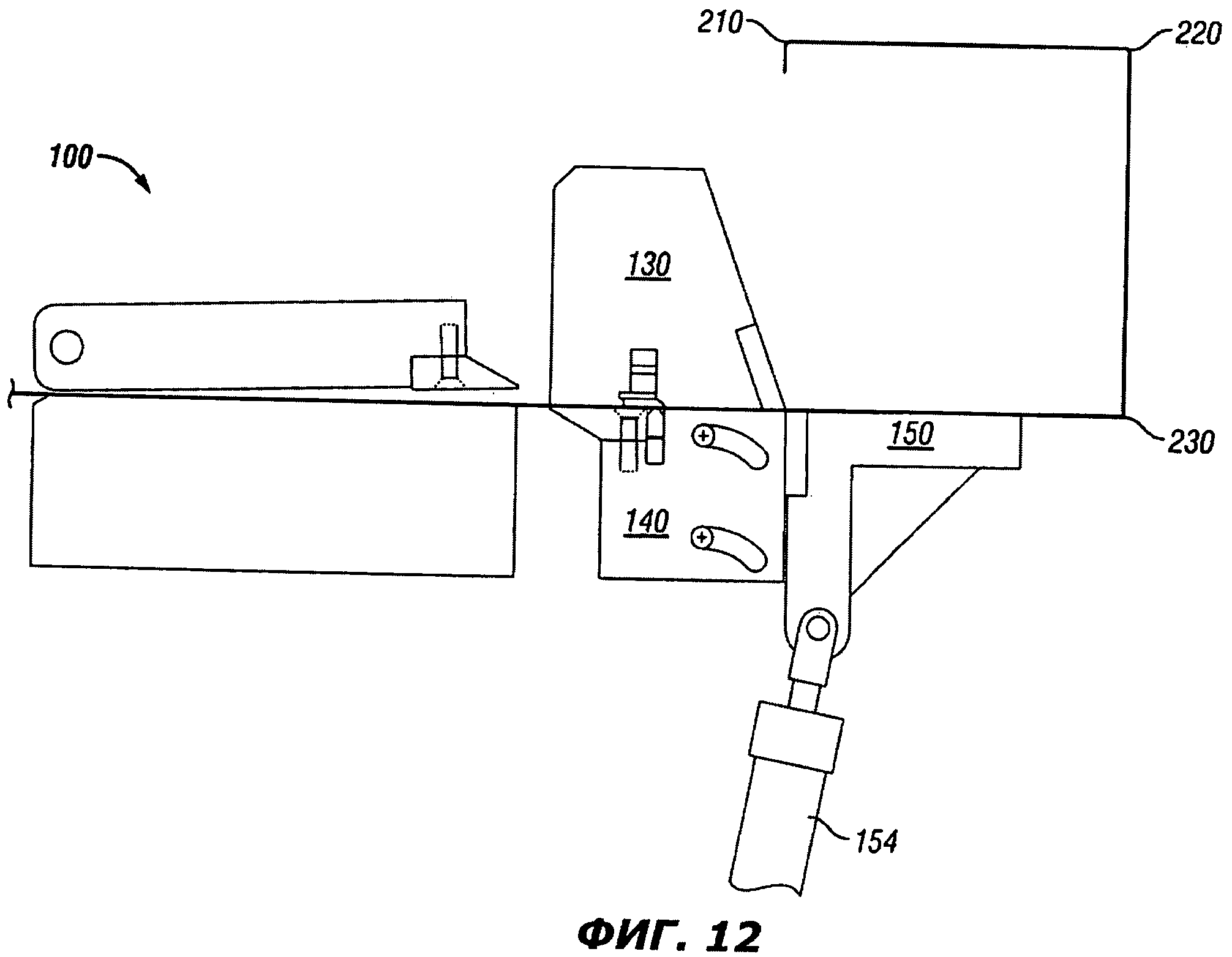
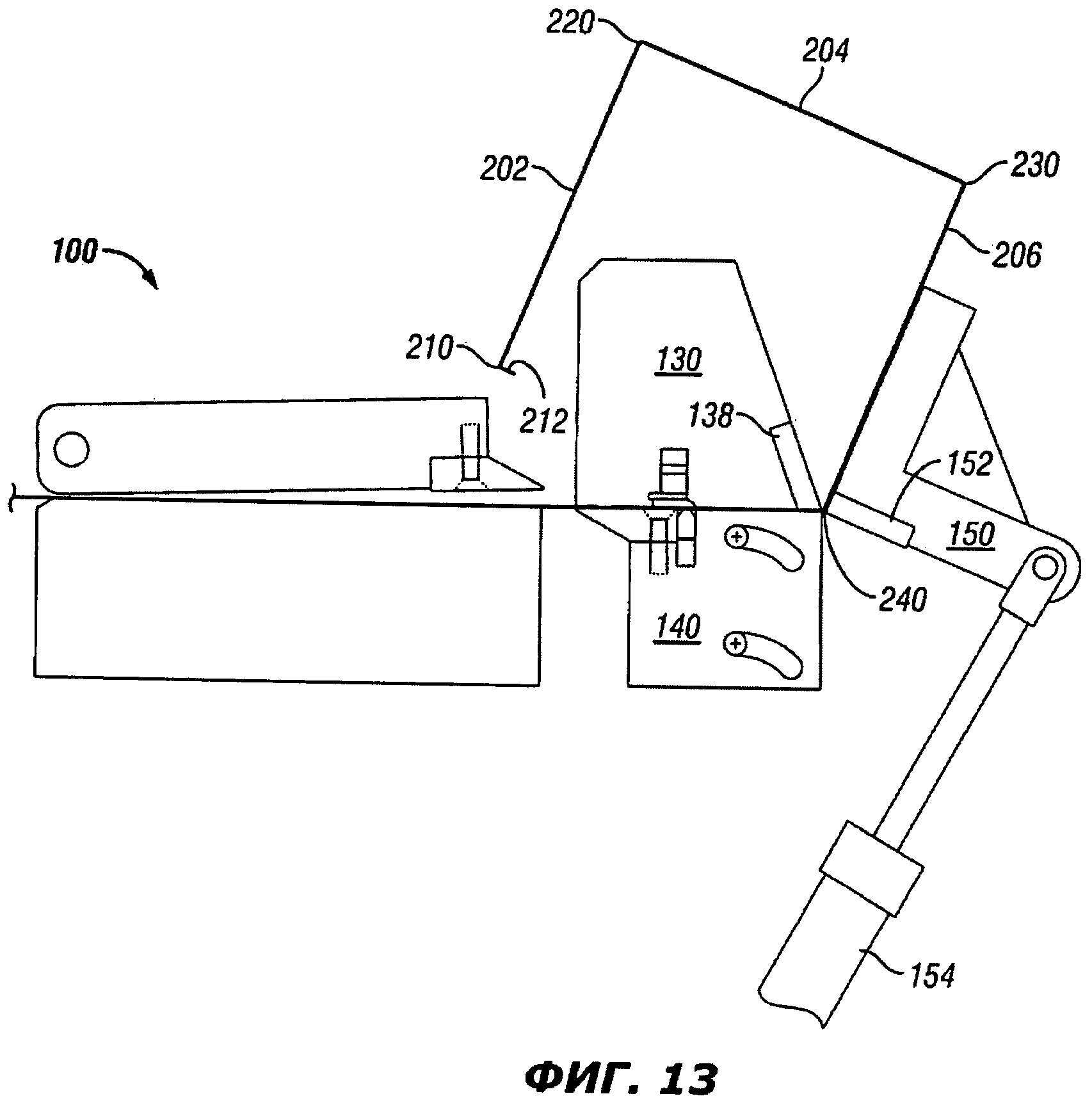
Как показано на фиг.12-15, цикл повторяют для формирования третьего угла 240 между передней поверхностью 206 и нижней поверхностью 208.
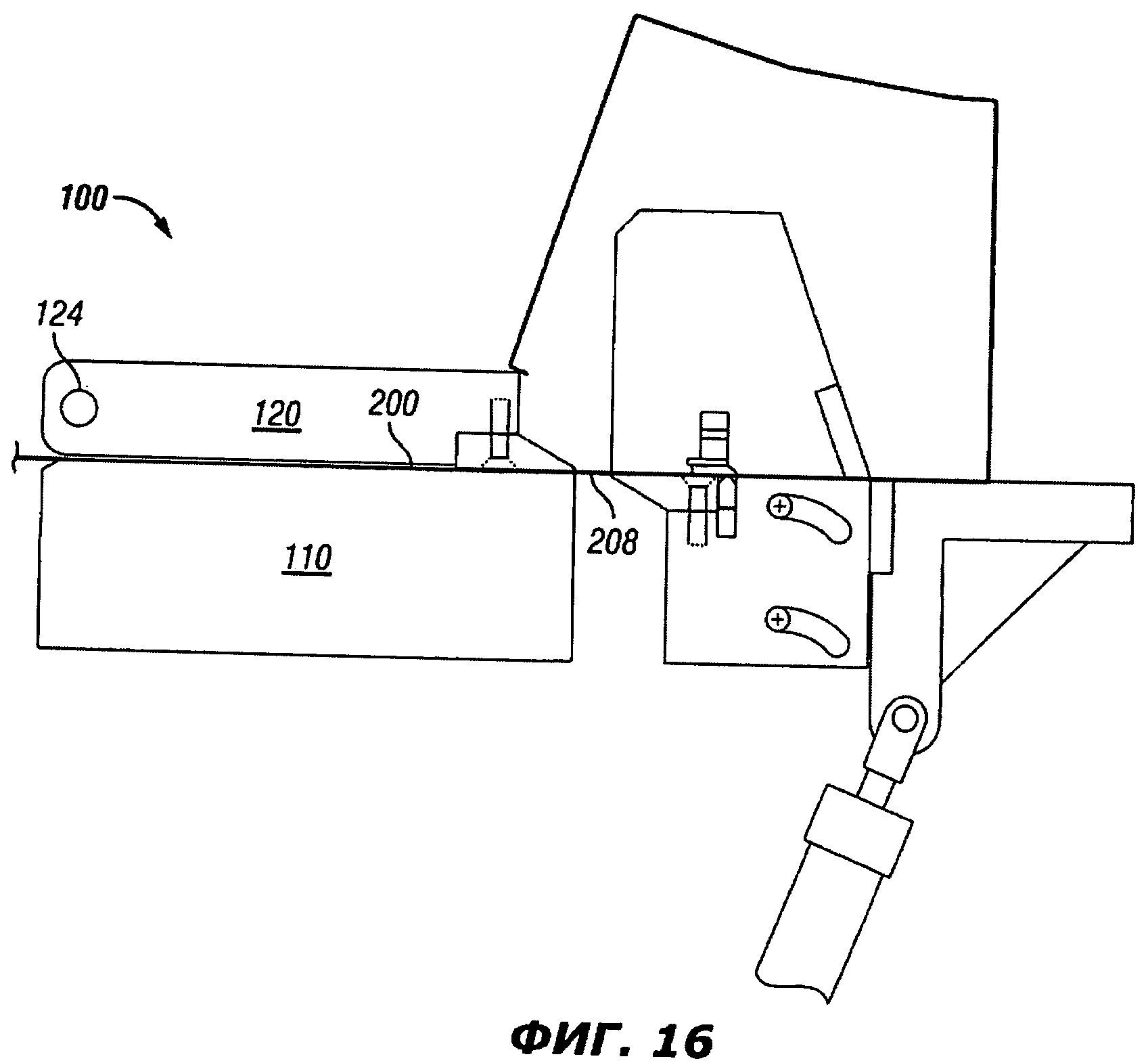
На фиг.16 показана подвижная плита 120, которая при вращении вокруг оси 124 прижимает металлическую ленту 200 к неподвижной плите 110 и подготавливает формирование гнездового замкового изгиба 250 на нижней поверхности 208.
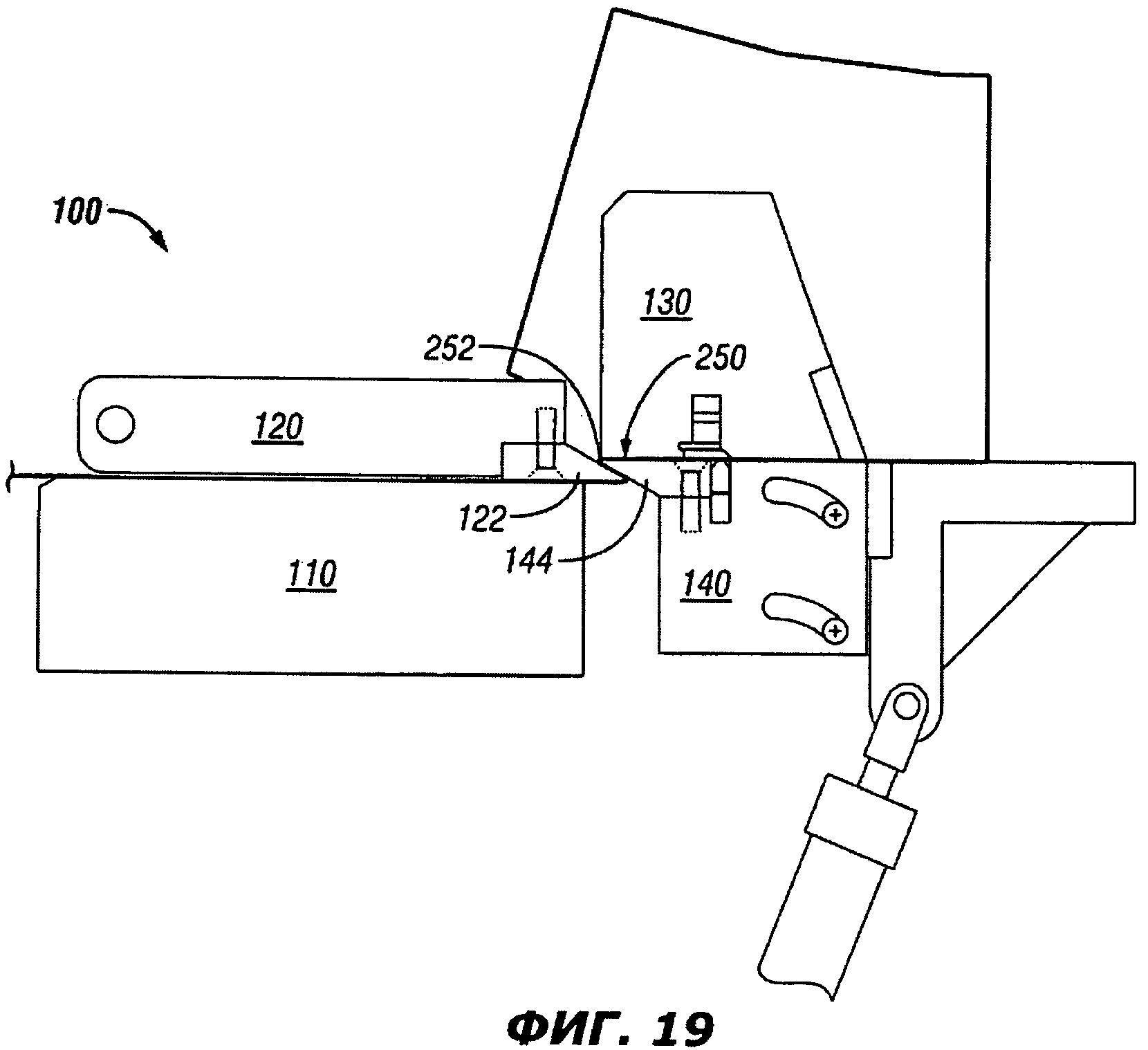
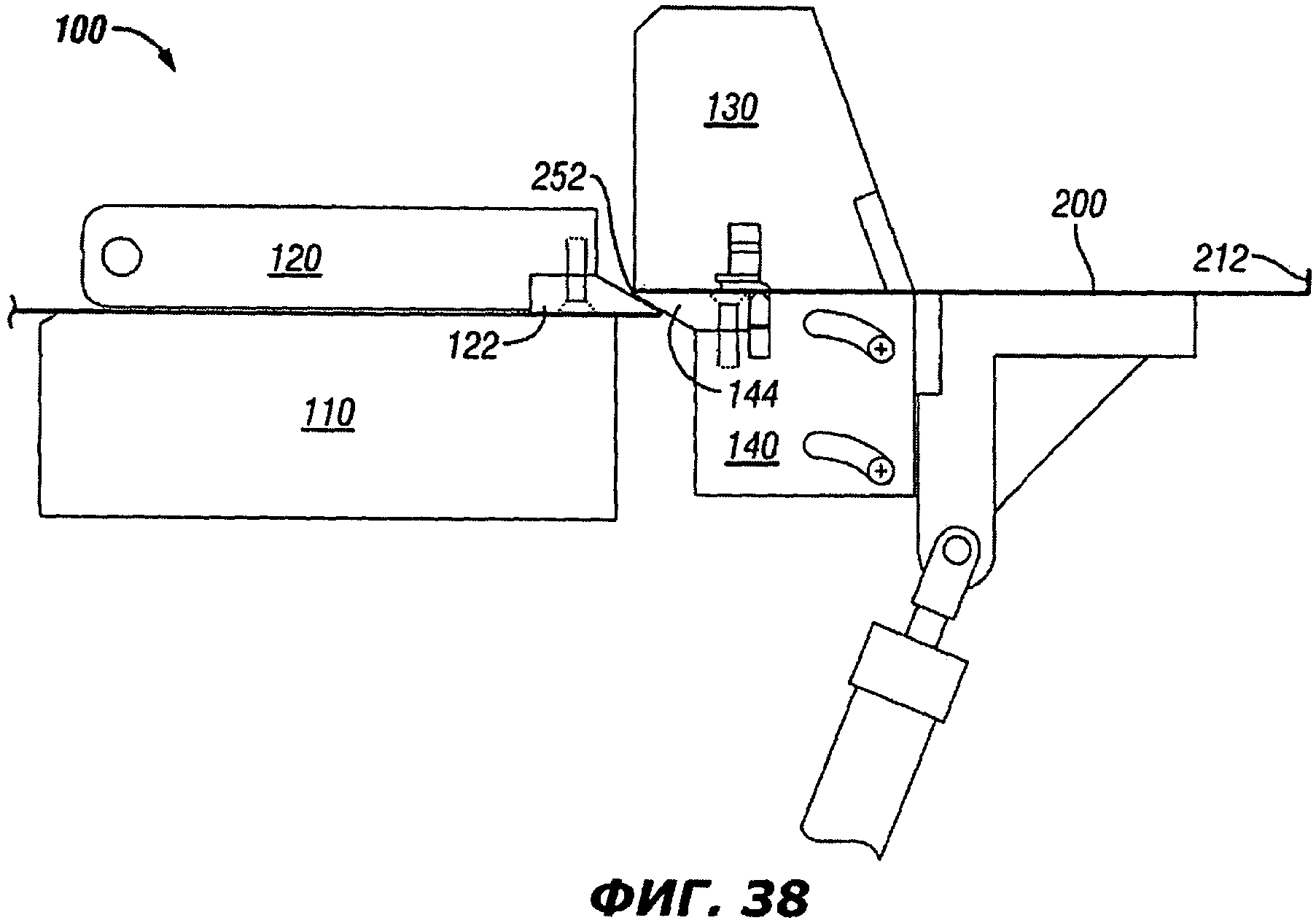
Как показано на фиг.17-19, подрамник 160 перемещается вверх и назад по пути, заданному осями 146 в шарнирных пазах 148, и таким способом формирует гнездовой замковый изгиб 250 с носиком 252 посредством пуансона 144 и прижимной губки 122. Во всех перемещениях, показанных на фиг.17-19, подвижная плита 120 прижимает металлическую ленту 200 к неподвижной плите 110, и прижимная балка 130 прижимает металлическую ленту 200 к сборке 140 стола. Предпочтительно пуансон 144 остается по существу на постоянном расстоянии от прижимной губки 122 для предотвращения чрезмерной деформации металлической ленты 200.
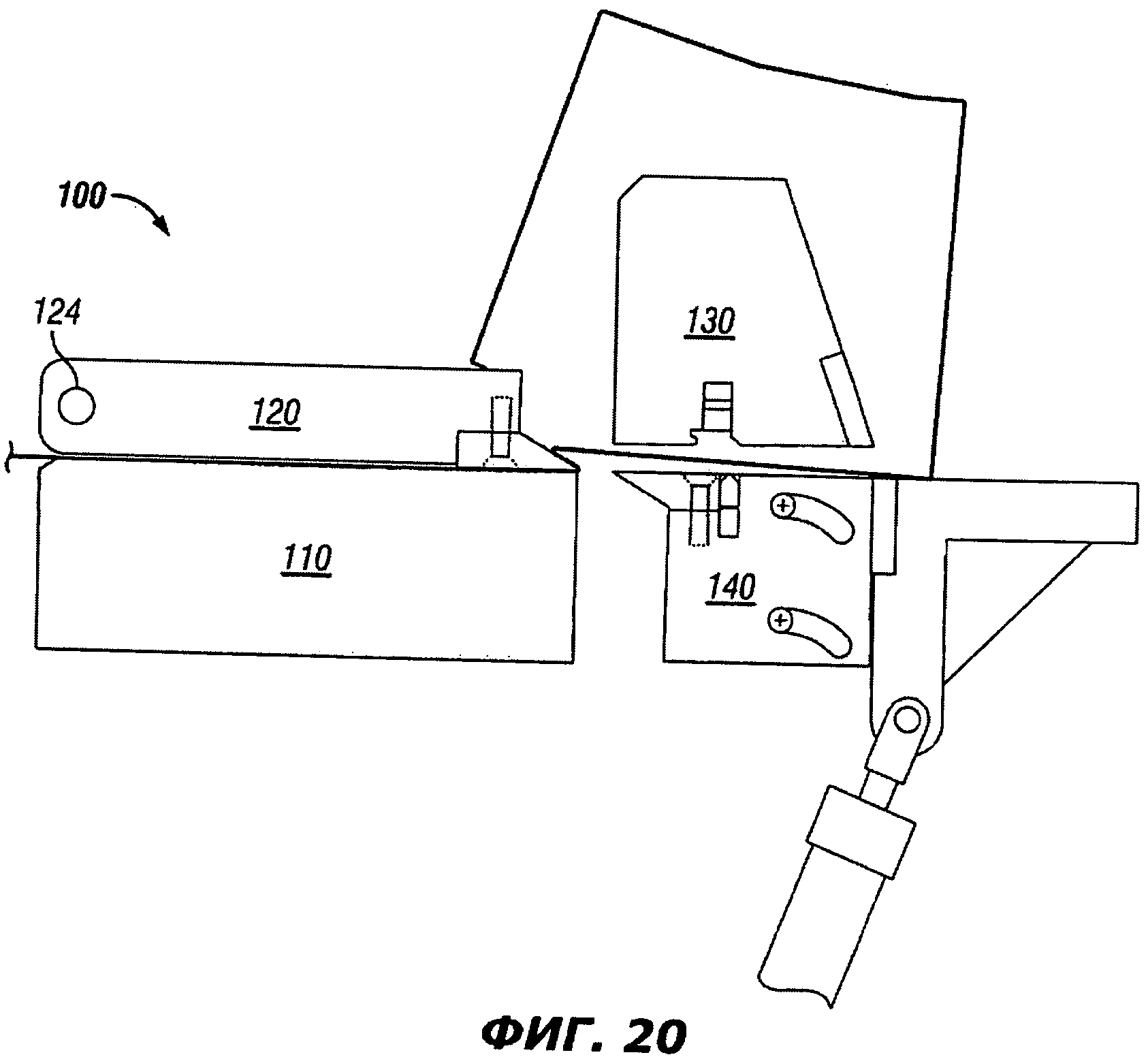
Как показано на фиг.20, подвижная плита 120 поворачивается вокруг оси 124, и прижимная балка 130 перемещается вверх от сборки 140 стола и освобождает металлическую ленту 200.
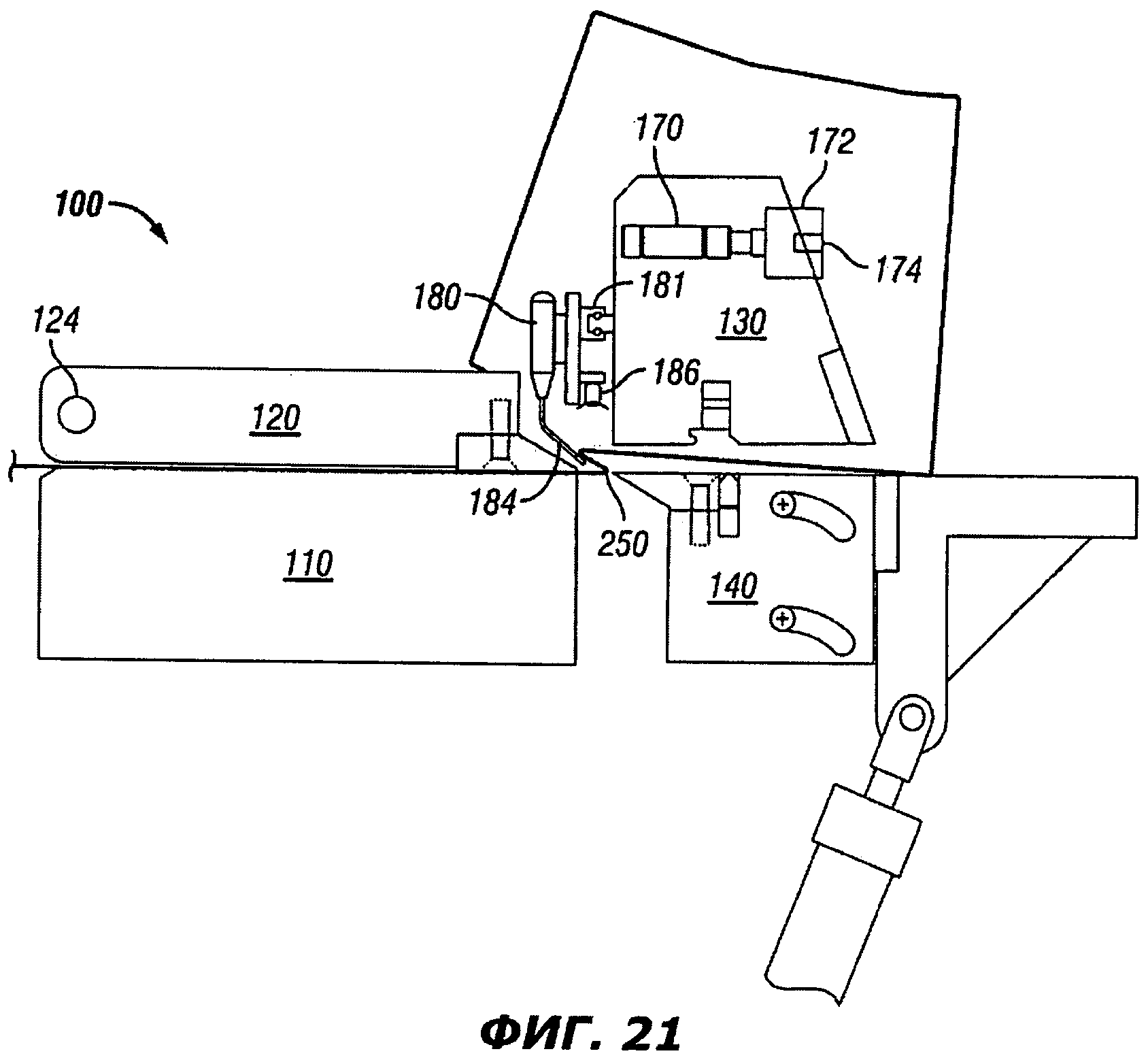
Как показано на фиг.21, металлическую ленту 200 подают вперед на промежуточное расстояние для совмещения гнездового замкового изгиба 250 с инжекционным путем сопла 184 с герметиком. Механизированная каретка 181 перемещает инжектор 180 герметика вдоль инжекционного пути, параллельного гнездовому замковому изгибу 250 для укладки валика 187 герметика вдоль внутренней поверхности гнездового замкового изгиба 250. Сопло 184 с герметиком приводят в действие для начала укладки валика 187 герметика, когда оптический датчик 186 определяет передний край металлической ленты 200. Сопло 184 с герметиком снова приводят в действие для остановки укладки валика 187 герметика, когда оптический датчик 186 определяет задний край металлической ленты 200. После этого инжектор 180 с герметиком сдвигают к концу каретки 181.
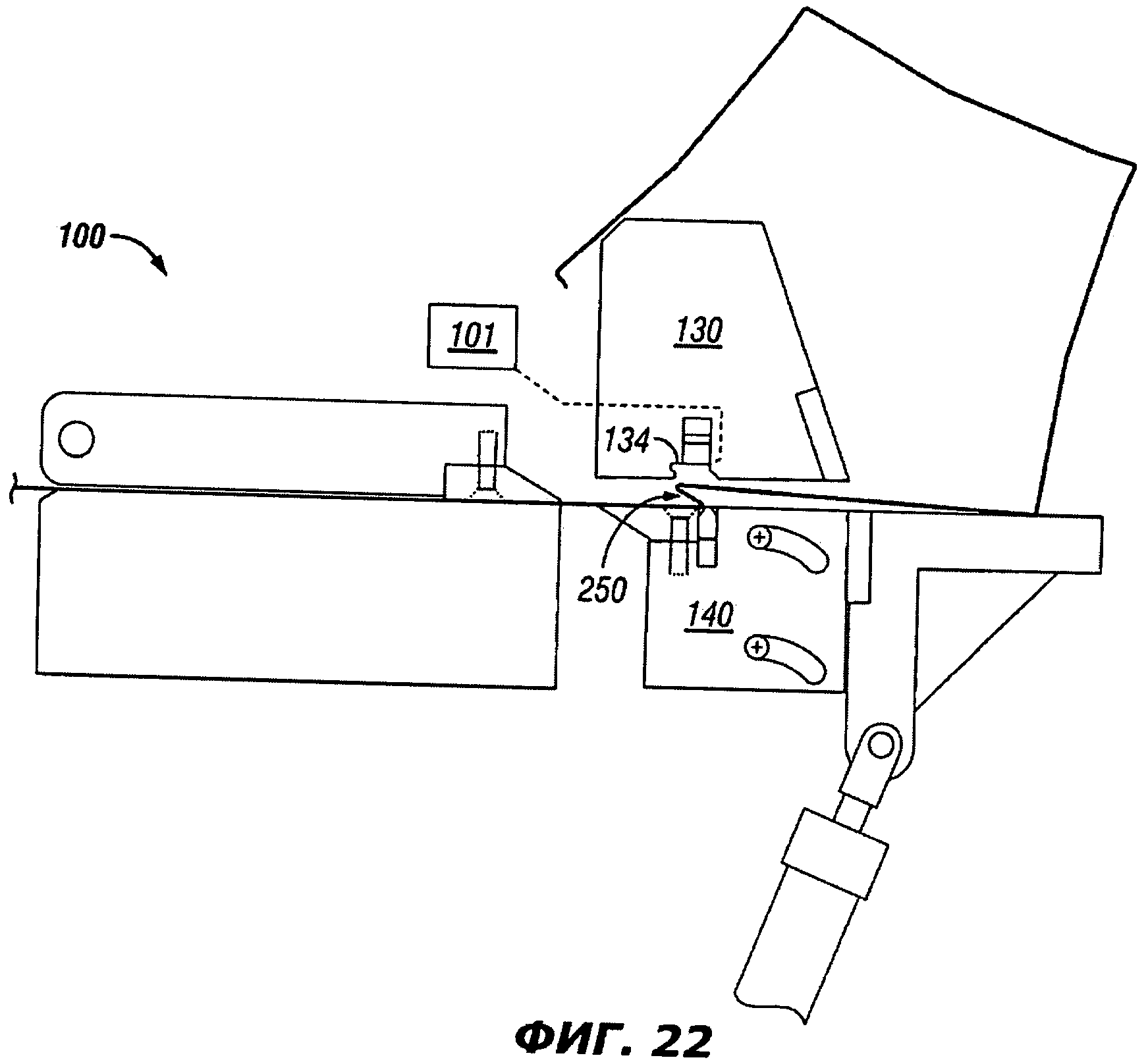
Как показано на фиг.22, после этого металлическую ленту 200 подают вперед для совмещения гнездового замкового изгиба 250 с пазом 134 в прижимной балке 130. В одном варианте реализации изобретения датчик 135 паза сигнализирует о совмещении контроллеру 101. В другом варианте реализации изобретения контроллер 101 подает металлическую ленту 200 вперед на заданное расстояние для совмещения гнездового замкового изгиба 250 с пазом 134. Затем подвижная плита 120 поворачивается вокруг оси 124 и прижимает металлическую ленту 200 к неподвижной плите 110.
Как показано на фиг.23, прижимная балка 130 прижимает металлическую ленту 200 к сборке 140 стола и вызывает формование гнездового замкового изгиба 250 в пазу 134. Выемка 136 паза 134 захватывает носик 252. Выдвижной мастер-штамп 142 выдвигается вверх из сборки 140 стола для прижима передней части гнездового замкового изгиба 250 к верхней горизонтальной поверхности паза 134 и таким образом формирует смещение 254.
Как показано на фиг.24, выполненная с возможностью регулировки верхняя штамповая вставка 132 прижимной балки 130 перемещается вниз для прижима гнездового замкового изгиба 250 к сборке 140 стола. Таким образом, регулировочная верхняя штамповая вставка 132 взаимодействует с выдвижным мастер-штампом 142 и с выемкой 136 с целью формирования желоба 256, приспособленного для приема замкового выступа 212. Дополнительно, регулировочная верхняя штамповая вставка 132 взаимодействует с выдвижным мастер-штампом 142 для регулировки смещения 254 и желоба 256 на основании толщины металлической ленты 200.
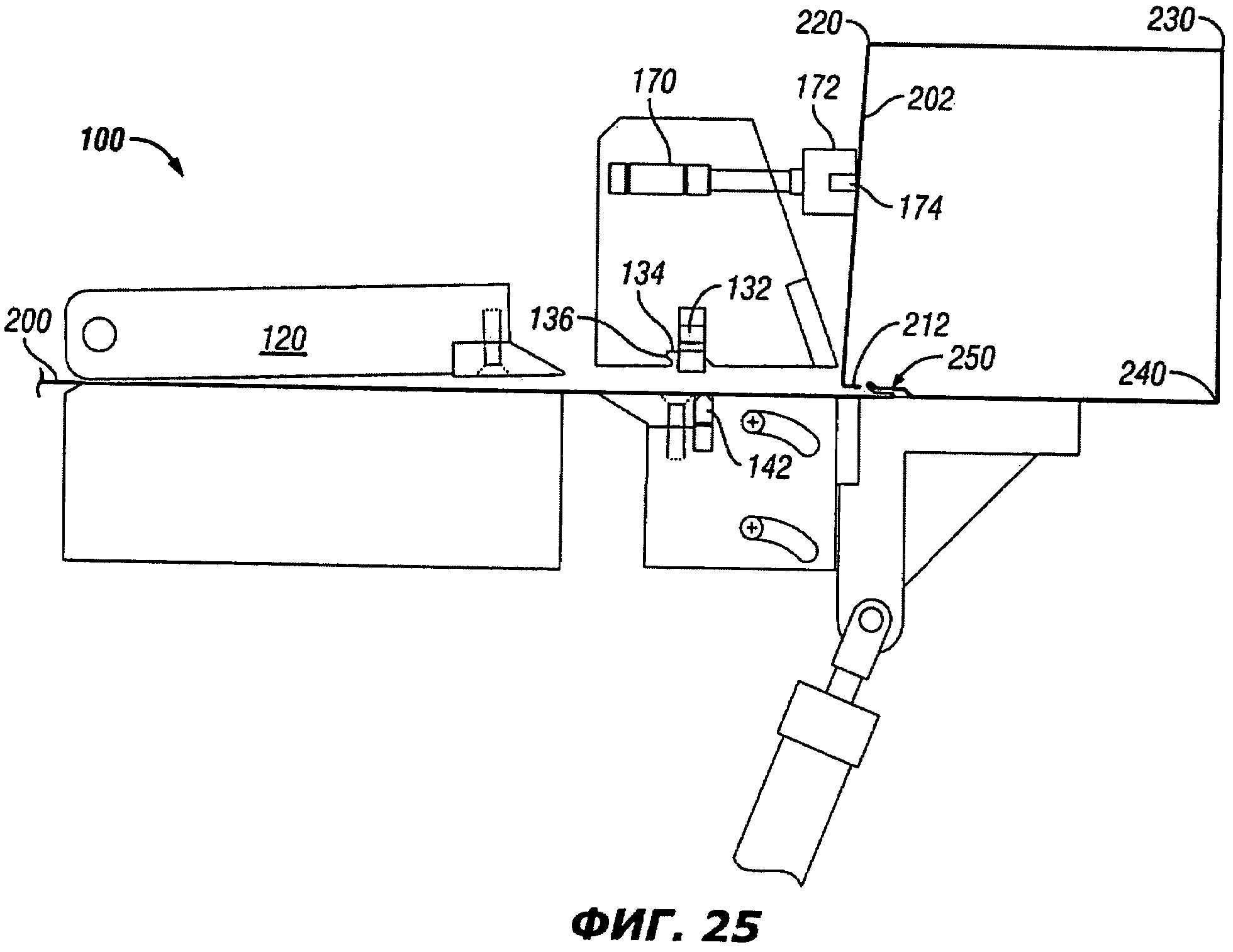
На фиг.25-30 показана установка 100, формирующая концевой замковый изгиб 310. Как показано на фиг.25, подвижную плиту 120 и прижимную балку 130 поднимают и освобождают металлическую ленту 200. Одновременно втягивают выдвижной мастер-штамп 142 и регулировочную верхнюю штамповую вставку 132 перемещают дальше вниз, чтобы вытолкнуть гнездовой замковый изгиб 250 из паза 134 и выемки 136. Затем металлическую ленту 200 подают вперед с упругой деформацией углов 220, 230, 240, поскольку штыревой замковый выступ 212 зацеплен за верхний задний угол прижимной балки 130, как лучше всего показано на фиг.22-24.
Как показано на фиг.25, после прохода замкового выступа 212 над верхним задним углом прижимной балки 130, в результате упругого восстановления углов 220, 230, 240 после деформации задняя поверхность 202 оказывается перед передней поверхностью прижимной балки 130. Затем приводят в действие пресс-шток 170 и захватное устройство 172 для захвата задней поверхности 202. С захватным устройством 172, удерживающим заднюю поверхность 202, прижимная балка 130 затем опускается на сборку 140 стола и таким образом совмещает штыревой замковый выступ 212 с гнездовым замковым изгибом 250.
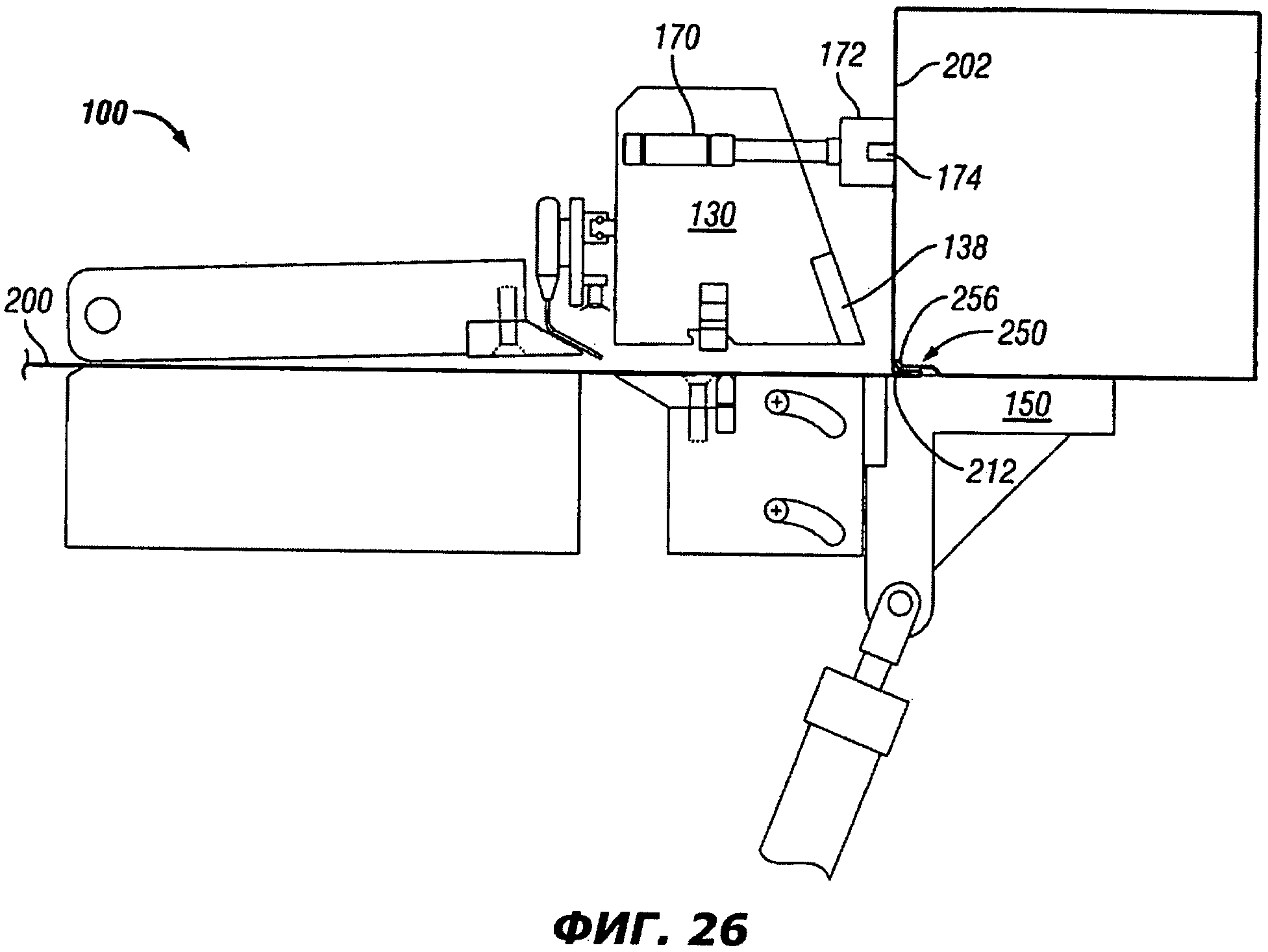
Как показано на фиг.26, штыревой замковый выступ 212 может быть вставлен в желоб 256 гнездового замкового изгиба 250 по меньшей мере выдвижением пресс-штока 170 для перемещения вперед захватного устройства 172, перемещением металлической ленты 200 назад так, что первый нож 138 вступает в контакт с задней поверхностью 202, или шарнирным движением вверх гибочной балки 150.
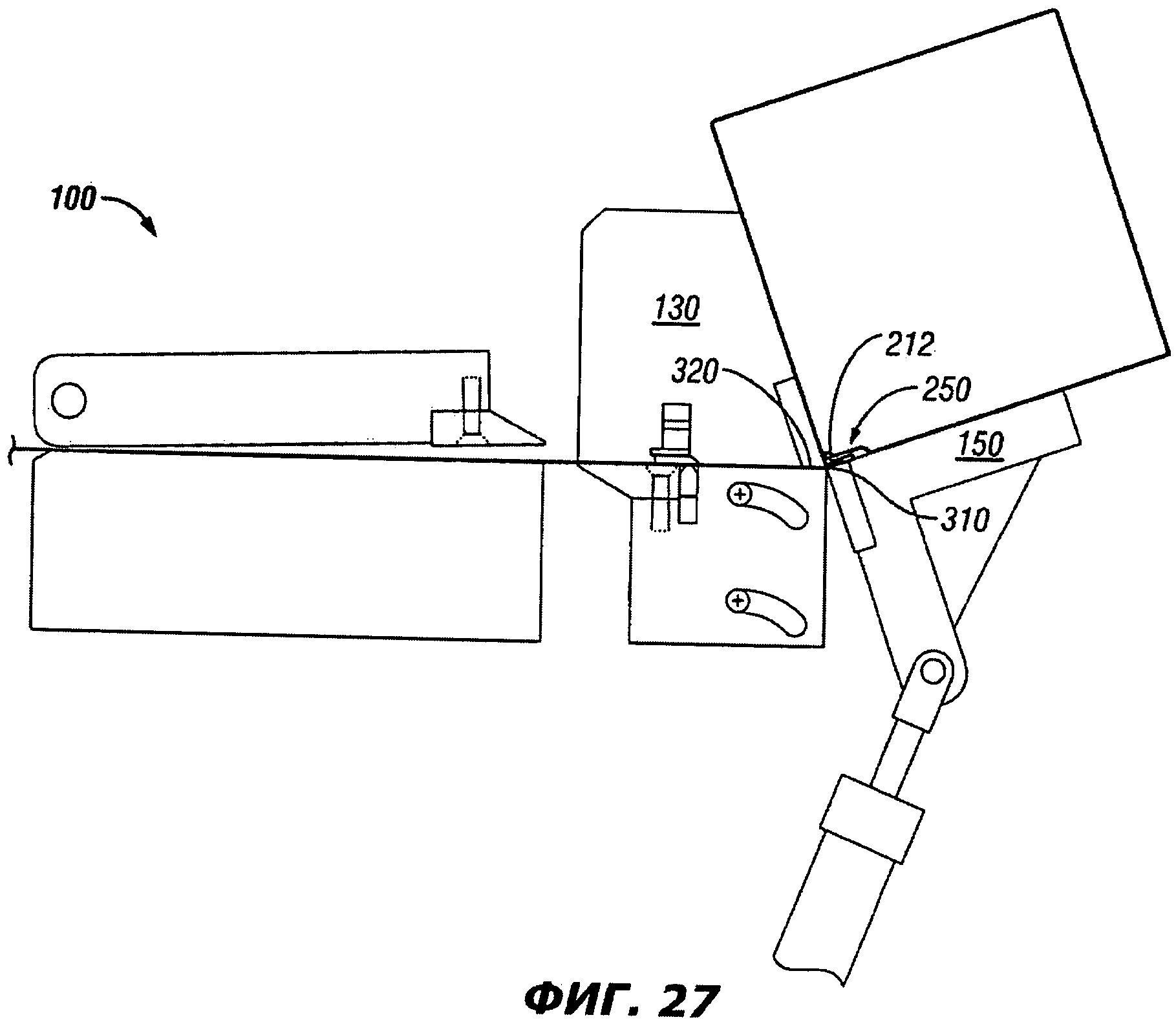
Как показано на фиг.27, после вставки штыревого замкового выступа 212 в желоб 256, гибочная балка 150 шарнирно перемещается вверх относительно прижимной балки 130 и сгибает металлическую ленту 200 так, что формирует концевой замковый изгиб 310 с углом приблизительно двадцать (20) градусов.
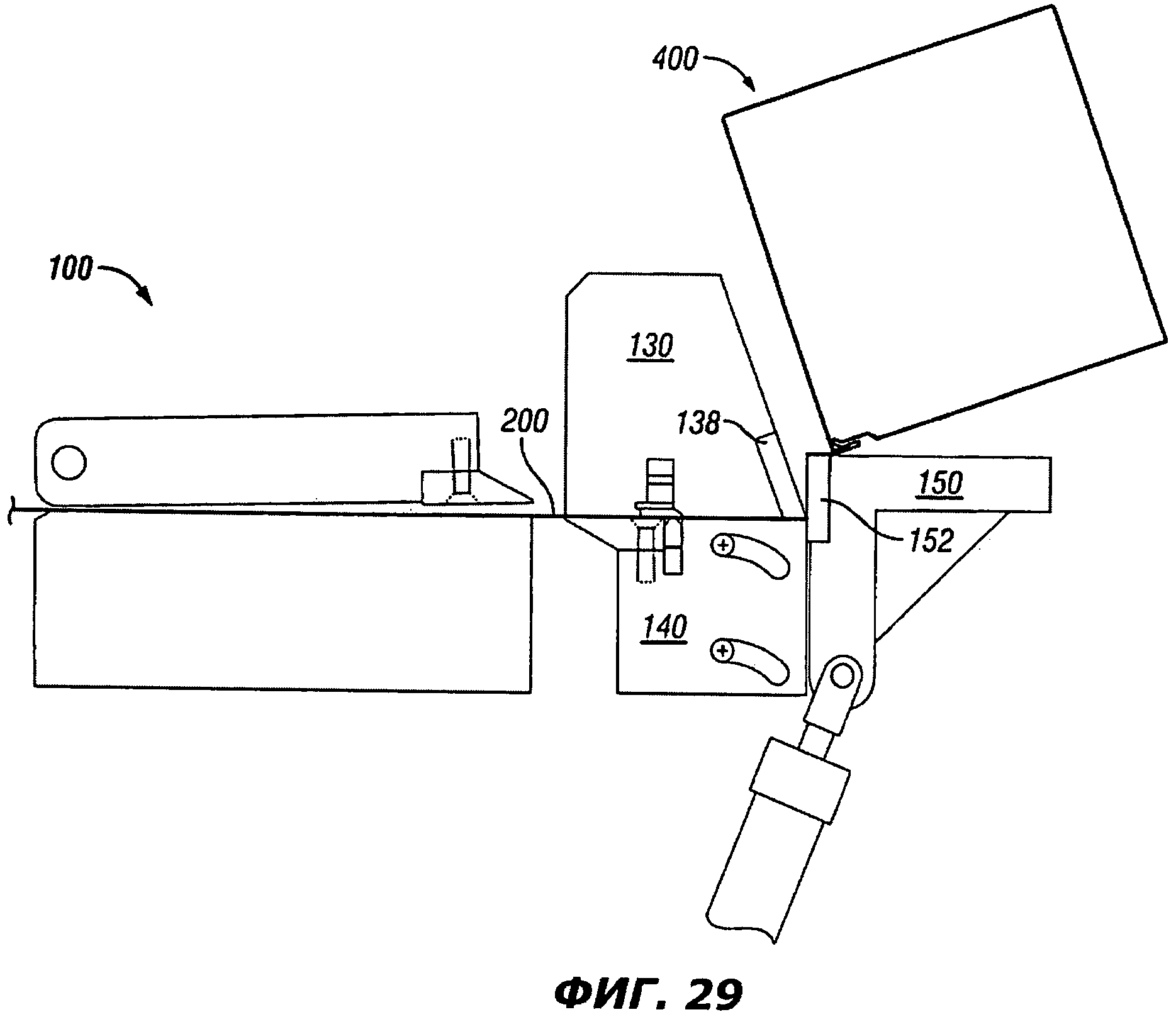
Как показано на фиг.28, затем прижимная балка 130 перемещается вверх и освобождает металлическую ленту 200, которую подают вперед вдоль приподнятой наклонной поверхности гибочной балки 150 для формирования концевого замкового выступа 320, выходящего из гнездового замкового изгиба 250 в сторону первого ножа 138.
Как показано на фиг.29, затем прижимная балка 130 прижимает металлическую ленту 200 к сборке 140 стола. Затем скольжением второго ножа 152 по первому ножу 138 отрезают металлическую ленту 200 и отделяют участок 400 воздуховода от металлической ленты 200, как показано на фиг.30. Концевой замковый изгиб 310 с углом приблизительно двадцать (20) градусов обеспечивает зацепление штыревого замкового выступа 212 с гнездовым замковым изгибом 250 посредством концевого замкового выступа 320.
Затем участок 400 воздуховода извлекают из установки 100 для полного закрытия шва 300. Как показано на фиг.45, 46, участок 400 воздуховода может быть извлечен из установки 100 транспортером (не обозначен), который является частью первой большой машины. Концевой замковый изгиб 310 и концевой замковый выступ 320 фиксируют штыревой замковый выступ 212 в желобе 256, предотвращая упругое восстановление угла 210, которое может вызвать упругое отклонение задней поверхности 202 от гнездового замкового изгиба 250.
Следует понимать, что концевой замковый изгиб 310 с углом приблизительно двадцать (20) градусов эффективно выполняет предварительное формирование шва 300. После формирования концевого замкового выступа 320 путем отрезания металлической ленты 200 участок 400 воздуховода может быть извлечен из установки 100 без разъединения или разделения штыревого замкового выступа 212 и гнездового замкового изгиба 250. После извлечения шов 300 может быть окончательно закрыт.
Специалист в данной области техники признает, что установка 100, использованная в варианте реализации изобретения, показанном на фиг.1-30, обеспечивает преимущество над уровнем техники тем, что автоматизирует ранее не входивший в поточный процесс этап закрытия/совмещения шва 300 до его окончательного закрытия и тем самым обеспечивает технологичность, отсутствующую в уровне техники.
Вариант реализации изобретения, показанный на фиг.1-30, в частности, направлен на использование в первой большой машине, показанной на фиг.45 46. Однако вариант реализации изобретения, показанный на фиг.1-30, также может быть использован с другими машинами, отличающимися от показанной на фиг.45, 46, или автономно.
Особенное преимущество настоящего изобретения состоит в том, что желоб 256 обеспечивает автоматизированную вставку штыревого замкового выступа 212 в гнездовой замковый изгиб 250 с повышенной надежностью.
Другое преимущество настоящего изобретения состоит в том, что смещение 254 обеспечивает формирование желоба 256 с обеспечением по существу гладкой нижней поверхности 208 части 400 воздуховода в области замкового шва 300.
Еще одно преимущество настоящего изобретения состоит в том, что концевой замковый изгиб 310 и концевой замковый выступ 320 обеспечивают манипуляции с участком воздуховода 400 с целью извлечения из установки 100 без упругого выхода штыревого замкового выступа 212 из гнездового замкового изгиба 250.
Дополнительно преимущество настоящего изобретения состоит в том, что концевой замковый изгиб 310 обеспечивает сгибание концевого замкового выступа 320 до положения, по существу плоского относительно задней поверхности 202, чем обеспечивает привлекательный гладкий внешний вид части 400 воздуховода.
Еще одно дополнительное преимущество настоящего изобретения состоит в том, что смещение 254 улучшает технологичность закрытия замкового шва 300 с обеспечением по существу ровной нижней поверхности 208, что улучшает однородность изгибающего усилия, приложенного к концевому замковому изгибу 310 через гнездовой замковый изгиб 250.
Еще одно дополнительное преимущество настоящего изобретения состоит в том, что смещение, сформированное выдвижным мастер-штампом 142, обеспечивает замковый шов 300 в форме плоской обжатой складки как альтернативу замковому шву 300 в форме рулона. Складчатый замковый, шов 300 обеспечивает по существу более ровную поверхность участка 400 воздуховода по сравнению с рулонным замковым швом.
Несмотря на то что из описанного варианта реализации изобретения ясно видны различные преимущества настоящего изобретения, следует понимать, что настоящее изобретение не ограничено такими вариантами реализации изобретения. Специалисты в данной области техники признают, что в пределах объема настоящего изобретения могут быть сделаны различные изменения и модификации.
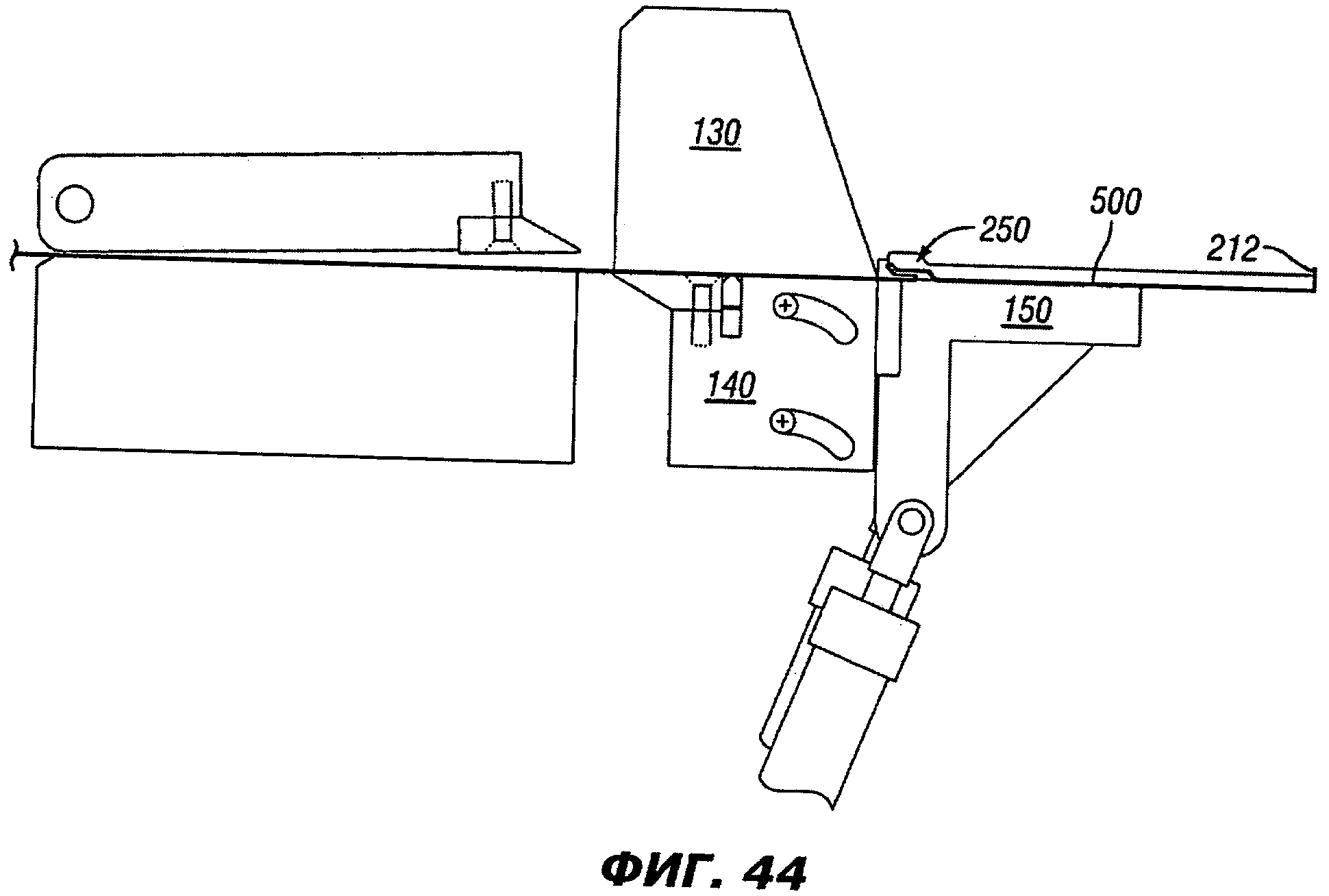
Например, в варианте реализации изобретения, показанном на фиг.31-44, контроллер 101 управляет установкой 100 для формирования штыревого замкового выступа 212 на переднем крае металлической ленты 200, по существу как описано со ссылкой на фиг.2, 3. При этом установка 100 подает металлическую ленту 200 вперед на заданную длину периметра заготовки 500.
Реферат
Изобретение относится к области обработки металлов давлением, в частности к изготовлению воздуховодов из металлической заготовки гибкой. Установка содержит средство для формирования штыревого замкового выступа на первом крае указанной заготовки, средство для формирования гнездового замкового изгиба на втором крае указанной заготовки, средство для вставки указанного штыревого замкового выступа и указанный гнездовой замковый изгиб, формирующее желоб средство для формирования секции желоба указанного гнездового замкового изгиба, предназначенного для приема указанного штыревого замкового выступа. Причем указанное средство формирования гнездового замкового изгиба содержит формирующее смещение средство для формирования гнездового замкового изгиба, имеющего смещение, выполненное с обеспечением возможности расположения нижней поверхности указанного желоба по существу компланарно с нижней поверхностью указанной заготовки и отсутствием контакта переднего угла указанного желоба с нижней поверхностью заготовки. На данной установке осуществляется способ формирования и вставки штыревого замкового выступа в гнездовой замковый изгиб для формирования замкового шва в металлической заготовке при изготовлении воздуховода. Повышается эффективность и качество. 2 н. и 11 з.п. ф-лы, 49 ил.
Формула
средство для формирования штыревого замкового выступа на первом крае указанной заготовки,
средство для формирования гнездового замкового изгиба на втором крае указанной заготовки, и
средство для вставки указанного штыревого замкового выступа в указанный гнездовой замковый изгиб,
формирующее желоб средство для формирования секции желоба указанного гнездового замкового изгиба, предназначенного для приема указанного штыревого замкового выступа, причем
указанное средство формирования гнездового замкового изгиба содержит формирующее смещение средство для формирования гнездового замкового изгиба, имеющего смещение, выполненное таким образом, что нижняя поверхность указанного желоба расположена, по существу, компланарно с нижней поверхностью указанной заготовки и таким образом, что передний угол указанного желоба не вступает в контакт с указанной нижней поверхностью указанной заготовки.
неподвижную плиту,
подвижную плиту,
сборку стола,
прижимную балку и
гибочную балку,
причем указанная подвижная плита, сборка стола, прижимная балка и гибочная балка являются подвижными частями, оперативно соединенными с возможностью перемещения относительно указанной неподвижной плиты и относительно друг друга.
формируют гнездовой замковый изгиб на втором крае указанной заготовки,
формируют секцию желоба указанного гнездового замкового изгиба, предназначенную для приема указанного штыревого замкового выступа, формируют смещение в указанном гнездовом замковом изгибе таким образом, что нижняя поверхность указанного желоба оказывается расположенной, по существу, компланарно с нижней поверхностью указанной заготовки и таким образов, что передний угол указанного желоба не вступает в контакт с указанной нижней поверхностью указанной заготовки,
вставляют указанный штыревой замковый выступ в указанный гнездовой замковый изгиб.
Комментарии