Машина для изготовления стержней фильтров - RU2560354C2
Код документа: RU2560354C2
Чертежи







Описание
Область техники
Настоящее изобретение относится к машине для изготовления стержней фильтров (фильтрпалочек), используемых при изготовлении курительных изделий, таких как сигареты с фильтром. Предлагаемая машина приспособлена для вставки дополнений в стержни фильтров.
Уровень техники
Стержни фильтров, используемые при изготовлении сигарет с фильтром, обычно содержат тампон из жгута ацетата целлюлозы, обернутый бумажной оберткой тампона. Известные машины для изготовления стержней фильтров содержат сборочное устройство (приспособление), которое принимает непрерывно подаваемые жгут и ленту оберточной бумаги и формирует обернутый бумагой удлиненный стержень фильтра, который впоследствии режут на отрезки. Сборочное устройство обычно имеет язычок, который сжимает жгут фильтра по мере того, как жгут проходит через него. Этот тип машины для изготовления фильтров и, в частности, сборочное устройство и элементы язычка известны сами по себе специалистам в этой области.
В документе ЕР1833316 предлагается машина, сконфигурированная для подачи фильтрующего вещества, в частности гранулированного материала или дозированного числа капсул, в фильтрующий материал во время изготовления стержней фильтров. Машина, предложенная в документе ЕР1833316, обладает всасывающим колпаком, который всасывает фильтрующее вещество в некоторое число расположенных с промежутком карманов, сформированных на круглой лицевой стороне поворотного колеса с карманами. Вращение колеса с карманами приводит к тому, что карманы, заполненные фильтрующим веществом, располагаются напротив впускного отверстия воздушной транспортировочной трубки. Когда они совмещены, вакуум сбрасывается, и давление воздуха, приложенное через перфорированное дно кармана, выталкивает вещество в транспортировочную трубку. Трубка расположена таким образом, что она попадает на язычок машины, чтобы, когда фильтрующий материал выходит из конца трубки для выгрузки, он проходил в центр формируемого стержня фильтра. Впоследствии стержень обертывают бумагой.
Сущность изобретения
В настоящем изобретении предлагается альтернативный способ введения объектов в материал стержней фильтров во время их изготовления.
Предлагается машина для изготовления стержней фильтров, используемых при изготовлении курительных изделий, содержащая сборочное устройство, выполненное с возможностью приема материала тампона фильтра и оберточного материала фильтра и формирования обернутого удлиненного стержня фильтра, причем сборочное устройство содержит язычок, сконфигурированный таким образом, чтобы материал тампона фильтра сжимался по мере того, как жгут проходит через язычок; машина для изготовления фильтров дополнительно содержит поворотный элемент для транспортировки объектов, выполненный с возможностью приема объектов из запаса объектов и подачи этих объектов непосредственно на язычок так, чтобы эти объекты были введены в материал тампона фильтра, проходящий через язычок, и резак, выполненный с возможностью разрезания удлиненного стержня фильтра, формируя отрезки стержней фильтров с одним или несколькими объектами в них.
Таким образом, объекты подаются непосредственно на язычок сборочного устройства без промежуточного звена. Соответственно, механическая сложность машины минимизирована.
Кроме того, материал тампона фильтра следует по постоянному, контролируемому пути через язычок и далее и, таким образом, положение и/или промежуток между объектами в готовом стержне можно точно контролировать, разместив объекты в соответствующих положениях материала тампона фильтра, проходящего через язычок.
Предпочтительно материал тампона фильтра претерпевает сжатие в язычке, так что материал тампона фильтра прижимается к объектам, чтобы зафиксировать их в нужном положении в этом материале, проходящем через язычок. Таким образом, нежелательное отклонение положения для разных объектов минимизировано.
Предпочтительно материал тампона фильтра представляет собой жгут ацетата целлюлозы.
Предпочтительно объекты вводятся в жгут в язычке, так что они в обернутом удлиненном стержне фильтра расположены с равными промежутками. Более предпочтительно объекты вводятся в жгут в язычке так, чтобы один или более объектов были центрированы по оси в пределах готовых стержней фильтров.
Объекты предпочтительно представляют собой хрупкие содержащие текучую среду капсулы, но в альтернативном варианте или дополнительно могут быть введены другие объекты, такие как таблетки, нити, шарики или любая комбинация таблеток, нитей, шариков и капсул. Диаметр капсул предпочтительно составляет в диапазоне 2-6 мм.
Поворотный элемент для транспортировки объектов предпочтительно проникает в язычок, чтобы каждый объект, принимаемый поворотным элементом для переноса объектов, выходил из элемента для транспортировки объектов в точке выхода внутри язычка.
Поворотный элемент для транспортировки объектов предпочтительно представляет собой поворотное колесо с некоторым числом выемок, расположенных на его ободе.
Предпочтительно машина содержит набивочное сопло, выполненное с возможностью сжатия жгута до того, как он входит в сборочное устройство. Предпочтительно набивочное сопло обеспечивает более однородную плотность жгута и позволяет изготовить фильтры с разной плотностью/перепадом давлений.
Машина может иметь первую корпусную часть, содержащую первую часть язычка, и вторую корпусную часть, содержащую элемент для транспортировки объектов и вторую часть язычка, и шарнир, выполненный таким образом, чтобы относительное положение первой и второй корпусных частей можно было регулировать между первым положением, в котором первая и вторая части язычка разделены так, чтобы внутренняя часть язычка была доступна для чистки и продевания жгута, и вторым положением, в котором первая и вторая части язычка совмещены, так что жгут может проходить от одной части до другой.
Чтобы настоящее изобретение было более понятно, далее посредством примера описаны его варианты осуществления со ссылкой на сопроводительные чертежи, на которых:
Краткое описание чертежей
на фиг.1 показан вид в сечении машины для изготовления стержней фильтров,
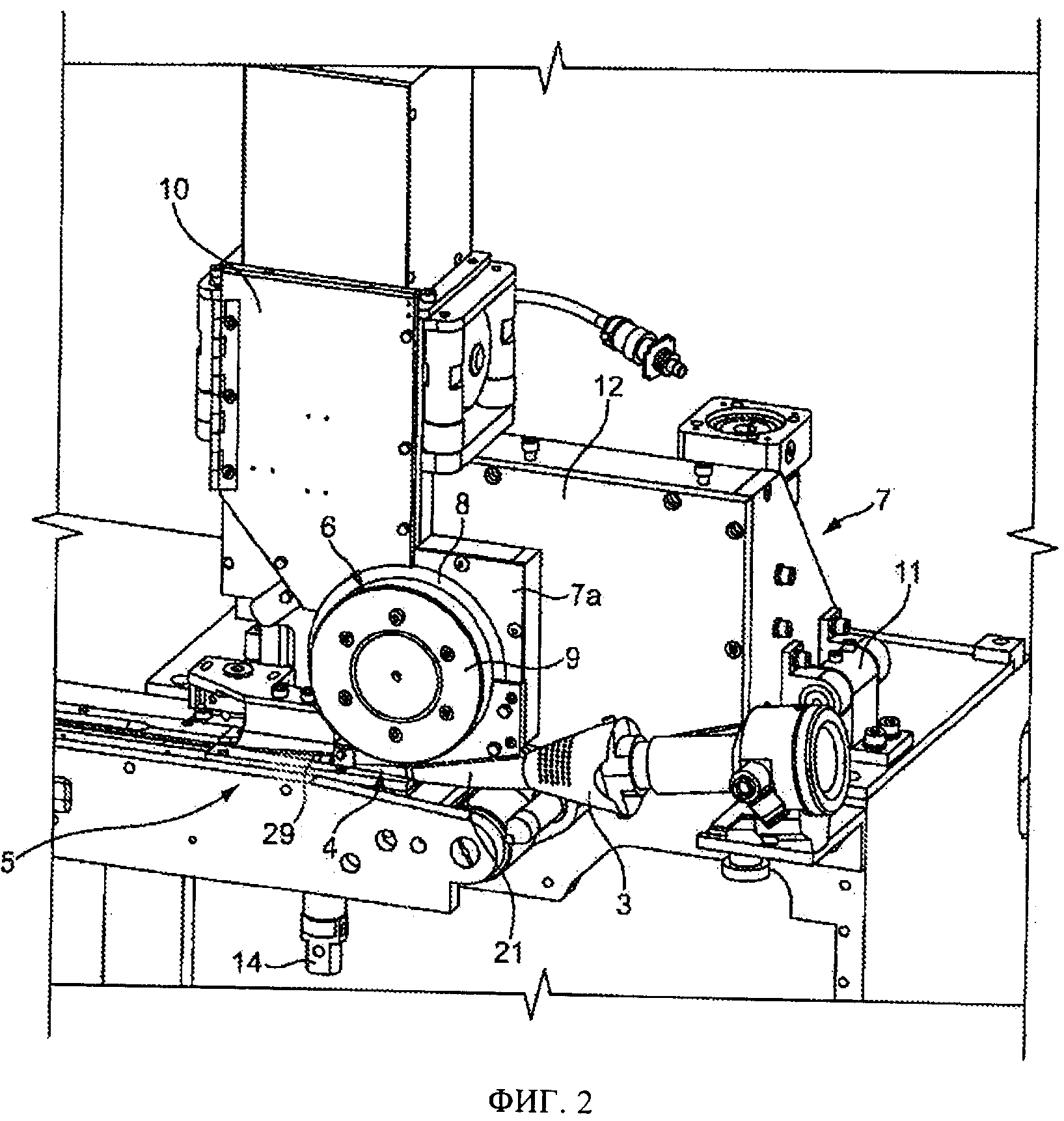
на фиг.2 показан вид в перспективе машины в рабочем положении (при использовании),
на фиг.3 показан вид в перспективе машины в положении, в котором верхняя корпусная часть машины поднята относительно нижней корпусной части,
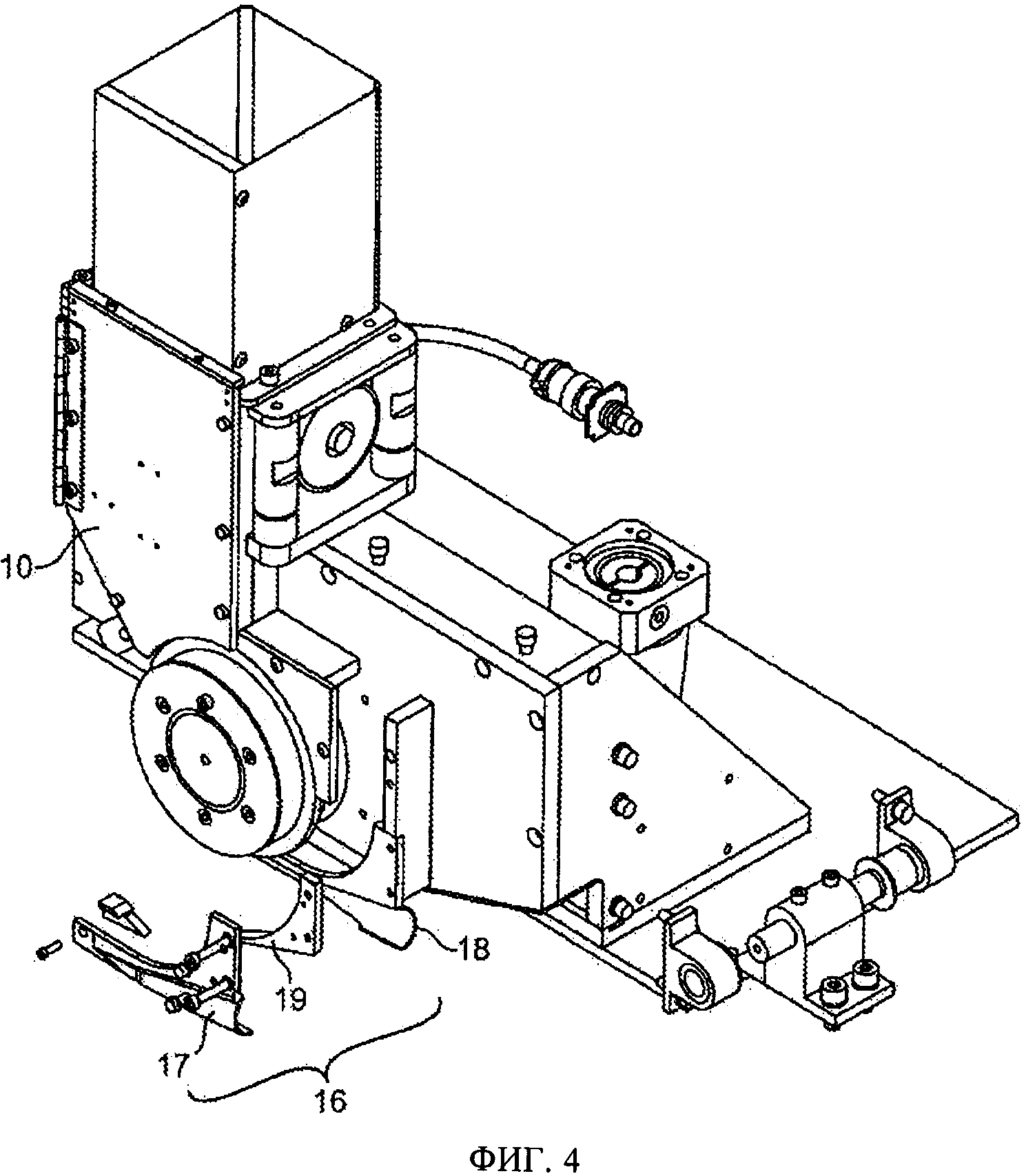
на фиг.4 показано изображение в перспективе верхней корпусной части и показана в разобранном виде впускная секция язычка,
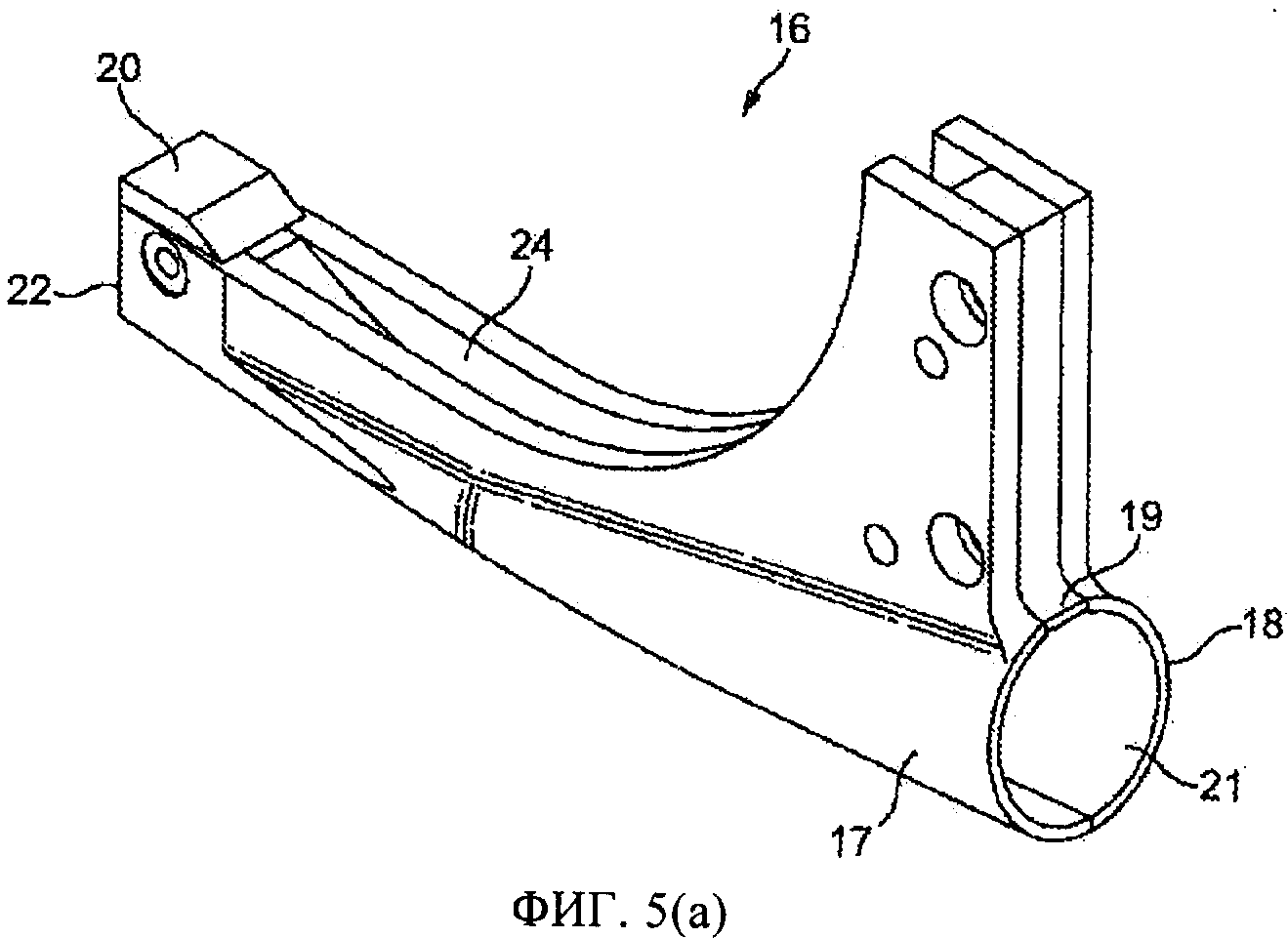
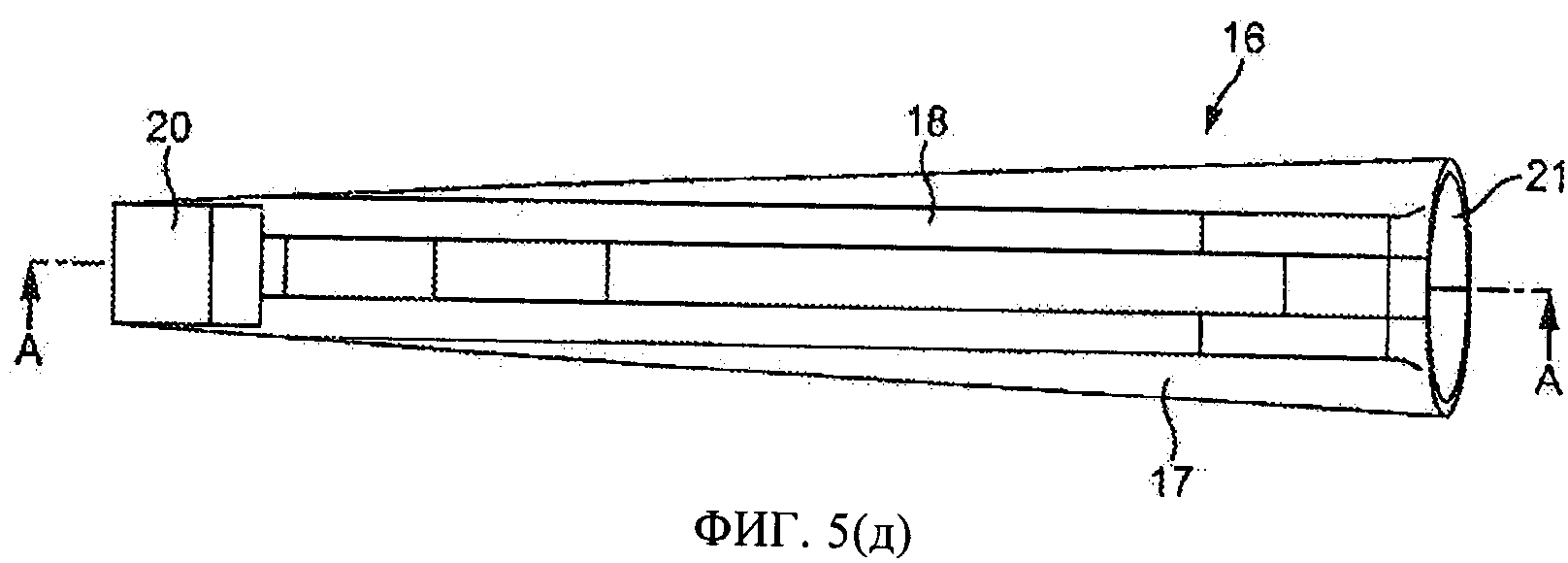
на фиг.5(a), 5(б), 5(в), 5(г) и 5(д) показана впускная секция язычка,
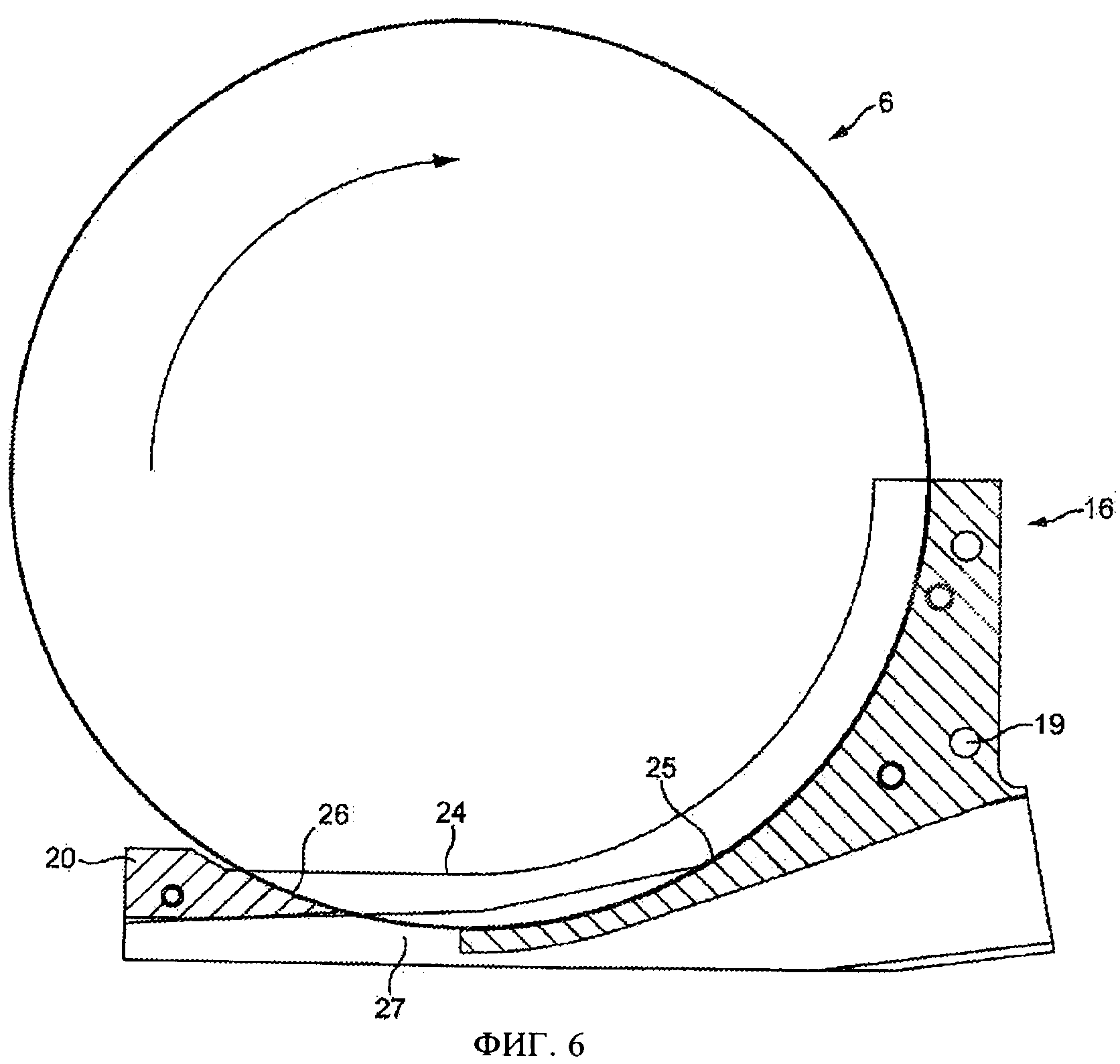
на фиг.6 показан вид в сечении колеса для транспортировки капсул, расположенного во впускной секции язычка,
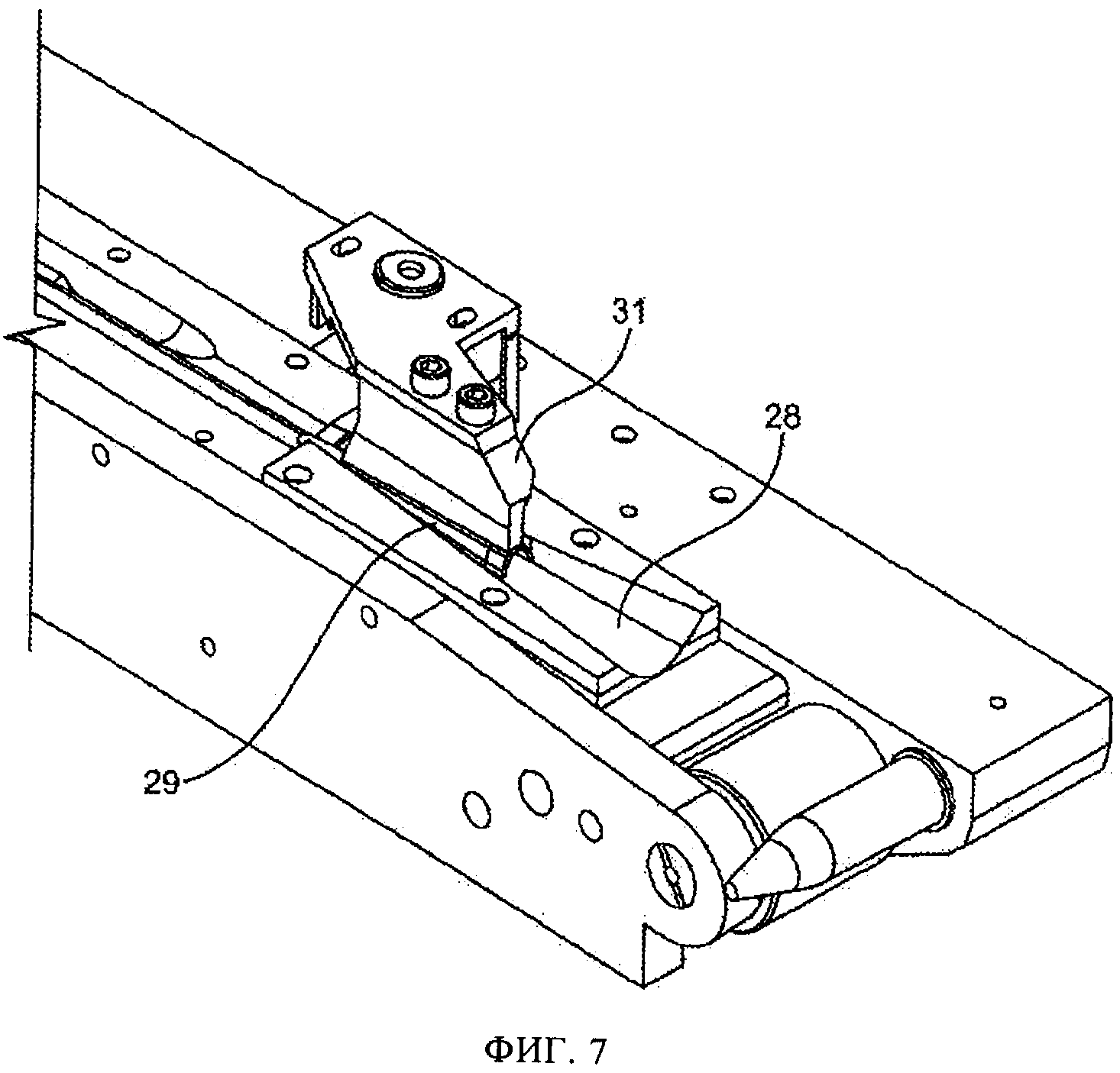
на фиг.7 показан вид в перспективе нижней корпусной части машины,
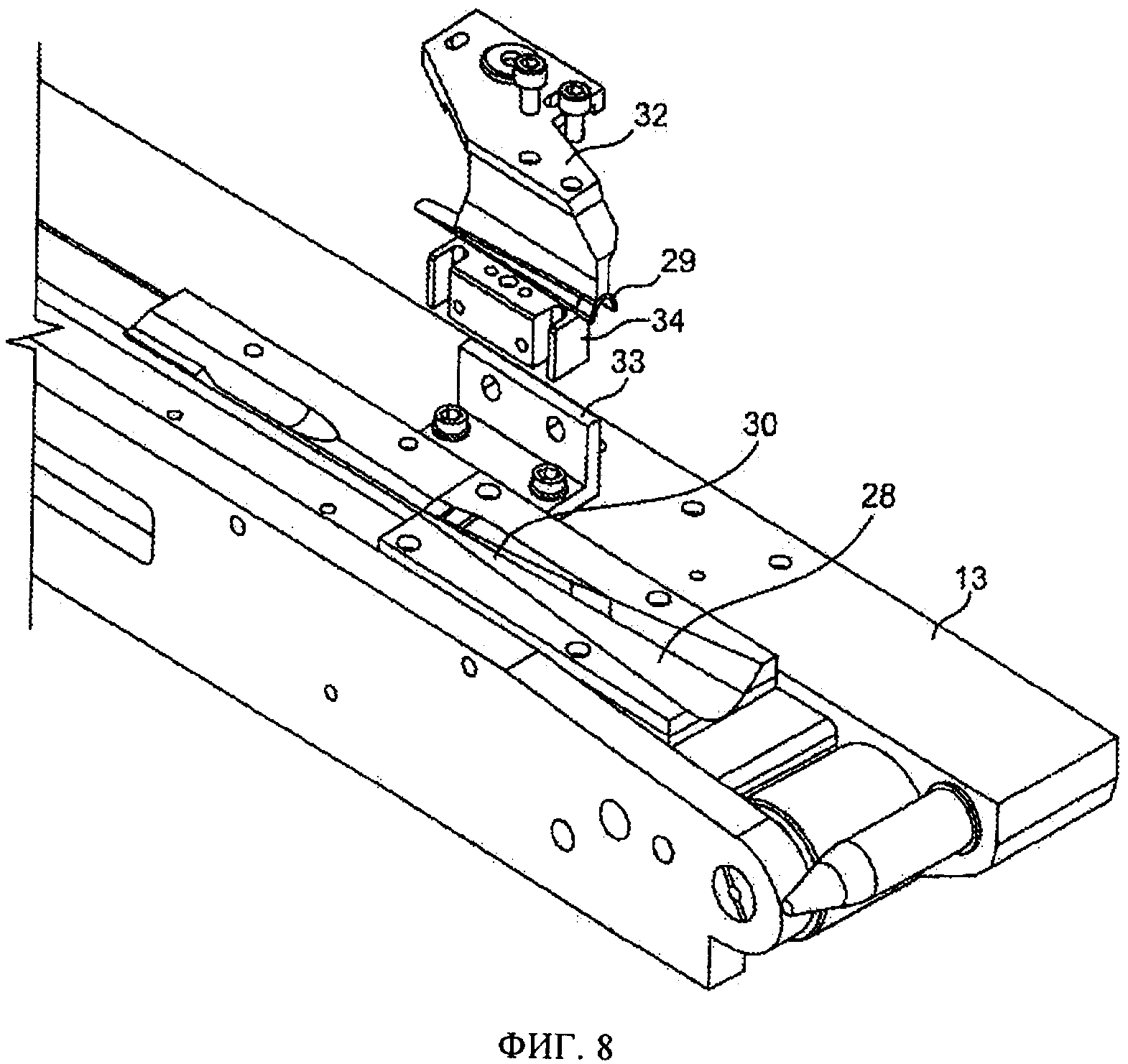
на фиг.8 показан в разобранном виде в перспективе вид по фиг.7,
на фиг.9 показан плужок впускной секции язычка,
на фиг.10 показаны стержни фильтров,
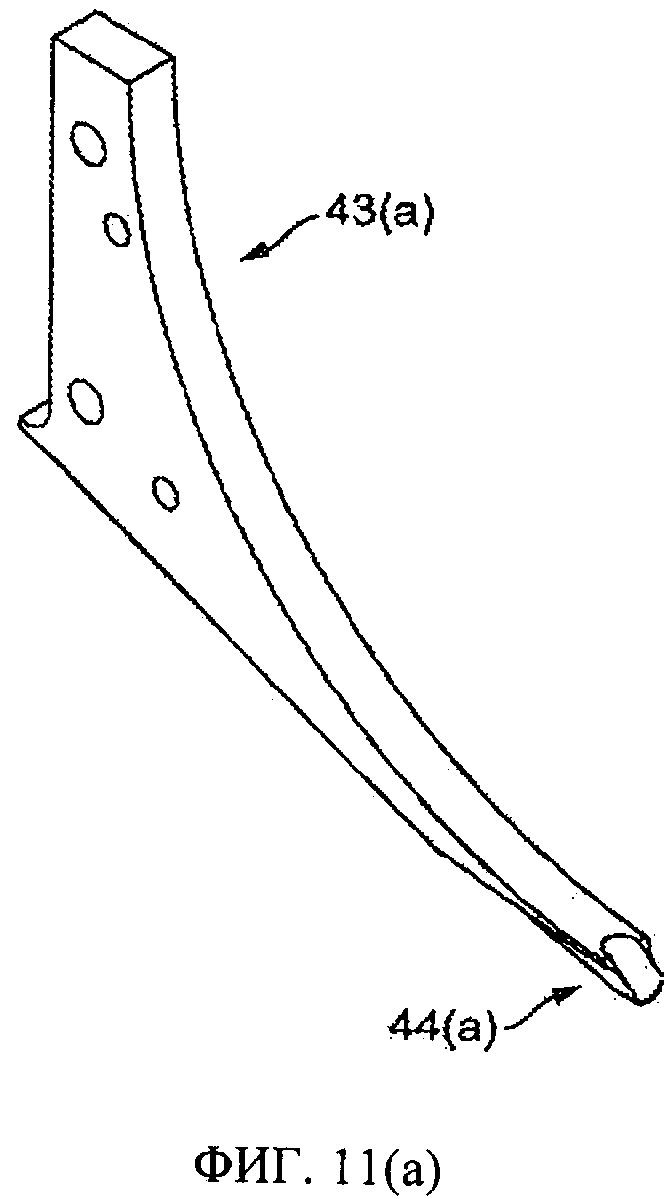
на фиг.11 показаны альтернативные варианты плужков,
на фиг.12 показан альтернативный вариант колеса для транспортировки,
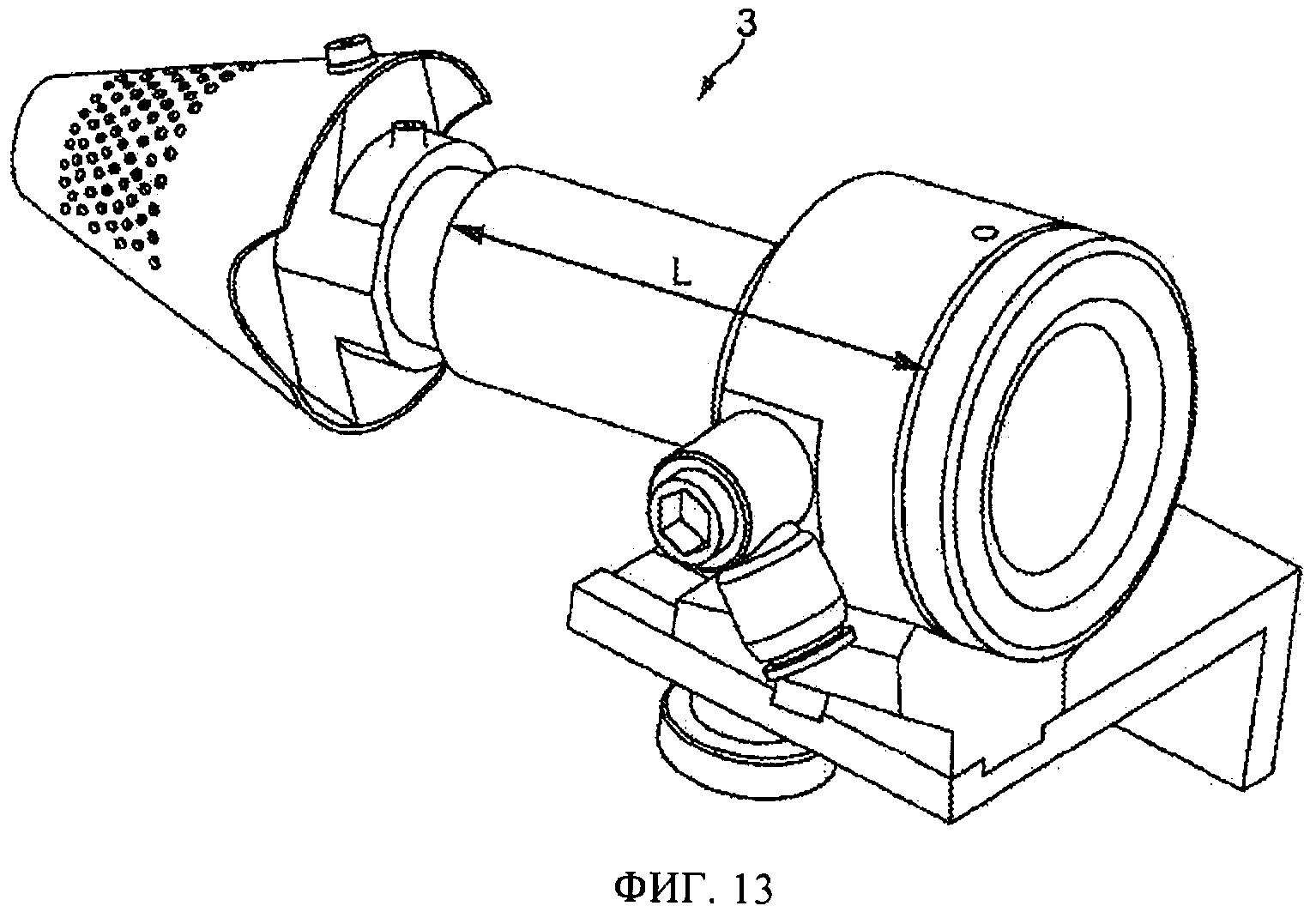
на фиг.13 показано набивочное сопло машины.
Осуществление изобретения
На фиг.1 и 2 показана часть машины 1 для изготовления стержней фильтров. При эксплуатации материал тампона фильтра в форме жгута фильтра из ацетата целлюлозы втягиваются из источника, растягивают на системе растягивающих роликов (не показаны) и сжимают, пропуская через набивочное сопло 3 и язычок 4 сборочного устройства 5. Как показано, машина 1 содержит поворотное колесо 6 для транспортировки капсул, выполненное с возможностью подачи хрупких содержащих ароматизатор капсул из расположенных по периферии выемок 6а непосредственно на язычок, чтобы капсулы соприкасались со жгутом фильтра, проходящим через язычок. Жгут оборачивают бумагой в сборочном устройстве, чтобы сформировать удлиненный стержень, который затем режут для формирования отрезков стержня фильтра, каждый из которых содержит нужное число капсул, например одну, две, три или четыре.
Отрезки стержня фильтра впоследствии могут быть использованы при изготовлении сигарет с одной или более капсулами в сигаретном фильтре. В одном примере способа изготовления сигарет отрезок стержня фильтра, содержащий две капсулы, совмещен по оси с двумя обернутыми бумагой табачными стержнями, расположенными на противоположных концах стержня фильтра. Обертку, называемую ободочной бумагой, затем обертывают вокруг табачных стержней и стержня фильтра, чтобы соединить их вместе. Обернутый стержень фильтра затем разрезают поперек через его центр, между двумя капсулами, тем самым формируя две сигареты с фильтром, каждая с капсулой в фильтре.
Каждая хрупкая капсула предпочтительно является, по существу, сферической, сформированной из желатина, и содержит ароматизатор, например ментол, мяту колосковую, апельсиновую эссенцию, мяту перечную, лакрицу, эвкалипт, один или более разновидностей фруктовых ароматизаторов или любую смесь ароматизаторов. Путем приложения давления снаружи фильтра капсулу можно сломать, тем самым выпустив ароматизатор, который действует на дым, втягиваемый через фильтр сигареты.
По подробному описанию машины 1, показанной на фиг.1 и 2, колесо 6 для транспортировки ориентировано вертикально и смонтировано с возможностью поворота на корпусной части 7 машины 1 на валу. Колесо 6 содержит дисковую секцию 8 и переднюю секцию 9, прикрепленную болтами к дисковой секции 6. Дисковая секция 8 расположена между бункером 10 с капсулами и язычком 4 и сконфигурирована для последовательного переноса капсул между ними.
Язычок 4 сборочного устройства 5 сужается по его длине, чтобы он радиально сжимал жгут фильтра по мере его прохождения через язычок 4. Сжатие жгута в язычке является заключительным этапом сжатия жгута при изготовлении стержней.
В верхней части язычка 4 сформировано отверстие, которое выполнено достаточно широким, чтобы принимать дисковую секцию 8 колеса 6 для транспортировки, проникающую в язычок 4 через отверстие, как показано на фиг.1.
По мере поворота колеса 6 капсулы падают под действием силы тяжести из бункера 10 в некоторое число принимающих капсулы выемок 6а, расположенных по окружности по ободу дисковой секции 8, как показано на фиг.1. Поворачивающееся по часовой стрелке колесо 6 переносит капсулы через отверстие в верхней части язычка и во внутреннюю часть язычка, где капсулы покидают колесо 6 и проходят в формируемый стержень фильтра. Как показано на фиг.2, корпус 7а предусмотрен вокруг обода дисковой секции 8, чтобы предотвратить падение капсул с колеса 6.
Таким образом, капсулы подаются непосредственно в язычок сборочного устройства, в которой путь жгута является постоянным и контролируемым, оставаясь таким на протяжении всего формирования жгута.
Кроме того, когда капсулы вводятся во время сжатия жгута, жгут сжимается вокруг капсул и, таким образом, фиксирует их в этом положении. Соответственно, положение объектов и промежутки между ними в готовом стержне зависят от положения, в котором объекты помещены в жгут, проходящий через язычок. Таким образом, настоящая машина позволяет точно контролировать положение капсул, с небольшим отклонением для отдельных капсул или отдельных фильтров. Это предпочтительно, поскольку потребители могут негативно воспринимать отклонение положения капсул и могут, например, считать фильтры с нецентрированными капсулами дефектными. Предпочтительно капсулы расположены в жгуте так, чтобы они были выровнены по оси и центрированы внутри готового стержня.
Капсулы, покидающие колесо 6, могут упасть под действием силы тяжести из выемок 6а колеса 6 в жгут, проходящий через язычок 4. В альтернативном варианте колесо 6 для транспортировки может содержать механизм для выбрасывания капсул, например, механизм для выталкивания под действием струи воздуха, сконфигурированный для последовательного выброса капсул из выемок в ободочную секцию 8 и в жгут, проходящий через язычок 4. Колесо для транспортировки в альтернативном варианте или дополнительно может содержать всасывающий насос, сконфигурированный для применения отсасывания к капсулам, чтобы удерживать их в нужном положении в выемках перед выбросом.
Как показано на фиг.2 и 3, машина 1 содержит шарнирный механизм, который позволяет поднять часть язычка 4 относительно машины 1. Это облегчает продевание жгута из набивочного сопла 3 через язычок 4 перед запуском машины, а также обеспечивает удобную чистку внутренней части язычка 4.
Шарнирный механизм содержит шарнир 11, присоединенный к верхней корпусной части 12 и нижней корпусной части 13 машины 1, и подъемный цилиндр 14, проходящий через канал 15 в нижней корпусной части и присоединенный к нижней стороне удаленного конца верхней корпусной части 12.
Шарнир 11 выполнен таким образом, чтобы верхняя корпусная часть 12 машины 1 могла поворачиваться вверх относительно нижней корпусной части 13 из рабочего положения, показанного на фиг.2, в поднятое положение, показанное на фиг.3, и наоборот. В рабочем положении верхняя корпусная часть 12 опирается на нижнюю корпусную часть 13, и выпускное отверстие набивочного сопла 3 совмещено с впускным отверстием язычка 4, как показано на фиг.2. В поднятом положении, показанном на фиг.3, впускной участок 16 язычка расположен на расстоянии от набивочного сопла, чтобы оператор мог получить доступ к внутренней части язычка для удобной чистки и продевания жгута. По выбору машина может быть расположена в любом из этих двух положений путем подъема или опускания подъемного цилиндра 14, который предпочтительно приводится в действие гидравлически.
Как показано на фиг.4, верхняя корпусная часть 12 содержит бункер 10, колесо 6 для транспортировки и впускной участок 16 язычка, который показан на изображении в перспективе в разобранном виде. Как показано на фиг.4, 5 и 6, впускной участок 16 язычка содержит левую и правую боковые стенки 17, 18, плужок 19 и скользящую опору 20. Плужок 19 и скользящая опора 20 расположены на противоположных концах впускного участка 16 язычка и между боковыми стенками 17, 18, с зазором между скользящей опорой 20 и плужком 19. Как показано, боковые стенки 17 и 18 и плужок 19 имеют выступающие вверх части крепления, которые снабжены резьбовыми отверстиями, совмещенными друг с другом, через которые навернут набор болтов для удержания боковых стенок 17, 18 и плужка 19 вместе на одном конце впускного участка 16 язычка. Как показано на фиг.5, скользящая опора 20 зафиксирована болтами между боковыми стенками 17, 18 на противоположном конце участка 16 язычка. Как показано, боковые стенки 17, 18 и плужок 19 образуют впускную трубку 21 на впускном конце впускного участка 16 язычка, через которую жгут попадает на язычок 4, и выпускное отверстие 22, через которое жгут выходит из впускного участка 16 язычка. Как показано на фиг.5(6), на котором представлен вид снизу, нижняя часть впускного участка 16 язычка имеет удлиненное отверстие 23, продолжающееся от выпускного отверстия 22 вдоль нижней части впускного участка 16 язычка до впускной трубки 21.
Как показано на фиг.5(a), левая и правая боковые стенки 17, 18 образуют отверстие 24 в верхней части впускного участка 16 язычка, в которое принимается колесо 6, как показано на фиг.6. Как показано, плужок 19 и скользящая опора 20 обладают дугообразными поверхностями 25, 26, обращенными к колесу 6 и расположенными таким образом, чтобы при эксплуатации колесо 6 вращалось в непосредственной близости от поверхностей 25 и 26. Поверхность 25 плужка 19 предотвращает непредусмотренное падение капсул при повороте колеса 6 по часовой стрелке, в то время как поверхность 26 скользящей опоры действует для соскребания части жгута, которая присоединяется к колесу 6, чтобы предотвратить перемещение жгута колесом в направлении вне отверстия 24. Как показано на фиг.5(г), зазор 27 образован между нижним концом поверхности 25 и нижним концом поверхности 26, и нижний конец поверхности 25 расположен ниже, чем нижний конец поверхности 26.
Как показано на фиг.2 и 3, набивочное сопло 3 (которое также называется "транспортировочным патрубком") смонтировано на нижней корпусной части 13 и выполнено с возможностью подачи жгута непосредственно во впускную трубку 21 язычка 4. Предпочтительно набивочное сопло 3 позволяет достичь более однородной плотности жгута в готовых фильтрах и обеспечивает изготовление фильтров с выбранной плотностью/перепадом давлений. Набивочное сопло 3 более детально показано на фиг.13. Длина L корпусной части набивочного сопла предпочтительно составляет от 100 до 120 мм, более предпочтительно 107,5 мм.
Как показано на фиг.3, 7 и 8, нижняя корпусная часть 13 имеет впускной канал 28 сборочного устройства, который сужается от его конца выше по ходу процесса к его концу дальше по ходу процесса. При эксплуатации ленточный носитель сборочного устройства проходит вдоль дна канала 28, и лента бумаги обертки тампона, при трущемся контакте с ленточным носителем сборочного устройства, протягивается через канал 28 по верхней части ленточного носителя и тем самым вытягивается из бобины (не показана) вдоль ряда роликов в сборочное устройство. Особенности ленточного носителя сборочного устройства для постепенного обертывания бумаги обертки тампона вокруг жгута фильтра для формирования стержня фильтра хорошо известны сами по себе в этой области и не описаны подробно в настоящем документе.
Как показано на фиг.2 и 3, впускной участок 16 язычка выполнен с соответствием и возможностью закрывать канал 28 в рабочем положении, показанном на фиг.2. При эксплуатации жгут проходит через впускную трубку 21 на движущуюся бумажную ленту в канале 28 через удлиненное отверстие 23 в нижней части впускного участка 16 язычка. Жгут затем протягивают вдоль канала 28 за счет трущегося контакта с бумажной лентой.
Как показано на фиг.3, язычок 4 дополнительно содержит зафиксированный участок 29 язычка, расположенный непосредственно за впускным участком 16 язычка. При эксплуатации жгут в канале 28 проходит через выпускное отверстие 22 впускного участка 16 язычка непосредственно в фиксированную секцию 29 язычка. Как показано, и впускная, и фиксированная секции 16, 29 язычка сужены, так что достигается непрерывное сужение вдоль всей длины язычка 4 для сжатия жгута по мере его прохождения через язычок.
Фиксированная секция 29 язычка показана более детально на фиг.7 и 8. Как показано, фиксированная секция 29 язычка сформирована в виде сужающейся половинной трубки, смонтированной в суженном канале 30, сформированном в нижней корпусной части 13. В рабочем положении канал 28 составляет единое целое с каналом 30, и впускной участок 16 язычка совмещен с впускным отверстием фиксированной секции 29 язычка.
Как показано на фиг.7 и 8, фиксированная секция 29 язычка удерживается на месте в канале 30 монтажной сборкой 31, которая содержит первый, второй и третий монтажные кронштейны 32, 33, 34. Как показано, монтажный кронштейн 32 сформирован, как единое целое с верхней секцией 29 язычка, и прикреплен болтами к монтажному кронштейну 34. Монтажный кронштейн 33 прикреплен болтами к монтажному кронштейну 34 и к нижней корпусной части 13 машины 1, тем самым фиксируя фиксированную секцию 29 язычка в нужном положении.
Плужок 19 язычка 4 показан более детально на фиг.9. Как показано, плужок 19 содержит часть 35 крепления и отделяющий жгут край 36, расположенные противоположно дугообразной поверхности 25. При эксплуатации жгут, проходящий через язычок 4, соприкасается с отделяющим жгут краем 36, который разделяет жгут на две части на каждую из сторон плужка 19. Таким образом, в жгуте возникает бороздка, в которую принимаются капсулы с колеса 6. Эта бороздка продолжается за край плужка 19 до точки, где движение жгута заставляет бороздку сомкнуться. Во время подачи капсулы вводятся в выемки 6а колеса 6 через отверстие 24 и до выходной точки, где они покидают колесо и проходят через зазор 27 между плужком и скользящей опорой в бороздку в жгуте. Бороздка постепенно смыкается вокруг капсул, которые переносятся с жгутом через остальную часть сборочного устройства. Бумага затем полностью обертывается вокруг жгута за счет действия сборочного устройства для формирования удлиненного обернутого бумагой стержня, который затем режут для формирования отдельных отрезков стержней фильтров.
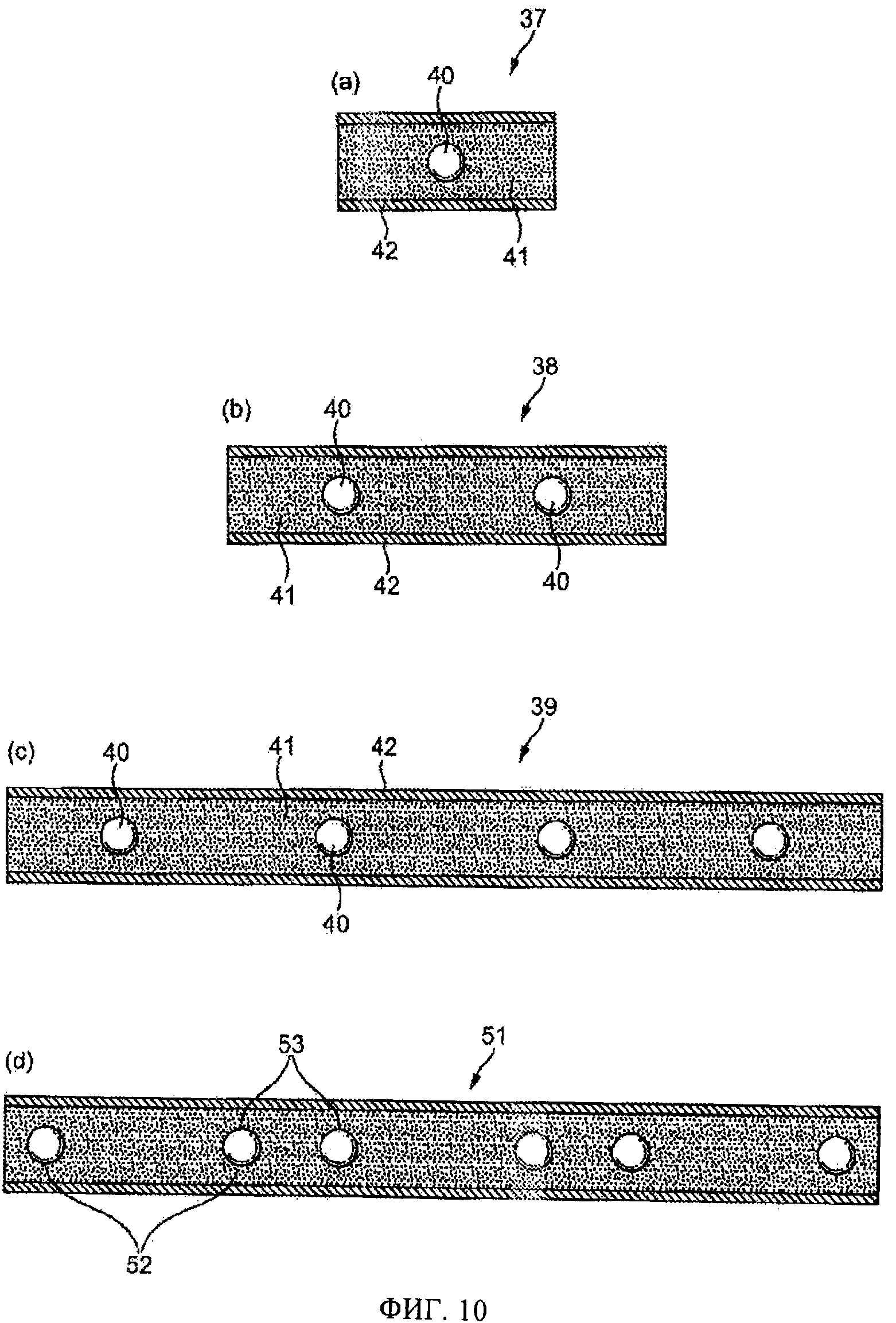
На фиг.10 показаны различные стержни фильтров 37, 38, 39, которые можно изготовить с использованием машины 1. Как показано, каждый стержень включает одну или более расположенных с равномерным промежутком желатиновых капсул 40, окруженных тампоном жгута ацетата целлюлозы 41, жгут обернут бумажной оберткой 42. Первый, второй и третий стержни 37, 38, 39, соответственно, содержат одну, две и четыре капсулы. Второй стержень 38 в два раза длиннее, чем первый стержень 37, и третий стержень 39 в два раза длиннее, чем второй стержень 38. Для специалистов будет очевидно, что машина 1 позволяет изготовить несколько других конфигураций стержней разной длины и с разным числом капсул.
На фиг.11(a) показан альтернативный вариант плужка 43а по сравнению с плужком 19, который содержит направляющую 44а для капсул, выполненную с возможностью принимать капсулы с колеса 6 и направлять капсулы в бороздку. Направляющая 44а для капсул помогает расположить капсулы таким образом, чтобы, когда стержень полностью сформирован, капсулы были центрированы относительно оси и выровнены по оси друг относительно друга. Как показано, направляющая 44а для капсул имеет форму, позволяющую направлять капсулы, выходящие с направляющей, в направлении, по существу, параллельном направлению движения жгута. Таким образом, силы воздействия на капсулу минимизированы, тем самым предотвращая повреждение капсул. Кроме того, поскольку капсулы не обладают значительным вертикальным компонентом скорости, вертикальное отклонение из-за упругого взаимодействия с жгутом также минимизировано. На фиг.11(б) показан другой альтернативный вариант плужка 43(b) с альтернативной направляющей 44(b) для капсул.
Многие другие модификации и варианты будут очевидны для специалистов в этой области. Например, хотя описана машина 1 с вставляемыми в стержни фильтров хрупкими содержащими текучую среду капсулами, в альтернативном варианте или дополнительно могут быть вставлены другие объекты, такие как таблетки, нити, шарики или любая комбинация таблеток, нитей, шариков и капсул.
Кроме того, стержни фильтров могут быть пригодны для использования при изготовлении какого-либо курительного изделия, включая сигареты, сигары и сигариллы, независимо от того, основаны они на табаке, производных табака, вспученном табаке, восстановленном табаке или заменителях табака, а также не горючих при нагревании продуктах.
На фиг.12 показан альтернативный вариант колеса 45 для транспортировки. Как показано, колесо 45 для транспортировки имеет переднюю секцию 46, подающий барабан 47 и прижимную пластину 48. Как показано, установочный штифт 49 соединяет переднюю секцию 46 с подающим барабаном 47. Прижимная пластина 48 прижата к подающему барабану 47 зажимным винтом 50, который прикреплен болтом к передней секции 46. Колесо 45 для транспортировки можно удобно демонтировать, удалив зажимной винт 50, тем самым позволяя легко очистить компоненты. Кроме того, установочный штифт 49 может быть использован в качестве маркера для идентификации углового положения колеса 45 по отношению к валу. Таким образом, перед снятием колеса 45 для чистки оператор может записать положение поворота, чтобы колесо можно было вставить назад на вал в том же положении поворота после чистки.
Бункер 10 может содержать дефлектор или ролик, выполненный с возможностью переносить вес части капсул в бункер, чтобы капсулы в нем не подавились. Бункер 10 дополнительно может содержать вибрационную пластину для перемешивания капсул, чтобы облегчить их перенос на колесо 6. Узел воздушного патрубка может быть смонтирован в бункере 10, чтобы способствовать перемещению капсул. Колесо 6 может содержать вырезы с приподнятым краем, чтобы дополнительно перемешивать капсулы в бункере.
Кроме того, хотя принимающие капсулы выемки предпочтительно расположены равномерно по окружности колеса 6, 45, чтобы достигалось одинаковое разделительное расстояние между капсулами в удлиненном стержне фильтра, в альтернативном варианте принимающие капсулы выемки могут быть расположены в соответствии с другой конфигурацией для обеспечения разных промежутков между разными парами капсул в удлиненном стержне фильтра.
Например, принимающие капсулы выемки 6а могут быть расположены так, чтобы разделительное расстояние между первой парой капсул составляло 24 мм, а разделительное расстояние между соседней парой капсул составляло 12 мм. Стержень фильтра 51, изготавливаемый машиной с принимающими капсулы выемками, расположен образом, показанным на фиг.10(г). Разделительное расстояние между капсулами в паре 52 капсул составляет 24 мм, а разделительное расстояние между капсулами в соседней паре 53 капсул составляет 12 мм. Стержень фильтра 51 имеет длину 108 мм. Разделительное расстояние между краем стержня 51 и первой капсулой равно 6 мм.
Многие другие модификации и варианты, очевидные для специалистов в этой области, охватываются объемом следующей формулы изобретения.
Реферат
Изобретение относится к машине для изготовления стержней фильтров, используемых при изготовлении курительных изделий, которая содержит сборочное устройство, выполненное с возможностью приема материала тампона фильтра и оберточного материала фильтра для формирования обернутого удлиненного стержня фильтра, содержащее язычок, сконфигурированный так, чтобы материал тампона фильтра сжимался по мере его прохождения через язычок; поворотный элемент для транспортировки объектов, выполненный с возможностью подачи этих объектов непосредственно в язычок так, чтобы они были введены в материал тампона фильтра, проходящий через язычок; и резак, выполненный с возможностью разрезания удлиненного стержня фильтра, формируя отрезки стержня фильтра, в каждом из которых имеется один или несколько объектов. Технический результат заключается в обеспечении введения объектов в материал стержней фильтров во время из изготовления. 5 н. и 13 з.п. ф-лы, 18 ил.
Формула
сборочное устройство, выполненное с возможностью приема материала тампона фильтра и оберточного материала фильтра для формирования обернутого удлиненного стержня фильтра, содержащее язычок, сконфигурированный так, чтобы материал тампона фильтра сжимался по мере его прохождения через язычок;
поворотный элемент для транспортировки объектов, выполненный с возможностью подачи этих объектов непосредственно в язычок так, чтобы они были введены в материал тампона фильтра, проходящий через язычок; и
резак, выполненный с возможностью разрезания удлиненного стержня фильтра, формируя отрезки стержня фильтра, в каждом из которых имеется один или несколько объектов.
первую корпусную часть, содержащую первую часть язычка;
вторую корпусную часть, содержащую элемент для транспортировки объектов и вторую часть язычка; и
шарнир, выполненный таким образом, чтобы относительное положение первой и второй корпусных частей можно было регулировать между первым положением, в котором первая и вторая части язычка разделены так, чтобы внутренняя часть язычка была доступна для чистки и продевания жгута, и вторым положением, в котором первая и вторая части язычка выровнены так, чтобы жгут мог проходить от одной части к другой.
сборочное устройство, выполненное с возможностью приема материала тампона фильтра и оберточного материала фильтра для формирования удлиненного стержня фильтра, содержащее язычок, имеющий первую и вторую части;
поворотный элемент для транспортировки объектов, выполненный с возможностью приема объектов из запаса и их вставки в стержни фильтров;
резак, выполненный с возможностью разрезания удлиненного стержня фильтра, формируя отрезки стержня фильтра, в каждом из которых имеется один или несколько объектов;
первую корпусную часть, содержащую первую часть язычка;
вторую корпусную часть, содержащую элемент для транспортировки объектов и вторую часть язычка; и
шарнир, выполненный таким образом, чтобы относительное положение первой и второй корпусных частей можно было регулировать между первым положением, в котором первая и вторая части язычка разделены так, чтобы внутренняя часть язычка была доступна для чистки и продевания жгута, и вторым положением, в котором первая и вторая части язычка выровнены, так чтобы жгут мог проходить от одной части к другой.
прием материала тампона фильтра и оберточного материала для фильтра;
протягивание материала тампона фильтра через язычок сборочного устройства машины для изготовления стержней фильтров;
сжатие материала тампона фильтра при его прохождении через язычок;
подачу объектов с поворотного элемента для транспортировки объектов непосредственно на язычок сборочного устройства так, чтобы они вводились в материал тампона фильтра, проходящий через язычок;
формирование обернутого удлиненного стержня фильтра;
разрезание удлиненного стержня фильтра на отрезки, каждый из которых содержит один или несколько объектов.
Комментарии