Сварная стальная труба, изготовленная с применением высокоэнергоплотного луча, и способ ее изготовления - RU2448796C1
Код документа: RU2448796C1
Чертежи


Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления сварной стальной трубы и, в частности, к способу изготовления сварной стальной трубы, которая сваривается с применением высокоэнергоплотного луча.
Уровень техники
В процессе изготовления сварной стальной трубы путем формования стальной полосы в цилиндр при непрерывной подаче стальной полосы таким образом, чтобы противоположные концы стальной полосы были обращены один против другого, и сваривания сочленения (так называемого «шва») практическое применение находят различные технологии сварки. Из этих технологий сварки высокочастотная контактная сварка (так называемая «сварка электросопротивлением») является технологией, с помощью которой шов может быть соединен наиболее эффективно.
Сварка электросопротивлением представляет собой технологию, в которой сварка осуществляется путем нагрева противоположных концов стальной полосы с использованием индукционной катушки (проведение так называемого «высокочастотного индукционного нагрева сопротивлением») или нагрева противоположных концов стальной полосы путем подведения высокочастотного электрического тока к противоположным концам через контактный наконечник (проведение так называемого высокочастотного контактного нагрева сопротивлением») и приложения давления на расплавленные противоположные концы стальной полосы с помощью прижимных валков при одновременном удалении примесей и оксидов в расплавленном металле. Сварка электросопротивлением имеет то преимущество, что сварная стальная труба может быть изготовлена эффективным образом. Однако когда противоположные концы стальной полосы оказываются обращенными один к другому и расплавляются с помощью нагрева, легирующие компоненты, такие как Mn, Si и Cr, в расплавленном металле проявляют тенденцию соединяться с кислородом атмосферы с образованием высокоплавких оксидов. Такие высокоплавкие оксиды остаются внутри шва, порождая дефект сварки, называемый проплавлением.
В связи с этим, чтобы подавить образование названных высокоплавких оксидов, была изучена технология, в которой расплавленный металл экранируется инертным газом (так называемый «метод газовой защиты»). Однако, поскольку окисление легирующих компонентов в расплавленном металле невозможно предотвратить в достаточной степени с помощью метода газовой защиты, образование высокоплавких оксидов неизбежно. Отсюда следует, что сварка электросопротивлением не подходит для соединения легированных сталей, таких как нержавеющие стали, содержащих легирующие компоненты, такие как Mn, Si и Cr, в больших количествах (например, ферритные нержавеющие стали, аустенитные нержавеющие стали, мартенситные нержавеющие стали и двухфазные нержавеющие стали).
В связи с этим проводятся исследования технологии, в которой шов сварной стальной трубы сваривается при воздействии высокоэнергоплотного луча (например, лазерного луча или электронного луча). В процессе сварки с высокоэнергоплотным лучом образование высокоплавких оксидов может быть предотвращено благодаря тому, что расплавленный металл не контактирует с атмосферой. Однако при сварке с высокоэнергоплотным лучом такой расплавленный металл образуется в крайне небольшой области. Следовательно, если производить смещение по окружности между положением, на которое воздействует высокоэнергоплотный луч, и положением (далее называемым «прижимной точкой»), в котором продольные края (т.е. противоположные концы стальной полосы, которая формуется в цилиндр) открытой трубы (здесь выражение «открытая труба» относится к трубообразной стальной полосе, которая формуется с помощью многоступенчатых формовочных валков и концы которой не соединены, вследствие чего такая трубообразная стальная полоса далее будет называться «открытой трубой), на которую действует давление прижимных валков, соединяются друг с другом, соединенная часть не плавится, и края нерасплавленных частей остаются в шовной части сварной стальной трубы. Эти части должны быть удалены как дефект сварки. В результате этого скорость производства сварных стальных труб снижается.
Например, технология, раскрытая в публикации японской не прошедшей экспертизу патентной заявке №3-291176, представляет собой технологию, в которой, как это иллюстрируется на фиг.1 публикации японской не прошедшей экспертизу патентной заявке №3-291176, противоположные концы 1-1 сформованной в цилиндр стальной полосы 1 предварительно нагревают с помощью первого теплового источника 2 (т.е. высокочастотного источника энергии для подогрева краев) и затем соединяют, применяя давление с помощью прижимных валков 4, одновременно воздействуя сварочным источником тепла 3 (т.е. плазмой или лазером). Скорость сварки можно повысить, используя в сочетании первый тепловой источник 2 и второй тепловой источник 3. Однако в публикации японской не прошедшей экспертизу патентной заявке №3-291176, как описано в примерах, поскольку толщина стенки t соединяемой трубы относительно мала (3 мм или меньше), температура предварительного нагрева, определяемая первым источником тепла 2, задается в пределах от 200 до 600°С. Когда эта технология применяется для сварных стальных труб (например, стальных труб UOE, спиральных стальных труб и т.п.), имеющих большой диаметр и большую толщину стенки t (более 6 мм), при температуре предварительного нагрева порядка 600°С улучшения скорости сварки ожидать нельзя. Кроме того, в публикации японской не прошедшей экспертизу патентной заявке №3-291176, в частности, дефекты сварки, возникающие на внутренней стороне стальной трубы, и в особенности дефекты сварки, возникающие при сварке с использованием высокоэнергоплотного теплового источника, такого как лазерный луч, полностью удалить невозможно. По этой причине и эта технология также не повышает скорость производства сварных стальных труб.
Технология, раскрытая в японском патенте №1738729, представляет собой технологию, в которой, как это иллюстрируется на фиг.3 японского патента №1738729, противоположные концы стальной полосы 1 предварительно нагревают с помощью первого теплового источника 10 (т.е. индукционного нагревательного элемента) на передней стороне по ходу операции (по отношению к направлению продвижения стальной трубы) от точки (т.е. точки Р схождения V-типа), у которой противоположные концы стальной полосы 1, которая формуется в цилиндр, входят в первый раз в контакт один с другим с помощью прижимных валков 11а и 11b, затем облучаются вторым тепловым источником 12 (т.е. лазерным лучом) на задней стороне по ходу операции от точки Р схождения V-типа и соединяются при последующем сдавливании прижимными валиками 13а и 13b. Однако противоположные концы стальной полосы 1 прижимаются прижимными валиками 11а и 11b, 13а и 13b в объеме прижима, при котором прижимные валки лишь вводят противоположные концы в контакт друг с другом. Соответственно, в японском патенте №1738729 может существовать проблема, состоящая в трудности соединения противоположных концов стальной полосы, обусловленной, например, брызгами от облучающей точки высокоэнергоплотного луча или возникновением прогара или подрезки. Наряду с этим в некоторых компонентах стальной полосы может происходить образование усадочных трещин. Кроме того, в японском патенте №1738729, в частности, возникающие на внутренней стороне стальной трубы дефекты сварки, и в особенности дефекты сварки, возникающие при сварке с использованием высокоэнергоплотного теплового источника, такого как лазерный луч, полностью удалить невозможно.
Технология, раскрытая в публикации японской не прошедшей экспертизу патентной заявке №8-174249, представляет собой технологию, в которой, как это иллюстрируется на фиг.1 публикации японской не прошедшей экспертизу патентной заявке №8-174249, противоположные концы сформованной в цилиндр стальной полосы предварительно нагревают с помощью первого теплового источника 6 (т.е. высокочастотного индукционного нагревательного устройства) и затем соединяют друг с другом с помощью второго теплового источника 10 (т.е. лазерного луча), одновременно применяя давление с помощью прижимных валков 4а и 4b. В этой технологии лазерный луч должен фокусироваться вблизи точки прижима 9. Однако точка облучения лазерного луча и плотность энергии неизбежно колеблются в зависимости от разных факторов на производственной линии сварной стальной трубы, что приводит к такой проблеме, как извилистость шва из-за изменений зазора между противоположными концами 1а и 1b стальной полосы или из-за смещения между точкой облучения и точкой 9 прижима, или к возникновению небольшого дефекта, называемого пичковым режимом, обусловленным колебаниями плотности энергии. Иными словами, в публикации японской не прошедшей экспертизу патентной заявке №8-174249, в частности, дефекты сварки, возникающие на внутренней стороне стальной трубы, в особенности дефекты сварки, возникающие при сварке с использованием высокоэнергоплотного теплового источника, такого как лазерный луч, полностью удалить невозможно.
Далее, при обработке сварной стальной трубы, изготовленной с помощью сварки электросопротивлением (т.е. при вторичной обработке трубы), существует тенденция развития трещин от стартовых точек, которыми являются сегрегационные линии, интенсивно выступающие наружу с внешней стороны и внутренней стороны шва трубы.
С учетом всего этого в публикации японской не прошедшей экспертизу патентной заявке №2006-150412 раскрывается технология, в которой шов сварной стальной трубы локально повторно расплавляется и отверждается на внешней и внутренней сторонах трубы. Такую технологию обычно применяют на сварных стальных трубах, изготовляемых с помощью широко известной сварки электросопротивлением, при заданной глубине повторного расплавления и не обязательно применяют на сварных стальных трубах, свариваемых с помощью высокоэнергоплотного луча. Соответственным образом, в публикации японской не прошедшей экспертизу патентной заявке №2006-150412 не предлагается способ полного удаления дефектов сварки, возникающих на внутренней стороне стальной трубы, в особенности дефектов сварки возникающих при сварке с использованием высокоэнергоплотного теплового источника, такого как лазерный луч.
Таким образом, остается область для улучшения применения технологии, раскрытой в публикации японской не прошедшей экспертизу патентной заявке №2006-150412, в отношении сварных стальных труб, свариваемых с помощью высокоэнергоплотного луча.
Раскрытие изобретения
Целью настоящего изобретения является предложение сварной стальной трубы, соединяемой с помощью высокоэнергоплотного луча таким образом, чтобы в шве отсутствовали дефекты сварки, и способа для эффективного изготовления сварной стальной трубы.
Настоящее изобретение предлагает сварную стальную трубу, шов которой соединен сваркой с помощью высокоэнергоплотного луча, включая шов на внешней стороне сварной стальной трубы, обрабатываемый таким образом, чтобы сгладить с помощью резки избыток наплавленного на шве металла, и исправленный шов на внутренней стороне сварной стальной трубы, который образуется при повторном плавлении и отверждении некоторой области шва, которая имеет глубину (h) 0,5 мм от поверхности или больше, в то время как ширина (WR) исправленного шва вдвое или более чем вдвое больше ширины WI шва на внутренней стороне сварной стальной трубы, а центральная линия CS шва совпадает с центральной линией CSR исправленного шва.
В сварной стальной трубе настоящего изобретения сваркой с помощью высокоэнергоплотного луча преимущественно является лазерная сварка.
В настоящем изобретении предлагается также способ изготовления сварной стальной трубы, шов которой соединен сваркой с помощью высокоэнергоплотного луча, который (способ) включает в себя формование стальной полосы 1 в цилиндрическую открытую трубу с помощью формовочного валка таким образом, что противоположные концы 1а и 1b стальной полосы 1 оказываются обращенными один против другого, при одновременной непрерывной подаче стальной полосы 1; расплавление противоположных концов 1а и 1b по всей толщине t путем применения высокоэнергоплотного луча 10 при одновременном воздействии давлением на открытую трубу с помощью прижимных валков 4а и 4b; образование шва путем соединения противоположных концов 1а и 1b; удаление избытка наплавленного металла (называемого также «валиком», «избыточным сварным швом» или «выступом» и далее называемым «валиком») шва с внешней стороны и с внутренней стороны полученной сварной стальной трубы с помощью резки; и затем образование исправленного шва 12 путем повторного плавления и отверждения некоторой области на внутренней стороне сварной стальной трубы, которая имеет глубину h=0,5 мм от поверхности или больше, и при этом ширина WR вдвое или более чем вдвое больше ширины WI шва на внутренней стороне сварной стальной трубы, а центральная линия CS шва выполнена так, что она совпадает с центральной линией CSR исправленного шва 12.
В способе изготовления сварной стальной трубы настоящего изобретения в качестве сварки с помощью высокоэнергоплотного луча преимущественно используется лазерная сварка.
При этом исправленный шов 12 преимущественно образуют с помощью какого-либо другого устройства за пределами производственной линии, на которой непрерывно производится сварная стальная плита.
Кроме того, перед облучением высокоэнергоплотным лучом противоположные концы 1а и 1b преимущественно предварительно нагревают до температуры плавления стальной полосы 1 или ниже.
Согласно настоящему изобретению, можно эффективно изготовлять сварную стальную трубу, которая скрепляется с помощью высокоэнергоплотного луча таким образом, что она не имеет дефектов сварки.
Краткое описание чертежей
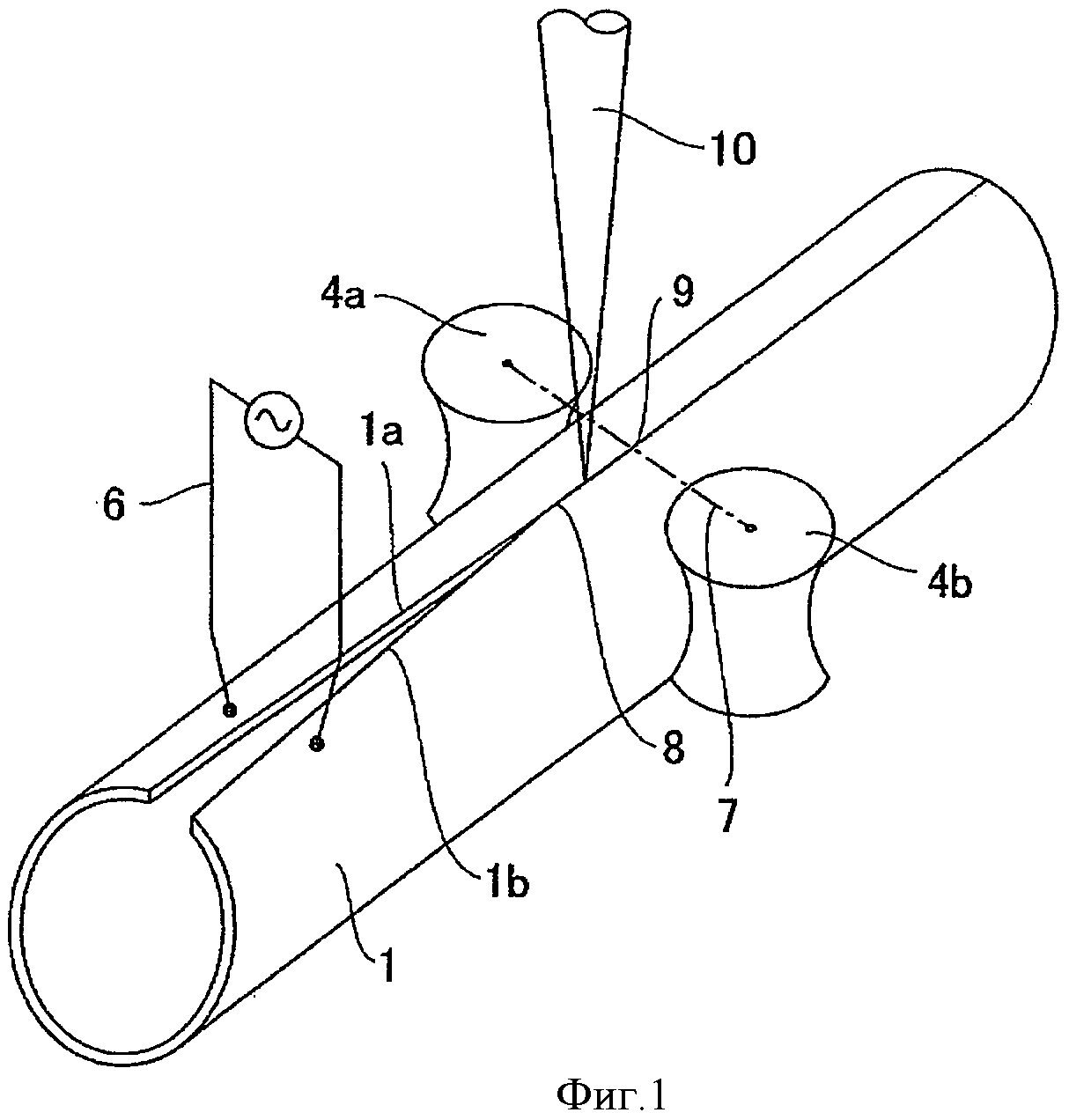
Фиг.1 - Схематический вид производственного устройства, используемого в способе настоящего изобретения.
Фиг.2 - Перспективный вид, схематически демонстрирующий пример, в котором соединяющиеся точки краев открытой трубы плавятся (свариваются) по всей толщине в результате применения настоящего изобретения.
Фиг.3 - Вид в поперечном сечении шовной части 11 сваренной лазером стальной трубы настоящего изобретения, полученной после срезки валиков на внешней стороне и внутренней стороне трубы.
Фиг.4 - Вид в поперечном сечении шовной части 11 сваренной лазером стальной трубы настоящего изобретения, на котором сварная стальная труба содержит исправленный шов 12.
Осуществление изобретения
Авторы настоящего изобретения провели интенсивные исследования технологии, в которой дефекты сварки шва сварной стальной трубы, сваренной с помощью высокоэнергоплотного луча, удаляются путем локального повторного плавления и отверждения шва, и, кроме того, предотвращается растрескивание шва, возникающее в процессе вторичной обработки. В результате была установлена необходимость применения резки в сочетании с технологией, в которой производится повторное плавление шва сварной стальной трубы, сваренной с помощью высокоэнергоплотного луча.
Иными словами, в сварной стальной трубе, сваренной с помощью высокоэнергоплотного луча, наплавленный металл (выступ, далее называемый «валиком») на шве на внешней стороне сварной стальной трубы удаляется с помощью резки до выравнивания поверхности. Однако, поскольку расплавленный металл, получаемый при применении высокоэнергоплотного луча, имеет малую ширину, существует тенденция образования на внутренней стороне сварной стальной трубы нерасплавленных участков, возникающих в результате брызг или прожога, и дефектов сварки, таких как подрез или пористость, обусловленные колебаниями плотности энергии высокоэнергоплотного луча и растрескиванием шва. Соответственным образом, чтобы предотвратить образование таких нерасплавленных участков и дефектов сварки, необходимо локально повторно расплавить часть поверхностного слоя внутренней стороны трубы после удаления валика и откорректировать форму и положение участка (далее называемого «исправленным швом 12»), образующегося при повторном плавлении и отверждения названной части.
Настоящее изобретение выполнено на основе указанного выше открытия.
Как это иллюстрируется на фиг.1, целевая стальная труба настоящего изобретения изготовляется путем формования стальной полосы 1 в цилиндр (так называемую открытую трубу) при непрерывной подаче стальной полосы 1 таким образом, чтобы противоположные концы 1а и 1b стальной полосы 1 оказывались обращенными один против другого. В настоящем изобретении противоположные концы 1а и 1b могут быть подвергнуты сварке с помощью высокоэнергоплотного луча при использовании первого теплового источника 6 (например, высокочастотного индукционного нагрева или высокочастотного нагрева сопротивлением) без предварительного нагрева противоположных концов 1а и 1b стальной полосы 1. Однако когда противоположные концы 1а и 1b предварительно нагревают с помощью первого теплового источника 6, можно добиться преимуществ, например повышения производительности изготовления сварных стальных труб.
В том случае, когда проводится предварительный нагрев противоположных концов 1а и 1b, температуру предварительного нагрева регулируют так, чтобы она была равной температуре плавления стальной полосы 1 или ниже. Однако, если температура стальной полосы 1 во время предварительного нагрева слишком низка, нагрузка на второй тепловой источник, который описан ниже, повысится, и производительность изготовления стальных труб улучшена не будет. Даже когда температура предварительного нагрева равна температуре плавления или ниже, эффект повышения скорости сварки может быть получен при 600°С или выше. С другой стороны, если температура стальной полосы 1 во время предварительного нагрева превышает 1200°С, провести удовлетворительную сварку будет трудно. По этой причине температура противоположных концов 1а и 1b стальной полосы 1, предварительно нагретой первым тепловым источником 6, преимущественно лежит в пределах от 600 до 1200°С.
Далее высокоэнергоплотный луч 10 (например, лазерный луч или электронный луч) фокусируется в качестве второго теплового источника 10 вблизи пересечения (т.е. точки прижима 9) между стыковой линией 8 (т.е. центральной линией шва) противоположных концов 1а и 1b стальной полосы 1 и линией 7, соединяющей осевые центры прижимных валков 4а и 4b. Облучение высокоэнергоплотным лучом 10 проводится при одновременном приложении давления на открытую трубу прижимными валками 4а и 4b. Однако впереди прижимных валков 4а и 4b (по отношению к направлению перемещения стальной трубы) зазор между противоположными концами 1а и 1b увеличивается за счет возвратного пружинного эффекта стальной полосы 1. Таким образом, когда высокоэнергоплотный луч 10 фокусируется впереди прижимной точки 9 при отверждении расплавленного металла 14, действует растягивающее напряжение, в результате которого возникает дефект сварки, такой как усадочные трещины, подрез или прожог. С другой стороны, позади прижимной точки 9 (по отношению к направлению перемещения стальной трубы) противоположные концы 1а и 1b стальной полосы постепенно сближаются один с другим. Следовательно, когда высокоэнергоплотный луч 10 воздействует на область, на которую действует давление со стороны прижимных валков 4а и 4b и которая расположена позади точки прижима 9, дефект сварки, такой как прожог, подрез или усадочные трещины, не возникает. Соответственным образом, эту область, на которую действует давление со стороны прижимных валков 4а и 4b и которая расположена позади точки прижима 9, облучают высокоэнергоплотным лучом 10.
Однако если высокоэнергоплотный луч 10 фокусируется в положении, значительно удаленном от точки прижима 9 в направлении против хода операции, возникает дефект сварки, такой как прожог или подрез, поскольку зазор (далее называемый «зазором стыковки») между противоположными концами 1а и 1b стальной полосы 1 слишком велик. Согласно проведенным авторами изобретения исследованиям, когда высокоэнергоплотный луч 10 применяется в условиях стыкового зазора 0,50 мм или меньше и, более предпочтительно, 0,20 мм или меньше, дефекты сварки не возникают. Область, в которой стыковый зазор находится в пределах от 0,50 до 0,20 мм, расположена позади точки прижима 5 на расстоянии примерно от 50 до 5 мм. Соответственным образом, точка облучения высокоэнергоплотным лучом 10 находится в положении позади точки прижима на расстоянии преимущественно от 0 до 50 мм и, более предпочтительно, от 0 до 20 мм. Эта область соответствует стыковому зазору в пределах от 0 до 0,50 мм и, более предпочтительно, в пределах от 0 до 0,20 мм.
Условия облучения (в частности, диаметр лучевого пятна, мощность луча, скорость сварки и т.п.) высокоэнергоплотным лучом 10 устанавливают адекватным образом в соответствии с толщиной t стальной полосы 1 так, чтобы стальная полоса 1 могла плавиться по всей толщине t. Например, на фиг.2 представлен перспективный вид, который схематически показывает пример, в котором соединяющиеся точки краев (концов 1а и 1b стальной полосы) открытой трубы плавятся (свариваются) при использовании настоящего изобретения. Стрелка А на фиг.2 показывает направление перемещения открытой трубы. Следует отметить, что замочная скважина 13, образующаяся при облучении высокоэнергоплотным лучом 10, и расплавленный металл 14, образующийся по периметру замочной скважины 13, показаны в прозрачном виде. Конкретнее, с помощью регулирования соединяющихся точек краев так, чтобы они постоянно присутствовали в замочной скважине 13, образуемой облучением высокоэнергоплотным лучом 10, или расплавленном металле 14, стальная полоса 1 может быть расплавлена по всей толщине t.
В качестве высокоэнергоплотного луча 10 преимущественно используют лазерный луч. Причиной этого является легкая регулировка точки облучения и объема облучения, а также стабильность поддерживания замочной скважины 13.
После расплавления указанным образом противоположных концов 1а и 1b стальной полосы противоположные концы 1а и 1b соединяются при приложении давления с помощью прижимных валков 4а и 4b, в результате чего получают сварную стальную трубу. Такую сварку обычно называют «однопроходной стыковой сваркой с полным проплавлением».
Поскольку расплавленный металл 14 имеет при сварке с помощью высокоэнергоплотного луча 10 малую ширину, легко возникает нерасплавленная часть, обусловленная брызгами или прожогом, подрезкой и усадочными трещинами, и, кроме того, при включении пара металла и т.п. легко образуется пористость. Чтобы предотвратить образование таких дефектов сварки, применяют давление с помощью прижимных валков 4а и 4b. Показателем, который определяет степень приложения давления, является расстояние осадки (когда противоположные концы 1а и 1b стальной полосы выровнены и давление сварки равно нулю, расстояние осадки принимается равным 0 мм. Когда к противоположным концам 1а и 1b стальной полосы прилагается дополнительное давление, величину сдавливания называют расстоянием осадки). Если расстояние осадки меньше 0,1 мм, количество расплавленного металла 14, вытесненного из шовной части 11, недостаточно, и в результате этого подрезка предотвращена быть не может. С другой стороны, если расстояние осадки превышает 1,0 мм, большая часть металла вытесняется из шовной части 11, и в результате этого образующийся шов значительно выступает в сторону внешней стороны и внутренней стороны, что приводит к образованию избыточного металла сварки (валика). Соответственно, даже если валик удаляется резкой до гладкого шва, легко возникает Г-образная трещина. Соответственно, расстояние осадки находится преимущественно в пределах от 0,1 до 1,0 мм.
Область, проходящая от положения предварительного нагрева, проводимого с первым тепловым источником 6, до точки прижима 9, сжимаемого прижимными валками 4а и 4b, преимущественно защищается инертным газом (например, азотом, гелием, аргоном и т.п.). Цель этого состоит в том, чтобы предотвратить окисление противоположных концов 1а и 1b стальной полосы 1 и исключить включение кислорода в расплавленный металл 14.
Далее, удаляют избыточный металл сварки (выступ, т.е. валик) на каждой из внешней и внутренней сторон шва полученной сварной стальной трубы. Валик удаляется с помощью обычного режущего инструмента (например, резака и т.п.). Более детально описание будет проводиться со ссылками на фиг.3 и 4, которые представляют виды в поперечном сечении шовной части 11.
Как это иллюстрируется на виде в поперечном сечении шовной части 11 на фиг.3, относящемуся к внешней стороне сварной стальной трубы, шовная часть 11 внешней стороны стальной трубы уплощается в результате удаления валика с помощью резки.
Однако, что касается шовной части 11 внутренней стороны сварной стальной трубы, в условиях облучения высокоэнергоплотным лучом 10, в частности, когда мощность и т.п. высокоэнергоплотного луча 10 недостаточна, существует тенденция образования нерасплавленной части или дефекта сварки, такого как подрезка или пористость. Следовательно, даже тогда, когда валик удаляется резкой, дефекты сварки могут оставаться на внутренней стороне сварной стальной трубы. В связи с этим, как это иллюстрируется на фиг.4, с помощью локального повторного расплавления и отверждения части поверхностного слоя шва на внутренней стороне сварной стальной трубы образуют участок 12 (т.е. исправленный шов 12), удаляя тем самым дефекты сварки, остающиеся на шве с внутренней стороны. В результате этого при вторичной обработке можно предотвратить образование в шве трещин, обусловленных остающимися дефектами сварки.
Если глубина h исправленного шва 12, образованного на внутренней стороне сварной стальной трубы, меньше 0,5 мм, дефекты сварки, оставшиеся на шве на внутренней стороне, не могут быть удалены в достаточной степени. Вследствие этого, во время вторичной обработки от дефектов сварки как от стартовых точек, в шве развиваются трещины. По этой причине глубина h исправленного шва 12 составляет 0,5 мм или больше. Однако, если глубина h исправленного шва 12 избыточно велика, может возникать дефект сварки, такой как подрезка или прожог. По этой причине максимум глубины h исправленного шва 12 лежит преимущественно в пределах от 0,5 до 5 мм и, более предпочтительно, в пределах от 0,5 до 2 мм.
Наряду с этим, как иллюстрируется на фиг.4, если ширина WR исправленного шва 12 меньше двойной ширины WI шва на внутренней стороне сварной стальной трубы, при вторичной обработке поверхностные дефекты, обращенные к внутренней поверхности сварной стальной трубы, становятся стартовыми точками для развития трещин. Соответственным образом, ширина WR исправленного шва 12 вдвое или более чем вдвое больше ширины WI шва на внутренней стороне сварной стальной трубы. Однако, если ширина WR исправленного шва 12 чрезмерно велика, может возникнуть дефект сварки типа подреза. По этой причине ширина WR исправленного шва 12 лежит преимущественно в пределах от 2 до 5 раз больше ширины WI шва на внутренней стороне сварной стальной трубы. Следует отметить, что такие поверхностные дефекты, обращенные к части 11 шва на внутренней поверхности сварной стальной трубы, возникают около шва в основном из-за явлений быстрого расплавления и отверждения в результате облучения высокоэнергоплотным лучом 10.
Центральная линия CSR исправленного шва 12, образующаяся на внутренней стороне сварной стальной трубы, выполняется таким образом, чтобы она совпадала с центральной линией CS шва. Причина этого состоит в том, что, если положение центральной линии CSR исправленного шва 12 смещено от центральной линии CS шва (смещение: ACS) на 5 мм или более, эффект удаления дефектов сварки шва с внутренней стороны трубы получен быть не может. Отсюда следует, что смещение (ACS) между центральными линиями равно преимущественно 5 мм или менее.
В качестве средства 10 нагрева для образования исправленного шва 12 используется устройство, в котором положение нагрева и количество тепла можно регулировать таким образом, чтобы форма (в частности, глубина и ширина) и положение исправленного шва 12 удерживались в указанных выше пределах. Например, может быть использована известная технология, такая как метод плавления с помощью горелки, метод лазерного плавления, метод плазменного плавления, метод плавления электронным пучком или метод плавления с использованием вольфрама и инертного газа (TIG).
Нагревание с целью образования исправленного шва 12 на внутренней стороне сварной стальной трубы может проводиться на воздухе. Однако в некоторых принятых средствах нагрева или при некоторых условиях нагрева атмосферный кислород может смешиваться в исправленном шве 12 с образованием оксида. Следовательно, предпочтительно производить нагрев и повторное расплавление в атмосфере инертного газа.
При образовании исправленного шва 12 на внутренней стороне сварной стальной трубы с целью дополнительного улучшения характеристик материала исправленного шва 12 могут добавляться легирующие элементы с использованием для этого проволоки, флюса, электродного материала и т.п.
Альтернативным образом, исправленный шов 12 можно образовывать на производственной линии, на которой непрерывно производится сварная стальная плита. Однако образование исправленного шва 12 может задерживать работу производственной линии, и, следовательно, с точки зрения улучшения производительности изготовления сварных стальных труб, предпочтительно образовывать исправленный шов 12 с помощью какого-либо другого аппарата отдельно от производственной линии.
Специальный аппарат для исправления шва преимущественно включает в себя, например, плавильное устройство (сварочное устройство), сконфигурированное для повторного расплавления внутреннего шва, которое (устройство) помещается на переднем конце стрелы, которая может вводиться внутрь сварной стальной трубы, и детектор шва, который может прослеживать внутреннюю часть 11 шва, осуществляя обработку изображения, причем эта внутренняя часть 11 шва предварительно подвергается срезке.
Пример 1
Как это иллюстрируется на фиг.1, каждую из горячекатаных стальных полос (толщиной 12 мм), содержащих компоненты, показанные в таблице 1, подают на многоступенчатые формующие валки (на фиг.1 не изображены) и формуют в цилиндр таким образом, чтобы противоположные концы 1а и 1b горячекатаной стальной полосы 1 были обращены один против другого. Далее, противоположные концы 1а и 1b горячекатаной стальной полосы предварительно нагревают, используя для этого в качестве первого теплового источника 6 высокочастотный нагрев сопротивлением. После этого в качестве второго теплового источника 10 используют луч CO2-лазера, расплавляя противоположные концы 1а и 1b горячекатаной стальной полосы 1 по всей глубине t, вслед за чем противоположные концы 1а и 1b соединяют, прилагая давление с помощью прижимных валков 4а и 4b. В результате этого получают сварные стальные трубы (внешний диаметр 406 мм).
Температура предварительного нагрева, определяемая первым тепловым источником 6, выход и точка облучения CO2-лазера, используемого в качестве второго теплового источника 10, и расстояние осадки, определяемое прижимными валками 4а и 4b, приведены в таблице 2. Что касается точки облучения CO2-лазера, точка прижима 9 определяется как нулевая, сторона, расположенная спереди от нее, представляется знаком плюс (+), а сторона позади нее представляется знаком минус (-). При этом область, которая защищена инертным газом (в частности, гелием), является областью, начинающейся от положения, в котором противоположные концы 1а и 1b горячекатаной стальной полосы подвергаются предварительному нагреву, и доходящей до положения, в котором противоположные концы 1а и 1b соединяются с помощью прижимных валков 4а и 4b, проходя через точку облучения CO2-лазером 10. Ширину шва измеряют с помощью визуального обследования как ширину шва на внешней стороне каждой из стальных труб, полученных после срезки валика, и рассчитывают среднее для пяти точек. Зазор стыковки определяют, получая изображение стыковой части с помощью камеры с последующими обработкой изображения и вычислением среднего значения.
Валики, образовавшиеся на внешней и внутренней сторонах каждой из полученных сварных стальных труб, срезают резаком, сглаживая поверхности с помощью металлообработки. Затем каждую из сварных стальных труб переносят с производственной линии на другой специализированный аппарат для образования на внутренней стороне труб исправленного шва 12. Способ плавления с целью локального повторного расплавления определенного участка шва и его атмосфера при образовании исправленного шва 12 приведены в таблице 3. Центральную линию CSR исправленного шва 12 делают такой, чтобы она совпадала с центральной линией CS шва (ΔCS=примерно 0 мм). Глубина h и ширина WR исправленного шва 12 также приведены в таблице 3. В данном случае каждую глубину h и ширину WR исправленного шва 12 определяют усреднением значений по трем точкам на поперечном сечении шовной части 11 стальных труб.
Примеры изобретения 1-6 являются примерами, в которых глубина h и ширина WR исправленного шва 12 удовлетворяют пределам настоящего изобретения. Сравнительные примеры 1 и 3 являются примерами, в которых глубина исправленного шва 12 лежит за пределами настоящего изобретения, а сравнительные примеры 2 и 4 являются примерами, в которых за пределами настоящего изобретения лежит ширина WR исправленного шва 12.
Далее, из каждой из сварных стальных труб был приготовлен испытательный образец (путем отрезки кольца длиной 300 мм), после чего проводили испытание на выравнивание с целью изучения растрескивания шва. В испытании на выравнивание кольцеобразный испытательный образец (длиной 300 мм) располагают так, чтобы центральная ось испытательного образца была ориентирована в горизонтальном направлении, а шов находился в верхнем положении (так, чтобы на шов на нижней стороне сварной стальной трубы действовало напряжение растяжения), и сжимают образец в вертикальном направлении. Визуально наблюдают возникающее при испытании на выравнивание растрескивание шва на внутренней стороне сварной стальной трубы. Количество трещин на шве на внутренней стороне приведено в таблице 3.
Как четко следует из таблицы 3, в испытании на выравнивание в примерах 1-6 изобретения в швах не наблюдалось никаких трещин, в то время как в сравнительных примерах 1-4 возникало от 6 до 15 трещин.
Было подтверждено, что сварные стальные трубы, швы которых не имеют дефектов сварки, можно эффективно изготовлять с использованием настоящего изобретения. Сварные стальные трубы не имеют дефектов сварки в своих швах, и трещины вследствие этого не образуются даже тогда, когда сварные стальные трубы подвергают вторичной обработке.
Пример 2
Горячекатаную стальную полосу (толщиной 5 мм), содержащую компоненты, указанные в таблице 4, подают на многоступенчатые формующие валки и формуют в цилиндр таким образом, чтобы противоположные концы 1а и 1b горячекатаной стальной полосы 1 были обращены один против другого. Далее, противоположные концы 1а и 1b горячекатаной стальной полосы расплавляют по всей толщине, используя в качестве второго теплового источника 10 волоконный лазер без применения первого теплового источника 6. После этого противоположные концы 1а и 1b соединяют, прилагая давление с помощью прижимных валков 4а и 4b, получая в результате сварную стальную трубу (внешний диаметр 273 мм). Полная длина шва сварной стальной трубы равна 20 м, а ширина шва на внутренней стороне трубы - 0,7 мм (в среднем). Ширину шва, стыковый зазор, глубину h и ширину WR исправленного шва 12 определяли, как в примере 1.
Выход и точка облучения волоконного лазера, используемого в качестве второго теплового источника 10, и расстояние осадки, определяемое прижимными валками 4а и 4b, приведены в таблице 5. Что касается точки облучения волоконного лазера, точка прижима 9 определяется как нулевая, сторона, расположенная спереди от нее, представляется знаком плюс (+), а сторона позади нее представляется знаком минус (-). Область между облучением волоконного лазера до соединения с помощью прижимных валков 4а и 4b защищена аргоном.
Валики, образовавшиеся на внешней и внутренней сторонах сварной стальной трубы, срезают резаком, выравнивая поверхности с помощью металлообработки. После этого сварную стальную трубу переносят с производственной линии на другой специализированный аппарат с целью образования на внутренней стороне трубы исправленного шва 12. Способ плавления с целью локального повторного расплавления определенного участка шва и его атмосфера при образовании исправленного шва 12 приведены в таблице 6. Центральную линию CSR исправленного шва 12 делают такой, чтобы она совпадала с центральной линией CS шва. Глубина h и ширина WR исправленного шва 12 также приведены в таблице 6. Пример 7 изобретения является примером, в котором глубина h и ширина WR исправленного шва 12 удовлетворяют пределам настоящего изобретения. Сравнительный пример 5 является примером, в котором не было проведено повторное расплавление с целью исправления шва.
Далее было проведено испытание, включающее ультразвуковое исследование каждой из полученных сварных стальных труб. Ультразвуковая дефектоскопия была выполнена в соответствии с Японскими промышленными стандартами (JIS) G0582 по всей длине шва. По отношению к искусственному дефекту с зарубкой на внутренней/внешней поверхности (N5), используемому в качестве стандарта, труба, имеющая высоту пика 10% или меньше, оценивается как отличная (А Θ), труба, имеющая высоту пика больше 10% и 25% или меньше, оценивается как хорошая (В ○), труба, имеющая пиковую высоту больше 25% и 50% или меньше, оценивается как приемлемая (С Δ), и труба, имеющая высоту пика больше 50%, оценивается как неприемлемая (D ×). Результаты приведены в таблице 6.
Как четко следует из таблицы 6, в примере 7 изобретения возникновение дефектов сварки подавляется образованием исправленного шва 12 на части 11 шва на внутренней стороне стальной трубы.


Реферат
Изобретение относится к сварной стальной трубе и способу ее изготовления с помощью высокоэнергоплотного луча. Стальную полосу формуют в цилиндр таким образом, чтобы противоположные концы стальной полосы были обращены один против другого. Одновременно подавая стальную полосу, противоположные концы сваривают на всю их глубину с помощью высокоэнергоплотного луча при одновременном применении давления с помощью прижимных валков. Избыток сварочного металла шва на внешней стороне и внутренней стороне полученной сварной стальной трубы удаляют резкой. После этого образуют исправленный шов путем повторного расплавления и отверждения определенной области на внутренней стороне сварной стальной трубы, которая имеет глубину не менее 0,5 мм и шириной вдвое или более чем вдвое ширины шва на внутренней стороне до переплавления. Центральная линия шва совпадает с центральной линией исправленного шва. В результате получают шов, не имеющий дефектов сварки. 2 н. и 3 з.п. ф-лы, 4 ил., 2 пр., 6 табл.
Комментарии