Способ контактной модификации листового металла для изготовления оболочек - RU2680331C1
Код документа: RU2680331C1
Чертежи

Описание
Способ изготовления модифицированного металлического листа
Изобретение относится к области машиностроения и может быть использовано в самых разных областях техники: приборостроении, авиастроении, автомобилестроении, технологиях создания строительных материалов и конструкций, в области трубопроводного транспорта, в частности при создании амортизирующих устройств, подвергающихся упругой деформации.
Во всех перечисленных областях техники широкое применение получили детали и конструкции с повышенными прочностными свойствами. С целью устранения дефектов и предотвращения их образования в процессе эксплуатации, а также для обеспечения длительного срока службы изделий из металла, предпринимаются различные способы обработки их поверхности.
Известно большое число способов модификации поверхностного состояния деталей из металлов, композиционных материалов, диэлектрических и полупроводниковых структур, в том числе и с применением лазерных технологий.
Известен способ модификации поверхности металлов (патент РФ №2200771, 2001 г, патентообладатель Российский химико-технологический университет им. Д.И. Менделеева), который заключается в том, что проводят микролегирование поверхностного слоя магнитно-абразивной обработкой при скорости магнитно-абразивного резания не менее 500 м/мин, напряженности магнитного поля в рабочем зазоре между полюсами 0,4-0,7 Тл и величине этого зазора 2-5 мм. Магнитно-абразивную обработку поверхностного слоя металла проводят порошками, содержащими карбиды переходных металлов IV-VI групп периодической системы. Способ
1
позволяет в одной операции совместить механическую очистку и выглаживание поверхности с микролегированием поверхностного слоя переходными металлами, улучшающими коррозионную стойкость металлов. При обработке по предложенному способу в поверхностном слое создаются сжимающие напряжения, улучшающие защитные свойства образующейся на нем оксидной пленки.
Из патента РФ №2039069, 1993 г, (патентообладатель Санников С.Г. и др.) известен способ модификации поверхности металлов, путем нанесения полимерного антифрикционного покрытия, включающий подготовку поверхности, обработкой ее обезжиривающим агентом, в качестве которого используют содовый водный раствор, промывку водой, сушку поверхности при температуре до 400°C, нанесение раствора антифрикционной композиции, которое осуществляют в две стадии: сначала наносят грунтовочный слой, высушивают, а потом наносят отделочный слой и проводят термообработку при температуре 410°C. При этом антифрикционная композиция представляет собой многокомпонентную смесь, содержащую сополимеры тетрафторэтилена, поливиниловый спирт, ПАВ, глицерин, воду и др. Недостатками данного решения являются многостадийность способа нанесения, сложность приготовления многокомпонентной композиции, негативное воздействие на окружающую среду и нерегулярная толщина покрытия. Кроме того, необходимо отметить невысокую износостойкость получаемого покрытия, что в свою очередь приводит к недолговечности изделий, изготовленных из обработанного по данному способу металла, что особенно актуально для объемных изделий, оболочек, подвергающихся упругим внутренним или внешним воздействиям, основными причинами разрушения которых являются трение и развитие усталостной трещины.
Технической проблемой предлагаемого изобретения является создание способа изготовления модифицированного металлического листа для
2
изготовления объемных изделий, оболочек, подвергающихся упругой деформации, обеспечивающего повышение рабочего ресурса оболочек.
Поставленная техническая проблема решается за счет того, что в известном способе изготовления модифицированного металлического листа, включающий подачу металлического листа и нанесение модификационной композиции на его поверхность, согласно заявленного решения, используют щелевую камеру, в которой осуществляют принудительную протяжку металлического листа механизмом, содержащим модифицирующие валки и прижимные устройства, при этом модификационную композицию подают непосредственно на модифицирующие валки, которые прижимают к поверхности металлического листа с усилием прижима от 5 до 150 МПа, регулируемого прижимными устройствами, и создают низкочастотные колебания прижимных устройств, причем в качестве модификационной композиции используют фторорганическое поверхностно-активное вещество МОКОМ. При этом на поверхности металлического листа формируют мономолекулярную пленку модификационной композиции толщиной от 1,0 до 7,0 нм. и создают температуру в щелевой камере от 50 до 80 градусов.
Технический результат достигается за счет того, что при производстве из модифицированного металлического листа разного рода оболочек, подвергающихся упругой деформации, наличие абсорбированного слоя фторорганическое поверхностно-активное вещество (ФПАВ) МОКОМ на поверхности листового металла в сочетании с приложенным усилием прижима модифицирующих валков, обеспечивает значительное возрастание действующих плоскостей скольжения или увеличение числа точек скольжения. Если задано внешнее нагружение, то увеличение сдвигов в присутствии адсорбирующих веществ приводит к увеличению пластической деформации в поверхностном слое. В результате происходит так называемое «мягкое» упрочнение, снижающее возникновение дефектных мест в решетке, образование и развитие микротрещин, происходит «залечивание» дефектов
3
структуры металла и смыкание микротрещин. Слой фторорганического поверхностно-активное вещества (ФПАВ) МОКОМ имеет двойное действие абсорбционного пластифицирования на фрикционный контакт - понижение сопротивления сдвигу и понижение нормальных напряжений, что сглаживает поверхность контакта и снижает локальные напряжения. В основе его действия лежит эффект, заключающийся в адсорбционном понижении прочности сопротивления деформации металла. Оно проявляется в виде снижения предела текучести, в уменьшении коэффициента упрочнения или в увеличении скорости деформации при испытаниях на ползучесть. Молекулы фторорганическое поверхностно-активное вещество (ФПАВ) МОКОМ, закрепляемые за счет сил хемосорбции, образуют структуры Ленгмюра в виде спиралей с нормально направленными к поверхности материала осями. При этом происходит изменение состояния обработанной поверхности на молекулярном уровне. Фторорганическое поверхностно-активное вещество (ФПАВ) МОКОМ, не меняет структуру обрабатываемой поверхности, а лишь модифицирует ее, придавая поверхности антифрикционные, антиадгезионные, защитные свойства в широком диапазоне температур и самовосстановление поверхности от мелких повреждений.
При изготовлении разного рода оболочек, воспринимающих упругие деформации, таких как мембраны измерительных приборов, защитных устройств, амортизирующих устройств и т.п., благодаря высокой проникающей способности и усилию прижима модифицирующих валков, модифицирующая композиция проникает в микродефекты и микротрещины металла, усиливая хемосорбционную связь пленки модифицирующей композиции с поверхностью обрабатываемого материала. При последующей деформации воспринимаемой готовым изделием эти микродефекты трансформируются в усталостную трещину при значительно большей цикловой наработке, тем самым, продлевая жизненный цикл изделия.
Заявленное решение поясняется графическими материалами, где:
4
На фиг. 1 - представлена схема установки для осуществления способа изготовления модифицированного металлического листа.
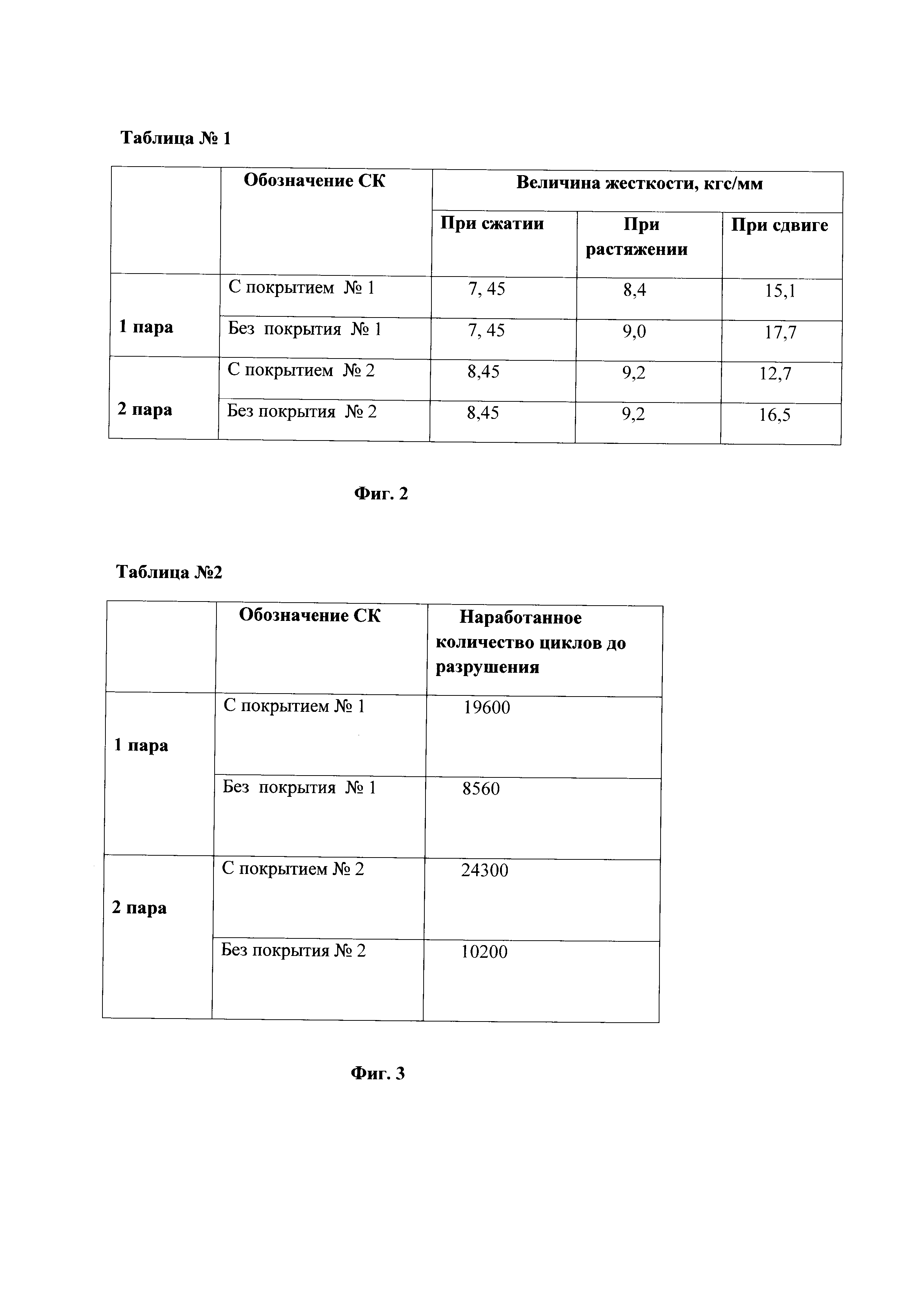
На фиг. 2 и фиг. 3 - представлены таблицы результатов испытаний сильфонных компенсаторов с нанесением модифицирующего состава и без него.
Установка для осуществления способа изготовления модифицированного металлического листа содержит щелевую модификационную камеру 1 (не показано), в которую из рулона 2 подается листовой металл 3. В камере 1 расположены модифицирующие валки 4, рабочие органы устройства подготовки листового материала 5. В щелевой камере 1 расположено также устройство нагрева 6, которое поддерживает температуру в щелевой камере в диапазоне от 50 до 80 градусов и вибрационное устройство 7 подачи модификационной композиции МОКОМ на модифицирующие валки 4.
Способ изготовления модифицированного металлического листа, включает подачу листового металла 3 в специальную щелевую камеру 1 путем принудительной протяжки листового металла механизмом, содержащим модифицирующие валки 4. Поверхность листового металла, подлежащая модификации, должна быть чистой и сухой, без следов масла, ржавчины, окалины, смазки. Для расконсервации и обезжиривания могут применяться различные растворители: ацетон, бензин "Колоша", хлорсодержащие растворители, хладоны, спирты и др. Кроме того, обезжиривание можно осуществлять и пожаробезопасными техническими моющими средствами на основе ПАВ.
В качестве модификационной композици используют фторорганическое поверхностно-активное вещество (ФПАВ) МОКОМ. Модификационная композиция МОКОМ подается на модифицирующие валки 4. С помощью прижимного устройства 8 создается усилие прижима модифицирующих валков 4 к поверхности листового металла 3 в диапазоне от 5 до 150 МПа. В зоне модификации создают низкочастотные колебания прижимных
5
устройств 8. Все операции в щелевой камере 1 синхронизированы, за счет изменения скорости вращения модифицирующих валков 4 и скорости подачи листового металла 3. В процессе модификации создается разделительная среда пленка молекулярного слоя МОКОМ. Подбором объема модификационной композиции и времени обработки формируют на поверхности металла мономолекулярную пленку ФПАВ толщиной от 1,0 до 7,0 нм. Использование концентрированной модификационной композиции, т.е. без использования растворителя, в сочетании с усилием прижима модифицирующих валков к поверхности листового металла прижимными устройствами, обеспечивает высокую способность растекаться, высокую проникающую способность молекул модификационной композиции, за счет чего она распределяется по поверхности ровным слоем с одинаковой толщиной слоя.
По окончании процесса проводят контроль модификации методом измерения угла краевого смачивания.
Данный способ обеспечивает сочетание факторов изменения состояния поверхности металла с точки зрения противостояния развитию усталостной трещины при упругой циклической деформации оболочки, путем понижения поверхностной энергии вещества и улучшения структуры металла, за счет проникновения в нее молекул модификационной композиции МОКОМ. Дополнительным преимуществом предлагаемой технологии является экономия модифицирующей композиции и исключение негативного воздействия на окружающую среду.
Результаты сравнительных испытаний с целью исследования влияния покрытия модификационной композицей МОКОМ на жесткостные характеристики и циклическую долговечность сильфонных компенсаторов с нанесением модификационной композиции и без него приведены в таблицах (фиг. 2 и фиг. 3). Испытаниям подвергались четыре опытных образца, два из которых были обработаны модификационной композицей. Определение
6
жесткости проводилось в соответствии с пп. 6.1 и 6.2 «Программы и методики сравнительных испытаний» ИЯНШ.З02667.626-02.01 ПМ1. По результатам замеров были построены графики жесткости при растяжении, сжатии и сдвиге. На основании графиков определены величины жесткостей, приведенные в Таблице 1. Испытания на циклическую долговечность сильфонных компенсаторов проводились в соответствии с п. 6.3 «Программы и методики сравнительных испытаний» ИЯНШ.302667.626-02.01 ПМ1. Результаты испытаний на циклическую долговечность сильфонных компенсаторов приведены в Таблице 2.
Данные проведенных испытаний позволяют сделать вывод о том, что применение заявленного способа обеспечивает увеличение ресурса работоспособности изделия, а именно увеличение количества циклов от начала эксплуатации до наступления предельного состояния изделия.
Заявленный способ изготовления модифицированного металлического листа может быть использован при изготовлении разного рода оболочек, воспринимающих упругие деформации за счет приложения внешнего или внутреннего давления: мембраны измерительных приборов (манометры), защитных устройств, амортизирующие устройства: рессоры, (упругие элементы, воспринимающие нагрузки), сильфонные муфты, компенсаторы и тому подобное.
7
Реферат
Изобретение относится к способу изготовления модифицированного металлического листа. Осуществляют подачу металлического листа и нанесение модификационной композиции на его поверхность. Используют щелевую камеру, в которой осуществляют принудительную протяжку металлического листа механизмом, содержащим модифицирующие валки и прижимные устройства. Модификационную композицию подают непосредственно на модифицирующие валки, которые прижимают к поверхности металлического листа с усилием прижима от 5 до 150 МПа, регулируемого прижимными устройствами. Создают низкочастотные колебания прижимных устройств. В качестве модификационной композиции используют фторорганическое поверхностно-активное вещество МОКОМ. В результате обеспечивается повышение рабочего ресурса металлического листа. 2 з.п. ф-лы, 3 ил.
Комментарии