Пресс для прямого прессования металлических изделий - RU2577663C1
Код документа: RU2577663C1
Чертежи




Описание
Область техники, к которой относится изобретение
Прессы для прямого прессования содержат следующие основные компоненты: главный цилиндр, предназначенный для создания давления или усилия, необходимого для деформации заготовки. Заготовки являются исходным продуктом, который подвергается прессованию, и могут быть изготовлены из различных металлов или сплавов, например, алюминия, меди, бронзы, стали и так далее. Заготовки могут иметь различные диаметры поперечного сечения.
Уровень техники
Известно, что величину давления, создаваемого главным цилиндром в прессах для прямого прессования, выбирают в соответствии с типом прессуемого металла и диаметром заготовки. Представленные на рынке прессы создают усилие прессования, значение которого находится в диапазоне от 600 до 15000 тонн, а диаметры заготовок, которые могут быть обработаны при помощи таких прессов, могут варьироваться от 152 мм (6′′) до 600 мм (24′′).
Каждый металл характеризуется минимальным значением удельного рабочего давления, которое должно быть создано при помощи пресса для выполнения прессования. Например, в соответствии с усилием, создаваемым прессом, и поперечным сечением заготовки для обработки, алюминий имеет удельное давление в диапазоне от 50 до 80 кг/мм2. Максимальные достигаемые скорости прессования также могут различаться в зависимости от прессуемого металла: например, прессование алюминия может быть выполнено со скоростью движения матрицы в диапазоне от 0 до 30 мм/с, прессование меди и бронзы со скоростью в диапазоне от 0 до 65 мм/с, а прессование стали со скоростью в диапазоне 0 до 400 мм/с.
Основным элементом экструзионных прессов является главный цилиндр, который через пресс-штемпель выдавливает заготовку в контейнере и затем вызывает ее прохождение через отверстие матрицы. После прессования заготовку перемещают к ножницам, предназначенным для отрезания последнего участка заготовки (так называемого «заднего конца»), который остается выше от матрицы, так как в ней находятся отходы заготовки. Таким образом, задний конец остается прикрепленным к матрице, а затем вынимается и падает после вертикального перемещения ножниц сверху вниз в направлении ортогонально оси заготовки.
В документах JP 8033917 и JP 8010831 раскрыты системы крепления ножниц к прессу, в которых ножницы надежно прикреплены к реакционной поперечине пресса с помощью рамы, подвешенной над матрицей. Конструкция для крепления ножниц с помощью реакционной поперечины пресса смещена на определенное расстояние от области резки, причем во время резки данная конструкция создает действующий на фиксирующую конструкцию изгибающий момент, равный произведению усилия резания и расстояния до поверхности поперечины, к которой прикреплена фиксирующая конструкция.
Указанный изгибающий момент, возникающий во время отрезания заднего конца, передается на пресс через фиксирующую конструкцию ножниц, что негативно влияет на ровность реза. Из-за отклонения лезвия от идеальной траектории, которая соответствует плоскости, расположенной ортогонально оси заготовки, образуется дугообразный и косой срез, соответствующий наклону плоскости, расположенной поперек продольной оси заготовки, в результате чего по мере движения лезвия через задний конец происходит постепенное смещение края лезвия от поверхности матрицы. В конце резки материал попадает на нижнюю кромку матрицы из-за наклона плоскости резки относительно плоскости матрицы. Соответственно, при постепенном приближении контейнера к матрице остатки материала не позволяют обеспечить эффективный захват области между контейнером и матрицей, в результате чего остается зазор, в который может попасть часть следующей прессуемой заготовки, в связи с чем понадобится обеспечить контроль отходов, образующихся во время работы пресса.
Другая проблема, описанная в указанных документах JP 8033917 и JP 8010831, возникает во время замены контейнера и связана с размерами ножниц. Во время замены контейнер перемещают в осевом направлении и вынимают из пресс-штемпеля, а затем снимают с верхней части пресса путем перемещения поперек осевого направления. Во время извлечения ножницы мешают движению контейнера, из-за чего возникает необходимость в увеличенном ходе контейнера для того, чтобы создать большее свободное пространство сбоку от главного цилиндра для снятия контейнера сверху.
В документе US 3220237 описан экструзионный пресс, оснащенный ножницами, установленными на двух продольных стойках пресса, вдоль которых ножницы могут быть перемещены только на очень ограниченное расстояние порядка нескольких миллиметров для калибровки положения плоскости резки лезвий ножниц. Перемещение выполняют только вручную с помощью затяжки гайки на резьбовом стержне, что является недостаточным для освобождения области над поверхностью контакта матрицы с контейнером, и соответственно, для снятия контейнера с пресса приходится увеличивать длину стойки. Перемещение ножниц возможно только вне рабочего цикла пресса, например, во время технического обслуживания, в то время как во время рабочего цикла выполнение данной операции невозможно.
Раскрытие изобретения
Целью изобретения является создание пресса для прямого прессования металлических изделий, оборудованного ножницами, в котором устранены указанные выше недостатки и улучшено качество резки заднего конца полосы, что позволяет получить точные и ровные резы и обеспечить удаление остатков заднего конца с поверхности матрицы для предотвращения накопления отходов экструдированного материала на матрице.
Еще одной целью изобретения является обеспечение чистоты поверхности зажима между матрицей и контейнером, без образования заусенцев, что позволит предотвратить образование неоднородных участков, на которых может произойти падение части заготовки, за счет чего можно избежать потери материала и образования дополнительных заусенцев.
Другой целью изобретения является создание экструзионного пресса, обладающего компактными размерами при простоте технического обслуживания.
В соответствии с первым изобретением эти и другие недостатки устраняют с помощью пресса для прессования металлических изделий, в частности, заготовок, который имеет ось прессования и который содержит: главный цилиндр, расположенный на первом конце пресса относительно оси прессования, и имеющий поршень; подвижную поперечину, установленную на поршне главного цилиндра; пресс-штемпель (пуансон), расположенный коаксиально поршню главного цилиндра, который приводит его в движение; контейнер, имеющий сквозное отверстие, коаксиальное оси и выполненное с возможностью вставки в него заготовки во время прессования; реакционную поперечину, расположенную на втором конце пресса относительно оси прессования и имеющую сквозное отверстие, расположенное коаксиально оси для обеспечения прохождения металлических изделий после прессования; экструзионную матрицу с отверстием, коаксиальным оси, и нажимным кольцом, расположенным между матрицей и реакционной поперечиной и коаксиальным оси; по меньшей мере три продольные стойки, параллельные оси прессования, которые соединяют главный цилиндр с реакционной поперечиной и обеспечивают передачу усилий реакции, возникающих во время прессования; ножницы, выполненные с возможностью резки металлических изделий вдоль плоскости резки, проходящей поперек оси прессования, которые могут быть расположены в одной плоскости с плоскостью резки, ортогональной оси прессования, и которые соединены непосредственно с двумя фиксирующими стойками по меньшей мере трех продольных стоек через кинематическую скользящую муфту параллельно оси прессования, что позволяет расположить ножницы в другом осевом положении вдоль оси прессования, причем при расположении ножниц рядом с реакционной поперечиной они не пересекают плоскость резки, проходящей поперек оси (X).
В предпочтительном варианте реализации ножницы установлены на продольных стойках, а именно на корпусах стоек, при этом реакционная поперечина не создает помех для ножниц.
После прессования всех заготовок при обрезке заднего конца полосы ножницы вертикально выровнены на поверхности матрицы и, поскольку рез проходит вдоль оси ножниц, изгибающие моменты не возникают, при этом возникает только вертикальная реакция на рез, действующая на стойки пресса, обладающие высокой прочностью и не подвергаемые значительным деформациям после резки. Соответственно, рез вдоль всей поперечины будет точным и прямым, что позволит избежать образования изогнутых кривых резов и попадания оставшегося материала на поверхность контакта между матрицей и контейнером.
В предпочтительном варианте конструкция, которая крепит ножницы на стойках, может быть оборудована скользящими блоками, с помощью которых они будут перемещаться вдоль стоек по соответствующим скользящим направляющим с управлением, например, от гидравлических цилиндров, пневматических цилиндров или зубчатых реек. Такой способ соединения позволяет расположить ножницы в других осевых положениях вдоль стоек даже во время прессования.
Кроме того, поскольку ножницы могут быть перемещены параллельно оси стоек пресса, а рабочая область ножниц находится близко к реакционной поперечине, ножницы не будут мешать во время замены контейнера: их можно перемещать в матрицу, освобождая место перед торцевой плоскостью матрицы, что позволит увеличить пространство для удаления контейнера сверху, поскольку ножницы больше не будут создавать препятствие. Это дополнительно позволит укоротить стойки на величину, равную толщине выступающей части ножниц относительно матрицы.
Решение в соответствии с изобретением позволяет выполнять перемещение как вне рабочего цикла, когда можно переместить ножницы для снятия контейнера и выполнения технического обслуживания, так и во время рабочего цикла, когда ножницы можно переместить от линии резана время прессования для создания свободного пространства для контейнера и поперечины.
Дополнительное преимущество заявляемого решения заключается в возможности автоматического управления осевым перемещением ножниц как во время рабочего цикла, так и во время технического обслуживания.
Таким образом, пресс для прямого прессования может быть оснащен стойками, что позволит уменьшить длину всего устройства по сравнению с прессами, известными из уровня техники, а также увеличить прочность пресса и повысить качество прессуемых изделий.
В соответствии с другим аспектом изобретения указанные проблемы решают с помощью выполнения прессования с помощью вышеуказанного пресса.
Пресс, соответствующий изобретению, обладает следующими преимуществами:
- увеличенная прочность всей конструкции пресса, положительно отражающаяся на конечном качестве прессованных изделий;
- увеличенная производительность, достигаемая за счет снижения вероятности падения части материала и образования заусенцев, из-за которых обычно приходится останавливать пресс;
- уменьшенный вес и размеры пресса;
- сниженные расходы на производство пресса.
Краткое описание чертежей
На Фиг. 1 показан схематический вид сбоку экструзионного пресса в соответствии с изобретением;
На Фиг. 2 показан вид сбоку вдоль плоскости, проходящей ортогонально направлению оси пресса в соответствии с изобретением;
На Фиг. 3 показан вид сбоку вдоль осевой плоскости пресса в первом рабочем положении;
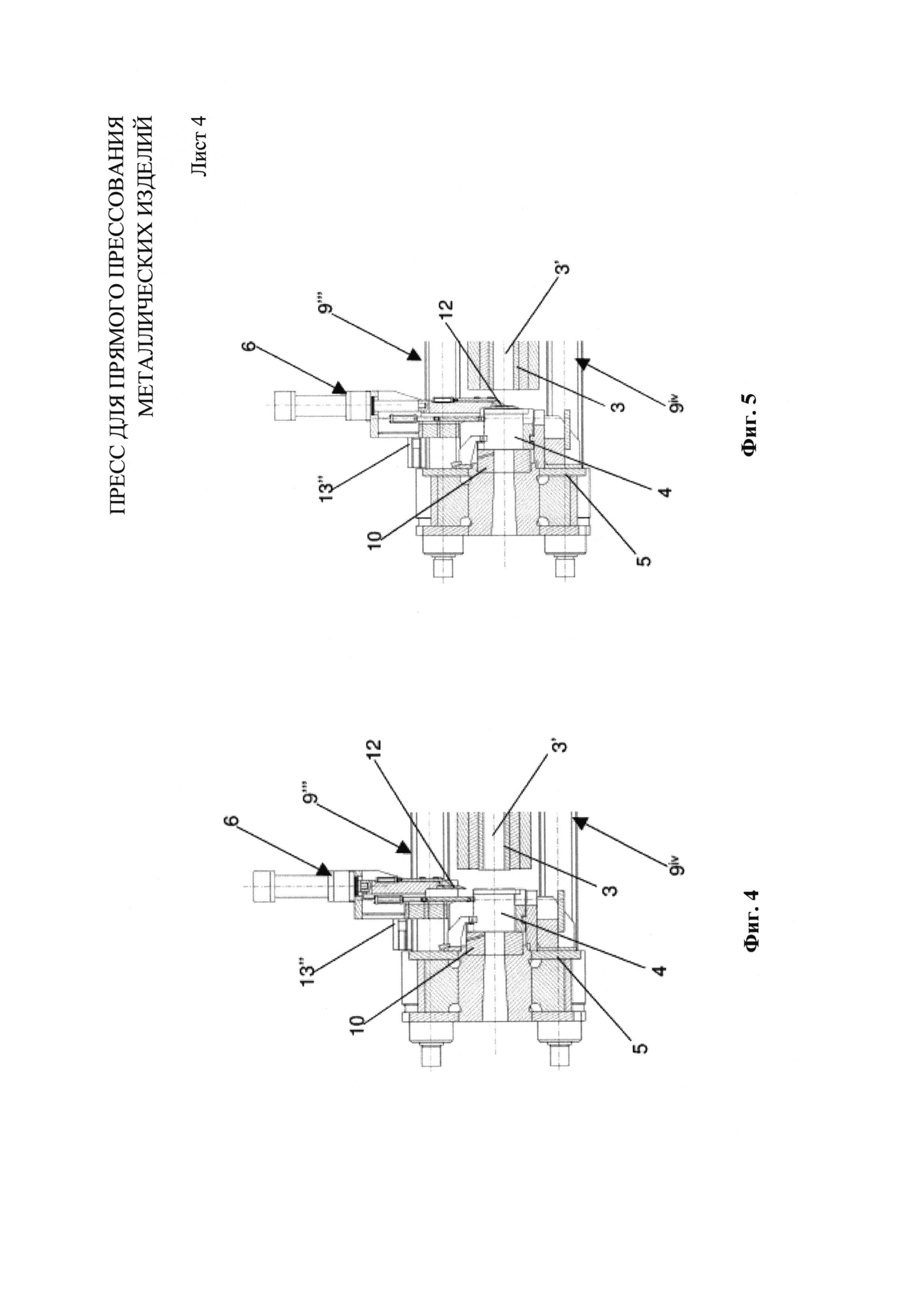
На Фиг. 4 показан вид сбоку вдоль осевой плоскости пресса во втором рабочем положении;
На Фиг. 5 показан вид сбоку вдоль осевой плоскости пресса во втором рабочем положении;
На Фиг. 6 показан вид пресса сверху в соответствии с изобретением.
Осуществление изобретения
Пресс для прямого прессования обозначен ссылочной позицией 100, имеет ось прессования Х и состоит из главного цилиндра 1, пресс-штемпеля 2, который установлен на поршне главного цилиндра 1 и имеет диаметр, примерно равный диаметру заготовки 7 до прессования. Пресс-штемпель 2 предназначен для передачи давления прессования, оказываемого главным цилиндром 1 на заготовку, для перемещения ее внутрь осевого отверстия 3′ контейнера 3. Диаметр данного отверстия 3′ практически равен диаметру заготовки 7 до прессования, чтобы не создавать препятствия для прохождения заготовки, продвигаемой пресс-штемпелем 2 к матрице 4. На конце пресс-штемпеля 2 расположен прессующий упор 2′, служащий для герметизации отверстия 3′ контейнера и предотвращения выпадения металла из входного отверстия.
Контейнер 3 предназначен для обеспечения продольного положения заготовки 7 во время прессования и направления потока металла внутрь матрицы 4. Контейнер 3 нагревается до температуры нагрева, которая зависит от обрабатываемого металла, например, для алюминия данная температура примерно равна 450°С.
Матрица 4 содержит нарезчик резьбы с обработанным центральным отверстием, имеющим форму, аналогичную форме поперечного сечения прямого изделия, получаемого в конце прессования. Площадь поперечного сечения изделия, имеющего такую же форму, как и среднее отверстие матрицы 4, меньше площади поперечного сечения заготовки 7 до прессования. Металл проходит через матрицу 4 под давлением, прилагаемым главным цилиндром 1 к заднему концу заготовки 7, что позволяет получить необходимую форму, растягивая и придавая форму полосам с длиной более 100 м. В соответствии с принципом сохранения массы получающаяся полоса будет иметь такой же вес, что и заготовка, загружаемая в контейнер, без заднего конца, причем длина полосы будет зависеть от разницы между конечной площадью поперечного сечения и начальной площадью поперечного сечения заготовки 7.
Экструзионный пресс 100 содержит реакционную поперечину 5, на которой коаксиально оси прессования установлено нажимное кольцо 10, предназначенное для компенсации усилия главного цилиндра 1, действующего на заготовку, и его передачи на стойки 9′, 9′′, а также на стойки 9iii и 9iv, не показанные на Фиг. 1. В центре реакционной поперечины 5 и нажимного кольца 10 предусмотрено отверстие 8, которое предназначено для перемещения полос, получаемых после прохождения через матрицу 4, на следующий участок обработки в производственной линии. Предпочтительно предусмотрено четыре продольные стойки 9′, 9′′, 9iii и 9iv, которые состоят из предварительно напряженных стяжных колонок 16′, 16′′, 16iii, 16iv, установленных внутри соответствующих корпусов 17′, 17′′, 17iii, 17iv, которые используются в качестве распорных деталей между двумя поперечинами 5 и 15 экструзионного пресса 100. Верхняя поперечина 5 жестко соединена с опорой главного цилиндра 1.
По варианту выполнения пресса, который не показан на чертежах, может быть использовано только три стойки для соединения главного цилиндра 1 и реакционной поперечины 5, также, например, вместо двух стоек, опирающихся на пол, может быть использована одна стойка, формирующая опору для пресса.
По одному варианту реализации ножницы 6 удерживаются корпусами 17′ и 17iii по меньшей мере двух стоек, например, двух верхних стоек 9′ и 9iii, с помощью ограничителей, которые во время резки увеличивают реакционную силу, действующую на рез в вертикальном направлении, которая передается на стойки пресса; благодаря данным ограничителям ножницы фиксируются точно по вертикали в плоскости резки и ортогонально оси X, что позволяет получить идеально прямой рез и устранить образование остатков материала.
По другому варианту реализации ножницы 6 удерживаются, например, корпусами 17′ и 17iii верхних стоек 9′ и 9iii с помощью кинематической связи, что позволяет им перемещаться продольно вдоль стоек 9′ и 9iii, оставаясь при этом в среднем положении между двумя корпусами 17′ и 17iii направлении параллельно и поперек оси X, позволяя выполнять резку вдоль направления стрелки Z. Это достигается при помощи скользящих блоков 18′ и 18′′, встроенных в ножницы, которые скользят по двум продольным направляющим 13′, 13′′ параллельно оси прессования X, объединенным с соответствующими стойками 9′, 9′′. Данное скользящее кинематическое соединение позволяет расположить лезвие 12 ножниц точно по вертикали в плоскости резки и ортогонально оси X, что позволит также свести к минимуму изгибающий момент, действующий на ножницы 6 во время резки, значение которого будет значительно ниже значений, создаваемых ножницами, известными из уровня техники.
Также может быть использовано другое скользящее кинематическое соединение, эквивалентное соединению скользящих блоков, которые скользят по направляющим; специалисты в данной области техники могут использовать соединение, соответствующее расчетным значениям нагрузок для ножниц.
Система перемещения (не показана) предназначена для обеспечения движения ножниц 6 по направляющим 13, например, с помощью гидравлического цилиндра, пневматического цилиндра или рейки, и имеет полностью автоматическое управление. Данное соединение ножниц 6 позволяет расположить их в других осевых положениях вдоль стоек даже во время прессования.
Ниже описан порядок работы ножниц 6 на экструзионном прессе 100. Во время прессования заготовки 7 положение ножниц 6 остается постоянным, как показано на Фиг. 3. После завершения прессования заготовки 7 контейнер 3 и пресс-штемпель 2 втягиваются в матрицу 4, то есть перемещаются влево, как показано на Фиг. 1, или вправо, как показано на Фиг. 3, вдоль оси X. При этом ножницы 6 начинают двигаться по направлению стрелки X′ до рабочего положения, как показано на Фиг. 4, которое находится вертикально над верхней поверхностью матрицы 4, и затем перемещаются по вертикали по направлению стрелки Z, ортогонально оси прессования X, при этом ножницы отрезают последний участок заготовки или «задний конец», как показано на фиг. 5, в результате чего рез получают компланарным относительно верхней поверхности матрицы 4.
Поскольку ножницы 6 прикреплены к корпусам 17′, 17iii стоек в области, находящейся непосредственно над отрезаемым задним концом, во время резки на ножницы 6 не будут действовать значительные изгибающие моменты, что позволит получить полностью планарный и точный рез, что позволяет избежать образования излишков материала, выступающих над поверхностью матрицы, поскольку он будет идеально выровнен относительно верхней поверхности матрицы 4, это позволит получить идеальную поверхность контакта контейнера на матрице при каждом цикле прессования заготовки после отрезания заднего конца.
На Фиг. 3 матрица 4 ограничена реакционной поперечиной 5 таким образом, чтобы обеспечить достаточные размеры рабочей области над матрицей 4 в осевом направлении, в которой будут находиться ножницы 6, не попадая в плоскость резки и, следовательно, не пересекая плоскость резки, когда они находятся рядом с реакционной поперечиной 5, что соответствует неподвижному положению.
При такой конструкции пресса направляющие 13 имеют ограниченную длину, которая позволяет ножницам 6 легко проходить из рабочего положения, как показано на Фиг. 5, когда пресс выполняет прессование, а ножницы 6 отрезают задний конец, в неподвижное положение, как показано на Фиг. 3, когда ножницы 6 находятся в неактивном положении над матрицей 4 и позволяют легко сменить контейнер 3 в данном положении, поскольку весь диапазон режущего движения ножниц 6 между матрицей 4 и контейнером 3 остается свободным, в отличие от систем, известных из уровня техники. Следовательно, это позволяет выполнить длину стоек 9′, 9′′, 9iii, 9iv и корпусов 17′, 17′′, 17iii, 17iv меньшей по сравнению с другими экструзионными прессами, известными из уровня техники, что позволяет увеличить общую прочность пресса.
Реферат
Изобретение относится к области обработки металлов давлением. Пресс (100) заготовок содержит ножницы (6) для отрезания заднего конца полосы точно вдоль плоскости, ортогональной оси прессования (X). Повышение точности реза и качества отрезаемой поверхности обеспечивается за счет того, что отрезание выполняют с помощью стоек (9′, 9′′) и с помощью скользящих направляющих (13′, 13′′) таким образом, чтобы ножницы (6) могли перемещаться и устанавливаться в разных положениях на оси прессования (X) на разных этапах прессования для выполнения резки и для установки в неподвижное положение, в котором можно легко выполнить замену контейнера (3). 2 н. и 6 з.п. ф-лы, 6 ил.
Формула
- главный цилиндр (1), расположенный на первом конце пресса относительно оси прессования (X) и содержащий поршень,
- подвижную поперечину (15), установленную на поршне указанного главного цилиндра (1),
- пресс-штемпель (2), коаксиальный указанному поршню главного цилиндра (1) и приводимый им в движение,
- контейнер (3), имеющий сквозное отверстие (3′), коаксиальное оси прессования (X) и выполненное с возможностью установки в него металлического изделия (7) во время прессования,
- реакционную поперечину (5), расположенную на втором конце пресса относительно оси прессования (X), имеющую сквозное отверстие (8), коаксиальное оси прессования (X), через которое проходят металлические изделия после прессования, экструзионную матрицу (4) с отверстием, коаксиальным оси прессования (X), и нажимное кольцо (10), расположенное между экструзионной матрицей (4) и реакционной поперечиной (5) коаксиально оси прессования (X),
- по меньшей мере три продольные стойки (9′, 9″, 9iii, 9iv), расположенные параллельно оси прессования (X), которые соединяют главный цилиндр (1) с реакционной поперечиной (5), выполненной с возможностью передачи реакционных сил, возникающих во время прессования,
- ножницы (6), выполненные с возможностью их установки компланарно плоскости резки, ортогональной оси прессования (X), и резки металлических изделий вдоль плоскости резки, расположенной поперек оси прессования (X), и соединенные непосредственно с двумя стойками для фиксации по крайней мере трех продольных стоек (9′, 9″, 9iii, 9iv) посредством кинематического скользящего соединения, параллельного оси прессования (X), с возможностью установки ножниц в разных осевых положениях вдоль оси прессования (X) без пересечения плоскости резки, расположенной поперек оси (X), при расположении ножниц (6) рядом с реакционной поперечиной (5).
Комментарии