Способ производства изделий обратным прессованием и устройство для его осуществления - RU2076007C1
Код документа: RU2076007C1
Чертежи








Описание
Изобретение относится к обработке металлов давлением, а именно к технологии и оснастке, используемым в области производства изделий обратным прессованием.
Известен способ производства изделий обратным прессованием, включающий нагрев металлической заготовки, загрузку ее в
контейнер для прессования со сквозным
осевым отверстием и матрицей, имеющей формообразующее отверстие, а также прессование заготовки при удержании контейнера в фиксированной осевой позиции в процессе
прессования [1]
Недостатком
известного способа является значительное количество вспомогательных операций, и соответственно, затрачиваемое на них время, что отрицательно влияет на
производительность процесса.
Известно устройство для производства изделий обратным прессованием, содержащее контейнер для прессования, размещенный неподвижно в осевом направлении в процессе прессования и имеющий сквозное осевое отверстие, матрицу с формообразующим отверстием, уплотнительную шайбу, установленные в указанном отверстии контейнера с зазором между собой для размещения нагретой заготовки, пресс-штемпель с осевым каналом, расположенный в сквозном отверстии контейнера с возможностью передачи давления на матрицу в направлении к упорной втулке при прессовании заготовки (там же).
Недостатком известного устройства является относительно низкая производительность и сложность условий эксплуатации.
Цель изобретения сокращение потерь времени на проведение вспомогательных операций и улучшение условий эксплуатации устройства, что повышает эффективность процесса производства изделий и эффективность используемого при этом оборудования.
Цель достигается тем, что в способе производства изделий обратным прессованием, включающем нагрев металлической заготовки, загрузку ее в контейнер для прессования со сквозным осевым отверстием и матрицей, имеющей формообразующее отверстие, а также прессование заготовки при удержании контейнера в фиксированной осевой позиции в процессе прессования, прессование заготовки осуществляют с установленными на ее торцы матрицей и уплотнительной шайбой, размещенной в отверстии контейнера с образованием зазора между ее наружной боковой поверхностью и внутренней поверхностью контейнера для приема объема металла, с использованием упорной втулки, размещенной с возможностью взаимодействия с противоположным заготовке торцом уплотнительной шайбы для исключения перемещения последней вдоль ее продольной оси при прессовании заготовки и снижения осевой нагрузки на контейнер. При этом прессование осуществляют пресс-штемпелем со сквозным центральным отверстием с длиной, превышающей длину контейнера, путем перемещения их матрицы вдоль оси прессования в направлении уплотнительной шайбы с размещением выпрессовываемой части заготовки в отверстии пуансона и при уплотнении металлом прессуемой части заготовки кольцевого зазора между уплотнительной шайбой и контейнером.
Перед загрузкой заготовки в контейнер матрицу, заготовку и уплотнительную шайбу объединяют вне контейнера в один блок, подаваемый затем в контейнер.
В конце операции прессования неиспользованная часть заготовки остается между матрицей и уплотнительной шайбой в сквозном отверстии контейнера, и процесс далее включает выталкивание матрицы, неиспользованной части заготовки и уплотнительной шайбы из контейнера.
Осуществляют поворот прессующей головки после выполнения операции прессования, чтобы перевести контейнер, содержащий часть неиспользованной заготовки, в положение, соответствующее удалению пресс-остатка, которое находится вне оси прессования, и в котором операцию выталкивания выполняют в положении удаления пресс-остатка.
Прессование заготовки осуществляют на цилиндрическую оправку, имеющую наружный диаметр меньше диаметра отверстия матрицы.
Отделение выпрессованного на оправку изделия от пресс-остатка осуществляют срезанием путем поворота оправки.
Устройство для производства изделий обратным прессованием содержит контейнер для прессования, размещенный неподвижно в осевом направлении в процессе прессования и имеющий сквозное осевое отверстие, матрицу с формообразующим отверстием, уплотнительную шайбу, установленные в указанном отверстии контейнера с зазором между собой для размещения нагретой заготовки, пресс-штемпель с осевым каналом, расположенный в сквозном отверстии контейнера с возможностью передачи давления на матрицу в направлении к упорной втулке при прессовании заготовки, при этом согласно изобретению, упорная втулка установлена рядом с торцовой поверхностью уплотнительной шайбы со стороны, противоположной матрице при предотвращении осевого перемещения уплотнительной шайбы в процессе прессования к упорной втулке за счет подпора. Устройство снабжено дополнительными контейнерами для прессования, объединенными с имеющимся в многоконтейнерную прессующую револьверную головку, контейнеры установлены вокруг оси вращения револьверной головки, последняя смонтирована с возможностью неподвижного положения в осевом направлении в процессе прессования и с возможностью вращения для перемещения контейнеров от позиции загрузки вне оси прессования в соосное с направлением прессования положение.
Устройство может быть снабжено средствами для сборки вне контейнера блока, состоящего из матрицы, заготовки и уплотнительной шайбы и средствами загрузки указанного блока в контейнер.
Устройство может быть снабжено второй револьверной головкой с держателями для контейнеров, каждый держатель предназначен для скользящего в осевом направлении приема контейнера, при этом указанная револьверная головка установлена соосно смежно с прессующей револьверной головкой с возможностью расположения при своем вращении одного из держателей в позиции вне оси прессования для передачи контейнера от одной револьверной головки к другой при его скольжении в осевом направлении после освобождения контейнера.
Каждый контейнер для прессования может быть установлен на направляющих штангах, прикрепленных к прессующей револьверной головке параллельно осевому ее направлению, а прессующая револьверная головка снабжена фиксаторами с возможностью их освобождения, причем каждый фиксатор предназначен для фиксации и освобождения соответствующего одного контейнера в осевом направлении.
Вторая револьверная головка может быть снабжена расположенными с заданными интервалами между собой вокруг оси ее вращения несколькими емкостями с возможностью их соосного расположения с контейнерами вне оси прессования при вращении второй револьверной головки для подачи в них матрицы, пресс-остатка заготовки и уплотнительной шайбы из контейнера.
Вторая револьверная головка, которая установлена соосно смежно с прессующей револьверной головкой и снабжена расположенными с заданными интервалами между собой вокруг оси ее вращения несколькими емкостями с возможностью их соосного расположения с контейнерами вне оси прессования при вращении второй револьверной головки для подачи в них матрицы, пресс-остатка заготовки и уплотнительной шайбы из контейнера, может быть использована и в отдельном сочетании с признаками основного пункта формулы изобретения на устройство, либо в сочетании с признаками, указывающими на наличие средств для сборки блока из матрицы, заготовки и уплотнительной шайбы и средств загрузки блока в контейнер. Под каждую емкость выполнены две соосно расположенные между собой позиции, первая из которых в осевом направлении удалена от прессующей револьверной головки, а вторая является смежной с последней, при этом емкость с помощью пружины установлена на первой позиции.
Устройство может быть снабжено оправкой, уплотнительная шайба и упорная втулка выполнены с индивидуальными осевыми отверстиями, концентричными отверстию матрицы, при этом внешний диаметр оправки меньше диаметра отверстия матрицы.
Оправка может быть снабжена буртом, диаметр которого превышает диаметр отверстия матрицы и приводом перемещения бурта в направлении к матрице и поворота оправки для срезания выпрессованного изделия от пресс-остатка.
На периферийной поверхности уплотнительной шайбы может быть выполнена кольцевая выемка.
На фиг.1 приведено устройство для производства изделий обратным прессованием; на фиг. 2 узел I на фиг.1; на фиг.3 вертикальная проекция составной прессующей револьверной головки, которая должна использоваться в устройстве; на фиг.4 торцовый вид вертикальной проекции, изображающий контейнер с устройством его блокировки; на фиг.5 стопорный блок револьверной головки, изображенной на фиг.3, вид сбоку; на фиг.6 средства загрузки заготовки, матрицы и уплотнительной шайбы в контейнер, находящийся на прессующей револьверной головке, изображенной на фиг.3, вид сверху; на фиг.7 - разрез А-А на фиг.6; на фиг. 8 и 9 более упрощенная иллюстрация фиг.7, показывающая последовательные положения средств загрузки в ходе прессования; на фиг.10 револьверная головка для смены контейнера и удаления пресс-остатка в комбинации с прессующей головкой, изображенной на фиг.3 согласно дополнительным аспектам изобретения; фиг.11 разрез Б-Б на фиг.10, дополнительно показывающий систему цилиндр-поршни для передачи контейнера от одной головки к другой и для удаления пресс-остатка из контейнера в емкость револьверной головки для смены контейнеров и удаления пресс-остатка; на фиг.12 револьверная головка для смены контейнеров и удаления пресс-остатка, изображающий емкость для пресс-остатка в соответствии с другим дополнительным преимуществом изобретения, вид сбоку.
Способ производства изделий обратным прессованием включает нагрев металлической заготовки 1, загрузку ее в контейнере 2 для прессования со сквозным осевым отверстием 3 и матрицей 4, имеющей формообразующее отверстие, а также прессование заготовки при удержании контейнера в фиксированной осевой позиции в процессе прессования. Прессование заготовки осуществляют с установленными на ее торцы матрицей 4 и уплотнительной шайбой 5, размещенной в отверстии контейнера с образованием зазора между ее наружной боковой поверхностью и внутренней поверхностью контейнера для приема объема металла, с использованием упорной втулки 6, размещенной с возможностью взаимодействия с противоположным заготовке торцом уплотнительной шайбы для исключения перемещения последней вдоль ее продольной оси при прессовании заготовки и снижения осевой нагрузки на контейнер. Прессование осуществляют пресс-штемпелем 7 со сквозным центральным отверстием с длиной, превышающей длину контейнера, путем перемещения им матрицы вдоль оси прессования в направлении уплотнительной шайбы с размещением выпрессовываемой части заготовки в отверстии пуансона и при уплотнении металлом прессуемой части заготовки кольцевого зазора между уплотнительной шайбой и контейнером.
Перед загрузкой заготовки в контейнер матрицу, заготовку и уплотнительную шайбу объединяют вне контейнера в один блок, подаваемый затем в контейнер.
В конце операции прессования неиспользованная часть заготовки (пресс-остаток) остается между матрицей и уплотнительной шайбой в сквозном отверстии контейнера, и процесс далее включает выталкивание матрицы, неиспользованной части заготовки и уплотнительной шайбы из контейнера.
Осуществляют поворот прессующей головки 8 после выполнения операции прессования, чтобы перевести контейнер, содержащий часть неиспользованной заготовки, в положение, соответствующее удалению пресс-остатка, которое находится вне оси прессования, и в котором операцию выталкивания выполняют в положении удаления пресс-остатка.
Прессование заготовки осуществляют на цилиндрическую оправку 9, имеющую наружный диаметр меньше диаметра отверстия матрицы.
Отделение выпрессованного на оправку изделия от пресс-остатка осуществляют срезанием путем поворота оправки.
Устройство для производства изделий обратным прессованием содержит контейнер 2 для прессования, размещенный неподвижно в осевом направлении в процессе прессования и имеющий сквозное осевое отверстие 3, матрицу 4 с формообразующим отверстием, уплотнительную шайбу 5, установленные в указанном отверстии контейнера с зазором между собой для размещения нагретой заготовки, пресс-штемпель 7 с осевым каналом, расположенный в сквозном отверстии контейнера с возможностью передачи давления на матрицу в направлении к упорной втулке 6 при прессовании заготовки. Упорная втулка установлена рядом с торцовой поверхностью уплотнительной шайбы со стороны, противоположной матрице для предотвращения осевого перемещения уплотнительной шайбы в процессе прессования к упорной втулке за счет подпора. Устройство снабжено дополнительными контейнерами для прессования 10-12, объединенными к имеющимся в многоконтейнерную прессующую револьверную головку. Контейнеры установлены вокруг оси вращения револьверной головки, последняя смонтирована с возможностью неподвижного положения в осевом направлении в процессе прессования и с возможностью вращения для перемещения контейнеров от позиции загрузки вне оси прессования в соосное с направлением прессования положение.
Описание предпочтительных
вариантов осуществления изобретения:
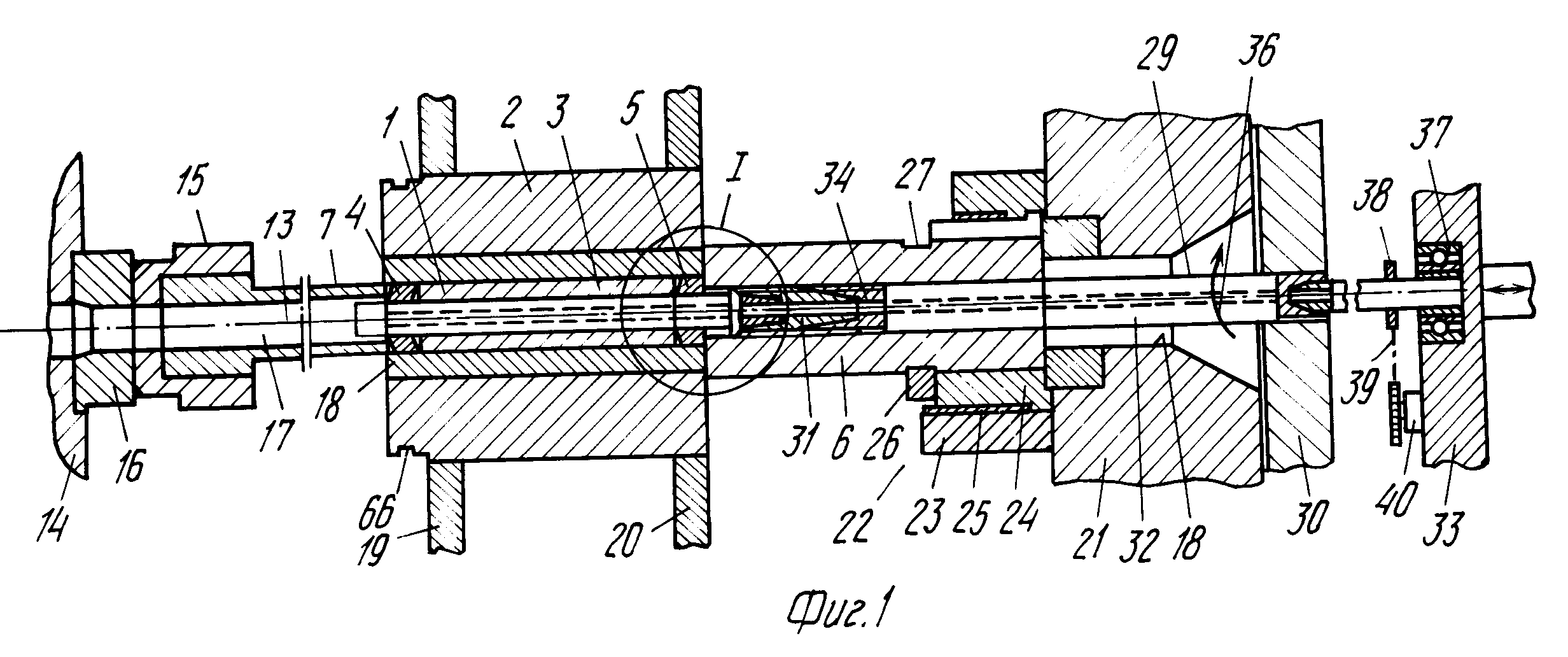
Согласно приведенному на фиг.1 частичному продольному разрезу вдоль оси
прессования 13 показано устройство для обратного прессования, используемое в
качестве одного из вариантов осуществления настоящего изобретения. В левой части фиг. 1 частично показанный подвижный
ползун 14 удерживает патрон 15 через промежуточный соединительный элемент 16.
Ползун 14 соединен другой своей стороной с основным штемпелем (не показан) для перемещения ползуна 14 назад и вперед в
направлении оси прессования 13. Патрон 15 предназначен для монтировки полого
пресс-штемпеля 7. Ползун 14, промежуточный элемент 16 и патрон 15 каждый имеет осевое сквозное отверстие, которое
совместно с пресс-штемпелем 7 образует общий осевой канал 17, который служит в
качестве выходного канала для выпрессованного изделия.
Контейнер 2, включающий в себя, как правило, втулку 18, имеющую сквозное отверстие, изображается расположенным по оси прессования 13. Контейнер 2 устанавливается так, чтобы быть неподвижным в осевом направлении в течение процесса прессования, и в предпочтительном варианте осуществления изобретения является одним из многих контейнеров 2, 10-12, установленных на поворотной прессующей головке 8, что будет описано в связи с рассмотрением фиг.3. Круглые торцовые пластины 19 и 20 прессующей головки частично показаны на фиг.1.
Контейнер изображен на фиг.1 уже заполненным разогретой металлической заготовкой 1, расположенной между матрицей 4 и уплотнительной шайбой 5. Втулка 6 изображена установленной вдоль оси прессования 13 между контейнером 2 и плитой 21. Втулка 6 устанавливается на механизме скольжения 22 для перевода ее в горизонтальном направлении, обратном оси прессования. Механизм скольжения 22 включает в себя направляющую скольжения 23, укрепленную в плите 21, направляющую 24, удерживающую втулку 6, бронзированную опорную поверхность 25 на направляющей 23, Y-образнй стопор 26, укрепленный на направляющей 23, который упирается в круговой паз 27 на втулке 6 для ограничения осевого перемещения втулки. Втулка 6 имеет осевое сквозное отверстие, которое должно быть выровнено относительно оси прессования 13 с отверстием контейнера и с осевым отверстием 28 в плите 21 для формирования узла оправки 29. Позиция 30 определяет зафиксированный ползун, который крепится к плите 21.
Узел оправки 29 включает в себя оправку 9, переходник 31 и штангу 32. Штанга 32 соединяется через подвижный ползун 33 с системой цилиндр-поршень (не показана) для получения управляемого движения узла оправки вдоль оси прессования. Как показано на фиг.1, оправка 9 полностью вставлена в контейнер 2, образуя тем самым вместе с матрицей 4 кольцевое пространство (изображенное на фиг.2), через которое заготовка 1 выдавливается.
Предпочтительно, чтобы узел оправки имел осевой канал 34 для подачи охлаждающей жидкости, которая выходит на свободном конце оправки 9 для охлаждения цилиндрического выпрессованного изделия еще внутри, как только оно выходит из матрицы 4. Кроме того, оправка 9 должна снабжаться буртом 35 (фиг. 2), который по диаметру немного больше, чем остальная часть оправки, для того, чтобы вместе с матрицей отделять выпрессованное изделие от оставшейся части заготовки в конце цикла прессования.
В течение всего цикла прессования, показанного на фиг.1, ползун 14 приводится в движение вперед (вправо) путем действия основного штемпеля (не показан). Пресс-штемпель 7 в результате этого оказывает давление на матрицу 4 с таким усилием, которого достаточно для привода ее в движение относительно контейнера, что приводит к выдавливанию заготовки через поперечный зазор между матрицей и оправкой. Матрица останавливается вблизи уплотнительной шайбы, оставляя оставшуюся часть заготовки, которая затем отделяется от выпрессованного изделия путем движения оправки влево по фиг.1, что приводит в движение бурт 35 оправки в направлении горловины матрицы, отделяя тем самым выпрессованное изделие от оставшейся части заготовки. Этот процесс становится более ясным из фиг.2, которая иллюстрирует увеличенный вид в области матрицы и шайбы в конце цикла прессования как раз до того момента, как заготовка отделяется от выпрессованного изделия.
Предпочтительным является также продольное движение оправки, которое позволяет отделить выпрессованное изделие от остатка заготовки, вместе с поворотным движением (показанным стрелкой 36 на фиг.1) узла оправки вокруг его продольной оси, которое обеспечивает чистку и более эффективное разделение выпрессованного изделия от заготовки, чем только линейное движение. Вращение узла оправки 29 должно обеспечиваться путем подвижно установленной штанги 32, которая создает движение ползуна 33 через блок подшипника 37. Зубчатое колесо с внутренним зацеплением 38, надетое на штангу 32, подвижно соединяется посредством цепи 39 с управляемым двигателем 40, установленным на ползуне 33 для регулируемого вращения узла оправки во время выполнения операции отделения. После выполнения операции отделения узел оправки отводится назад, давая возможность втулке двигаться горизонтально в сторону для выполнения последующих операций.
Как показано на фиг.2 и 1, уплотнительная шайба располагается целиком внутри сквозного отверстия контейнера. Это есть нечто противоположное обычной конструкции устройства для обратного прессования, в котором для того, чтобы уплотнить контейнер на конце, противоположном матрице, предусмотрена уплотняющая пластина, имеющая наружный диаметр больший, чем внутренний диаметр полости контейнера, для того, чтобы сформировать радиальную поверхность, которая должна плотно поджиматься к торцовой стороне контейнера. Вообще, усилие, которое должно быть приложено к такой упомянутой пластине и отсюда к торцовой поверхности контейнера, должно быть способным преодолеть сжимающие усилия, воздействующие на заготовку, которые имеют обратную тенденцию к разделению уплотняющей пластины и обоймы.
Согласно одной из характеристик настоящего изобретения уплотнительная шайба 5 конструируется как самоуплотняющаяся, что устраняет ранее требуемое осевое усилие, прилагаемое к торцовой стороне контейнера через уплотнительную пластину, чтобы преодолеть то усилие, которое стремится определить эту уплотняющую пластину от контейнера. Для достижения такого преимущества шайба изготавливается с наружным диаметром, который немного меньше, чем внутренний диаметр контейнера, для того, чтобы образовать поперечный зазор между контейнером и шайбой, который определяет коэффициент экструзии, который является достаточно высоким, чтобы практически исключить выдавливание материала заготовки через этот зазор. На практике коэффициент экструзии такого зазора может изменяться от величины, примерно соответствующей коэффициенту экструзии выпрессованного изделия на выходе матрицы и выше, причем коэффициент экструзии является частным от деления профиля заготовки на профиль прессованного изделия. Когда коэффициент экструзии для выпрессованного изделия возрастает, то поперечный зазор между шайбой и контейнером следует уменьшить. Следует повысить уровень безопасности, когда отношение коэффициента экструзии зазора между шайбой и контейнером к коэффициенту экструзии выпрессованного продукта на выходе матрицы возрастает. Предпочтительным является отношение между такими коэффициентами экструзии, колеблющееся в диапазоне от 3-5 до 1.
Использование самоуплотняющейся шайбы в соответствии с настоящим изобретением предполагает применение втулки 6, удерживаемой прижимной плитой, которая принимает на себя все сжимающие усилия, воздействующие на заготовку. Таким образом, пока противодействующая сила, вызываемая за счет использования втулки 6, предохраняет уплотнительную шайбу от выталкивания из контейнера и эффективно уплотняет заднюю стенку этого контейнера, сам контейнер не испытывает на себя воздействие осевого усилия в результате применения такой уплотняющей технологии. Далее исключение силы трения между заготовкой и контейнером в процессе обратного прессования, при котором заготовка остается неподвижной относительно контейнера, сохраняет контейнер от воздействия каких-либо существенных усилий в течение всего цикла прессования.
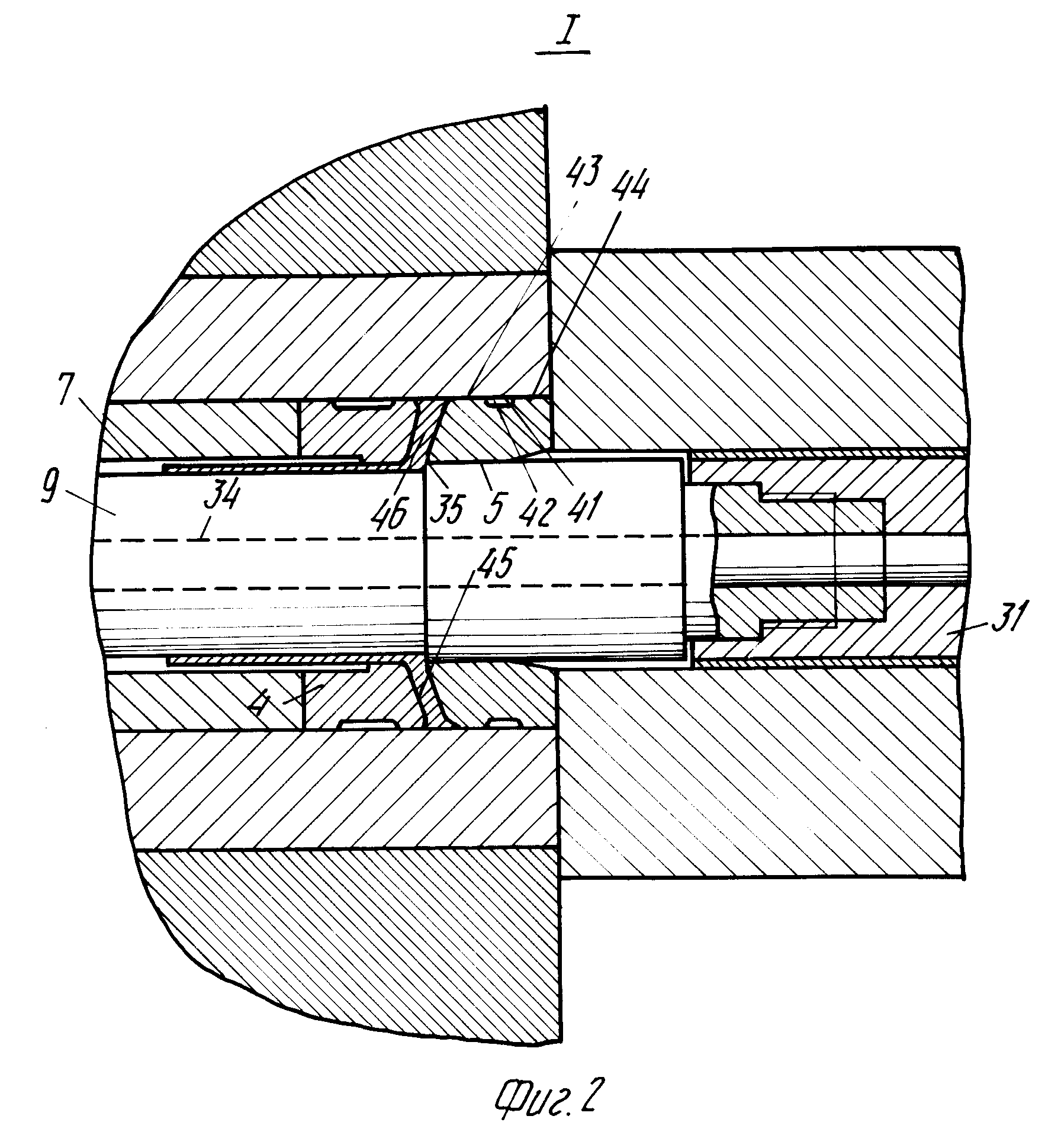
В соответствии с фиг.2 уплотнительная шайба должна снабжаться кольцевой выемкой 41 на ее периферийной поверхности для формирования полости 42 между первым и вторым поперечными зазорами 43 и 44 соответственно, образованными между уплотнительной шайбой и контейнером, смежной стороной заготовки и смежной задней торцовой стенкой контейнера соответственно. Полость 42 служит в качестве зоны заполнения, если по какой-либо причине металл должен выпрессовываться через первый поперечный зазор 43. Полость 42 создает блокировочную зону таким образом, что, если металл начинает загоняться в эту полость, то будет необходимо создать полное давление прессования в пределах этой полости с тем, чтобы создать последующее течение металла через второй поперечный зазор 44. Более того, снятие давления на металл, когда он подается в полость 42, производит охлаждение его, после чего потребуется даже большое давление для восстановления потока металла за пределами этой полости.
В качестве примера уплотнительной шайбы, сконструированной согласно настоящему изобретению для прессования заготовки, имеющей диаметр 16,25 см, из которой нужно получить выпрессованное изделие с коэффициентом экструзии, находящимся в пределах 30-140, может быть использована уплотнительная шайба, которая имеет выпуклую поверхность со стороны, примыкающей к заготовке, сферический радиус которой равен 16,25 см, максимальная ширина равна 6,25 см, с выемкой, имеющей ширину 1,25 см и глубину 0,156 см, сцентрированной на наружной периферической поверхности этой уплотнительной шайбы. Максимальный диаметр шайбы должен быть таким, чтобы обеспечить кольцевой зазор между шайбой и контейнером, имеющий ширину от 0,0125 до 0,025 см при сохранении адекватного уплотнения.
Согласно другим аспектам настоящего изобретения матрица должна снабжаться указанными поперечными зазорами относительно контейнера и указанной кольцевой выемкой, которая упоминалась при рассмотрении уплотнительной шайбы. Было установлено, что конструкция матрицы указанного вида снижает производство отходов в контейнере, которые обычно получаются при использовании ранее известных матриц в процессе обратного прессования. Как видно из фиг.2, матрица снабжается обычно вогнутой поверхностью 45, смежной с заготовкой. Предпочтительно, чтобы эта поверхность 45 обеспечивалась кольцевой зоной (краем) 46, примыкающей к наружной окружности, причем эта зона достаточно плоская, т.е. она лежит в плоскости, перпендикулярной оси прессования. Было установлено, что такая плоская зона снижает изнашивание матрицы у ее периферийной поверхности, особенно со стороны пресс-штемпеля 7.
В качестве одного из примера конструкции матрицы согласно указанным выше аспектам настоящего изобретения, используемой для прессования заготовки диаметром 16,25 см, была выбрана матрица, имеющая вогнутую поверхность 45, сферический радиус которой равен 16,25 см и наружная часть которой (1,25 см) была выровнена. Желательно, чтобы эта выровненная зона 60 составляла примерно 15-20% поверхности 45.
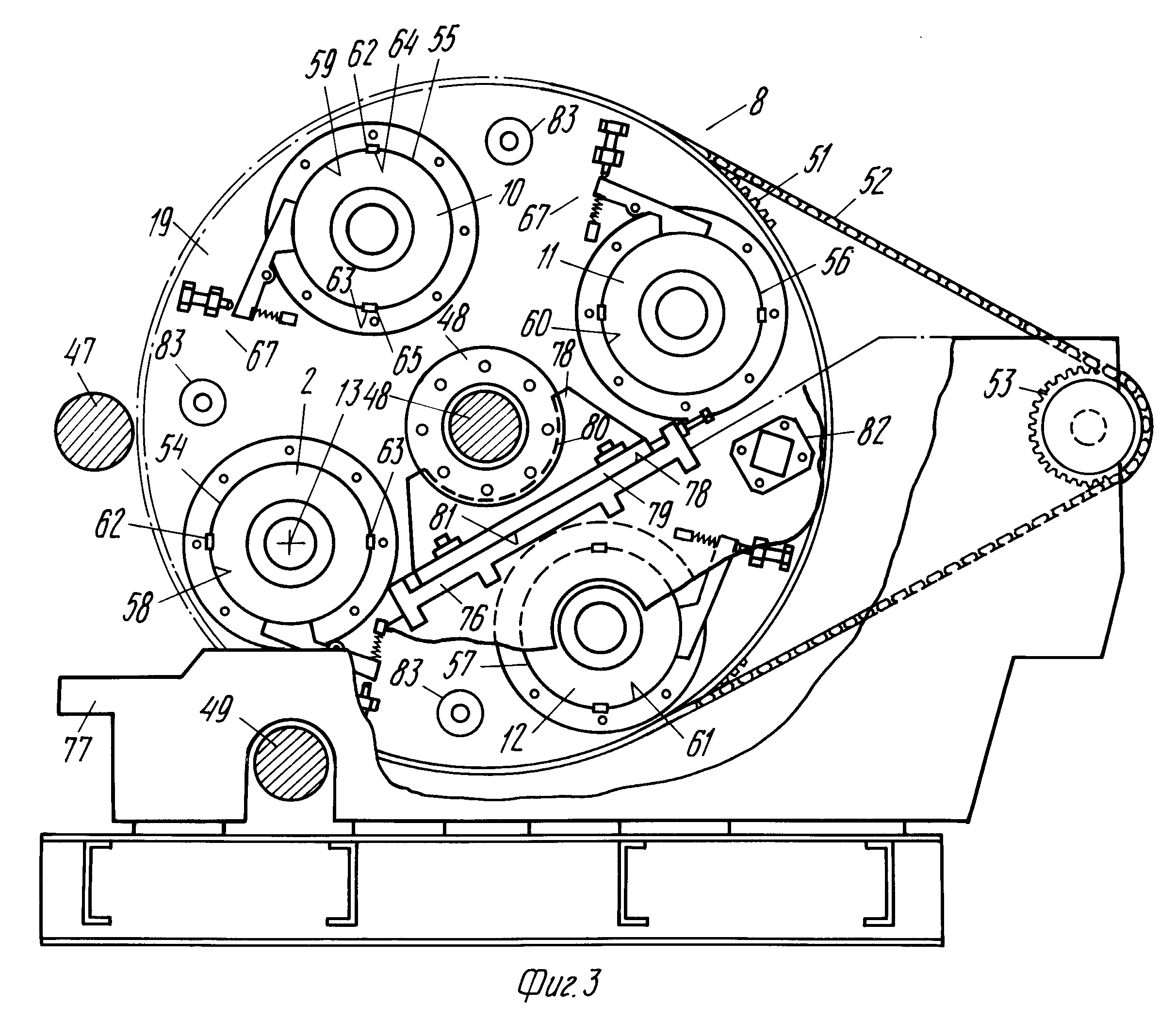
На фиг.3 показана составная прессующая револьверная головка 8 для применения в устройстве, показанном на фиг.1, в которой применены различные дополнительные преимущества согласно настоящему изобретению. В револьверной головке 8 имеются четыре контейнера с матрицами, каждый из которых соответствует по конструкции контейнеру 2 с матрицей, изображенной на фиг.1. Контейнеры располагаются под углом 90o друг относительно друга, и их продольные оси находятся на одном и том же расстоянии от центра револьверной головки. Прессующая головка 8 устанавливается таким образом, чтобы она была неподвижной в осевой плоскости и поворотной для перемещения контейнеров по порядку через положение прессования, удаления облоя, чистки и загрузки, как показано на фиг. 3 соответствующей маркировкой. Контейнер 2 располагается в позиции прессования, выровненной относительно оси прессования 13, а другие контейнеры 10-12 находятся в это время в позиции вне оси прессования.
Устройство для прессования содержит три соединительные тяги 47-49, расположенные между плитами устройства. Прессующая головка 8 устанавливается так, чтобы она поворачивалась вокруг соединительной тяги 48. Прессующая головка 8 содержит две круглые плиты 19 и 20, которые монтируются на втулке 50, насаженной на тягу 48. Плиты 19 и 20 частично показываются на фиг.1. На фиг. 3 показана только плита 19. Одна из круглых плит прессующей головки 8 снабжается зубчатым колесом 51 для образования цепной передачи 52, которая также связана и с более меньшим зубчатым колесом 53. Зубчатое колесо 53 соединяется соответствующим образом с высокоинерционным электрическим или гидравлическим двигателем и тормозной системой, которая используется для того, чтобы продвинуть вперед, остановить и установить в соответствующую позицию прессующую головку уже известным способом.
Прессующая револьверная головка 8 имеет четыре держателя 54-57 под контейнеры, образованные при помощи четырех круглых отверстий на каждой плите, причем отверстия на одной плите совпадают с отверстиями на другой. Отверстия на плите 19 обозначаются как 58-61. В каждом держателе имеются две направляющие 62 и 63, которые расположены диаметрально противоположно друг относительно друга, причем эти направляющие проходят от края одного отверстия в одной плите до края другого отверстия в другой плите. Контейнеры располагаются соответственно в одном из указанных держателей. Каждый контейнер снабжается двумя противоположно расположенными пазами 64 и 65 для того, чтобы контейнеры могли бы вставляться в один из соответствующих держателей при помощи направляющих 62 и 63.
Каждый контейнер выходит за пределы поверхности плиты 19 и в этой выступающей части контейнера имеется кольцевая проточка 66, как показано на фиг. 1 и 4. Каждый контейнер фиксируется относительно оси прессующей головки 8 при помощи единственного, быстро снимаемого блокировочного механизма 67, показанного на фиг. 3 в упрощенном виде, а более подробно -на увеличенном виде на фиг.4.
Как видно из фиг.4, блокировочный механизм 67 включает в себя рычаг 68, подвижно укрепленный на штифте 69, который соединен с плитой 19 и выступает относительно ее поверхности. Рычаг 68 имеет с одного своего конца удлиненную головку 70, которая имеет такую конфигурацию, чтобы обеспечивать зацепление контейнера за счет прилегания к проточке 66 в этом контейнере. Рычаг 68 переводится в зацепленное с контейнером положение при помощи пружины 71, установленной на штифте 72, которая крепится посредством зажима 73 к поверхности плиты 19. Рычаг 68 имеет паз 74 для приема конца пружины 71. Поршень гидравлического действия 75 устанавливается рядом с каждым рычагом 68 напротив пружины 71 для расцепления головки 70 от проточки 66 по команде путем поворота рычага 68 вокруг штифта 69 в направлении, противоположном воздействию пружины 71. Вместо того, чтобы устанавливать отдельный гидравлический поршень для каждого рычага 68, можно было бы использовать единый гидравлический поршень (не показывается), не связанный с револьверной головкой 8 для зацепления одного из соответствующих рычагов 68 в тот момент, когда данный контейнер находится в положении для удаления облоя, которое может также быть и положением смены контейнера, как будет далее описано в связи с рассмотрением фиг.10-12.
Постоянной проблемой использования составных прессующих револьверных головок является обеспечение соответствия продольных осей соответствующих контейнеров оси прессования устройства. Эта проблема состоит из двух частей, где прессующая головка сначала должна устанавливаться так, чтобы продольная ось каждого контейнера могла бы вращаться соответственно с осью прессования, а вращение прессующей головки должно контролироваться с целью выдвижения ее вперед и остановки для точного приведения в соответствие продольной оси одного из соответствующих контейнеров с осью прессования. Прессующая револьверная головка, показанная на фиг.3, как раз и разрешает эти указанные проблемы.
Как показано на фиг.3, расположенный в нижней части головки кронштейн 76 является дополнением к крепежной платформе 77 и он образует линейную поверхность 78, которая является параллельной линии, проходящей через ось прессования и центр соединительной тяги 48. Сверху установленный кронштейн 79 имеет полукруглую проточку 80 для соединения с втулкой 50 и линейную поверхность 81, которая располагается против поверхности 78. Сверху установленный кронштейн 79 сконструирован таким образом, чтобы можно было расположить в нем втулку 50, т.е. ее центр на воображаемой линии, соединяющей ось прессования с центром соединительной тяги 48. Затем необходимо только продвинуть сверху установленный кронштейн 79 вдоль поверхности 78 до тех пор, пока продольная ось одного из контейнеров не достигнет совпадения с осью прессования. При этом условии положение кронштейна 79 относительно поверхности 78 фиксируется при помощи болтов или/и сварки кронштейна 79 с нижним кронштейном 76. Аналогичные крепежные кронштейны монтируются на внешней стороне другой плиты 20 прессующей головки.
Имея прессующую револьверную головку, смонтированную так, что продольные оси контейнеров могут вращаться относительно оси прессования, необходимо далее обеспечить точный стопорный механизм, который гарантировал бы точную установку продольных осей контейнеров на оси прессования. Высокоинерционный двигатель и тормозная система способны зафиксировать прессующую головку для выполнения грубого выравнивания контейнера относительно оси прессования. Далее потребуется регулировка для того, чтобы привести продольную ось контейнера в точное соответствие с осью прессования.
Для того, чтобы выполнить такую регулировку, на крепежную платформу 77 устанавливаются два узла, состоящие из блокировочных штифтов гидравлического действия, один на каждой стороне прессующей головки 8, один из которых со стороны плиты 19 показан на фиг.3 под номером 82. Каждый стопорный узел 82 приводит в действие стопор, устанавливая его в одном из четырех соответствующих пазов 83, которые имеются на плите 19 и которые располагаются таким образом, чтобы, когда узел 82 включается и устанавливает свой стопорный штифт в одном из пазов, прессующая головка блокируется в положении, соответствующем положению одного из контейнеров, имеющего свою продольную ось точно выровненной относительно оси прессования устройства для прессования.
На фиг. 5 показан вид сбоку блокировочного узла 82, который состоит из стопорного штифта гидравлического действия 84, имеющего конусную концевую часть 85. Блокировочный узел 82 изображается во взаимодействии с пазом 83, сделанным в заглушке 86, которая крепится к плите 19. Паз 83 имеет конус 87, соответствующий конусной концевой части 85 штифта 83.
В режиме работы приводной двигатель для цепи 52 выдвигает вперед и останавливает прессующую головку 8, чтобы выполнить грубую установку контейнера относительно оси прессования. Конусные части штифтов 84 и соответствующие им пазы 83 начинают входить в действие и корректируют любую ошибку в размещении прессующей головки посредством приводного двигателя. Как только произошло зацепление, блокированные узлы жестко фиксируют один из соответствующих контейнеров в точном соответствии оси прессования устройства.
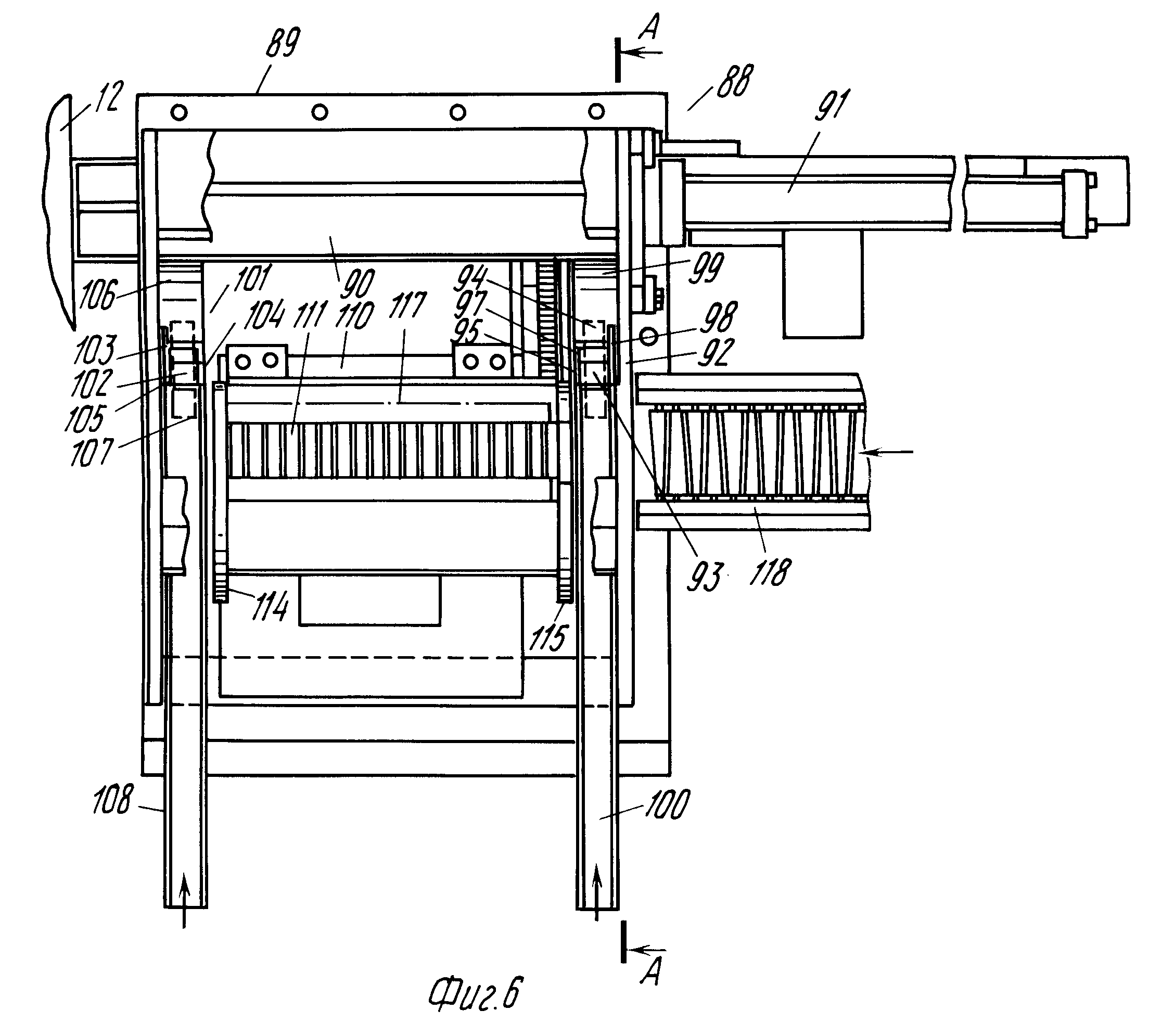
На фиг. 6-9 показаны заготовка и разгрузочное устройство, которое предназначено для загрузки разогретой заготовки в зону между уплотнительной шайбой и матрицей в полость контейнера, который переводится в положении загрузки, находящееся вне оси прессования, посредством прессующей головки. На фиг. 6 и 7 показано загрузочное устройство 88, включающее корпус 89, удерживающий загрузочный лоток 90, имеющий V-образную форму, расположенный между контейнером (например, контейнер 12 в положении загрузки прессующей головки 8 на фиг.3) и системой цилиндр-поршень 91, имеющий поршень, который должен удлиняться для вдавливания матрицы, заготовки и уплотнительной шайбы соосно с загрузочным лотком 90 в полость контейнера.
Загрузочный лоток 90 принимает уплотнительную шайбу от транспортера упорной шайбы 92, включающего лоток 93, предназначенный для удержания упорной шайбы 94. Лоток 93 соединяется с поворотным рычагом 95, который вращается вокруг оси 96. Транспортер 92 имеет передние искривленные выступы 97 и 98 на какой-либо стороне лотка 93, которые предохраняют уплотнительную шайбу, стоящую на своей периферийной поверхности, от опрокидывания. Неподвижная искривленная поверхность 99 предназначена для предохранения шайбы от выпадения из лота 93, когда рычаг 95 поворачивается кверху до тех пор, пока шайба не достигнет загрузочного лотка 90. Шайбы вставляются в загрузочный лоток 93 при помощи канала 100, который содержит профилированный уклон и наклоняется немного назад в направлении лотка 93 для прокатки шайбы, которая принимается от магазина уплотнительных шайб и передается в лоток 93.
Загрузочный лоток 90 принимает контейнер от транспортера 101, который сконструирован аналогично транспортеру 92, кроме того, он размещается на конце загрузочного лотка 90 рядом с контейнерном 12. Транспортер 101 включает в себя лоток 102, поворотный рычаг 103, передние искривленные выступы 104 и 105 и неподвижную искривленную поверхность 106. Лоток 102 принимает уплотнительную шайбу 107 от магазина уплотнительных шайб (не показан) через канал 108 для уплотнительных шайб, который также сконструирован как и канал 100. Вертикальный профиль канала для шайб и транспортера шайб отдельно не показывается, однако необходимо понять, что он будет выглядеть так, как и вертикальный профиль канала шайб и транспортера, показанный на фиг.7, а транспортер шайб работает тем же способом, что и транспортер 92 для транспортировки шайб к загрузочному лотку 90. Поворотный рычаг 95 транспортера 92 и поворотный рычаг 103 транспортера 101 жестко соединяются вместе посредством вала 109 соосно с осью вращения 96 так, чтобы оба транспортера двигались синхронно при помощи приводного механизма, описываемого ранее.
Загрузочный лоток 90 принимает разогретую заготовку от транспортера заготовок 110, который содержит основание 111, сформированное из роликов, боковые стенки 112 и 113, внешне открытые относительно основания 111 и соединенные на противоположных продольных концах с поворотным рычагом 114 и рычагом 115, которые вращаются вокруг оси 116. Транспортер 110 принимает разогретую заготовку 117 (показана частично на фиг.6) из печи (не показана) при помощи гравитационного роликового конвейера. Желательно, чтобы ролики контейнера 118 имели постоянно изменяющийся диаметр, от большого диаметра на одном конце до маленького диаметра на другом конце, и располагались бы таким образом друг относительно друга, чтобы был образован в центре конвейера внизу канал, тем самым исключая потребность в направляющих.
Боковые стенки 112 и 113 расположены так, что когда поворотный рычаг 114 и рычаг 115 вращаются вокруг оси поворота 116, заготовка в транспортере 110 будет катиться вдоль боковой стенки 112 в загрузочный лоток 90.
На фиг. 7 приводится приводной механизм для перемещения уплотнительной шайбы, матрицы и заготовки путем включения соответствующих транспортеров 92, 101 и 110. На фиг.8 и 9 показаны последовательные положения транспортеров в ходе выполнения загрузочной операции. Как показано на фиг.7-9, приводной механизм для загрузочного устройства включает в себя цилиндр 119, имеющий поршень 120, соединенный с одним концом к стойке 121. Датчик 122 устанавливается напротив другого конца стойки 121, чтобы обеспечить управляющий сигнал при сцеплении со стойкой 121 в ходе работы. Стойка 121 удерживается роликом 123, который заставляет ее двигаться вверх. Стойка 121 имеет зубья 124 на своей верхней поверхности, которые зацепляются с зубьями зубчатого колеса 125. Зубчатое колесо 125 в свою очередь зацепляется с зубьями зубчатого колеса 126, которое крепится к рычагу 115 транспортера заготовки 110 и которое поворачивается вокруг оси вращения 116. Зубчатое колесо 125 далее зацепляется с зубьями неполного зубчатого колеса 127, которое крепится к рычагу 97 транспортера уплотнительной шайбы 92 и которое поворачивается вокруг оси вращения 96.
В соответствии с фиг.7 и 8 поршень 120 изображается в своем полностью втянутом положении, которое соответствует положению, в котором транспортировочные лотки 92, 101 и 110 должны загружаться своим грузом от соответствующих каналов и контейнеров. На фиг.8 показаны заготовка 117 и шайба 94, загруженные в соответствующие транспортеры 110 и 92. Для того, чтобы одновременно транспортировать матрицу, заготовку и уплотнительную шайбу в загрузочный лоток 90, включается цилиндр 119, чтобы выдвинуть поршень 120, приводя тем самым в движение стойку 121 вправо по фиг.8. Это вызывает вращение против часовой стрелки зубчатого колеса 125, которое вынуждает зубчатое колесо 126 и частично зубчатое колесо 127 вращаться каждое по часовой стрелке, приводя в движение соответствующие транспортеры в направлении, указанном стрелками на фиг. 8, в положение, показанное на фиг.9. Поршень 120 вытягивается на расстояние, необходимое для поворота соответствующих транспортеров в положение, которое позволило бы находящемуся на них грузу скатываться под воздействием силы тяжести в загрузочный лоток 90, как показано на фиг. 9. Удлинение поршня 120 должно задаваться посредством горизонтальной регулировки датчика 122. До момента зацепления датчика 122 поршень 120 находится во втянутом положении, принуждая все зубчатые колеса вращаться в обратном направлении, устанавливая тем самым транспортеры в положение, требуемое для приема новых матриц, заготовкии уплотнительной шайбы соответственно.
Как только загрузочный лоток 90 загружается матрицей, заготовкой и уплотнительной шайбой, система цилиндр-поршень 91 (фиг.6) включается и вытягивает поршень вперед с тем, чтобы толкнуть матрицу, заготовку и шайбу как одно целое в сквозное отверстие контейнера. Поршень цилиндра 91 вытягивается на достаточное расстояние, чтобы обеспечить размещение шайбы целиком в контейнере и освободить револьверную головку для поворота с целью привидения загруженного контейнера в соответствии с осью прессования устройства.
На фиг. 10 и 11 показана согласно следующим аспектам изобретения вторая револьверная головка во взаимодействии с прессующей револьверной головкой, изображенной на фиг.3, которая применяется в целях обеспечения возможности замены контейнера в прессующей головке (например, для того, чтобы выполнить прессование заготовок различного диаметра) и устранения пресс-остатка из обоймы в конце цикла прессования. На фиг.10 показана револьверная головка для замены контейнеров и удаления пресс-остатка, которая имеет четыре держателя обойм 128-131, расположенные под углом 90o относительно оси вращения 132, обеспечиваемого валом 133, установленного в блоке подшипника 134, который устанавливается соответствующим образом посредством стальной рамы 135, состоящей, например, из двутавровых брусов для крепления головки для смены контактов и удаления пресс-остатка над прессующей головкой 8. Револьверная головка 136 приводится во вращение подобно головке 8 посредством цепи 137 (показана частично) и высокоинерционного двигателя и тормозной системы. Эти элементы не показаны.
Головка смены контейнеров и удаления пресс-остатка включает также и несколько емкостей для пресс-остатка, расположенных около оси 132. Желательно, чтобы головка 136 имела один набор емкостей 138-141, имеющих размер, соответствующий для приема пресс-остатка одного диаметра, и второй набор емкостей с размером, обеспечивающим прием пресс-остатка другого диаметра 142-145. Например, емкости для пресс-остатка в одном наборе должны иметь каждый внутренний диаметр, равный 16,25 см, а емкости для пресс-остатка во втором наборе должны иметь внутренний диаметр, равный 12,7 см, в зависимости от размера заготовки, которая будет выпрессовываться в данный момент.
На фиг.11 показан частичный вид в разрезе прессующей головки 8 и головки для смены контейнера и удаления пресс-остатка, изображенной на фиг.10, в комбинации с системой цилиндр-поршень, которая требуется для смены контейнера и для удаления из него пресс-остатка. На фиг.11 показаны круглая плита 19 и плита 20 прессующей головки 8 с контейнером, которая подвижно укреплена на направляющих 62 и 73. На фиг.11 показан контейнер, который выровнен относительно положения смены контейнера и удаления пресс-остатка прессующей головки 8. Головка смены контейнеров и удаления пресс-остатка 136 также содержит две круглые плиты 146 и 147, а каждый держатель контейнера в головке 136 имеет совпадающие отверстия в плитах 146 и 147 с диаметрально расположенными направляющими 148 и 149, соединяющими плиты по окружности каждой пары отверстий способом, аналогичным для такого соединения в прессующей головке 8. Головка смены контейнеров и удаления пресс-остатка, показанная на фиг.11, имеет держатель 130 контейнера, настроенный для приема контейнера 10 прессующей головки 8. Направляющие 148 и 149 держателя 130 контейнера размещаются в результате этого в соответствии с положением осевых пазов контейнера 10 в положении смены контейнера и удаления пресс-остатка для головки прессования 8.
Согласно фиг.12 каждая емкость для пресс-остатка 138-141 и 142-145 включает в себя цилиндр 150, имеющий буртик 151 со стороны прессующей головки. По крайней мере два болта, установленные диаметрально противоположно один относительно другого, крепятся к буртику 151 и проходят через круглую плиту 146, заканчиваясь головкой 152. На каждый болт устанавливается нажимная пружина 153 между плитой 146 и головкой болта 152. Поэтому каждая емкость для пресс-остатка смещена, как правило, в положение от прессующей головки так, чтобы не взаимодействовать с прессующей головкой во время ее вращения.
Как показано на фиг.11, система из трех цилиндров-поршней 154-156 располагается слева от прессующей головки 8, а система из трех цилиндров-поршней 157-159 располагается справа от головки смены контейнеров и удаления пресс-остатка 136. Два внешних цилиндра-поршня в каждой системе используются для передачи контейнера от одной головки к другой. Например, как видно из фиг. 11, два наружных цилиндра-поршня 154 и 156, расположенные слева от прессующей головки 8, используются для вталкивания контейнера 10 в держатель контейнера, находящийся на головке смены контейнеров и удаления пресс-остатка 136. Аналогично, если контейнер 10 находится, например, в держателе головки смены контейнеров и удаления пресс-остатка 136, то два наружных цилиндра-поршня 157 и 159, расположенных справа от головки 136, будут использоваться для вталкивания контейнера 10 в прессующую головку 8.
Таким образом, следует принять во внимание, что конструкция головок 8 и 136, изображенных на фиг.10 и 11, позволит удалить контейнер из прессующей головки 8 и заменять его другими контейнерами при помощи относительно простой операции в течение нескольких минут, а не часов, как это было раньше. Такая операция будет состоять из команды прессующей головки об установлении контейнера, который должен заменяться, в положение смены контейнера и удаления пресс-остатка (положение контейнера 10 на фиг.3), из команды головке 136 об установлении свободного держателя контейнера в положение смены контейнера и удаления пресс-остатка, включения цилиндра-поршня 75 (фиг.4) для разъединения рычага 68 от проточки 66, вытягивания и втягивания поршней 154 и 156 для выталкивания контейнера из прессующей головки 8 и вталкивания его в свободный держатель головки 136; из команды головке 136 о приведении замененного контейнера в соответствии с новым свободным держателем прессующей головки; вытягивания и втягивания поршней 157 и 159 для вталкивания замененного контейнера в свободный держатель прессующей головки; отключения цилиндра-поршня 75, чтобы рычаг 68 вошел в зацепление с проточкой 66 в замененном контейнере.
Для устранения пресс-остатка из контейнера, например, из обоймы 10, емкость под пресс-остаток соответствующего размера, расположенная на головке смены контейнера и удаления пресс-остатка, переводится в соответствие с полостью контейнера 10 в положение удаления пресс-остатка. Как только эта операция будет выполнена, центральный поршень 158, расположенный справа от головки смены контейнера и удаления пресс-остатка 136, будет вытягиваться, чтобы протолкнуть емкость под пресс-остаток в направлении контейнера 10 и прижать буртик 151 этой емкости к торцовой поверхности контейнера. После этого центральный поршень 155, расположенный слева от прессующей головки 8, включится для выталкивания пресс-остатка из контейнера в емкость под пресс-остаток. Емкость под пресс-остаток и, соответственно, поршень цилиндра 158 должны создавать противодействующую силу контейнеру, достаточную для парирования силы, требуемой для выталкивания пресс-остатка из контейнера так, чтобы прессующая головка не подвергалась воздействию изгибающего момента. Как только пресс-остаток будет полностью вытолкнут из контейнера в емкость под пресс-остаток, цилиндр-поршень 158 и цилиндр-поршень 155 полностью втягиваются, создавая возможность для перевода головок 8 и 136 в следующее положение для выполнения последующих операций.
Предлагаемое изобретение является восприимчивым к различным модификациям, изменениям и дополнениям, которые также относятся к понятиям и сферам их применения, приведенным в формуле изобретения.
Реферат
Сущность изобретения: способ производства изделий обратным прессованием осуществляют путем прессования заготовки с установленными на ее торцы матрицей и уплотнительной шайбой с использованием упорной втулки и полого пресс-штемпеля. Процесс проводят в контейнере, установленном в поворотной прессующей головке, осуществляя предварительно загрузку в него блока из матрицы, заготовки и уплотнительной шайбы с использованием цилиндрической оправки. Отделение изделия от пресс-остатка проводят срезанием путем поворота оправки. Используемое для прессования устройство содержит один или несколько контейнеров, установленных с возможностью совмещения их осевых отверстий с осью прессования на прессующей револьверной головке. Устройство снабжено средствами для сборки вне контейнера блока из матрицы, заготовки и уплотнительной шайбы, емкостями для приема пресс-остатков, оправкой с буртом и приводом перемещения бурта к матрице и поворота оправки для срезания изделия от пресс-остатка. 2 с. и 14 з.п. ф-лы, 12 ил.
Комментарии