Способ непрерывного прессования заготовок и устройство для его осуществления - RU2058844C1
Код документа: RU2058844C1
Чертежи





Описание
Изобретение относится к обработке металлов давлением методом прессования, а точнее к способам и устройствам для непрерывного прессования заготовок неограниченной длины. Особенно целесообразно применение способа в сочетании с установками непрерывной разливки металла.
Известен способ циклического прессования заготовок дискретной длины, включающий изготовление коротких заготовок из слитка, их подачу в неразъемный контейнер и обратное прессование. Способ реализован в серийно изготовляемых устройствах прессах, содержащих неподвижно закрепленный в поперечине полый пуансон с матрицей и расположенный соосно ему неразъемный контейнер, снабженный заглушкой и приводом возвратно-поступательного движения [1] Выдавливающая слиток сила создается давлением с одного его торца матрицей, а с другого торца давлением заглушки. Естественно, что слиток при этом полностью находится в пределах контейнера. В связи с этим длина прессуемого слитка ограничена длиной контейнера, для прессования следующего слитка контейнер освобождают от пресс-остатка, обрезают изделие и загружают на ось прессования вторую заготовку. Недостатком способа является необходимость большого количества вспомогательных операций, повышенные отходы металла в опилки при резке слитков на мерные заготовки под пресссование, а также отходы в пресс-остаток, достигающие 10-20% от массы слитка.
Известен также способ непрерывного прессования заготовок [2] включающий подачу заготовки в разъемный контейнер, приложение сжимающих напряжений на боковой поверхности со стороны стенок контейнера, обратное прессование металла через матрицу, снятие сжимающих напряжений с боковой поверхности и повторение этих действий в цикле. Перед подачей заготовки образующие контейнер сегменты разводятся механизмом поперечного перемещения, после подачи тем же механизмом сегменты сводятся до защемления слитка. Удерживая заготовку в таком состоянии, контейнер надвигают на полый пуансон с закрепленной на нем матрицей, продавливая в отверстие последней заготовку и получая изделие требуемого поперечного сечения. Таким образом, прессование осуществляется с использованием напряжений трения на контактной со стенками контейнера поверхности.
Известно устройство для непрерывного прессования заготовок, содержащее пресс обратного прессования [2] Для создания достаточной силы прессования необходимо, чтобы длина поверхности трения была бы достаточно большой. Рекомендовано устанавливать длину защемляющей части контейнера равной пяти диаметрам его полости, и это справедливо, если охват слитка контейнером происходит по всей его боковой поверхности. Обжатие круглого слитка круглой же поверхностью половинок контейнера возможно лишь, если диаметр заготовки несколько больше диаметра полости контейнера в закрытом состоянии. Смещенный по диаметру металл не имеет возможности течь по длине слитка, увеличивая его длину, так как длина слитка много больше его диаметра. Поэтому образовавшийся излишек металла вытекает в зазор между половинками контейнера, не давая им полностью смыкаться. Образовавшийся заусенец предложено срезать, используя прием прессования с пресс-рубашкой. Для этого внешний диаметр матрицы выполнен меньшим диаметра контейнера, а в основании пуансона установлены ножи, разрезающие рубашку не менее чем на три части, что позволяет удалять ее непрерывно с оси прессования. Естественно, что такая схема прессования приводит к повышенным отходам металла в пресс-рубашку, что не обеспечивает высокий выход годного.
Поскольку прессование осуществляется передачей усилия посредством трения о стенки контейнера, то для обеспечения достаточно высокого уровня трения отказываются от применения смазки, что приводит к повышенным энергозатратам на поверхности матрицы, а также к повышенному износу последней.
Необходимость обеспечения достаточно
плотного
и надежного замыкания половин контейнера во время прессования требует применения мощных механизмов, усложняющих конструкцию. В теории прессования принято допущение, в соответствии с которым
радиальное
давление на стенки контейнера составляет 60-80% от напряжения прессования или при грубой верхней оценке усилие замыкания Р3 контейнера должно составлять
Р3 0,
8 ·
Р · 2 · l/d, где Р усилие прессования;
l длина участка заготовки, находящегося в контейнере;
d диаметр контейнера.
Если l/d 5, то Р3 8 · Р, т.е. усилие замыкания превышает даже усилие прессования. Это приводит к тому, что механизм замыкания должен обладать достаточной прочностью и иметь мощный привод.
Кроме того, изготовление самого разъемного контейнера сложнее, чем неразъемного. Разъемный контейнер по сравнению с неразъемным обладает пониженными прочностью и жесткостью, что ставит под сомнение возможность прессования материалов с высоким сопротивлением деформации. Таким образом недостатками прототипа являются сложность конструктивного решения задачи и недостаточно широкие технологические возможности.
Изобретением предлагается перед приложением сжимающих напряжений обжимать по боковой поверхности по радиусу участок заготовки со стороны подачи до получения равноосного сечения, подвергать распрессовке часть заготовки, заключенную между пережатым участком и матрицей и прессовать металл из неразъемного контейнера до начала истечения в сторону, противоположную направлению подачи заготовки.
Обжатие по диаметру участка заготовки со стороны подачи осуществляют с приданием месту пережима вогнутого в продольном сечении профиля с отношением глубины пережима к длине пережима в пределах от 0,1 до 0,5. Это условие позволяет избежать появления зажимов в заготовке при распрессовке места пережима.
Предлагаемый способ реализуется в устройстве в виде пресса обратного прессования, который отличается тем, что контейнер пресса со стороны подачи заготовки снабжен радиально-обжимной машиной (РОМ), установленной соосно прессу. В связи с применением обычного неразъемного контейнера отпадает необходимость в механизме замыкания контейнера, что упрощает конструкцию устройства и делает возможным применение серийно выпускаемых прессов и серийно выпускаемых РОМ. Пережим заготовки с помощью последних позволяет получить место пережима равноосного сечения, что благоприятно сказывается на равномерности распределения деформаций, а, значит, и свойств металла заготовки по поперечному сечению.
Отношение ширины бойка РОМ к диаметру полости контейнера назначают в пределах 0,1-0,8. Это позволяет избежать зажимов металла при распрессовке и рационально использовать длину контейнера.
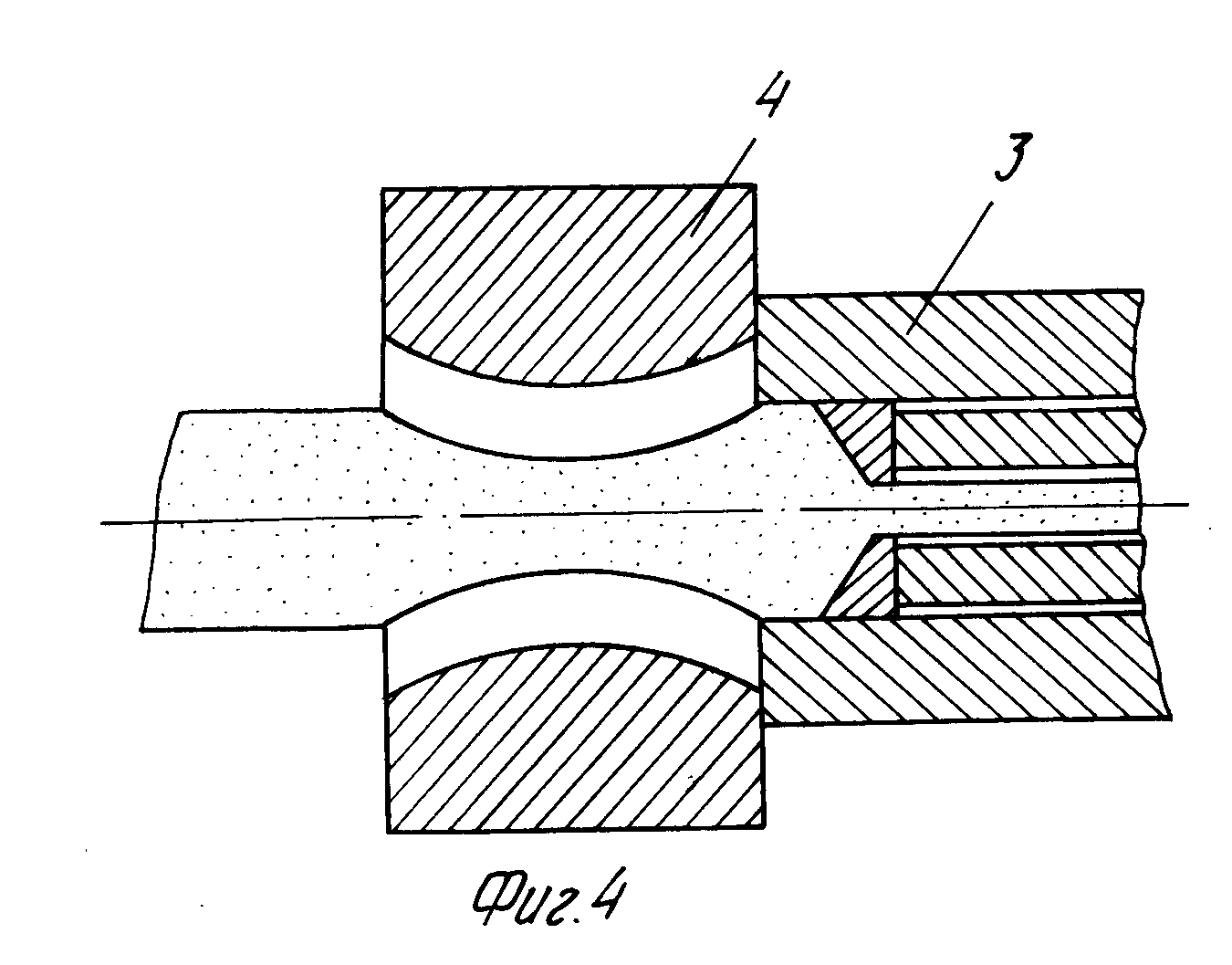
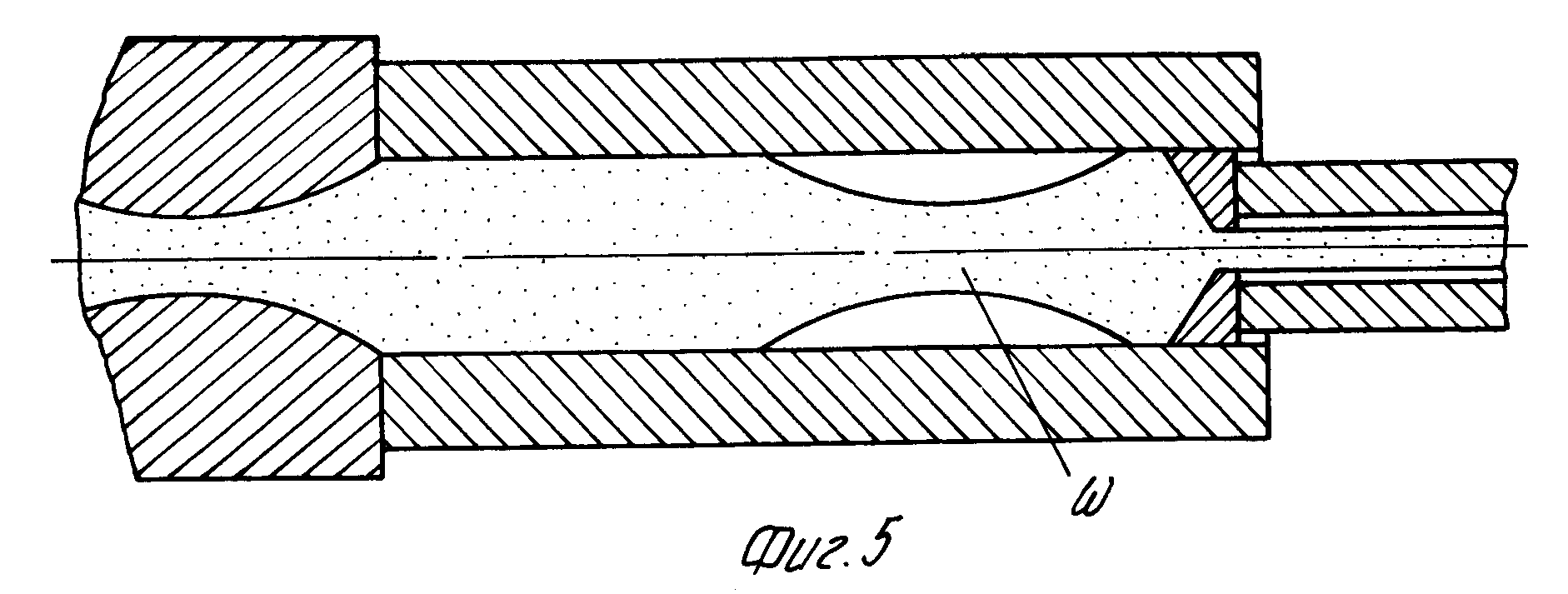
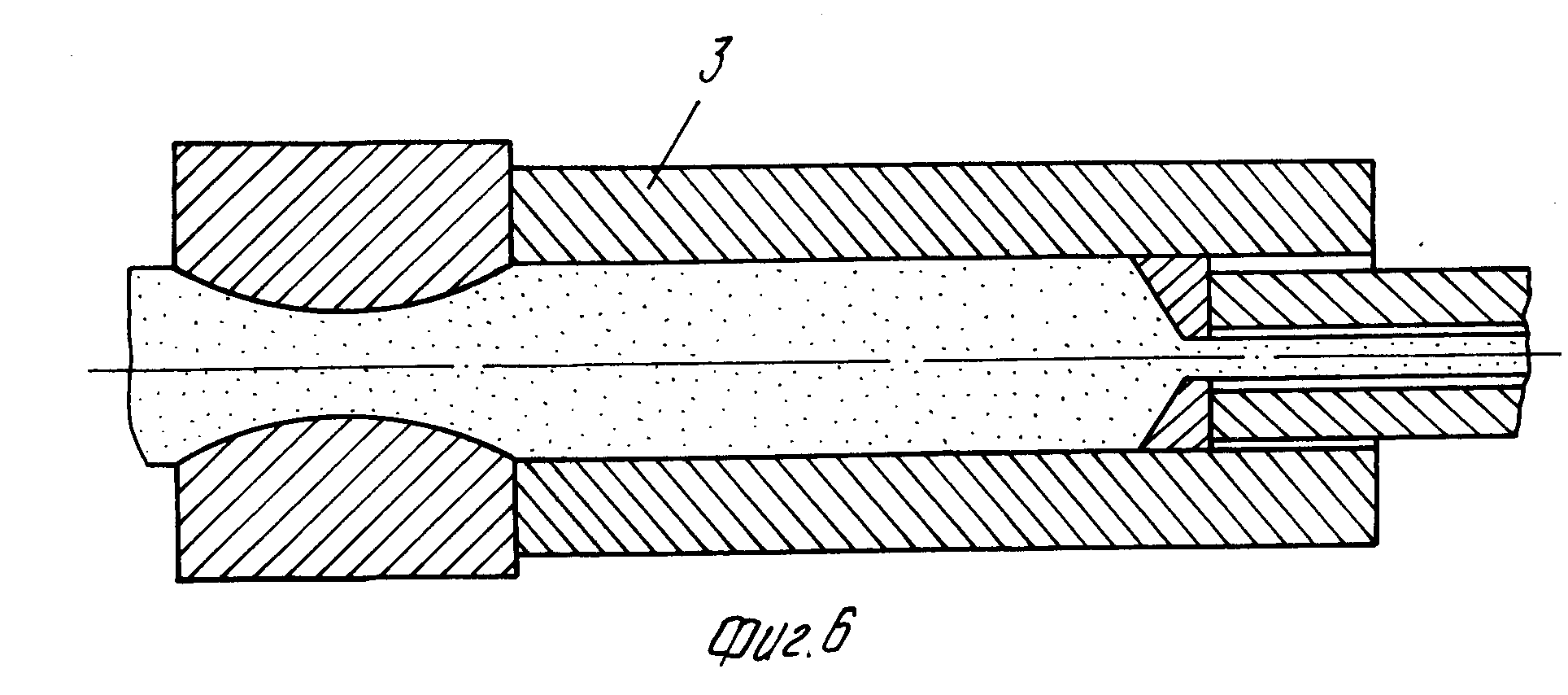
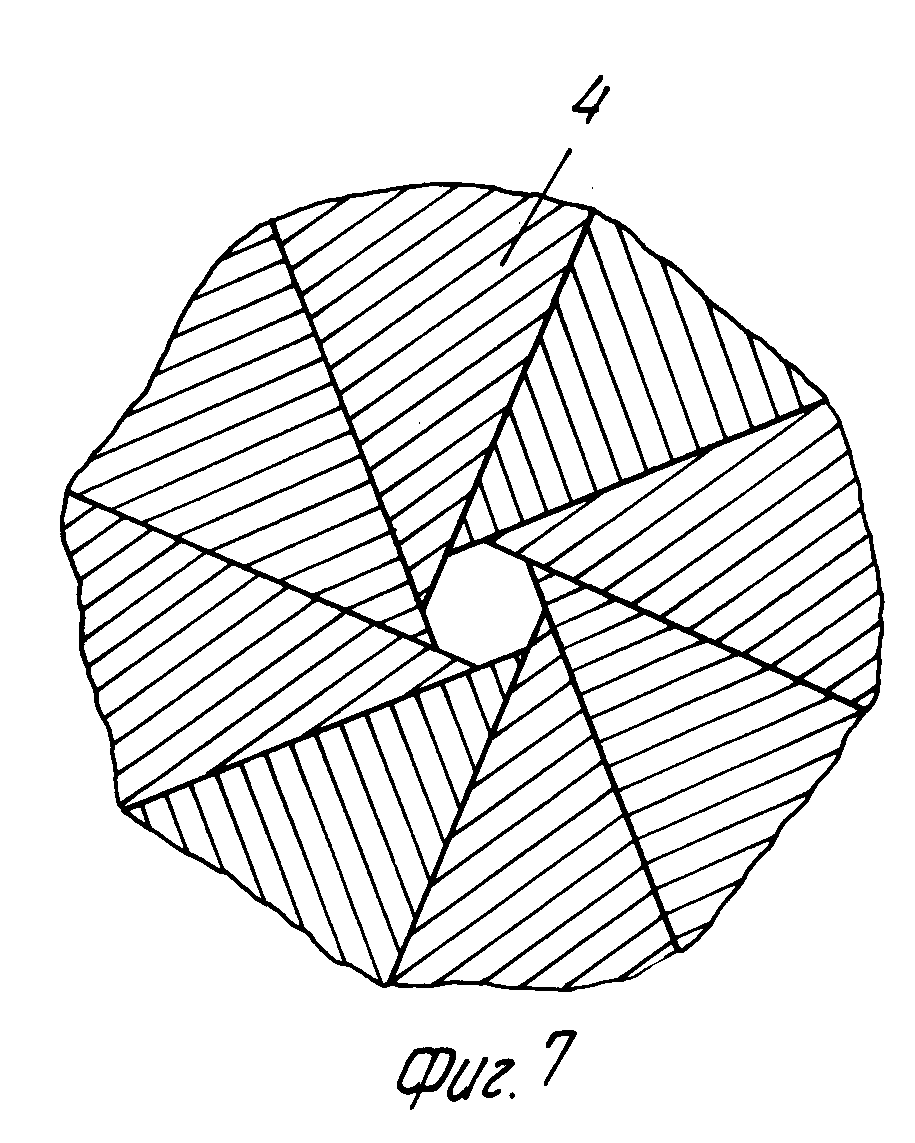
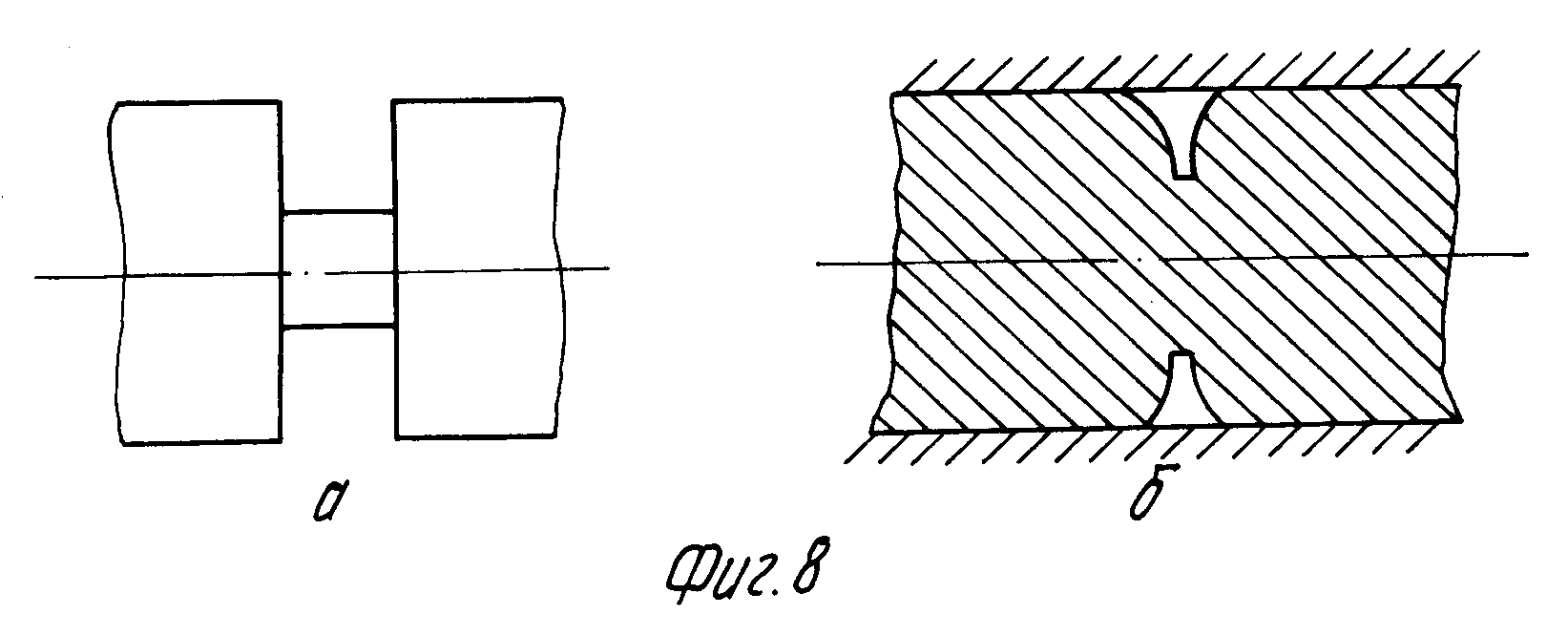
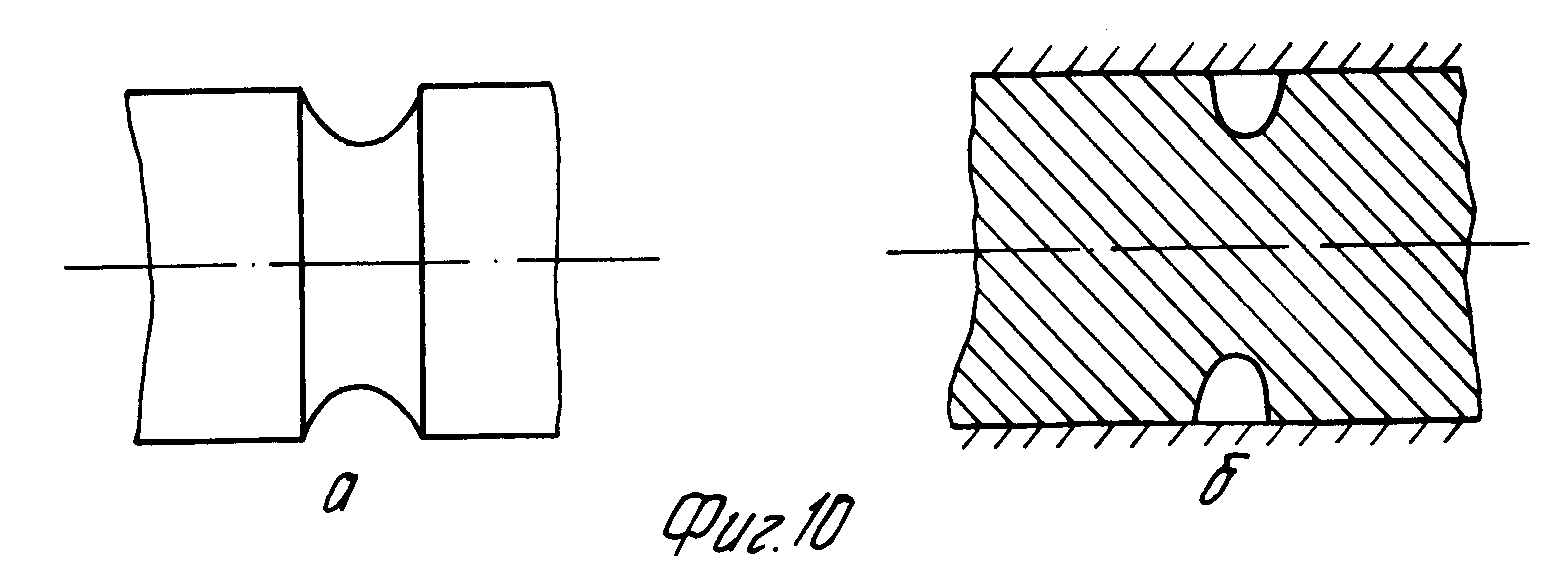
На фиг. 1-6 изображены различные моменты прессования по предлагаемому способу: на фиг.1 первая подача заготовки в контейнер; на фиг.2 обжатие по радиусу участка заготовки со стороны подачи; на фиг.3 обратное прессование; на фиг.4 отвод бойков РОМ и освобождение заготовки; на фиг.5 пережим заготовки для следующего прессования и начало распрессовки; на фиг.6 конец распрессовки и начало прессования. На фиг.7 приведен пример выполнения узла бойков РОМ. На фиг. 8-11 показаны результаты распрессовки заготовок с различной формой пережима: на фиг.8 пережим прямоугольной формы; на фиг.9 треугольной формы; на фиг. 10 пережим вогнутой формы с большой глубиной вдавливания и малой длиной; на фиг.11 рекомендуемая форма пережима, соответственно а положение до распрессовки; б положение после распрессовки. На фиг.12 изображена схема передавливания непрофилированными бойками: а положение до деформации; б положение после деформации; На фиг.13 показана зависимость длины пережима от ширины бойка в натуральных значениях переменных и относительных (отнесенных к радиусу заготовки или контейнера).
Предлагаемое устройство содержит пресс для обратного прессования, инструментальная наладка которого представлена на фиг.1. Неподвижно закрепленный в поперечине пресса полый пуансон 1 с закрепленной на нем матрицей 2 расположен соосно контейнеру 3, имеющему привод перемещения. Со стороны подачи заготовки в контейнер последний снабжен радиально-обжимной машиной (РОМ), бойки 4 которой примыкают к торцу контейнера, сама машина размещена соосно прессу. В полости контейнера 3 размещена заготовка 5 неограниченной длины.
Способ осуществляют следующим образом.
Заготовку 5 подают в контейнер 3 так, чтобы между передним торцом заготовки и матрицей оставался зазор Δ (фиг.1), который нужен для заполнения металлом в процессе обжима заготовки бойками РОМ. Бойками 4 (фиг.2) обжимают прилегающий к ним участок заготовки, замыкая контейнер со стороны, противоположной матрице. Металл частично вытесняется влево, а частично вправо, заполняя зазор Δ. Приводом контейнера 3 надвигают последний на пуансон 1 (фиг. 3) с выпрессовыванием металла заготовки через матрицу 2. Разводят бойки 4 (фиг. 4), освобождая заготовку, и перемещают контейнер 3 в исходное положение. В контейнере остается заготовка с пережатым участком ω (фиг.5). Вновь пережимают участок заготовки, примыкающий к торцу контейнера. При этом происходит частичная распрессовка пережатого участка ω из-за течения металла вправо. При последующем надвигании контейнера 3 на пуансон пережим на участке ω полностью распрессовывается и осуществляется собственно прессование. Ситуация возвращается к положению фиг.3, и цикл повторяется.
Поперечный размер заготовки в месте пережима ω зависит от поперечного размера получаемой заготовки. Если они равны, то обратное истечение металла через полость, образованную бойками, наступит лишь при практически полном выпрессовывании металла из контейнера. Однако не следует забывать, что на поверхности контейнера действуют напряжения трения, препятствующие течению через полость, образованную бойками, поэтому сечение в месте пережима может быть больше, чем отверстие в матрице.
На фиг.7 показано возможное расположение бойков 4 радиально обжимной машины. В качестве пережимающего устройства могут быть применены также технические решения, относящиеся к приемам резки и разделения проката.
От формы пережима заготовки зависит, попадут ли поверхностные дефекты внутрь металла. Проводили опыты по
изучению влияния формы пережима на зажим
металла, для чего вытачивали заготовки с различной формой пережима и осаживали в контейнере. На фиг.8-11 изображена а форма пережима образцов до осадки в
контейнере, б после осадки. Прямоугольная
форма пережима (фиг.8) приводит к "схлапыванию" металла с образованием воздушных полостей внутри заготовки, треугольная форма (фиг.9) приводит к зажиму
поверхности раздела и запрессовыванию ее внутрь.
Узкий глубокий пережим (фиг.10) дает похожую картину. Пологий вогнутый профиль (фиг.11) обеспечивает плавное заполнение полости внутри контейнера без
зажимов. Итак, предпочтительным является вариант,
изображенный на фиг. 11. Выявлено, что соотношение между глубиной пережима n и длиной пережима m для отсутствия зажимов должно быть не более 0,5.
Вместе с тем при длинных пережимах нерационально
используется материал заготовки при прессовании, поскольку контейнер заполняется неполностью. Так, нерациональным является назначение длины пережима
более длины контейнера, поскольку последняя
составляет около пяти диаметров d заготовки, то m < 5d, естественно при этом, что глубина пережима не может превысить d/2 т.е. n С целью формирования вогнутой поверхности пережима возможно выполнение бойков
соответствующей форме пережима конфигурации,
как это показано на фиг. 1. Однако из-за особенностей течения металла при радиальном обжатии задача может быть упрощена применением более узких, чем
ширина пережима, бойков, что, в частности, в
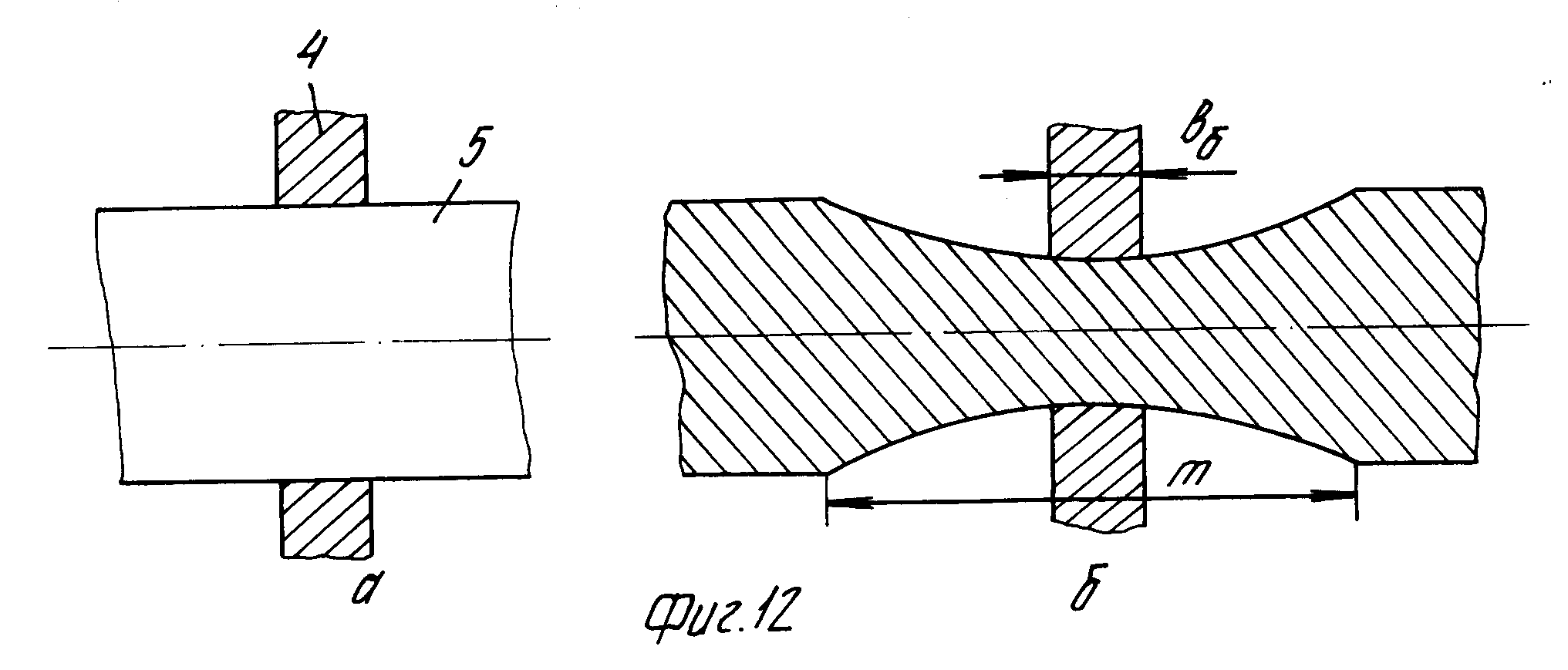
значительной мере снижает усилие, необходимое для пережима. Проводили опыты по передавливанию заготовки бойками различной ширины по схеме, изображенной на
фиг.12, где изображено а положение заготовки
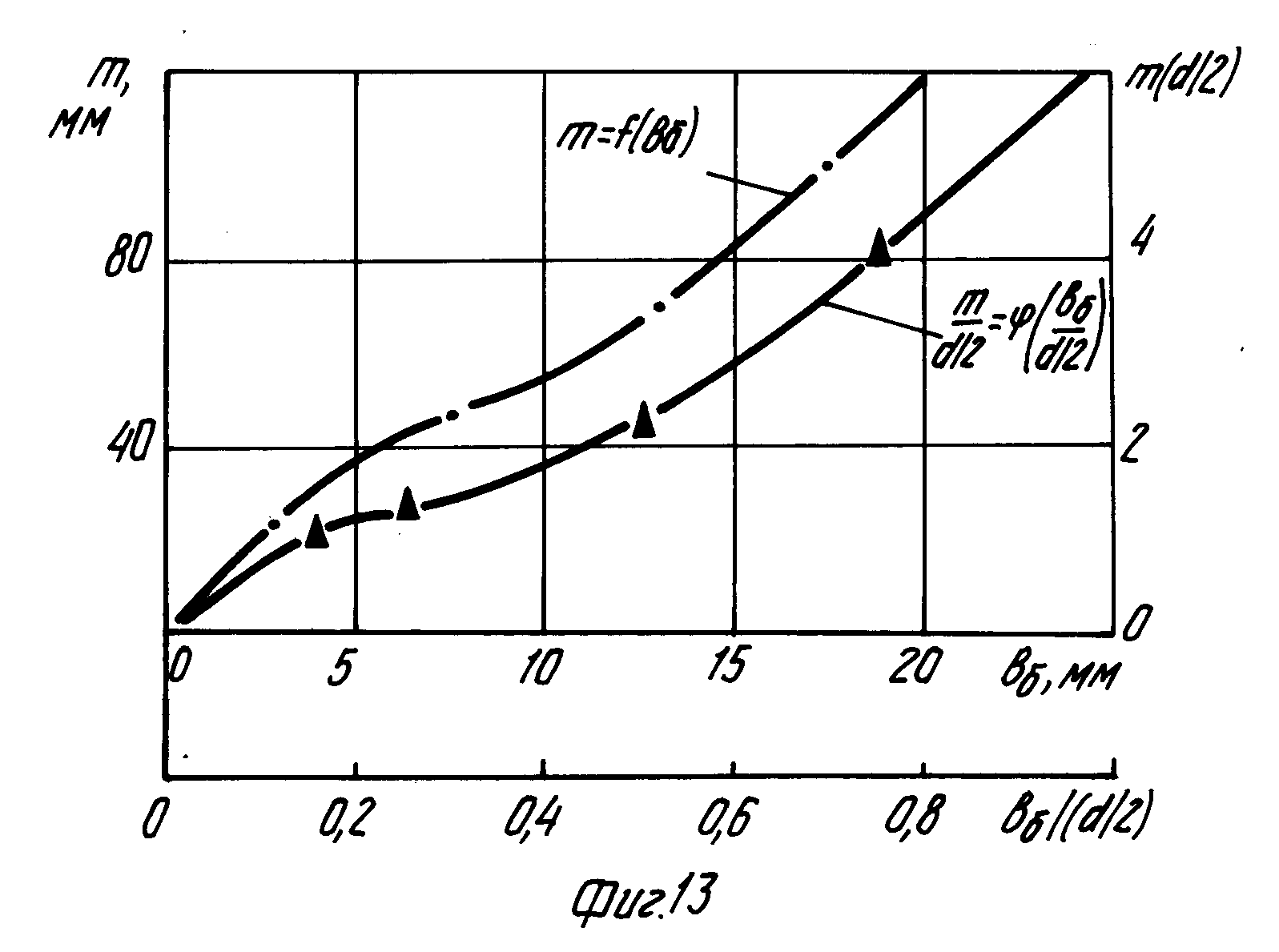
5 и бойков 4 до деформации, б после деформации и обозначено: bб ширина бойка, m длина пережима. При увеличении ширины бойка (фиг.13) длина
пережима увеличивается, причем длина пережима в
6-10 превышает ширину бойка. Отсюда можно сделать вывод о том, что деформацией даже относительно узкими бойками возможно получить достаточно длинный
пережим и не допустить зажима металла при
прессовании. В опытах было установлено, что длина пережима m практически не зависит от глубины пережима n, а между m и bб имеется связь m
(6-10)bб. Отсюда следует, что поскольку
mmax 5d, a mmin d, то bбmax 5d/(6-10) (0,6-0,8)d и bбmin d/(6-10) (0,10-0,14)d, и тогда ширина бойка
должна лежать в пределах 0,1d П р и м е р 1. В неразъемный контейнер подают участок заготовки длиной 400 мм, диаметром 158 мм, диаметр контейнера 160 мм. Обжимают по
радиусу участок заготовки бойками шириной 32 мм, что
составляет 0,2 от диаметра, на глубину 50 мм, т.е. диаметр в месте пережима составляет 158-100 58 мм. При этом формируется длина пережима, равная
160 мм. Распрессовывают часть заготовки, заключенную
между пережатым участком и матрицей. Прессуют через матрицу диаметром 58 мм. Поскольку диаметр матрицы равен диаметру пережима, то обратное
течение металла начинается в самом конце процесса
прессования. Выпрессовывают весь металл, разводят бойки РОМ, надвигают контейнер на заготовку, сводят бойки вновь и цикл повторяют. П
р и м е р 2. В условиях предыдущего примера
осуществляют прессование через матрицу диаметром 40 мм. Поскольку диаметр матрицы меньше диаметра пережима, то прессование ведут до начала истечения
металла в сторону, противоположную направлению
подачи заготовки, после чего раздвигают бойки, надвигают контейнер на заготовку, сводят бойки вновь и цикл повторяют. По сравнению с
традиционным способом прессования дискретных
заготовок достигается непрерывность процесса, повышается выход годного, становится возможным сопряжение процесса деформации с процессом непрерывного
литья. По сравнению со способом [2]
нет необходимости срезать заусенец, образовавшийся при смыкании частей контейнера. Это повышает выход годного. По сравнению с
известной конструкцией пресса [2] пресс получается более
простой конструкции, поскольку не требуется наличия механизмов сведения и разведения частей контейнера. Устройство в целом компонуется из двух
серийно выпускаемых машин: пресса и радиально-обжимной
машины. Кроме того, упрощается изготовление контейнера, поскольку эта деталь теперь представляет собой тело вращения без каких-либо разрезов.
Последний фактор приводит к резкому увеличению прочности и
жесткости контейнера, что дает возможность прессования металлов с высоким сопротивлением деформации, т.е. расширяются технологические
возможности. Кроме того, уменьшаются габариты
(длина) контейнера, поскольку удержание прессуемого материала производится не напряжениями трения, а механическим зацеплением.
Реферат
Сущность изобретения: способ непрерывного прессования заготовок включает подачу части заготовки в контейнер, поперечное обжатие участка заготовки со стороны подачи, распрессовку части заготовки, заключенной между пережатым участком и матрицей, и прессование до начала истечения металла в сторону, противоположную направлению подачи заготовки. Обжатие участка заготовки со стороны подачи осуществляется по радиусу до получения равноосного сечения, а последующее прессование производят через неразъемный контейнер. Устройство для осуществления способа содержит пресс обратного прессования, контейнер которого со стороны подачи заготовки снабжен радиально-обжимной машиной, установленной соосно прессу. В устройстве отношение ширины бойка радиально-обжимной машины к диаметру полости контейнера составляет от 0,1 до 0,8. 2 с. и 2 з. п. ф-лы, 13 ил.
Комментарии