Способ изготовления сварных колец - SU599879A1
Код документа: SU599879A1
Чертежи
Описание
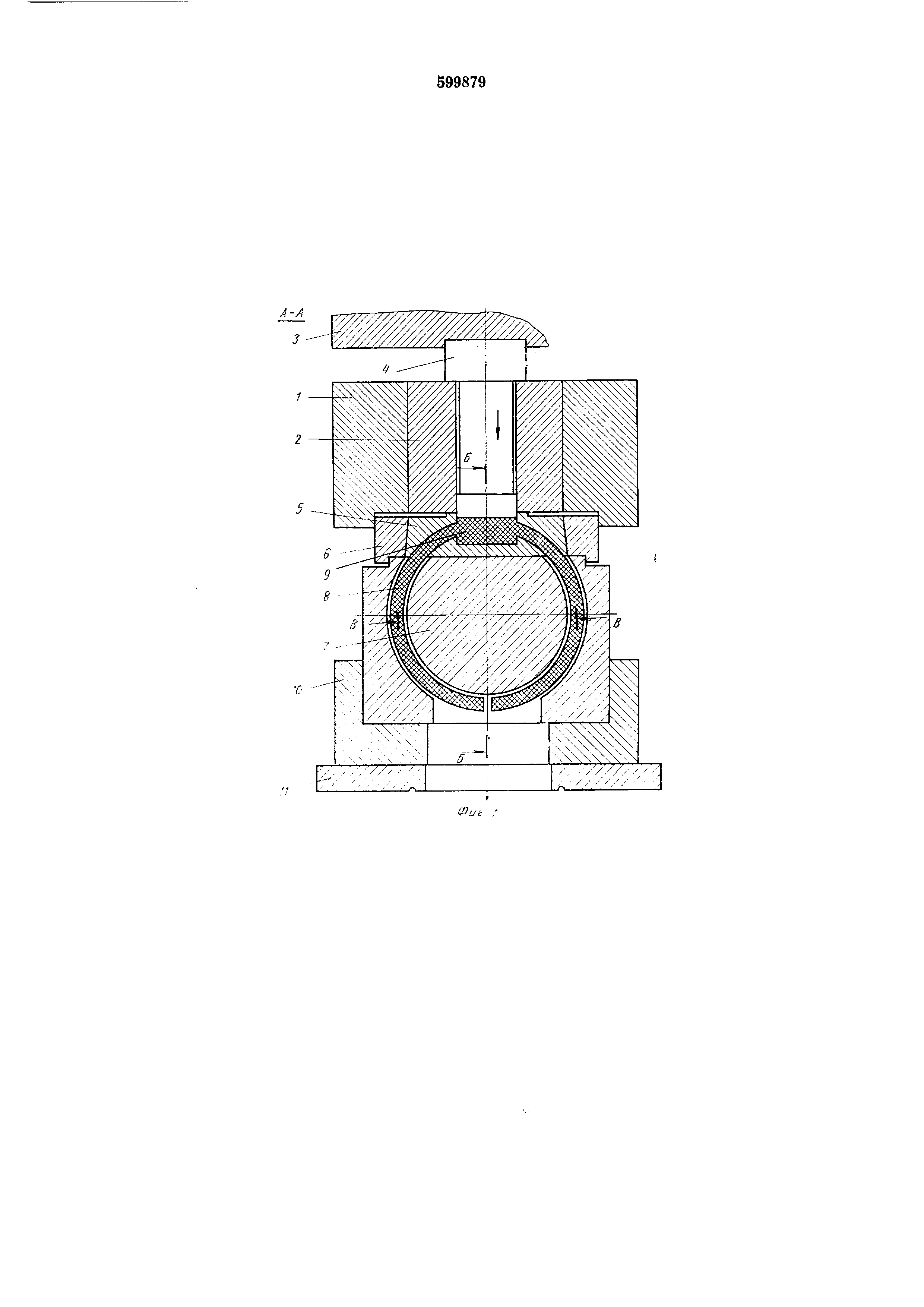
на также выполненную разъемной из двух половии подставку 7 с криволинейными каналами для прохода прессуемого нрофиля 8 с нрессостатком 9. Подставка 7 входит в цилиндрическую расточку опорной плиты 10, которая в свою очередь установлена на столе 11 пресса.
Изготовление кольца осуществляется следующим образом.
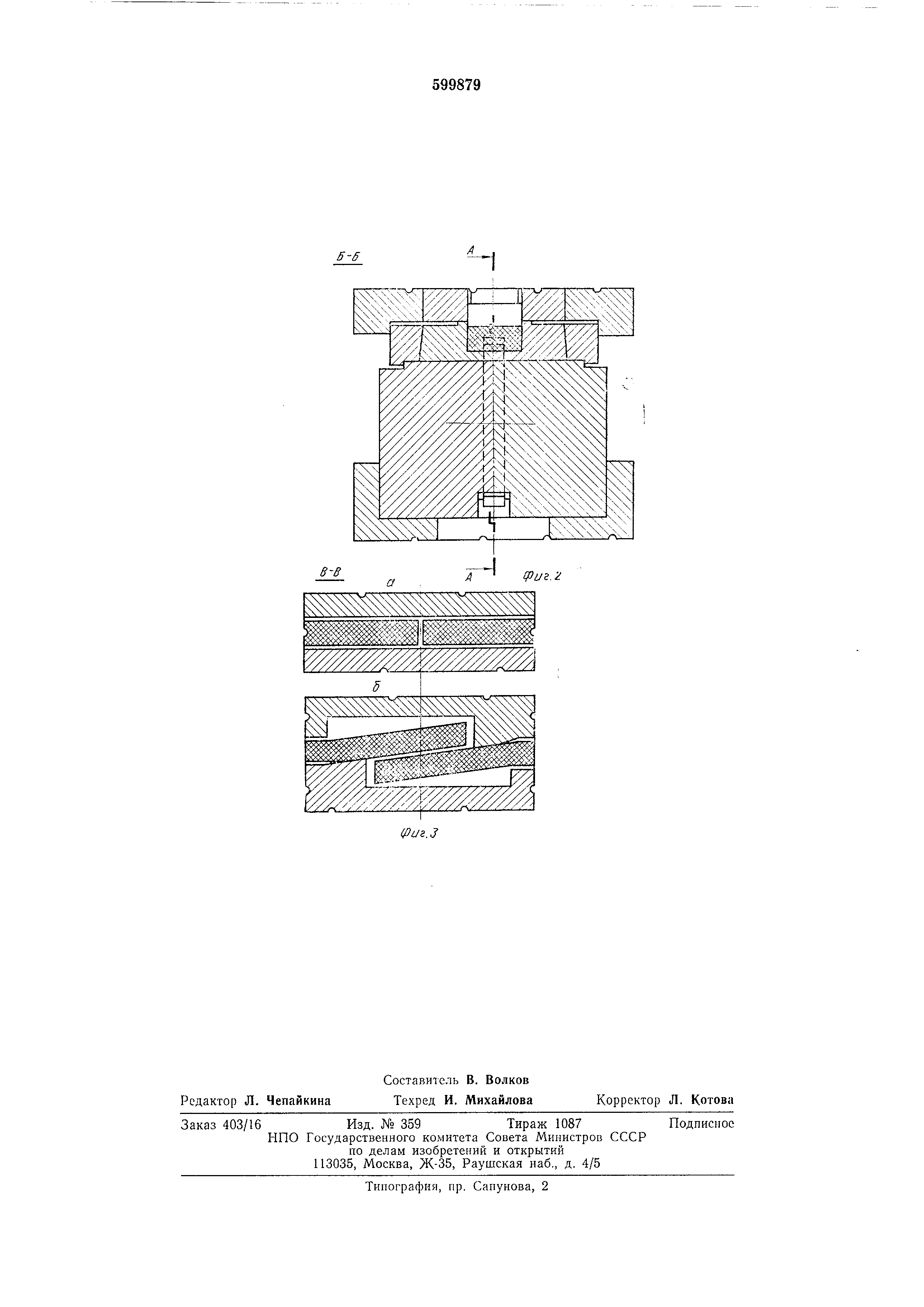
Исходную заготовку в виде крупного прутка в холодном или нагретом состоянии помещают в рабочую втулку 2 контейнера и под действием пуансона 4 производят прессование кольцевого профиля 8 одновременно через оба канала матрицы 5. Таким образом, получают незамкнутое кольцо. При этом выдавливание осуществляют либо до стыковки концов профиля (фиг. 2а), либо с припуском по длине (фиг. 26). В последнем случае концы прессуемого профиля отклоняют от плоскости кольца и располагают в стыке внахлест. После окончания прессования подставку 7 выводят из опорной плиты 10 и разбирают на две половины и освобождают отпрессоваиный кольцевой профиль 8. Загем матрицу 5 выпрессовывают нз обоймы 6. Путем разборки матрицы профиль 8 с прессостатком 9 окончательно извлекают нз инструмента.
Перед сваркой стыка концы кольцевых профилей , отпрессованных с припуском по длине, обрезаются в размер и подвергаются правке до сведения их в плоскость кольца. Такую нравку осуществляют в специальном щтампе. Сварку стыка на кольцах производят преимущественно методом стыковой сварки оплавлением на специальных машннах.
После сварки кольца подвергают калибровке по диаметру и плоскости, преимущественно методом растяжения в клиновых секторных штямпах.
Затем осуществляют окончательную механическую обработку на токарных станках для снятия припуска на размеры поперечного сечения кольца.
Предлагаемый способ изготовления сварных колец позволяет снизить трудоемкость процесса и повысить точность колец, а также сократить расход металла при их изготовлении и повысить их эксплуатационные качества .
Формула изобретения
1.Способ изготовления сварных колец, включающий прессование из заготовки продольно изогнутого профиля через матрицу с криволинейным Б продольном направлении калибрующим каналом, сварку стыка на кольце, калибровку его по диаметру и плоскости и последующую механообработку, отличающийся тем, что, с целью снижения трудоемкости изготовления и повышения точности колец, продольно изогнутый профиль под сварку получают в виде незамкнутого кольца путем прямого прессования через матрицу с двумя симметрично расположенными относительно оси заготовки калибрующими каналами .
2.Способ по п. 1, отличающийся тем, что, с целью повыщения качества стыка на кольцах, нрессование кольцевого профиля под сварку производят с припуском по длине, в конце процесса прессования производят отгибку концов профиля, а перед сваркой - отрезку припуска и правку свариваемых концов.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 317450. кл. В 21С 23/12, 1971.

Реферат
Формула
Комментарии