Способ изготовления панелей несимметричного профиля с поперечными и продольными ребрами и устройство для его осуществления - SU558743A1
Код документа: SU558743A1
Чертежи
Описание
кладьюают усилие в напр влешш |калибра, образованного валками. При прокатке ifanenH ее изгабают, причем усилие изгиба прикладьтают со стороны профильного валка, формукхцего поперечные и продольные ребра.
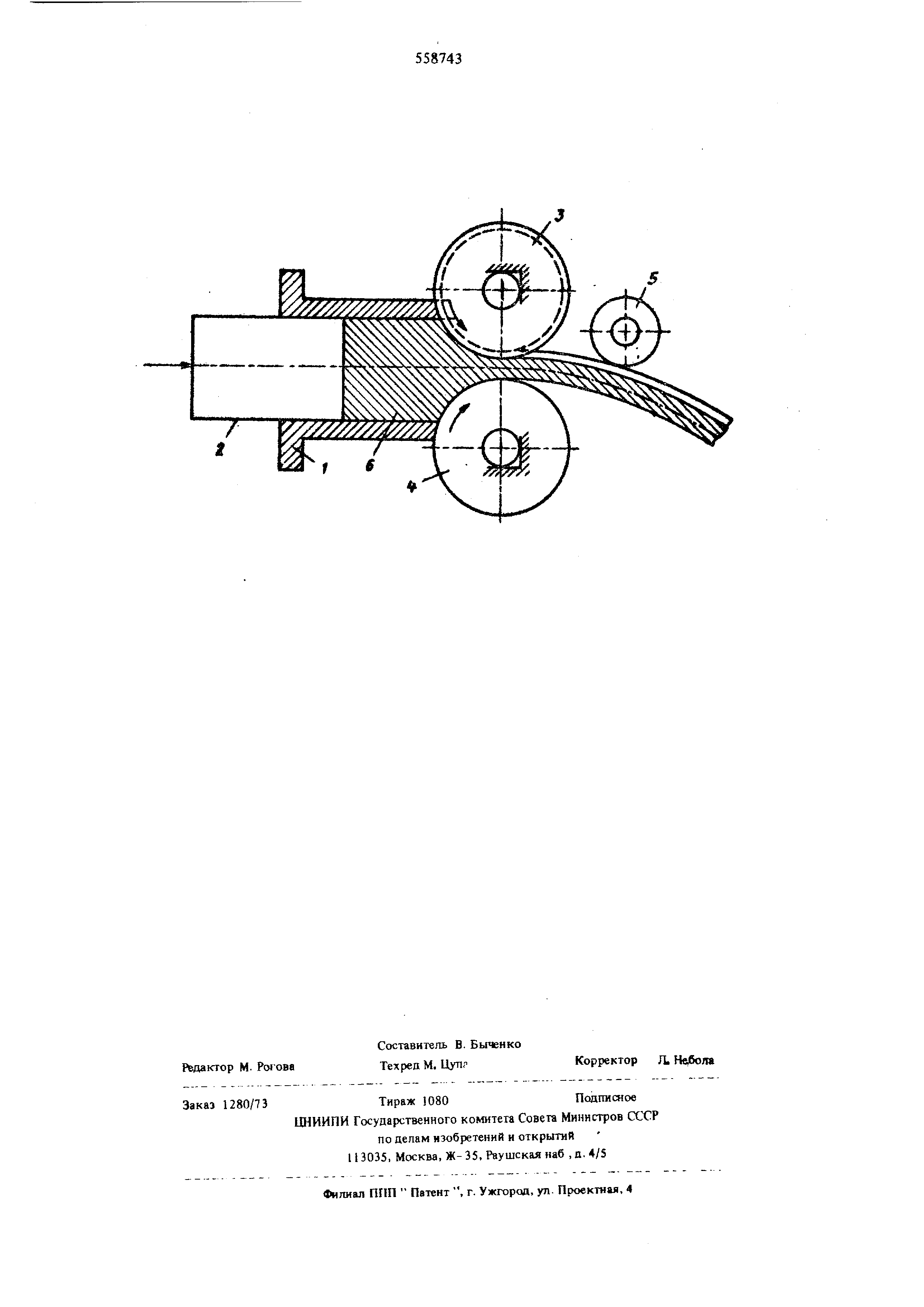
Устройство для изготовлешя панелей содержит контейнер 1 с пуансоном 2, приводные профшп 1а1е валки 3 и 4 и гибочный валок 5, устанюленный за профильным валком 3, калиброванным соответственно форме панели со стороны пшеречных и продольных ребер.
Вариант исполнения (устройства содержит профильный валок, калиброванный соответственно форме панели со стороны поперечных и продольных ребер и вьшолненньй диаметром, большим дааметре валка 4..
Работает уст1кйств(%следующим образом.
Валкам 3, 4 и 5 сообщают вращение, а пуа сону 2 прямолинейное перемещение, чем осуществляется одновременное прессование помещеш1сй В контейнер 1 заготовки 6, прокатка профильными валками и изгиб прокатшзй панели валком 3. Ва лок S может быть выполнен и непрнводным.
Предлагаемый способ н устройство дгш изготовления несиммет Я1чных панелей и профилей с поперечными и продольными ребрами обеспечивает снижение знергосиловых параметров процесса, расширение сортамента изделий, возможность йзготдаления панелей из сталей, титановых сплавов и других труднодеформнруемых материалов, снижение расходов на инструмент, снижение себестоимости изделий, снижение веса конструкзрй..
Формула изобретения
1.Способ изготовления панелей несимметричного профиля с поперечными и продольными путем выдавдшвання с одновременной тфокаткой профильными валками, один из которых формует поперечные и продольные ребра, отличающийся тем, что, с целью исключения смятия поперечных ребер и предотвращения изгиба панели в сторону формующего ребра валка, при прокатке данель изгибают, при этом усилие изгаба прикладывают со стороны профильного валка, формующего поперечные и продольные ребра.
2.Устр йс1во для осуществления способа по п. 1, содержащее контейнер с пуансоном, приводные профильные валки, один из которых калибровав соответственно форме панели со стороны попереч1плх и продольных ребер, отличаю:щ е е с я тем, что шо снабжено валком, размещенным за профильным валком, калиброванным соj огветственно форме панели со стороны поперечных и продольных ребер.
3.Устройство по п. 2, отличающееся тем, что профильньЛй валок, калиброванный соответственно форме панели со стороны поперечных и продольных ребер, выполнен диаметром, большим дЁаметра противоположного валка.
Источники информации, принятые во внимание при зкспептизе:
1. Авторское свидетельство СССР If 117271, MJKji B21H7/14,1958.
2 Авторское свидетельство CCXIP № 88656, iAJKn BlLl J 5/12,1949.
Реферат
Формула

Комментарии