Способ непрерывной обработки прутковой заготовки - SU449473A3
Код документа: SU449473A3
Чертежи

Описание
1
Изобретение относится к обработке металлов давлением и может быть использовано при непрерывном изготовлении проволоки.
Способ непрерывной обработки прутковой заготовки в матрице путем подачи потока жидкости вдоль деформируемого матерпала известен.
С целью регулирования усилия в процессе деформирования, создания различных схем напряжеиного состояния и изменения давления жидкости по длине заготовки поток жидкости иодают иа отдельные участки по длине деформируемой заготовки.
При этом поток жидкости могут подавать в противоположиых направлениях, а давление жидкости но участкам либо увеличивают, либо уменьшают в направлении перемещения заготовки . Поток жидкости могут подавать в виде множества отдельных струй.
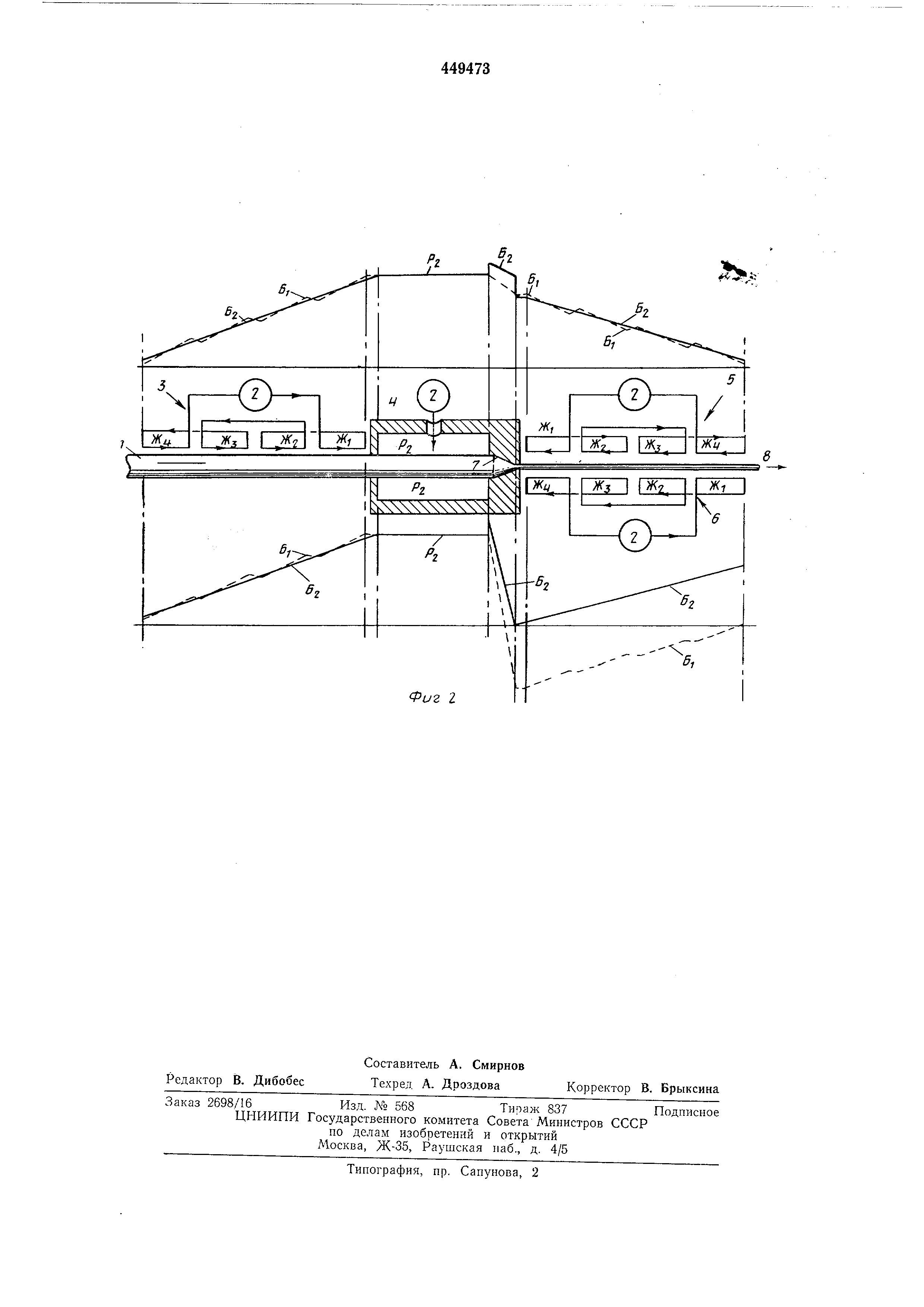
Па фиг. 1 приведена схема осуществления описываемого способа, а на фиг. 2 - возможный вариант его с подачей потока жидкости на отдельные участки по длине деформируемой заготовки.
Способ неирерывной обработки прутковой заготовки заключается в непрерывной подаче прутка 1 определенной длины против противоположной силы АО значительной величины с целью создания в прутке осевого усилия BI, превышающего предел текучести От материала
прутка. Осевое усилие БЬ показано по ординате графика фиг. 1. Вязкая жидкость В нагнетается гидравлическим насосом 2 и протекает между точками Г и Д, как показано
снлошными линиями со стрелками. Эта картина течения относится к поочередно меняющемуся потоку. В частности, вязкая жидкость В паправляется насосом от точки Г по направлению стрелок направо вдоль участка Ж: схемы течения, затем налево вдоль участка Ж2 схемы течения и далее но участку Жз- Паправление попеременно изменяющегося потока жидкости, протекающего направо и налево, новторяется до тех пор, пока не достигнет точки Д, после чего через жидкостной насос 2 жидкость направляется в повторный цикл. Этот цикл непрерывно повторяется, поддерживая в схеме поток жидкости. Рассмотрим цикл более подробно. Циклическн нрерываемые участки Жь Жг, Жз и Ж4 картины течения соответствуют участкам прутка АИь АИ2; АИз; ЛИ4; которые расноложены но длине И прутка с регулярным интервалом . Однако здесь должны быть особо отмечены определенные особенности поперемеино меняющейся картины течения.
Как иоказано на фиг. 1, общий поток жидкости от точки Г к точке Д проходит вне жидкостного насоса 2, однако на участках Жь
Жз, Ж5 и Ж он перемещается в противоположном направлении в правую сторону. Следовательно , поток- жидкости вдоль поверхности прутка от Д до Г представляет определенную фигуру.
Как видно из графика фиг. 1, общее падение давления между точками Г и Д ДР распределяется по всей картине течения, причем падения давления ДРь АРг, и ДР4 соответственно связаны с участками потока Жь Жг, Жз и Ж4 (падения давления обозначены направленными вниз вправо стрелками Ж: - Ж). Предположив, что падения давления на этих участках можно точно регулировать, получим сумму Д/... , по существу равную АР.
В то время как на участках Ж1, Жз, Жз и Ж4 поток нанравлен направо, градиент давления , представленный средним давлением жидкости на каждом последующем из этих участков растет вправо. На графике (фиг. 1) этот градиент давления показан сплошной наклонной линией. Жидкость питающих участков Жь Жг, Жз и Ж подают к участкам поверхности прутка соответственно ДИ ДИг, ДзИ и ДИ4. Давление жидкости на каждом из участков Ж1...Ж4, обозначенное на графике стрелками К, создает в прутке радиальные напряжения Б2. Радиальное усилие 2 в любой точке равно статическому давлению жидкости , создающему это усилие. Силы вязкого волочения , обозначенные стрелками Л, развиваются за счет радиальных усилий Б2 в прутке, образующихся при -протекапии жидкости. При этом эти радиальные усилия накапливаются слева направо, как показано наклонной щтрих-пунктирной линией па графике фиг. 1.
Так как радиальное усилие Б2 равно статическому давлению жидкости, развивающему это усилие, то приращение радиального напряжения ДБ2 на любом участке прутка ДИ также равно падению давления ДР на этом участке прутка. Из этого следует, что наклонная снлощная линия на фиг. 1 представляет график средних приращений радиальных усилий ДБ2, а также нодобный график среднего падения давления ДР.
Заклинивание или вспучивание прутка происходит в случае, если в любой точке осевое усилие Б будет отличаться от радиального по величине, превышающей предел текучести прутка. Согласно настоящему изобретению, отдельные падения давления ДР регулируются так, чтобы приращения ABi осевого усилия, образованные силами волочения Л, не создавали в прутке условий для его заклинивания и вспучивания.
На графике (фиг. 1) приращения ДБ1 осевой силы показаны наклонной, ступенчатой линией. В идеальном случае эта линия покрывает сплошную линию, представляющую среднюю радиальную нагрузку Б2 в нрутке, тогда заклинивание и вспучивание прутка отсутствует . Эти условия иллюстрируются графиком. Практически трудно выполнить эти идеальные
условия. На графике верхняя и нижняя наклонные пунктирные линии определяют границы , между которыми осевое усилие BI и радиальное усилие Ба могут отличаться в любой точке по длине И прутка без создания заклинивания или вспучивания. Эти линии смещены от средних значений радиальных и осевых усилий на величину, равную половине значений предела текучести материала,
а именно ат/2.
Как отмечено выше, силы волоч ния Л приложены к поверхности прутка. При превышении суммой этих сил обратной силы АО пруток будет продвигаться против последней силы,
создавая соответствующее осевое напряжение. Способ согласно настоящему изобретению может быть также осуществлен использованием множества отдельных или дискретных жидкостных потоков.
Представленное на фиг. 2 устройство содержит входной питатель 3, камеру 4 высокого давления и выходной питатель 5 и 6, который может работать при необходимости различными способами.
В приведенном процессе пруток 1 определенной длины продвигается питателем 3 в камеру 4 высокого давления, которая заполняется соответствующей передающей давление жидкостью, сжатой до давления Р2 насосом 2,
и пруток проходит через экструзнонную головку 7, непрерывно формируясь в проволоку 8. При использовании в качестве выходного питателя 6 способ называют «обратным, а при использовании для работы питателя 5 -
«прямым.
В общем, входной питатель 3 обеспечивает постоянный вход в камеру 4 высокого давленпя , а выходной питатель 5(6)-непрерывный выход из камеры. Кроме того, входной и
выходной питатели развивают в материале прутка, поступающего и выходящего из камеры , градиенты осевого и радиального напряжения , причем эти градиенты регулируются для согласования значений осевых и радиальных усилий, испытываемых материалом при его входе и выходе из камеры давления. Эти градиенты можно регулировать так, что в любой точке внутри питателей осевое напряжение в прутке отличается от радиального усилия
на величину, меньшую чем предел текучести материала прутка. Таким образом устраняется заклинивание и вспучивание прутка.
В зависимости от специфических условий осуществляемого непрерывного процесса, например процесса экструзии и учета таких факторов , как материал и предел текучести материала , хорощо известно, что плавное начало экструзии может быть обеспечено приложением к продукту экструзии обратного давле
ния. Питатель 6, действующий по обратному способу, может прилагать это обратное давление на нроволоку 8 при выходе его из экструзионной головки 7. Как только это условие достигнуто, питатели 3 и 5 предпочтительно управляются так,
чтобы действующие вправо фрикционные силы вязкого волочения, развиваемые на пруток входным материалом, постепенно превысили направленные влево силы, развиваемые выходным питателем. Таким образом, плавное начало экструзии сопровождается немедленной экструзией прутка.
Известно, что многие материалы, особенно хрупкие, например висмут и бериллий, легче экструдиров, когда сила сжатия больше (в четыре - пять раз) их предела текучести. При недостаточном сжатии может иметь место послеэкструзиопное разрушение. Питатель 6, работаюший по обратному способу выполняет вышеприведенные требования.
На нижнем графике (фиг. 2) показаны осевые Б и радиальные 62 усилия в прутке 1 при его проталкивании и протаскивании в соответствии с этим режимом работы. Заслуживает внимания, что часть прутка внутри экструзионной головки 7 испытывает переходное осевое усилие от сжатия до растяжения. После этого по мере прохождения проволоки через выходной питатель растягиваюшее напряжение в проволоке 8 постепенно спадает до нуля. Для того, чтобы избежать двойного протягивания проволоки, выходной питатель регулируют так, чтобы сумма растягивающих и радиальных напряжений в проволоке не превышала предела текучести ее материала, снижая упомянутую сумму при растяжении.
Предмет изобретения 1. Способ непрерывной обработки прутковой заготовки в матрице путем подачи потока жидкости вдоль деформируемого материала отличающийся тем, что, с целью обеспечения возможности регулирования усилия в процессе деформирования, создания различ0 ных схем напряженного состояния и изменения давления жидкости по длине заготовки, поток жидкости подают на отдельные участки по длине деформируемой заготовки.
5
2.Способ по п. 1, отличающийся тем, что поток жидкости на отдельные участки заготовки подают в противоположных паправлениях .
3.Способ по п. 1, отличающийся тем,
0 что при подаче потока жидкости увеличивают давление по участкам в направлении перемещения заготовки.
4.Способ по п. 1, отличающийся тем, что при подаче потока жидкости уменьщают давление на участках в направлении перемещения заготовки.
5.Способ по пп. 1-4, отличающийся тем, что поток жидкости создают в виде множества отдельных струй.
б,6г
Реферат
Формула
Комментарии