Устройство для непрерывного литья под давлением - RU2002557C1
Код документа: RU2002557C1
Чертежи

Описание
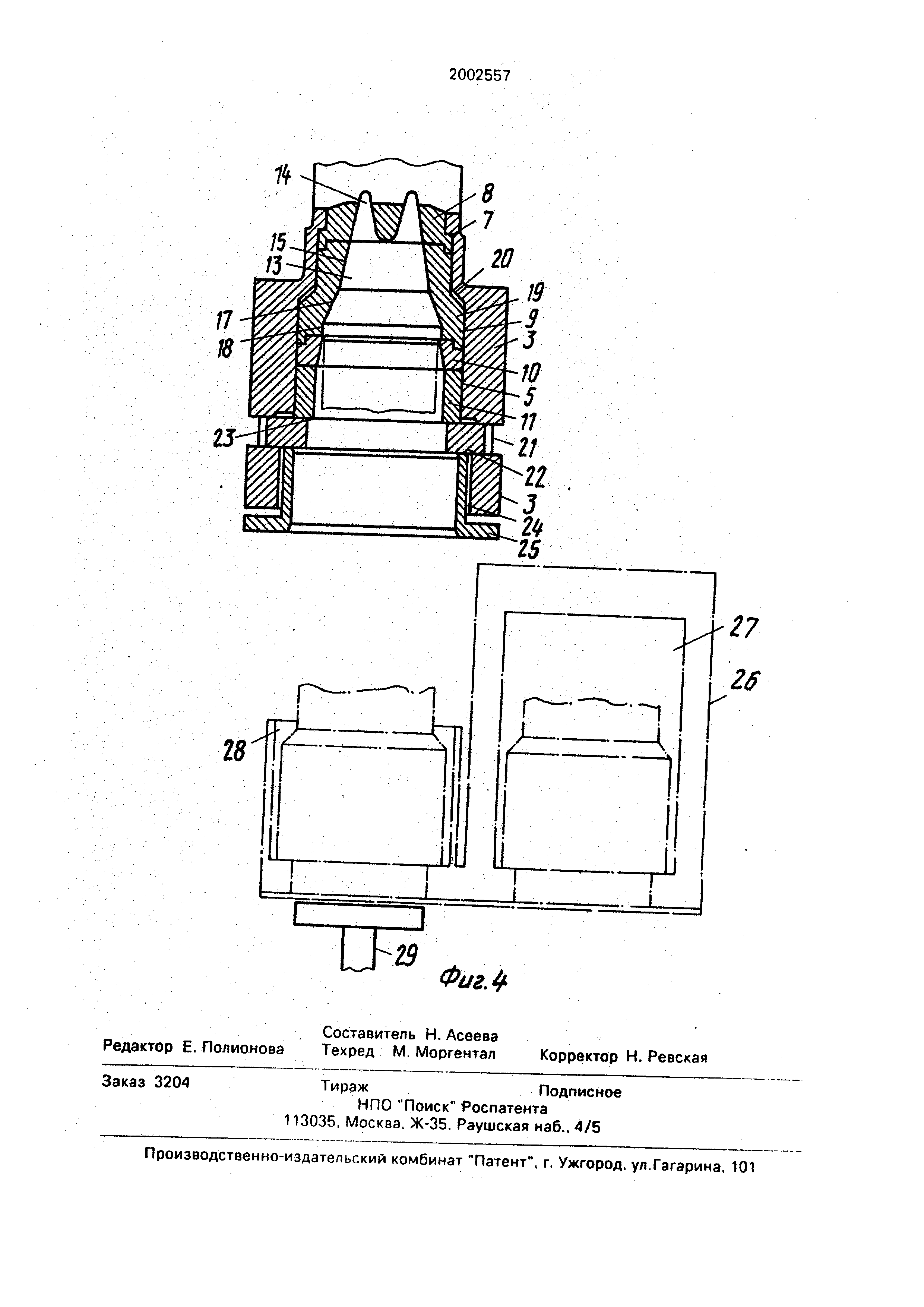
Для замены матрицы машину останавливают и колодку поворачивают, устанавливая ее в открытое положение, показанное на фиг.1. Затем ослабляют зажимное кольцо 25, камеру хранения 27 перемещающегося элемента 26 совмещают на одной осевой с каналом 5. приводят в действие гидравлический поршень 29, который захватывает выходной блок, и отводят в исходное положение запорные шпонки 22. Затем гидравлическим поршнем 29 опускают инструмент в камеру хранения 27, перемещающимся элементом подводят инструмент, заменяющий прежний, предварительно нагретый в нагревательной камере до рабочей температуры колеса 1, устанавливая соосно с каналом 5, после чего гидравлическим поршнем помещают новый инструмент в канале 5, как указывалось выше, при минимальном времени простоя.
Такая конструкция способствует истечению исходного материала из печи непрерывного литью, так как замена матриц может производиться быстро, и. поскольку матрицу и связанный с нею формующий инструмент предварительно нагревают, то на
Формула изобретения
1.УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ПОД ДАВЛЕНИЕМ, содержащее вращающееся колесо с кольцевыми канавками, расположенными на расстоянии одна от другой, дугообразную формовочную колодку, контактирующую с участками соответствующих канавок, размещенный в колодке матричный блок, канавки выполнены с радиальными выходными отверстиями, ограниченными упорами, смещенными от отверстий в направлении вращения колеса, отличающееся тем, что оно снабжено установленными в колодке входным, упорным, расширительным и выходным блоками, в колодке выполнены углубления под входной блок и уступчатый осевой канал с опорным выступом , а упорный блок, расширительный блок, матричный блок и выходной блок размещены последовательно в уступчатом канале, причем упорный блок поджат к упорному выступу в зоне расположения входного блока, при этом выходной блок закреплен относительно уступчатого канала посредством крепежных средств.
2.Устройство по п.1, отличающееся тем, что входной блок имеет отверстие в форме усеченного конуса и плоские опорные поверхности, упорный блок размещен в этом отверстии и выполнен с ответными
возобновление операции литья под давлением расходуется мало времени, в результате чего обеспечивается напор расплава в печи непрерывного литья. Благодаря разливу материала из печи непрерывного литья и подаче его для протекания по самому короткому по возможности пути через туннель со стенкой из теплоизоляционного материала с целью сокращения потерь тепла непос0 редственно к разливному отверстию тепло в материале сразу после его отверждения сохраняется и окисление поверхности сводится к минимуму, В случаях, когда необходимо исключить поверхностное окисление.
5 материал из печи непрерывного литья подают по туннелю для газов, содержащих уменьшенное количество кислорода или практически не содержащих последний. Следует указать, что хотя в описании
0 представлена пресс-форма для литья под давлением сплошных полосных изделий, также может быть использован весь диапазон пресс-штампов для изготовления сплошных и полых изделий.
5
(56) Европейская заявка № 0125788, кл. В 21 С 25/00, 1984.
конусными поверхностями, обеспечиваю- Q щими при контактировании надежное крепление.
3.Устройство по п.1, отличающееся тем, что расширительный блок выполнен с внутренней расширительной камерой, со5 стоящей из входной и выходной секции, каждая из которых выполнена в виде усеченного конуса, причем угол конусности выпускной секции- больше, чем у входной секции.
4.Устройство по п.1. отличающееся тем, что крепежные средства выходного блока выполнены в виде перемещаемых запорных шпонок, обеспечивающих закрепление и возможность извлечения вы ходного блока.
5.Устройство по п.1. отличающееся тем, что оно снабжено установленным в выходном торце уступчатого канала винтоQ вым зажимным кольцом, контактирующим с запорными шпонками.
6.Устройство по п.1, отличающееся тем, что упорный расширительный, матричный и выходной блоки скреплены не5 разьемно в один формовочный инструмент с возможностью введения в канал и извлечения из него, при этом устройство снабжено нагревательной камерой для предварительного нагрева этого формо ночного инструмента.
7.Устройство по п.6, отличающееся тем. что оно снабжено установленным в уступчатом канале по его оси поршнем с возможностью возвратно-поступательного перемещения для ввода и вывода формо- вечного инструмента.
8.Устройство по п.1, отличающееся тем, что оно снабжено печью непрерывного литья для подачи расплавленного исходного материала непосредственно в
кольцевые канавки.
9.Устройство по п.8, отличающееся тем, что оно снабжено туннелем для подачи расплавленного исходного материала от печи непрерывного литья к кольцевым канавкам.
10.Устройство по п.9, отличающееся тем, что туннель облицован теплоизоляционным материалом.


Реферат

Формула
Комментарии