Устройства для центровки (варианты), разгибания и уплощения трубы - RU2126732C1
Код документа: RU2126732C1
Чертежи



















Описание
Изобретение относится к производству металлических полос, а более конкретно, к созданию отгибающего устройства, снабженного системой центровки, используемого при производстве металлических полос из труб со щелью. Полученные полосы особенно хорошо подходят для использования в катушках силовых трансформаторов.
Силовые трансформаторы, такие как повышающие распределительные трансформаторы и установленные на подушках распределительные трансформаторы, обычно включают в себя катушки, которые намотаны из относительно широкой алюминиевой полосы. Для обеспечения требуемых электрических характеристик таких трансформаторов необходимо, чтобы алюминиевые полосы не только имели точные размеры, но и другие желательные характеристики, такие как желательная электропроводность и О-отпускание.
До настоящего времени алюминиевые полосы изготавливали первоначальной разливкой алюминия в отливки (слитки) с последующей холодной прокаткой и горячей прокаткой отливок для образования листов, которые затем разрезались на полосы. Кроме того, полосы подвергались процессу вторичной металлообработки для скругления кромок. Скругленные кромки позволяют добиться оптимальной изоляции полос диэлектрическим материалом.
Несмотря на то, что при помощи известной обработки возможно изготавливать полосу удовлетворительного качества, она является относительно дорогостоящей по причине большого числа использованных операций. Поэтому желательно внедрить непрерывный процесс с минимальным числом дискретных операций. В этой связи были проанализированы известные традиционные процессы экструзии. Однако такие традиционные процессы не позволяют осуществить непрерывную обработку, которая желательна для изготовления плоских металлических полос для катушек силовых трансформаторов.
В заявке США N 07/791,103 от 12 ноября 1991 г. предусматривается создание нового и усовершенствованного способа и устройства, с использованием непрерывной экструзии, для непрерывного образования плоских металлических полос, подходящих для изготовления катушек для силовых трансформаторов. Более конкретно, в изобретении в соответствии с указанной заявкой использованы первая и вторая непрерывные стержнеподобные заготовки, которые пропускают через первую и вторую круговые канавки, образованные соответствующим образом во вращающемся колесе. Первая и вторая заготовки продвигаются при помощи вращающегося колеса через проход, образованный между колесом и стационарным держателем фильеры (штамподержателем). Заготовки перемещаются при помощи вращающегося колеса к первому и второму упорам, расположенным, соответственно, при входе в первую и вторую канавку. Упоры блокируют движение заготовок через проход и поэтому заготовки подвергаются пластической деформации и принудительно выходят (выжимаются) из канавок в отверстие в фильере, расположенное рядом с колесом. Деформированные первая и вторая заготовки сливаются в пределах отверстия фильеры, которая по окружности имеет разрыв с кольцевым поперечным сечением, и выходят из него в виде трубы со щелью. После этого труба продвигается к посту формования, на котором труба разгибается и уплощается за счет ее разгиба наружу в направлении, противоположном щели.
В соответствии с первым аспектом изобретения по указанной заявке предлагалось использовать удлиненный формующий элемент и расположенную напротив него (противоположную) поверхность, которые предусмотрены для разгибания и уплощения трубы. Удлиненный формующий элемент имеет входной конец и выходной конец. Входной конец имеет ширину, равную или меньшую диаметра трубы, причем ширина постепенно увеличивается от входного конца в направлении выходного конца формующего элемента. Преимущественно, противоположная поверхность является плоской и, в соответствии с предпочтительным вариантом изобретения, представляет собой плоский подвижный ремень. Труба продвигается над формующим элементом и упирается в плоскую поверхность таким образом, что формующий элемент разгибает трубу от ее щели наружу и преобразует трубу в главным образом плоскую полосу.
Крайне желательно при описанном выше отгибании трубы и преобразовании ее в плоскую полосу производить центровку трубы в отгибателе при протяжке через него трубы. Имеется вероятность скручивания трубы в процессе ее экструзии. Если происходит указанное или если труба скручивается или смещается от центра при ее вводе в отгибатель, или же если по какой либо иной причине происходит децентровка при нахождении трубы в отгибателе, то труба будет смещаться в сторону и даже имеется вероятность ее выхода из отгибателя, что приводит к повреждению краев трубы или конечной получаемой плоской полосы. Поэтому важно поддерживать центровку трубы в отгибателе в процессе ее протягивания через отгибатель.
Одной из возможностей осуществления указанной центровки является использование направляющих пальцев, прокладок (подушек) или роликов, установленных с двух сторон и/или краев для сохранения центровки. Однако при этом возникает трудность установки таких элементов на резьбе в отгибателе или других образующих узлах установки, так как при этом возможно повреждение поверхностей трубы, которые контактируют с такими элементами, а также требуется перенастройка при изменении диаметра трубы и, следовательно, ширины полосы.
В связи с изложенным, в соответствии с первым аспектом в настоящем изобретении предлагается упомянутый выше отгибатель, который обеспечивает поддержание трубы в центрированном положении в процессе ее протяжки через отверстие фильеры.
В соответствии с другим аспектом в настоящем изобретении предлагается устройство, которое может быть использовано с любой системой или в любой системе для придания трубе желательной ориентации.
Указанные выше и другие задачи решаются в соответствии с настоящим изобретением за счет использования системы центровки, которая при смещении щели трубы из желательного углового положения поворачивает трубу для установки щели в желательное положение.
В соответствии с предпочтительным вариантом осуществления настоящего изобретения система центровки включает в себя средства, установленные внутри трубы и предназначенные для направления света наружу в направлении зоны, которая заключает в себе желательное положение щели. Свет излучается из трубы, если по меньшей мере часть щели находится в пределах указанной зоны, причем характеристики излученного света являются функцией действительного положения щели относительно ее желательного положения. Предусмотрены соответствующие средства для измерения света, излученного из трубы, и для избирательного вращения трубы. Средства управления, на которые поступает сигнал с измерительных средств, обеспечивают управление работой средств вращения таким образом, что эти последние поворачивают трубу в такое положение, при котором щель находится в желательном положении.
Указанные выше другие задачи, преимущества и характеристики изобретения будут более ясны из его последующего детального описания, приведенного со ссылкой на сопроводительные чертежи.
На фиг. 1 показан вид спереди в разрезе традиционного устройства экструзии.
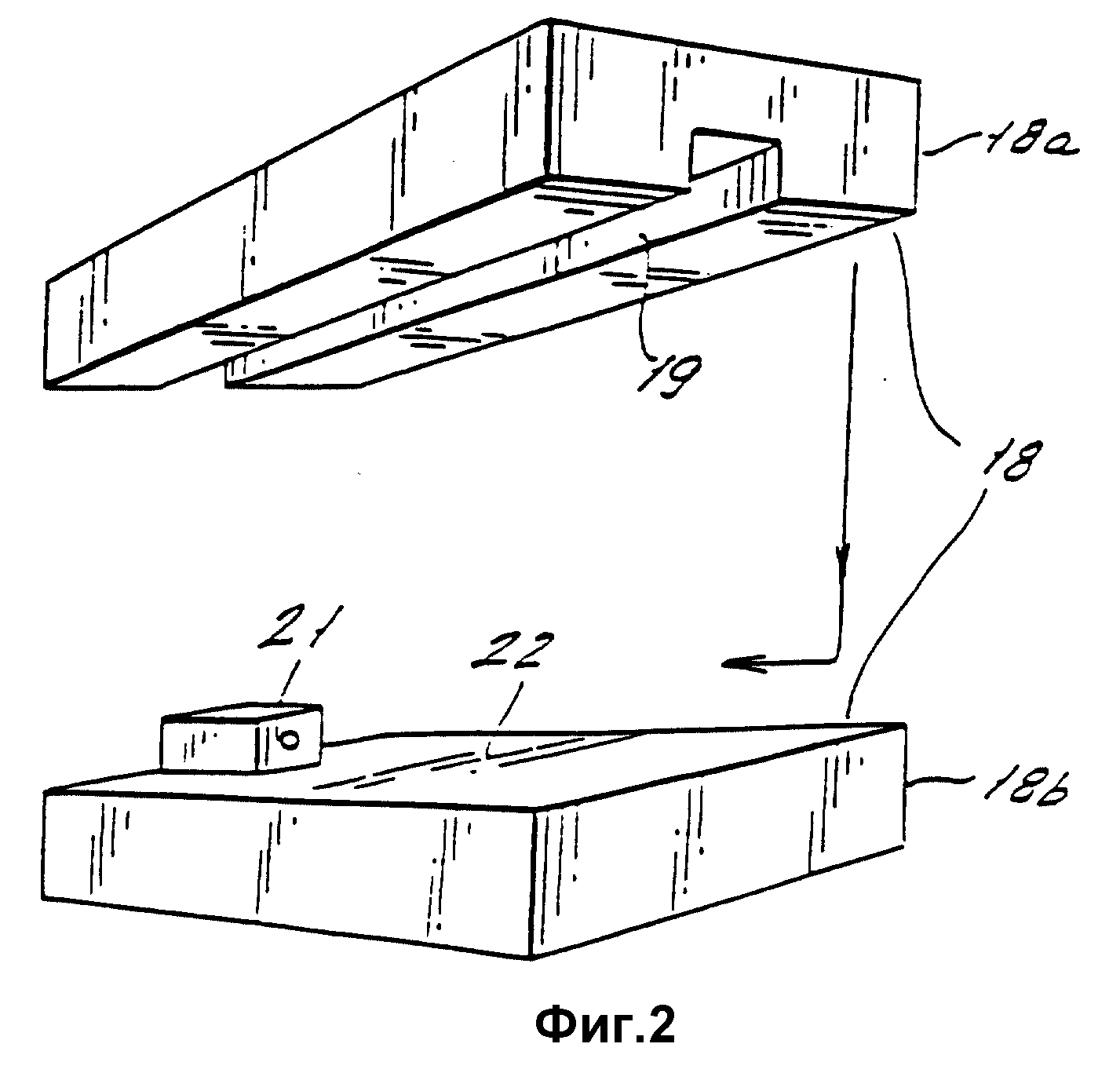
На фиг. 2 показан схематично непрерывный процесс экструзии, известный как (обозначенный так в данном описании) соответствующий процесс.
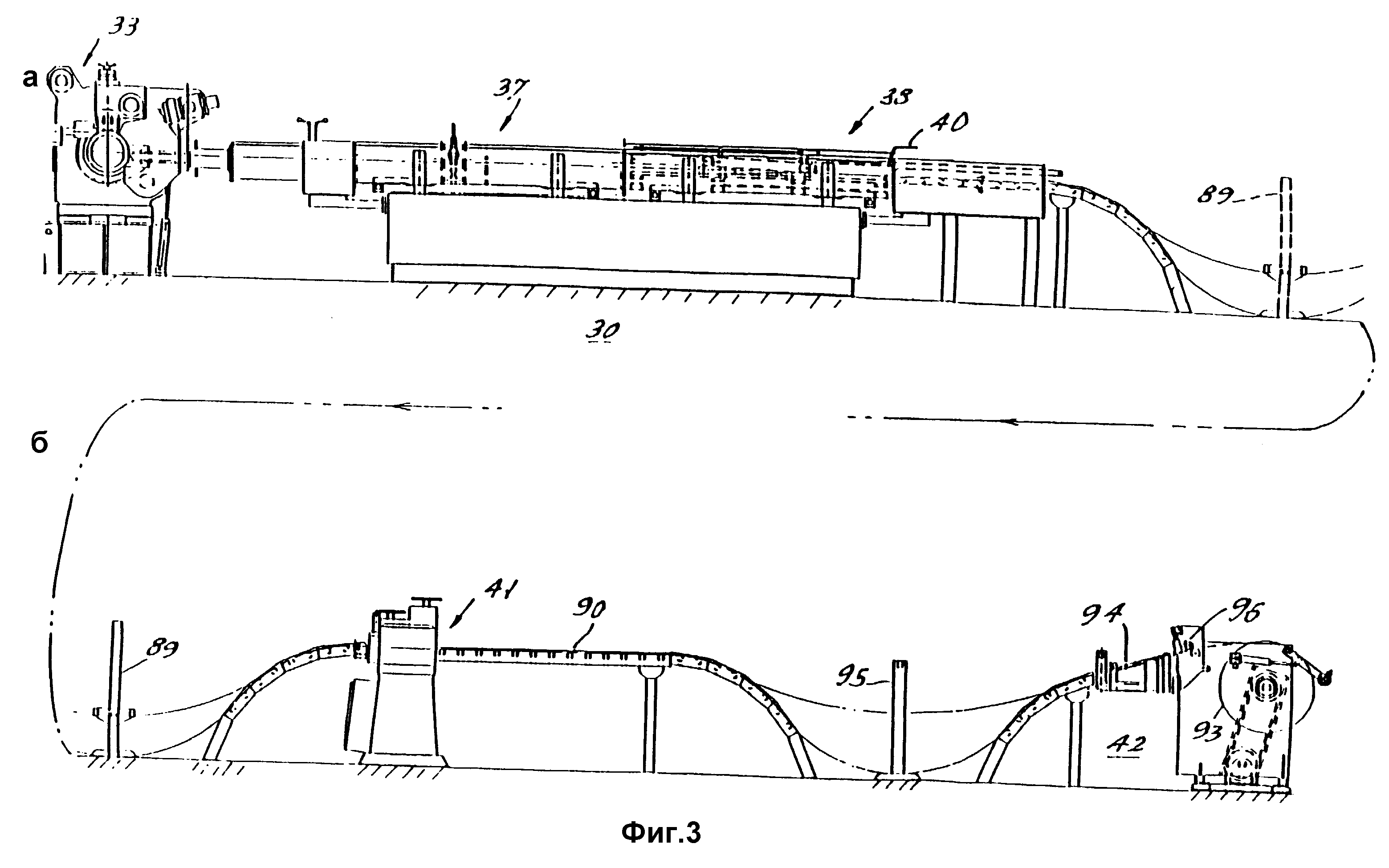
На фиг. 3а и фиг 3б (фиг. 3б является продолжением справа фиг. 3а) совместно показано устройство в соответствии с настоящим изобретением, предназначенное для формования плоских полос из металлических заготовок.
На фиг. 4 показан вид спереди в разрезе соответствующего экструдера, использованного в устройстве фиг. 3а и 3б для формования трубы из заготовок.
На фиг. 5 показан вид сверху колеса, использованного в соответствующем экструдере фиг. 4.
На фиг. 6 показан вид спереди в разрезе экструзионной оснастки, использованной в соответствующем экструдере фиг. 4.
На фиг. 7 показан вид сверху в разрезе экструзионной оснастки.
На фиг. 8 показано сечение по линии 8-8 фиг. 7.
На фиг. 9 показано поперечное сечение трубы на выходе из соответствующего экструдера.
На фиг. 10 и 11 показаны соответственно вид сбоку и вид сверху первого варианта отгибателя и поста уплощения для разгибания и уплощения трубы чтобы превратить трубу в плоскую полосу.
На фиг. 12 показан вид с торца по линии 12-12 фиг. 11.
На фиг. 13 показан вид с торца по линии 13-13 фиг. 11.
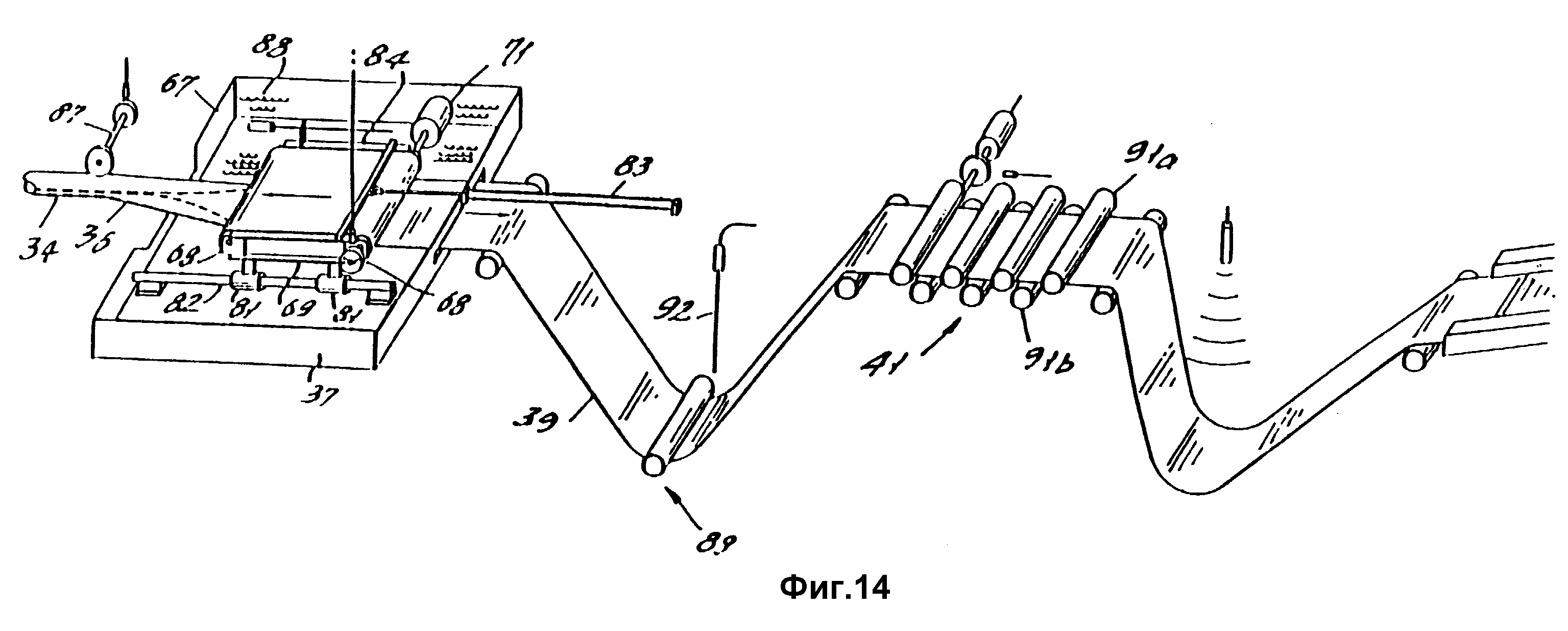
На фиг. 14 схематически показан первый вариант построения поста разгибания и уплощения и правильной машины, использованных в устройстве фиг. 3а и 3б.
На фиг. 15 схематически показано, как изменяется поперечное сечение штамподержателя, использованного на посту разгибания и уплощения, при переходах от входного конца к выходному концу штамподержателя.
На фиг. 16 и 17 показаны соответственно вид сбоку и вид сверху альтернативного варианта построения поста разгибания и уплощения.
На фиг. 18 показан вид с торца по линии 18-18 фиг. 16.
На фиг. 19 показан вид в перспективе силового трансформатора при намотке катушки.
На фиг. 20 показан вид сверху плиты с С-образной щелью, которая может быть использована в экструзионной оснастке соответствующего экструдера.
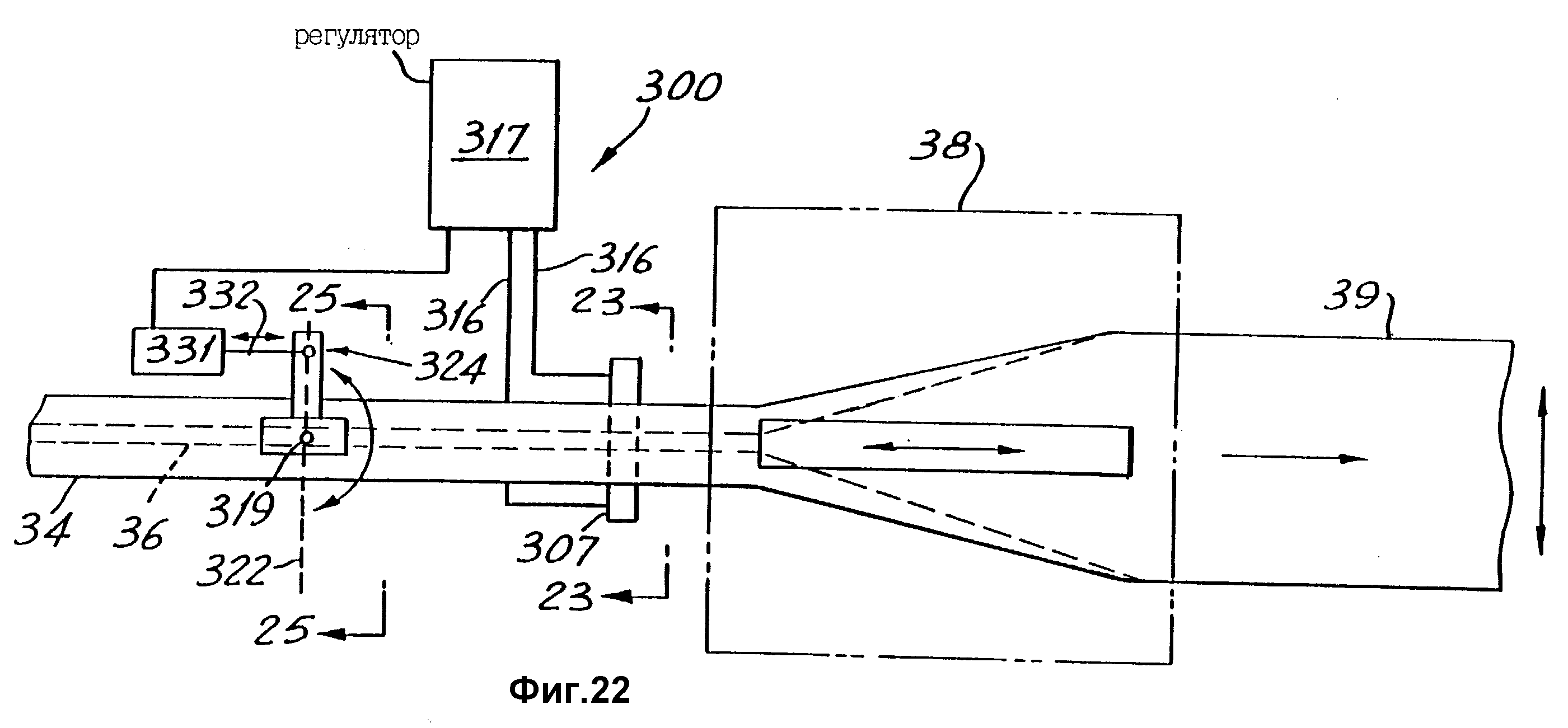
На фиг. 21 и 22 показаны соответственно вид сбоку и вид сверху, частично схематично, и с рядом узлов, которые удалены для большей ясности чертежа, системы центровки, приведенные для иллюстрации определенных характеристик настоящего изобретения, причем эта система центровки может быть использована для поддержания центровки трубы при ее протягивании через пост разгибания и уплощения либо по фиг. 14, либо по фиг. 16 и 17.
На фиг. 23 показано сечение по линии 23-23 фиг. 22.
На фиг. 24 схематично показана электрическая схема, использованная для обнаружения децентровки трубы.
На фиг. 25 показано сечение по линии 25-25 фиг. 22.
Обратимся теперь к рассмотрению фиг. 1, на которой показано типичное устройство экструзии 10 для экструдирования изделия 11 из заготовки 12. Устройство 10 содержит корпус 13, фильеру 14 и пуансон фильеры (стержень) 16. Обычно заготовка направляется через фильеру штампом 17. По мере движения вперед штампа 17 он деформирует заготовку 12 и экструдирует ее через фильеру 14 и пуансон фильеры 16 с образованием изделия 11. По причине существования трения между заготовкой 12 и корпусом 13, усилие, которое требуется для начала экструзии, ограничивает длину заготовки ориентировочно пятикратным ее диаметром. Поэтому это накладывает ограничение на количество материала, которое может быть одновременно экструдировано, и не позволяет сделать этот тип экструзии непрерывным.
Для преодоления этой проблемы разработан соответствующий процесс, в котором успешно использовано трение. Обратимся теперь к рассмотрению фиг. 2, на которой схематично показано устройство, иллюстрирующее осуществление соответствующего процесса. Как можно видеть из фиг.2, традиционный корпус заменен расщепленным корпусом 18 прямоугольного поперечного сечения. Верхняя часть 18a корпуса 18 имеет канавку 19 прямоугольного поперечного сечения, в которую плотно загружается прямоугольная заготовка (не показана); в нижней части 18b корпуса закреплена фильера 21, которая блокирует один конец канавки 19. При движении верхней части 18a корпуса 18 в направлении фильеры 21 трение между заготовкой и тремя сторонами канавки 21 воздействует таким образом, что толкает заготовку в направлении фильеры. Аналогично, трение между заготовкой и верхней поверхностью 22 нижней части 18b корпуса противодействует такому движению вперед. Чистое усилие, эквивалентное трению между заготовкой и двумя сторонами канавки 19, будет направлено таким образом, что прижимает заготовку к фильере 21.
Обратимся теперь к рассмотрению фиг. 3а и 3б, где показано устройство 30, иллюстрирующее определенные принципы изобретения в соответствии с исходной заявкой (заявка США N 07/791.103), в котором соответствующий процесс адаптирован для непрерывного формования первой и второй металических заготовок 31 (см. фиг. 5) в плоскую полосу, подходящую для намотки катушки 32 (фиг. 13) силового трансформатора.
Устройство 30 содержит соответствующий экструдер 33, который формует (преобразует) первую и вторую заготовки 31 в трубу 34, имеющую щель 36 (фиг. 9). После выхода из соответствующего экструдера 33 труба 34 направляется в камеру охлаждения 37, а затем к посту разгибания и уплощения 38, в котором труба формуется в плоскую полосу 39 (фиг. 11). Затем плоская полоса 39 перемещается к правильной машине 41, которая работает таким образом, что завершает уплощение полосы 39 и сглаживает неровности, так что выходящая из правильной машины 41 полоса 39 является главным образом плоской. После этого полоса 39 наматывается на оправку 93 при помощи системы наматывания 42.
Обратимся теперь к фиг. 4, на которой более детально показан соответствующий экструдер 33, которым может быть традиционный непрерывный соответствующий экструдер, который поставляется фирмой BWE Ltd., модель Twin Groove 350 или 550. Соответствующий экструдер 33 содержит колесо 43, имеющее две идущие по окружности канавки 44 (что лучше всего видно на фиг. 5), предназначенные для ввода в них первой и второй заготовки 31, каждая из которых преимущественно может иметь форму алюминиевого прутка диаметром 1,27 см. Колесо 43 установлено с возможностью вращения на приводном зубчатом валу 46, привод которого осуществляется при помощи известных средств (не показаны). Экструдер 33 содержит также штамподержатель 47 для удержания экструзионной оснастки 48, причем штамподержатсль имеет пару упоров 49 (только один из которых лучше всего виден на фиг. 6), которые входят в соответствующие канавки 44 в непосредственной близости от их донных поверхностей. Заготовки 31 подаются колесом 43 через направляющие ролики 51 и прижимаются к соответствующему колесу 43 при помощи штампующего (зачеканивающего) ролика 52, на который подается давление для приложения соответствующего давления к заготовкам 31 при их прохождении под штампующим роликом 52, чтобы таким образом снизить контакт со стенками канавок 44. Штамподержатель 47 установлен на оси 53, что позволяет штамподержателю 47 отходить (при повороте) от колеса 43 так, чтобы при этом в него могла быть установлена экструзионная оснастка 48. После того, как установлена экструзионная оснастка, штамподержатель 47 поворачивается назад в положение, смежное с колесом 43. Для блокировки штамподержателя 47 в этом последнем положении предусмотрен зажим 54. Штамподержатель 47 также включает в себя входной блок 56, который ограничивает проход 57 между колесом 43 и внутренней поверхностью входного блока 56. Проход 57 имеет ширину входного отверстия, достаточную для того, чтобы заготовки 31 могли первоначально заходить в проход. После этого проход 57 сужается вниз таким образом, что развиваются силы трения между заготовками 31 и стенками канавки 44 и между заготовками 31 и внутренней поверхностью входного блока 56. Эти силы трения прижимают заготовки к упорам 49 и направляют их в соответствующие отверстия 64 фильеры, образованные в экструзионной оснастке 48.
Обратимся теперь к рассмотрению фиг. 6-8, на которых показана экструзионная оснастка 48, которая включает в себя опору 59, оправку 61 и фильеру 63. Оправка 61 соединена с опорой винтом 62, а фильера 63 закреплена внутренней гайкой 65. Каждое отверстие 64 фильеры разветвляется на два пути, один из которых 64a направлен вверх, а второй 64b направлен вниз. Деформированный материал заготовки обтекает оправку 61 из каждой пары отверстий 64a и 64b, объединенных с каждой заготовкой 31, экструдируется вокруг оправки 61 и формуется в трубу 34 со щелью 36 (фиг. 9). Щель 36 образована перекрыванием потока материала вокруг определенного участка оправки 61 при помощи, например, создания перекрытия между оправкой 61 и множеством размерных пластин 66. Вместо использования множества размерных пластин 66 для перекрытия отверстия между оправкой 61 и фильерой 63 для осуществления указанной функции при образовании щели 36 может быть использована, например, единственная плоская пластина 60 (фиг. 20), имеющая С-образный зазор 60a, образованной в ней при помощи электроэрозионной обработки. Концы прорези 60a, как это показано на чертеже, дугообразные, чтобы создать соответствующее закругление краев щели 36 и соответствующих краев полосы 39.
Степень перекрытия оправки 61 и размерных пластин 66 определяет ширину щели 36, которая, в свою очередь, для трубы 34 заданного диаметра определяет ширину полосы 39. Для производства полосы 39 различной ширины диаметр трубы 34 поддерживают постоянным и изменяют ширину щели 36 таким образом, чтобы добиться новой ширины полосы.
Металл из каждой заготовки 31 заполняет его соответствующие отверстия 64a и 64b, проходит через эти отверстия и выходит из блока фильеры 48. Использование двух отверстий 64a и 64b для каждой заготовки 31 облегчает проход металла вокруг оправки 61. Металл покидает блок фильеры 44 в виде трубы 34, имеющей щель 36. Вновь обратимся к фиг. За, на которой видно, что после выхода из соответствующего экструдера 33 труба 34 поступает в камеру охлаждения 37, в которой соответствующая охлаждающая жидкость, такая как отфильтрованная вода, циркулирует или распыляется при помощи подходящих средств (не показаны) для понижения температуры трубы 36 от высокой температуры экструзии до низкой температуры, желательной для последующей обработки трубы.
После этого труба 34 поступает на блок разгибания и уплощения 38, который расположен на выходном конце камеры охлаждения 37. Размещение поста разгибания и уплощения 38 в камере охлаждения 37 позволяет осуществлять разгибание и уплощение трубы 34 под водой или при распылении воды таким образом, что вода действует как смазка.
Обратимся теперь к рассмотрению фиг. 10-15, на которых показан блок разгибания и уплощения 38, который содержит широкий плоский ремень 67, который поддерживается двумя комплектами шкивов 68, установленных на алюминиевой раме 69 и приводимых в движение от гидравлического двигателя 71. Под рамой 69 на кронштейнах 72 установлен формующий элемент или штамподержатель 73, который преимущественно изготовлен из пластмассы с ультравысоким молекулярным весом, такой как полиэтилен с ультравысоким молекулярным весом, или из другого материала с малым трением. Штамподержатель 73 в некоторой степени имеет коническую форму и расщеплен вниз от центра с рядом нажимных роликов (валков) 74, расположенных вдоль его продольной оси. Кронштейны 72 крепят штамподержатель 73 и ролики 74 на раме 69 таким образом, что штамподержатель 73 и ролики 74 прижаты вверх к плоскому ремню 67. Форма штамподержателя 73 и его длина должны быть выбраны соответствующим образом, чтобы создавалась возможно меньшая деформация (или чтобы она отсутствовала) материала трубы 34 по мере ее перехода от кругового поперечного сечения к плоскому поперечному сечению в ходе разгибания. Преимущественно штамподержатель 73 имеет такую форму, что его верхняя рабочая поверхность имеет контур с показанными на фиг. 15 переходами от кругового к плоскому сечениям. Более конкретно, входной конец или носик 76 штамподержателя 73 имеет высоту и ширину главным образом равную диаметру D трубы 34, причем ширина штамподержателя постепенно увеличивается от входного конца 76 к его выходному концу 78. Высота уменьшается до тех пор, пока поперечное сечение штамподержателя 73 на выходном конце 78 не станет плоским, причем продольная ось штамподержателя соосна с продольной осью трубы 34. Ширина возрастает до тех пор, пока она на станет равной окружности трубы 34.
При работе устройства передний конец расщепленной трубы 34 вводится в блок разгибания и уплощения 38 при расположении щелью 36 вниз между ремнем 67 и первым нажимным валком 74a. Ремень 67 и первый нажимной валок 74 взаимодействуют таким образом, что захватывают передний конец трубы 34 и протягивают трубу через штамподержатель 73. Носик 76 имеет направляющий палец 75, который заходит в щель 36 и направляет трубу через штамподержатель. По мере протягивания трубы 34 через штамподержатель 73 последний заставляет трубу 34 разгибаться до тех пор, пока практически плоская полоса 39 не выходит из поста разгибания и уплощения 38.
Блок разгибания и уплощения 38 имеет возможность совершать возвратно-поступательное движение относительно соответствующего экструдера 33, как это показано пунктиром на фиг. 10. Более конкретно, блок разгибания и уплощения 38 установлен на линейных подшипниках 81, которые, в свою очередь, установлены на двух раздвинутых в продольном направлении выступающих стержнях 82. Возможность блока разгибания и уплощения 38 перемещаться в сторону экструдера и от него позволяет блоку выбирать изменения (подстраиваться к изменениям) скорости трубы 34, которые присуши процессу экструзии. В ходе перемещения блока разгибания и уплощения 38 в сторону экструдера или в обратную сторону воздушный цилиндр 83, связанный с натяжной штангой 84, установленной поперек ширины рамы 69, прикладывает к ремню силу, имеющую такое же направление, что и направление экструзии. Это усилие, которое прикладывается поперек ширины ремня при помощи натяжной штанги 84, действует таким образом, чтобы сохранить натяжение в трубе 36 возможно более постоянным. Постоянное натяжение в трубе 36, в свою очередь, стремится поддерживать трубу прямой и с постоянным поперечным сечением. Давление воздуха, приложенное к воздушному цилиндру 83, регулируется таким образом, чтобы создавать постоянное натяжение.
Скорость движения ремня 67 должна соответствовать скорости экструзии. Это преимущественно может быть осуществлено при помощи электронного устройства регулирования скорости (не показано), на которое поступают сигналы с выхода импульсного тахометра ролика 87, находящегося в контакте с трубой 34, и линейного преобразователя 88, установленного вдоль пути перемещения в блоке отгибателя. Регулятор скорости регулирует скорость гидравлического двигателя 71 таким образом, чтобы поддерживать наилучшую центровку поста разгибания и уплощения 38 при его перемещении. По мере того, как блок разгибания и уплощения 38 стремится удалиться от соответствующего экструдера 33, скорость движения ремня 67 будет возрастать, а когда этот блок движется в направлении соответствующего экструдера, скорость ремня будет падать. Параметры управления выбраны таким образом, что изменение скорости экструзии компенсируется движением вперед и назад поста разгибания и уплощения 38 относительно средней точки его перемещения под нагрузкой натяжной штанги 84.
Альтернативный вариант построения поста разгибания и уплощения 138 показан на фиг. 16-19. Элементы блока разгибания и уплощения 138 обозначены тремя цифрами, две последние из которых совпадают с обозначением основных элементов блока разгибания и уплощения 38, которые являются аналогичными или выполняют аналогичные функции, а перед ними идет 1; другие элементы блока разгибания и уплощения 138 обозначены тремя цифрами, начинающимися с цифры 2.
Блок разгибания и уплощения 138 содержит широкий плоский ремень 167, который установлен на двух комплектах шкивов 168, в свою очередь установленных на алюминиевой раме 169 и приводимых в движение гидравлическим двигателем 171. На раме 169 при помощи кронштейнов 172 установлен штамподержатсль 173. Штамподержатель 173 содержит носовую часть 76, направляющие пальцы 175 и два выступающих вверх элемента 201, а также выступающий вниз элемент 202, канальный элемент 203, на котором установлены с возможностью вращения ролики 174, и две опорные плиты 204. Опорные плиты 204 закреплены на шпонках на канале 203, а выступающие вверх элементы 201 соединены с опорными плитами при помощи соответствующих средств крепления (не показаны). Выступающий вниз элемент 202 соединен с канальным элементом 203 при помощи соответствующих средств крепления (не показаны). Кронштейны 172 служат для установки канального элемента 203, а следовательно и штамподержателя 173, на раме 169, причем штамподержатель 173 и ролики 174 прижаты вверх к поверхности плоского ремня 167. Выступающие вверх элементы 201 и выступающий вниз элемент 202 имеют профиль, ширина которого постепенно увеличивается от носика 176 к выходному концу поста разгибания и уплощения 138. Кроме того, как выступающие вверх элементы 201, так и выступающий вниз элемент 202 имеют дугообразные поперечное сечения, которые в комбинации приближаются к форме конического штамподержателя 73 первого варианта осуществления изобретения. Функционирование блока разгибания и уплощения 138 аналогично функционированию блока разгибания и уплощения 38. Более конкретно, передний конец трубы 34 вводится в блок разгибания и уплощения 138 таким образом, что щель 36 направлена вниз и находится между ремнем 167 и первым нажимным валком (роликом) 174a. Ремень 167 и первый нажимной ролик 174a взаимодействуют для захвата края трубы 34 и протягивания трубы 34 через штамподержатель 173. По мере протяжки трубы 34 через штамподержатель 173 верхние и нижний выступающие элементы 201, 202 заставляют трубу 34 разгибаться до тех пор, пока практически плоская полоса 39 на выходит из блока разгибания и уплощения 138.
Аналогично блоку разгибания и уплощения 38 первого варианта осуществления изобретения, блок разгибания и уплощения 138 имеет возможность совершения возвратно-поступательного движения относительно соответствующего экструдера 33. Для осуществления этой задачи блок разгибания и уплощения 138 установлен на линейных подшипниках 181, которые, в свою очередь, установлены на двух раздвинутых в продольном направлении выступающих штырях 182. Управление движением блока разгибания и уплощения 138 осуществляется аналогично управлению движением блока разгибания и уплощения 38. Натяжная штанга 184, управляемая воздушным цилиндром 183, установлена поперек ширины рамы 169 таким образом, чтобы прикладывать усилие к ремню 167 в том же самом направлении, что и направление экструзии.
Важно поддерживать центровку трубы в отгибателе 38 или 138 по мере протяжки трубы через него. Существует тенденция к скручиванию трубы 34 по мере экструдирования. Если это происходит или если труба скручивается или смещается от центра при ее вводе в отгибатель, или же если по какой-либо иной причине происходит децентровка при нахождении трубы в отгибателе, то труба может сместиться в сторону и, возможно, даже выскочить из отгибателя с возможным повреждением краев трубы 34 или полосы 39.
Для поддержания центровки трубы 34 при ее обработке в отгибателе с успехом может быть использована система центровки 300 (фиг. 21-25), которая может быть применена как с блоком разгибания и уплощения 38, так и с блоком разгибания и уплощения 138.
Обратимся теперь к рассмотрению фиг. 23, на которой показан входящий в систему центровки 300 датчик децентровки 301, установленный под трубой 34 в определенном месте напротив щели 36. Датчик 301 включает в себя источник света в виде двух СИД (светоизлучающих диодов) 302a-302b, установленных на выступающей вверх стойке 303 опорной рамы 304, имеющей кольцевую поперечину 306, на которой установлен светочувствительный блок в виде множества фототранзисторов 308. СИД 302a-302b установлены на стойке 303 таким образом, что излучаемый ими свет направлен радиально наружу в направлении зоны, которая заключает в себе желательное положение щели 36. Более конкретно, СИД 302a предназначен для освещения зоны, расположенной слева (на фиг. 23) от вертикальной осевой линии 309, проходящей через стойку 303, в то время как СИД 302b предназначен для освещения зоны, расположенной справа от вертикальной осевой линии.
Фототранзисторы 308 установлены в виде двух линеек (решеток), при этом линейка 310a, расположенная слева от оси 309, предназначена для приема света от СИД 302a, а линейка 310b, расположенная справа от оси 309, предназначена для приема света от СИД 302b. Стойка 303 экранирует линейку 310a от приема света от СИД 302b и линейку 310b от приема света от СИД 302a.
Фототранзисторы 308 могут быть установлены не только в один ряд, как это показано на фиг. 23, но могут быть установлены в два ряда, когда фототранзисторы одного ряда смещены в шахматном порядке относительно фототранзисторов второго ряда. Такое размещение в шахматном порядке устраняет зазоры между смежными фототранзисторами, что позволяет получить более гладкий выходной сигнал от линеек 310a и 310b. Преимущественно, ширина пучков света, излучаемых СИД 302a и 302b должна быть достаточной для того, чтобы соответствовать диапазону изменений ширины щели 36, в то время как линейки 310a и 310b должны иметь достаточно широкие поля зрения, чтобы полностью перекрывать возможный диапазон изменений ширины щели.
Рама 304 может быть закреплена в положении перед отгибателем 38 или 138 или может быть закреплена на отгибателе на его входном конце таким образом, что она перемещается совместно с отгибателем. В любом случае предусмотрены соответствующие средства (не показаны) для поддержки или крепления рамы 304. На выходе линеек фототранзисторов 310a-310b вырабатывается ток, который преобразуется в выходное напряжение, пропорциональное числу фототранзисторов, которые не блокированы трубой 34 от получения света от СИД 302a-302b. Следует иметь в виду, что при нахождении щели 36 в требуемом положении ширина светового пучка, излучаемого из трубы слева от осевой линии, равняется ширине светового пучка, излучаемого справа от нее. В результате будет засвечиваться одинаковое число фототранзисторов 308 каждой линейки, что приводит к получению одинаковых выходных напряжений. Если же щель 36 смещена либо влево, либо вправо, то тогда одна из линеек будет получать больше света, чем другая линейка. Например, если щель 36 смещена влево, то на линейку 310a будет поступать больше света, чем на линейку 310b. С другой стороны, если щель 36 смещена вправо, как это показано на фиг. 23, то на линейку 310b будет поступать больше света, чем на линейку 310a.
На фиг. 24 схематично показана электрическая цепь 311, которая может быть использована для детектирования количества света, полученного линейкой фототранзисторов 310a. Электрическая цепь для линейки фототранзисторов 310b аналогична цепи 311, поэтому далее будет показана и описана только одна цепь 311. В цепи 311 фототранзисторы 308 включены в параллель и образуют параллельное соединение 312, которое одним концом подключено к положительному полюсу источника постоянного тока 313, а другим концом к резистору 314. Выходным напряжением линейки 311a будет являться напряжение на резисторе 314. Ток, вырабатываемый в параллельном соединении 312, пропорционален числу освещенных фототранзисторов 308. В результате ток соединения 312 максимален, когда засвечены все фототранзисторы. При этом выходное напряжение линейки 310a, то есть напряжение на резисторе 314, будет максимальным.
Вновь обратимся к рассмотрению фиг. 21 и 22. Выходные сигналы от линеек 310a-310b передаются по проводам 316-316 на регулятор 317, который при поступлении разбаланса сигналов принуждает управляющий (направляющий) ролик 318 поворачиваться относительно вертикальной оси 319 (как это видно на фиг. 21), проходящей через осевую линию трубы 34 и отгибателя 38 (или 138). Управляющий ролик 318, который также имеет возможность вращения относительно горизонтальной оси 321, установлен с прижимом к верхней поверхности трубы 34.
Обратимся теперь к рассмотрению фиг. 25. Для осуществления вращения и вертикального поворота управляющего ролика 318, управляющий ролик 318 установлен на горизонтально выступающем валу 322, который установлен на оси идущего горизонтально кронштейна 323, соединенного с идущим вертикально рычагом 324. Рычаг 324, в свою очередь, в его нижней части соединен с платформой 325, которая установлена на оси на нижнем опорном элементе 326 и имеет возможность совершать поворот относительно вертикальной оси 319. Имеющий возможность вращения опорный ролик 327 расположен внутри трубы в контакте с внутренней поверхностью трубы 34 непосредственно под управляющим роликом 318. Опорный ролик 327 установлен на платформе 325 при помощи кронштейна 328 таким образом, что он может поворачиваться относительно управляющего ролика 318.
Преимущественно, кронштейн 323 может быть связан с возможностью поворота с рычагом 324, что позволяет кронштейну 323 и управляющему ролику 318 разворачиваться наружу из пути перемещения трубы 34 при протягивании трубы через систему. Для осуществления такого разворота могут быть предусмотрены соответствующие средства, такие как воздушный цилиндр 329.
Вновь обратимся к рассмотрению фиг. 21 и 22. Опорный рычаг 324 управляющего ролика поворачивается относительно вертикальной оси 319 при помощи линейного исполнительного механизма 31, один из концов которого закреплен, а другой имеет вал 332, который может перемещаться вправо или влево (как это показано на фиг. 21 и 22) и который соединен с рычагом 324. Движение вправо принуждает управляющий ролик 318 поворачиваться относительно вертикальной оси 319 в направлении по часовой стрелке (как это показано на фиг. 22), в то время как движение влево заставляет управляющий ролик 318 поворачиваться относительно вертикальной оси 319 в направлении против часовой стрелки. В свою очередь движение управляющего ролика 318 по часовой стрелке принуждает трубу 34 поворачиваться в направлении против часовой стрелки (как это видно из фиг. 23), в то время как, в отличие от указанного, движение управляющего ролика 318 против часовой стрелки принуждает трубу 34 поворачиваться в направлении по часовой стрелке. Исполнительный механизм 331 управляется регулятором 317, который, в свою очередь, управляется разницей количеств света, поступающего на каждую из линеек фототранзисторов 319a, 310b. Таким образом, система центровки 300 работает таким образом, чтобы противодействовать любой тенденции смещения трубы 34 из ее центрального положения, в результате чего предотвращается любое возможное повреждение краев трубы 34 и получаемой на выходе полосы 39. Преимущественно, для стабилизации системы положение вала 322 исполнительного механизма может быть охвачено обратной связью от исполнительного механизма к регулятору 317.
Вместо оптического измерения положения собственно щели 36 может производиться измерение положения двух краев полосы 39 после ее разгибания, что позволяет определить наличие центровки щели 36 и трубы 34. В этой связи могут быть использованы вместо светочувствительных блоков с широкими полями зрения скорее светочувствительные блоки с узкими полями зрения, причем эти светочувствительные блоки должны быть установлены на краях полосы 39.
Когда полоса выходит из блока разгибания и уплощения 38 (или из блока разгибания и уплощения 138) она может быть не совсем плоской и может иметь некоторую кривизну или "горбатость". Как это лучше всего видно на фиг. 14, для устранения этой кривизны полоса 39 пропускается через правильную машину 41, в качестве которой может быть использована имеющаяся в продаже правильная машина с 19 валками, которую выпускает фирма Bruderer Machinery Inc. Правильная машина 41 может содержать 9 валков 91a (показаны только некоторые из них), расположенных горизонтально над полосой, и 10 валков 91b, расположенных под полосой (показаны только некоторые из них). Как обычно, верхние валки 91a могут иметь продольный и боковой наклоны для устранения прогиба или изгиба полосы 39. Кроме того, валки 91a и 91b могут двигаться в направлении друг к другу для соответствующего увеличения или уменьшения зазора между ними, чтобы устранить любую волнистость полосы 39. Также могут использоваться и другие правильные машины, в которых имеются наклонные валки, так как такие наклонные валки могут быть особенно эффективны для устранения волнистости полосы 39.
Правильная машина 41 приводится в движение от системы привода с переменной скоростью, включающей в себя двигатель переменной скорости и регулятор скорости (не показаны), так что скорость машины соответствует скорости остальных элементов линии. Лестничная система 89 (фиг. 3б), установленная между блоком разгибания и уплощения 38 и правильной машиной 41, прикладывает к полосе 39 направленное вниз усилие, что позволяет помочь устранить кривизну или прогиб полосы и удерживать полосу в допустимой петле провеса. Предусмотрены соответствующие средства, такие как магнитострикционный линейный преобразователь 92, предназначенные для управления высотой петли провеса.
Обратимся вновь к рассмотрению фиг. 3б. После выхода из правильной машины 41 полоса 39 наматывается на оправку 93 в системе намотки 42. Система намотки 42 также включает в себя краевые направляющие 94, предназначенные для направления полосы 39, и натяжные прижимные ролики 96, предназначенные для натяжения полосы 39 во время ее намотки для обеспечения получения плотных, с прямыми краями катушек.
Кроме того, устройство может также преимущественно содержать конвейер 90 для инспекции полосы 39, датчик 95 для измерения высоты петли провеса между правильной машиной 41 и системой намотки 42, средства (не показаны) для первоначального ввода заготовок 31 в соответствующий экструдер 33 и средства (не показаны) для захвата, подрезания и направления переднего края трубы 34 от соответствующего экструдера 33 в блок разгибания и уплощения 38. Могут быть также предусмотрены соответствующие средства (не показаны) для направления полосы по петле провеса во время первоначального ввода полосы 39.
Существенным аспектом настоящего изобретения является то, что сбалансирован поток металла через экструзионную оснастку 48, что получено в результате применения сдвоенных канавок, запитываемых от двух заготовок 31; это позволяет получить очень прямые края 97 щели 36. При этом края 97 главным образом параллельны продольной оси трубы 34. Это, в свою очередь, позволяет получить плоскую полосу 39, имеющую соответствующие прямые края 97. Кроме того, полоса 39 имеет края 97, которые скруглены без применения вторичной металлообработки, которая была необходима в соответствии с известным состоянием техники.
Кроме того, возможность изменения ширины полосы за счет изменения ширины щели при сохранении постоянным диаметра трубы, позволяет использовать одну и ту же производственную линию (при изменении только экструзионной оснастки 48) для получения полос 39 различной ширины и толщины.
Совершенно неожиданно обнаружилось, что электропроводность и О-отпуск алюминиевого материала в ходе процесса поддерживаются постоянными, так что электропроводность и О-отпуск полосы 39 такие же, что и у заготовок 31. Это является совершено неожиданным, так как при осуществлении экструзии в соответствии с известным состоянием техники обычно получают увеличенную твердость и уменьшенную электропроводность.
Обратимся теперь к рассмотрению фиг. 19, на которой показана катушка 32 силового трансформатора. Катушка 32 получена непрерывной намоткой из уплощенной полосы 39. Во время намотки между двумя слоями полосы 39 прокладывается диэлектрическая изоляция 98. За счет того, что края 97 полосы скруглены, возможно повысить надежность трансформатора 32. Это возможно потому, что на любых острых краях полосы 39 происходит концентрация напряженности электрического поля и создаются точки, в которых может начаться электрический коронный разряд, который может вызвать повреждение изоляции. Заусенцы, которые выступают над (или под) плоской поверхностью полосы 39, могут прорезать изоляцию 98 в процессе эксплуатации трансформатора и привести к короткому замыканию между витками с последующим выходом трансформатора из строя.
Несмотря на то, что был описан предпочтительный вариант осуществления изобретения, следует понимать, что настоящее изобретение не ограничивается только этим видом его реализации, и что в него специалистами в данной области могут быть внесены изменения, не выходящие за рамки приведенной далее формулы изобретения.
Реферат
Изобретение относится к области производства металлических полос из труб со щелью. Сдвоенные металлические заготовки поступают к двум расположенным по окружности канавкам, образованным на поверхности вращающегося колеса, и продвигаются к фильере, которая имеет отверстие с разрывом по окружности кругового поперечного сечения. Металл сливается в отверстие фильеры и выходит из него в виде трубы со щелью. Труба продвигается над формующим элементом для ее преобразования в плоскую полосу. В ходе продвижения трубы над формующим элементом система центровки поддерживает отцентрированное положение трубы. Система центровки включает в себя источник света, расположенный внутри трубы, и две линейки фототранзисторов, предназначенных для приема света от источника света, причем количество света, принятого каждой линейкой, является функцией положения щели в трубе относительно ее желательного положения. Любое отклонение приводит к тому, что управляющий ролик, контактирующий с внешней поверхностью трубы, поворачивается в таком направлении, которое приводит трубу назад в отцентрированное положение. Изобретение обеспечивает стабильную центровку трубы при смещении ее щели из заданного положения при сохранении непрерывности процесса экструзии. 3 с. и 28 з.п. ф-лы, 25 ил.

Комментарии