Аппарат непрерывной экструзии - RU2384378C2
Код документа: RU2384378C2
Чертежи


Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к аппарату непрерывной экструзии для непрерывного экструдирования оболочки вокруг жильного кабеля.
Уровень техники
ЕР-А-0125788 раскрывает аппарат непрерывной экструзии, имеющий вращающийся диск с двумя одинаковыми круговыми канавками, дугообразный инструмент, радиально ограничивающий внешние части указанных канавок, головку экструдера с выпускными отверстиями, направленными практически радиально от соответствующих канавок в экструзионную камеру, расположенную вокруг портального сердечника и освобождаемую аксиально по отношению к сердечнику через выпускное отверстие непрерывно кольцевого сечения, расположенное между сердечником и стенкой головки, а также устройств для подачи жилы через сердечник.
Раскрытие изобретения
В соответствии с настоящим изобретением предложено нагревательное устройство для подвода тепла к части головки радиально наружу относительно диска от экструзионной камеры.
Предпочтительно в состав нагревательного устройства входят катушки электроиндукционного нагревания. Катушка может быть установлена на головке.
При наличии соответствующих условий в головке относительно экструзионной камеры в направлении диска и в противоположном направлении устанавливаются термопары и соединяются для того, чтобы генерировать сигнал, который может быть использован для регулирования потока тепла от нагревательного устройства с целью поддержания практически ровной температуры в корпусе головки вокруг экструзионной камеры.
Желательно, чтобы головка была узлом со скользящей посадкой в гнездо башмака, вводимого в контакт с вращающимся диском путем поворота.
Предпочтительно выпускные отверстия, идущие по существу в радиальном направлении из кольцевых канавок, входят в экструзионную камеру сбоку в диаметрально противоположных местах через 90-градусные колена и короткие каналы, идущие тангенциально по отношению к вращающемуся диску. Выпускные отверстия в направлении потока могут быть дивергентного поперечного сечения.
Другим преимуществом является то, что дугообразный инструмент закрепляется на головке и его положение относительно вращающегося диска может меняться под воздействием прижимающей траверсы, упирающейся в поверхность радиально удаленной от вращающегося диска части головки. Пара опорных элементов, обтюрирующих соответствующие круговые канавки, может быть смонтирована перемещаемыми в тангенциальном по отношению к вращающемуся диску направлении в кольцевые канавки или из них в скользящем контакте с соответствующей, граничащей с вращающимся диском поверхностью головки. Головка может быть расположена напротив упора, закрепленного на раме, поддерживающей вращающийся диск, поворотную ось прижимающей траверсы и гидроцилиндр, воздействующий с регулируемой силой на траверсу, которая прижимает головку к упору.
Краткое описание чертежей
Далее изобретение будет описано на примере со ссылками на прилагаемые, частично схематичные чертежи, на которых:
Фиг.1 является боковым поперечным сечением аппарата непрерывной экструзии с частью головки, показанной схематично.
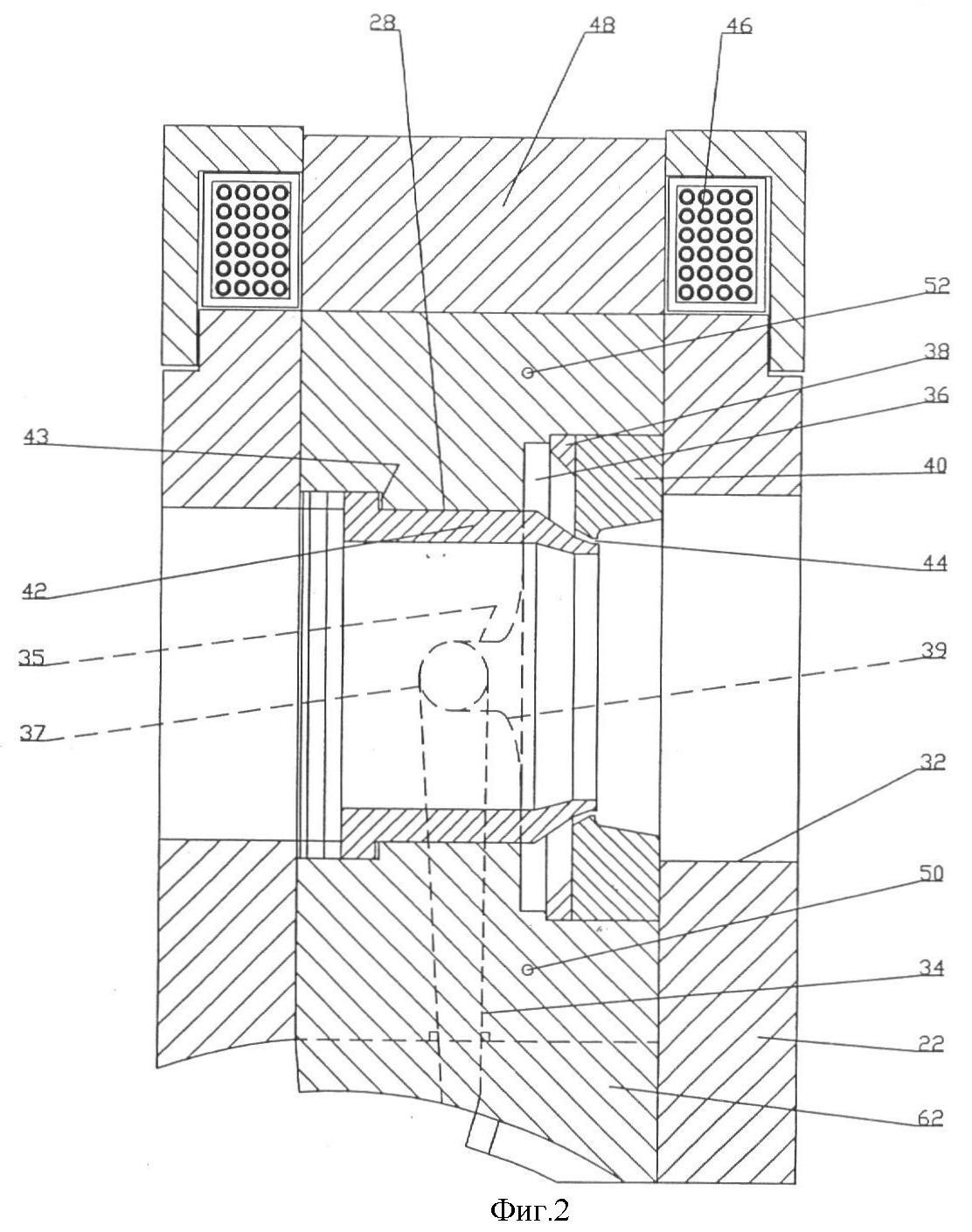
Фиг.2 является представленной в увеличенном масштабе частью фиг.1, изображающей головку, за исключением рабочего материала.
Фиг.3 является боковым поперечным сечением альтернативной конструкции аппарата непрерывной экструзии.
Фиг.4 является торцевым поперечным сечением по линии IV-IV, изображенной на фиг.3 головки.
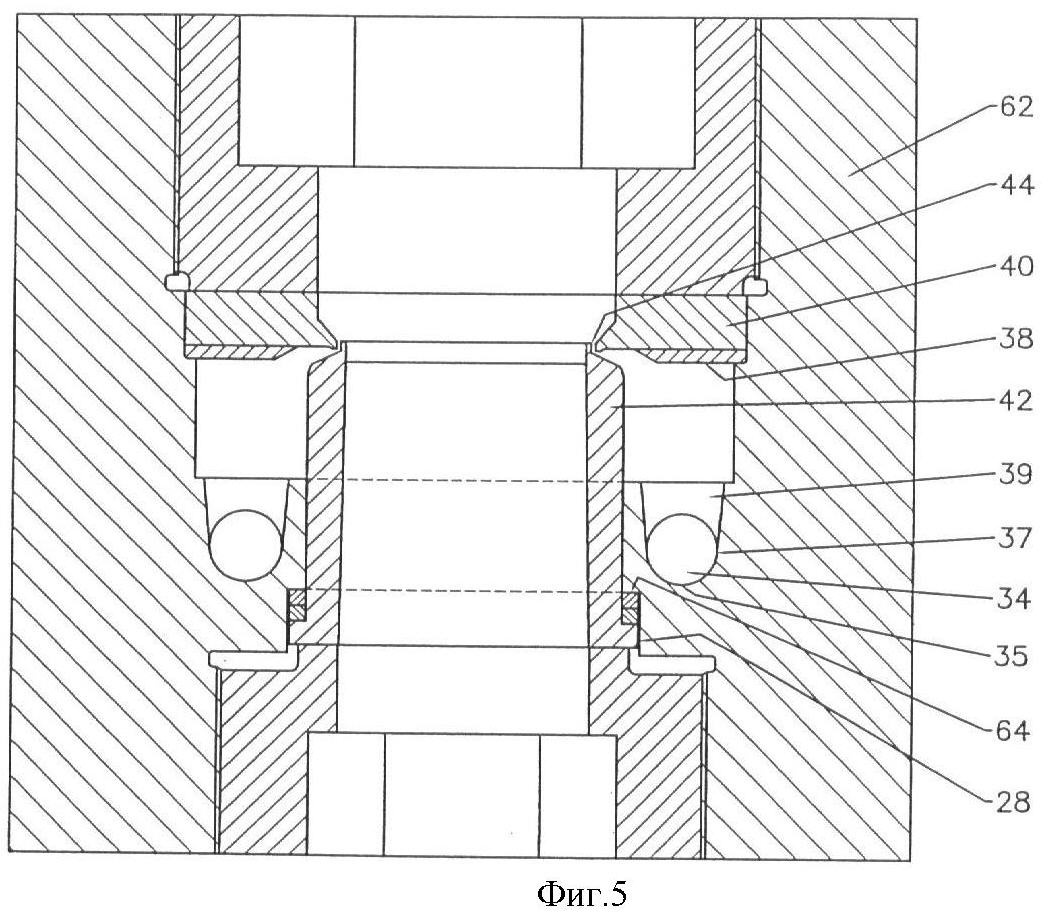
Фиг.5 является видом сверху изображенной на фиг.4 головки по линии V-V.
Осуществление изобретения
Как показано на чертежах, аппарат непрерывной экструзии включает вращающийся диск 2, в котором имеется пара кольцевых канавок 4, смонтированный на горизонтальном приводном валу 6, вращающемся в подшипниках (не показаны), установленных в боковинах 7, которые закреплены на основании 8. Смонтированный на оси 12 поворота, располагающейся между боковинами 7 и параллельной горизонтальному приводному валу 6, башмак 10 имеет дугообразный инструмент 14, совмещаемый с соответствующими канавками 4, и прижимается гидравлическим цилиндром 18, упирающимся в имеющийся на башмаке 10 выступ 20, к упору 16, расположенному рядом с диском 2 и над приводным валом 6.
На головке 22 прямоугольного сечения, вставляемой в имеющееся в башмаке 10 гнездо 24 с возможностью удаления ее оттуда, имеется пара упоров 26, совмещающихся с соответствующими канавками 4 и закрывающих их. Ступенчатый канал 28 в головке 22 совмещается с каналами 30, 32 в башмаке, идущими в тангенциальном по отношению к диску 2 направлении.
Выпускные отверстия 34, идущие практически радиально из соответствующих канавок 4 и имеющие расширяющееся поперечное сечение, входят сбоку в диаметрально противоположных местах 35 в экструзионную камеру 36 через 90-градусные колена 37 и коротко расширяющиеся, идущие в тангенциальном к диску 2 направлении каналы 39. На открытом конце экструзионной камеры находится направляющее кольцо 38 и кольцо головки 40, расположенное на поверхности головки 22. Цилиндрический, полый сердечник 42 установлен на уступе 43 в канале 28 и образует с кольцом головки 40 кольцевое выпускное отверстие головки 44.
Катушки 46 электроиндукционного нагревателя, состоящие из медного тюбинга, соединенного с циркуляционным насосом охладителя (не показан) и источником электрической энергии (не показан), расположены на радиально внешней концевой части 48 головки 22. Термопары 50, 52 расположены в корпусе головки 22 радиально до и после экструзионной камеры 36 и соединены электрическими проводниками (не показаны) с цепью управления (не показана), регулирующей питание катушек индукционного нагревателя 46.
В работе для нанесения алюминиевой оболочки 56 на жильный кабель 56, например плакированный изоляционным материалом медный провод диаметром от 50 мм до 200 мм, на подготовительном к проведению экструзии этапе головку 22 вынимают из башмака и нагревают до близкой к желательной температуре экструзии, примерно 480-500°С. После этого головку возвращают в гнездо 24, поворотом вводят башмак 10 в контакт с диском 2 и активируют гидроцилиндр 18 для оказания давления на башмак. Подается питание на привод (не показан), соединенный с приводным валом 6, и в канавки 4 подается алюминиевый прутковый рабочий материал 54, который в результате сил трения, возникающих между алюминиевым рабочим материалом, стенками канавок, дугообразным инструментом 14 и упорами 26, переходит в пластичное состояние и непрерывно перетекает через выпускные отверстия 34 в экструзионную камеру 36. Потоки материала из соответствующих выпускных отверстий в экструзионной камере 36 соединяются и он выдавливается через кольцевое выходное отверстие головки 44 с получением непрерывной оболочки 56 вокруг жильного кабеля 58, подаваемого направляющим роликом 59, смонтированным на эксцентриковом валу 61, регулируемом так, чтобы жильный кабель 58 подавался практически коаксиально с сердечником 42. Практически равномерная температура около 500°С поддерживается в головке 22 вокруг экструзионной камеры 36 путем дополнения тепла, возникающего от сил трения и поступающего в радиально внутреннюю часть 62, теплом, возникающим в результате подачи тока в катушки 46 электроиндукционного нагревателя и поступающим в радиально внешнюю часть 48 головки. Выходные сигналы от термопар 50, 52 используются при регулировании подачи тока в катушки 46 с целью достижения необходимой степени нагрева головки 22. Путем поддержания практически равномерной температуры вокруг экструзионной камеры 36 достигаются свободное течение и смешивание двух потоков из выпускных отверстий 34, при этом достигается качественное покрытие оболочкой, не имеющей дефектов или нарушений непрерывности.
На выходе из аппарата непрерывной экструзии оболочка 56 подвергается быстрому охлаждению, чтобы ограничить любое вредное влияние тепла на изолирующий плакировочный материал жильного кабеля 58. Вслед за аппаратом непрерывной экструзии устанавливается роликовый гофратор (не показан) для формирования спиральной волнистости в оболочке 56, контактирующей с жильным кабелем 58.
Хотя в предшествующем описании аппарат непрерывной экструзии устроен так, что жильный кабель 58 подается в горизонтальном направлении, будет предпочтительным, если конструкция будет повернута на 90° так, чтобы жильный кабель подавался в вертикальном направлении, при этом упрощается коаксиальное размещение жильного кабеля и оболочки во время экструзии.
Было бы также предпочтительным, чтобы смешивание и соединение потоков алюминия в экструзионной камере 36 могло быть усилено путем рифления и фасонирования поверхности стенок экструзионной камеры.
И еще было бы предпочтительным, чтобы катушки 46 электроиндукционного нагревателя могли быть расположены в башмаке.
В конструкции, показанной на фиг.3-5, вращающийся диск 2, имеющий пару кольцевых канавок 4, установлен на горизонтальном приводном валу 6, вращающемся в подшипниках (не показаны), расположенных в боковинах 7, смонтированных на основании 8. Прижимающая траверса 60, смонтированная на поворотной оси 61, расположенная между боковинами 7 и параллельно горизонтальному приводному валу 6, взаимодействует с головкой 62, несущей дугообразный инструмент 64, состыковывающийся с соответствующими канавками 4. Прижимающая траверса 60 прижимается к диску 2 гидроцилиндром 68, упирающимся в выступ 70 на прижимающей траверсе.
Головка 62 прямоугольного поперечного сечения расположена с возможностью удаления между боковинами 7 и имеет ступенчатую часть 72, опирающуюся на фланцы 74 боковин 7. Радиально внешняя головная часть 76 имеет изогнутую поверхность 77, взаимодействующую с изогнутой поверхностью 78, сформированной в прижимающей траверсе 60 для облегчения передачи прилагаемого давления, производимого гидроцилиндром 68, через прижимающую траверсу 60 на головную часть 76.
На каретке 82, скользяще смонтированной на боковинах 7, имеется пара упоров 80, подаваемых в соответствующие канавки 4 и из них с помощью активирующего гидравлического цилиндра 84, располагающегося между кареткой 82 и жестко закрепленным на боковинах 7 держателем 86. Упоры 80 имеют ассоциированные поверхности, вступающие в скользящий контакт с поверхностями 88 на радиально внутренней части головки 62 так, что упоры 80 закрывают канавки 4 как под воздействием прилагаемых гидравлическим цилиндром 68 и передающихся через прижимающую траверсу и головку 62, так и прилагаемых активирующим гидравлическим цилиндром 84 и передающихся через каретку 82 сил.
Выходные отверстия 34 расширяющегося поперечного сечения, идущие практически радиально от соответствующих канавок 4, соединяются сбоку в диаметрально противоположных местах 35 с экструзионной камерой через 90-градусные колена 37 и коротко дивергентные каналы 39, идущие в тангенциальном к диску направлении. На открытом конце экструзионной камеры 36 имеется направляющее кольцо 38 и кольцо головки 40, расположенное на лицевой поверхности корпуса головки 22, и кольцо головки 40, расположенное на лицевой поверхности корпуса головки 22. Цилиндрический, полый сердечник расположен на уступе 43 в канале 28 и образует с кольцом головки кольцевое выпускное отверстие 44.
Катушки 46 электроиндукционного нагревателя, состоящие из медного тюбинга, соединенного с циркуляционным насосом охладителя (не показан) и источником электрической энергии (не показан), расположены на радиально внешней концевой части 48 корпуса головки 22. Термопары 50, 52 расположены в корпусе головки 22 радиально до и после экструзионной камеры 36 и соединены электрическими проводниками (не показаны) с цепью управления (не показана), регулирующей питание катушек индукционного нагревателя 46.
В работе аппарат, описанный с использованием ссылок на фиг.3-5, функционирует аналогично аппарату, описанному с использованием ссылок на фиг.1 и 2. Положение ступенчатой части головки на фланцах 74 боковин 7 дает возможность выдерживать в узких пределах расстояние между головкой 22 вместе с дугообразным инструментом и упорами 80, несмотря на имеющее место общее тепловое расширение головки 22 при высокой, достигающей 500°С температуре в период работы.
Реферат
Изобретение относится к обработке металлов давлением, а именно к аппарату непрерывной экструзии оболочки вокруг жильного кабеля. Аппарат содержит вращающийся диск (2), в котором имеется пара одинаковых кольцевых канавок (4), дугообразный инструмент (14, 44), радиально ограничивающий внешние части соответствующих канавок (4), головку (22, 62) экструдера с выпускными отверстиями (34), идущими в практически радиальном направлении из соответствующих канавок (4) в экструзионную камеру (36), расположенную вокруг выходного сердечника (42) и освобождаемую аксиально по отношению к сердечнику через выпускное отверстие (44) головки непрерывного кольцевого сечения между сердечником (42) и стенкой (40) головки, а также устройство для подачи через сердечник (42) жильного кабеля (58). Аппарат снабжен нагревательным устройством (46) для подачи тепла от экструзионной камеры (36) к части головки (22, 62), расположенной радиально наружу относительно диска (2). Изобретение обеспечивает экструдирование алюминиевой оболочкой вокруг жильного кабеля без дефектов и нарушений непрерывности. 10 з.п. ф-лы, 5 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ непрерывного изготовления многослойного покрытия
Комментарии