Системы и способы экструзионного прессования - RU2669736C2
Код документа: RU2669736C2
Чертежи




















Описание
Уровень техники
[0001] На свойства материала оказывает влияние обработка, используемая для образования и придания формы материалу. Обработка включает в себя термическую обработку, деформацию и литье. Термическая обработка представляет собой процесс подвергания металла или сплава конкретному графику нагрева и охлаждения, который приводит к требуемым физическим или химическим изменениям. Деформация представляет собой процесс принудительного изменения толщины или формы фрагмента материала, и некоторые технологии деформации включают в себя ковку, прокатку, прессование и волочение. Литье представляет собой разливку расплавленного металла в литейную форму таким образом, что металл соответствует литейной форме, когда он затвердевает. Термическая обработка, деформация и литье могут использоваться в комбинации, и в некоторых случаях добавляются конкретные легирующие элементы, чтобы оказывать влияние на такую обработку требуемым образом.
[0002] Бесшовные металлические трубы, такие как медные трубы, обычно производятся с использованием различных способов, таких как литье и прокатка, вертикальное литье или прессование. Для снижения затрат на производство металлических труб, получаемых посредством традиционных технологий прессования и литья, производители увеличивают размер заготовок, используемых для формирования металлических труб. Эти заготовки обычно весят 100-1000 фунтов или больше. Таким образом, производители нуждаются в очень больших помещениях для размещения крупномасштабных специализированных промышленных линий, необходимых для обрабатывания заготовок с образованием металлических труб. Абсолютный размер оборудования и заготовок, обрабатываемых посредством оборудования, приводит к тому, что процесс прессования влечет за собой большие затраты на запуск и техническое обслуживание процесса прессования. Кроме того, ограничения процессов, такие как прессование только одной заготовки за раз, приводят к производственной неэффективности, включающей в себя ограничения на количество труб, полученных в каждом рабочем цикле, и на износ системных компонентов, вызываемый постоянным запуском и остановкой производственного процесса относительно отдельных рабочих циклов для каждой заготовки.
Сущность изобретения
[0003] В данном документе раскрываются системы, устройства и способы экструзионного прессования материалов (прессования выдавливанием). В определенных вариантах осуществления системы, устройства и способы обеспечивают возможность непрерывного прессования множества заготовок (биллетов). Такое непрерывное прессование обеспечивает возможность использования относительно небольших заготовок для получения требуемого количества прессованного материала и, следовательно, общий размер таких систем непрерывного экструзионного прессования может быть меньше традиционных процессов прессования. Системы, устройства и способы обеспечивают возможность непрерывного бесшовного прессования множества заготовок.
[0004] В одном аспекте, системы, устройства и способы настоящего раскрытия включают в себя способ непрерывной загрузки и экструзионного прессования множества заготовок, содержащий загрузку первой заготовки на приемном конце удлиненного стержня оправки, транспортировку первой заготовки вдоль стержня оправки и через захватные элементы, которые закрепляют на месте и предотвращают вращение стержня оправки, при этом в любой данный момент времени по меньшей мере один захватный элемент захватывает стержень оправки, и прессование первой заготовки с образованием прессованного материала посредством продавливания первой заготовки через вращающуюся матрицу, при этом за первой заготовкой следует смежная вторая заготовка, которая образует часть прессованного материала. Вращающаяся матрица нагревает заготовку по мере того, как заготовка продвигается через вращающуюся матрицу. В определенных реализациях практически постоянная толкающая сила обеспечивается по отношению к первой заготовке в направлении вращающейся матрицы. В определенных реализациях частота вращения вращающейся матрицы может регулироваться.
[0005] В определенных реализациях способ дополнительно включает в себя транспортировку первой заготовки вдоль стержня оправки и через охлаждающие элементы, которые зажимаются на стержне оправки и доставляют охлаждающую текучую среду в стержень оправки, при этом в любой данный момент времени по меньшей мере один охлаждающий элемент зажимается на стержне оправки. Заготовка может быть транспортирована вдоль стержня оправки с помощью транспортера, который прерывисто перемещается в зависимости от положения первой заготовки относительно захватных элементов и охлаждающих элементов. В определенных реализациях охлаждающую текучую среду транспортируют в наконечник стержня оправки, предусмотренный на втором конце стержня оправки, противоположном приемному концу, а охлаждающую текучую среду возвращают в охлаждающие элементы после прохождения через наконечник стержня оправки. Наконечник стержня оправки может размещаться внутри вращающейся матрицы до приема первой заготовки. В определенных реализациях охлаждающая текучая среда представляет собой воду.
[0006] В определенных реализациях непрерывная загрузка множества заготовок дополнительно содержит попеременное захватывание посредством захватных элементов стержня оправки, чтобы давать возможность одной или более заготовкам проходить через захватные элементы. В определенных реализациях расположенный ниже по ходу транспортера захватный элемент захватывает стержень оправки, а расположенный выше по ходу транспортера захватный элемент является разомкнутым, и способ включает в себя загрузку одной или более заготовок на стержень оправки и мимо разомкнутого расположенного выше по ходу транспортера захватного элемента, смыкание разомкнутого расположенного выше по ходу транспортера захватного элемента и продвижение одной или более заготовок к расположенному ниже по ходу транспортера захватному элементу. В определенных реализациях способ затем включает в себя размыкание расположенного ниже по ходу транспортера захватного элемента, продвижение одной или более заготовок мимо разомкнутого расположенного ниже по ходу транспортера захватного элемента и смыкание расположенного ниже по ходу транспортера захватного элемента.
[0007] В определенных реализациях непрерывная загрузка множества заготовок дополнительно содержит попеременное зажатие охлаждающими элементами стержня оправки для обеспечения возможности прохода одной или более заготовок через охлаждающие элементы. В определенных реализациях расположенный ниже по ходу транспортера охлаждающий элемент зажимает стержень оправки и доставляет охлаждающую текучую среду в стержень оправки, а расположенный выше по ходу транспортера охлаждающий элемент является разомкнутым, и при этом способ включает в себя загрузку одной или более заготовок на стержень оправки и мимо разомкнутого, расположенного выше по ходу транспортера охлаждающего элемента, смыкание разомкнутого охлаждающего захватного элемента и продвижение одной или более заготовок к расположенному ниже по ходу транспортера охлаждающему элементу. В определенных реализациях способ далее включает в себя размыкание расположенного ниже по ходу транспортера охлаждающего элемента, продвижение одной или более заготовок мимо разомкнутого, расположенного ниже по ходу транспортера охлаждающего элемента и смыкание расположенного ниже по ходу транспортера охлаждающего элемента.
[0008] В определенных реализациях способ дополнительно включает в себя, в ходе прессования, предотвращение вращения участка первой заготовки, которая еще не вошла во вращающуюся матрицу. Центрирующая вставка может захватывать участок первой заготовки для предотвращения вращения упомянутого участка, и центрирующая вставка может иметь регулируемое положение относительно вращающейся матрицы. Центрирующая вставка может быть охлаждена с помощью охлаждающей текучей среды.
[0009] В определенных реализациях способ дополнительно включает в себя закалку прессованного материала, когда прессованный материал выходит из вращающейся матрицы. Прессованный материал может закаливаться с использованием воды. В определенных реализациях вода контактирует с прессованным материалом приблизительно в пределах 1 дюйма от вращающейся матрицы. В определенных реализациях вращающаяся матрица содержит множество пакетированных пластин матрицы. В определенных реализациях материал представляет собой медь или материал выбирается из группы, состоящей из меди, алюминия, никеля, титана, латуни, стали и пластмассы. Множество заготовок может простираться вдоль практически всей длины стержня оправки. В определенных реализациях способ включает в себя заполнение внутренней части прессованного материала азотом. Каждая из множества заготовок может быть загружена на стержень оправки человеком или посредством автоматизированного загрузочного устройства.
[0010] В одном аспекте предусмотрен способ непрерывной загрузки и прессования множества заготовок, содержащий прием первой заготовки на приемном конце удлиненного стержня оправки, транспортировку первой заготовки вдоль стержня оправки и через охлаждающие элементы, которые зажимают стержень оправки и доставляют охлаждающую текучую среду в стержень оправки, при этом в любой данный момент времени по меньшей мере один охлаждающий элемент зажимается на стержне оправки, и прессование первой заготовки с образованием прессованного материала посредством продавливания первой заготовки через вращающуюся матрицу, при этом за первой заготовкой следует смежная вторая заготовка, которая образует часть прессованного материала.
[0011] В определенных реализациях первую заготовку транспортируют вдоль стержня оправки с помощью транспортера, который прерывисто перемещается в зависимости от положения первой заготовки относительно охлаждающих элементов. В определенных реализациях охлаждающую текучую среду транспортируют в наконечник стержня оправки, предусмотренный на втором конце стержня оправки, противоположном приемному концу, а охлаждающую текучую среду возвращают в охлаждающие элементы после прохождения через наконечник стержня оправки. Наконечник стержня оправки может размещаться внутри вращающейся матрицы до приема первой заготовки. В определенных реализациях охлаждающая текучая среда представляет собой воду.
[0012] В одном аспекте система экструзионного прессования содержит стержень оправки, имеющий первый конец и второй конец, причем первый конец для приема заготовки имеет сквозное отверстие, а второй конец сопряжен с наконечником стержня оправки, охлаждающий элемент, сопряженный со стержнем оправки, причем охлаждающий элемент имеет входное отверстие, через которое охлаждающая текучая среда доставляется вовнутрь стержня оправки для охлаждения наконечника стержня оправки, захватный элемент, сопряженный со стержнем оправки, причем захватный элемент содержит подвижные захваты для закрепления на месте и предотвращения вращения стержня оправки, и вращающуюся прессующую матрицу, выполненную с возможностью приема заготовки из центрирующей вставки, имеющей множество пазов, которые за счет трения зацепляют заготовку для предотвращения вращения заготовки до поступления заготовки в вращающуюся прессующую матрицу, при этом наконечник стержня оправки размещен внутри вращающейся матрицы.
[0013] В определенных реализациях система экструзионного прессования дополнительно включает в себя элемент ползуна пресса, имеющий подвижные первый и второй рычаги, которые совместно захватывают заготовку и обеспечивают практически постоянную толкающую силу в направлении вращающейся матрицы. Практически постоянная толкающая сила может заставлять заготовку входить во вращающуюся матрицу с заданной скоростью. В определенных реализациях система экструзионного прессования дополнительно содержит двигатель, сопряженный со шпинделем, который управляет частотой вращения вращающейся прессующей матрицы.
[0014] В определенных реализациях стержень оправки содержит отверстие рядом с входными отверстиями охлаждающего элемента, причем это отверстие принимает охлаждающую текучую среду. Стержень оправки может дополнительно содержать пазы вокруг стержня оправки по обе стороны от упомянутого отверстия, при этом пазы выполнены с возможностью приема уплотнительного кольца для практически предотвращения просачивания охлаждающей текучей среды. Стержень оправки может дополнительно содержать втулку стержня оправки около отверстия, которая практически предотвращает просачивание охлаждающей текучей среды. В определенных реализациях стержень оправки содержит участок захвата, который имеет соответствующую форму для сопряжения с механизмом захвата захватного элемента. В определенных реализациях стержень оправки содержит внутреннюю трубу, которая принимает охлаждающую текучую среду из охлаждающего элемента и через которую охлаждающая текучая среда доставляется в наконечник стержня оправки. Охлаждающая текучая среда может возвращаться в охлаждающий элемент из наконечника стержня оправки вдоль пространства в стержне оправки между внешней поверхностью внутренней трубы и внутренней поверхностью стержня оправки. В определенных реализациях охлаждающая текучая среда представляет собой воду.
[0015] В определенных реализациях система экструзионного прессования дополнительно содержит транспортер, вдоль которого транспортируется заготовка, при этом транспортер прерывисто перемещается в зависимости от положения заготовки относительно захватных элементов и охлаждающих элементов. Транспортер может включать в себя верхние роликовые колеса, расположенные над транспортером и выполненные с возможностью контактировать с верхней поверхностью заготовки. В определенных реализациях система экструзионного прессования дополнительно содержит трубу для закалки, предусмотренную на выходе из вращающейся прессующей матрицы. Труба для закалки закаливает прессованный материал, когда прессованный материал выходит из вращающейся прессующей матрицы. В определенных реализациях прессованный материал закаливается с использованием воды. Вода может контактировать с прессованным материалом приблизительно в пределах 1 дюйма от вращающейся прессующей матрицы.
[0016] В одном аспекте обеспечивается система для управления по меньшей мере частично прессованием множества заготовок, и система включает в себя процессор, выполненный с возможностью давать команды системе экструзионного прессования для загрузки первой заготовки на приемном конце удлиненного стержня оправки, транспортировки первой заготовки вдоль стержня оправки и через захватные элементы, которые закрепляют на месте и предотвращают вращение стержня оправки, при этом в любой данный момент времени по меньшей мере один захватный элемент захватывает стержень оправки, и прессования первой заготовки с образованием прессованного материала посредством продавливания первой заготовки через вращающуюся матрицу, при этом за первой заготовкой следует смежная вторая заготовка, которая образует часть прессованного материала.
[0017] В определенных реализациях процессор выполнен с дополнительной возможностью давать команды системе экструзионного прессования для прерывистого перемещения транспортера, на котором размещена первая заготовка, на основе местоположения первой заготовки относительно захватных элементов. В определенных реализациях процессор выполнен с дополнительной возможностью давать команды системе экструзионного прессования для регулирования частоты вращения вращающейся матрицы. В определенных реализациях процессор выполнен с дополнительной возможностью давать команды системе экструзионного прессования для контроля системы доставки охлаждающей текучей среды. В определенных реализациях процессор выполнен с дополнительной возможностью давать команды системе экструзионного прессования для регулирования скоростей продвижения и втягивания ползунов пресса, которые доставляют множество заготовок во вращающуюся матрицу.
[0018] В одном аспекте обеспечивается невременный считываемый компьютером носитель для управления по меньшей мере частично прессованием множества заготовок, причем невременный считываемый компьютером носитель содержит логику, записанную на нем, для загрузки первой заготовки на приемном конце удлиненного стержня оправки, транспортировки первой заготовки вдоль стержня оправки и через захватные элементы, которые закрепляют на месте и предотвращают вращение стержня оправки, при этом в любой данный момент времени по меньшей мере один захватный элемент захватывает стержень оправки, и прессования первой заготовки с образованием прессованного материала посредством продавливания первой заготовки через вращающуюся матрицу, при этом за первой заготовкой следует смежная вторая заготовка, которая образует часть прессованного материала.
[0019] В определенных реализациях невременный считываемый компьютером носитель дополнительно содержит логику, записанную на нем, для прерывистого перемещения транспортера, на котором размещена первая заготовка, на основе местоположения первой заготовки относительно захватных элементов. В определенных реализациях невременный считываемый компьютером носитель дополнительно содержит логику, записанную на нем, для регулирования частоты вращения вращающейся матрицы. В определенных реализациях невременный считываемый компьютером носитель дополнительно содержит логику, записанную на нем, для контроля системы доставки охлаждающей текучей среды. В определенных реализациях невременный считываемый компьютером носитель дополнительно содержит логику, записанную на нем, для регулирования скоростей продвижения и втягивания ползунов пресса, которые доставляют множество заготовок во вращающуюся матрицу.
[0020] В одном аспекте система экструзионного прессования содержит стержень оправки, имеющий первый конец и второй конец, причем первый конец для приема заготовки имеет сквозное отверстие, а второй конец сопряжен с наконечником стержня оправки, средство охлаждения для доставки охлаждающей текучей среды вовнутрь стержня оправки для охлаждения наконечника стержня оправки, захватное средство для закрепления на месте и предотвращения вращения стержня оправки, и вращающееся прессующее средство для прессования заготовки, при этом вращающееся прессующее средство принимает заготовку из центрирующего средства, имеющего множество пазов, которые за счет трения зацепляют заготовку для предотвращения вращения заготовки до поступления заготовки во вращающееся прессующее средство, при этом наконечник стержня оправки размещен во вращающемся прессующем средстве.
[0021] В определенных реализациях система экструзионного прессования дополнительно включает в себя средство продавливания для захватывания заготовки и обеспечения практически постоянной толкающей силы в направлении вращающегося прессующего средства. Практически постоянная толкающая сила может заставлять заготовку входить во вращающееся прессующее средство с заданной скоростью. В определенных реализациях,система экструзионного прессования дополнительно включает в себя средство управления частотой вращения вращающегося прессующего средства.
[0022] В определенных реализациях стержень оправки содержит отверстие рядом со средством охлаждения, причем это отверстие принимает охлаждающую текучую среду. Стержень оправки дополнительно может содержать пазы вокруг стержня оправки по обе стороны от упомянутого отверстия, при этом пазы выполнены с возможностью приема уплотнительного кольца для практически предотвращения просачивания охлаждающей текучей среды. Стержень оправки может дополнительно содержать втулку стержня оправки около отверстия, которая практически предотвращает просачивание охлаждающей текучей среды. В определенных реализациях стержень оправки может дополнительно содержать участок захвата, который имеет соответствующую форму для сопряжения с захватным средством. В определенных реализациях стержень оправки содержит внутреннюю трубу, которая принимает охлаждающую текучую среду из средства охлаждения и через которую охлаждающая текучая среда доставляется в наконечник стержня оправки. Охлаждающая текучая среда может возвращаться в средство охлаждения из наконечника стержня оправки вдоль пространства в стержне оправки между внешней поверхностью внутренней трубы и внутренней поверхностью стержня оправки. В определенных реализациях охлаждающая текучая среда представляет собой воду.
[0023] В определенных реализациях система экструзионного прессования дополнительно содержит транспортер, вдоль которого транспортируется заготовка, при этом транспортер прерывисто перемещается в зависимости от положения заготовки относительно захватного средства и средства охлаждения. Транспортер может включать в себя верхние роликовые колеса, расположенные над транспортером и выполненные с возможностью контактировать с верхней поверхностью заготовки. В определенных реализациях система экструзионного прессования дополнительно содержит средство закалки, предусмотренное на выходе вращающегося прессующего средства. Средство закалки закаливает прессованный материал, когда прессованный материал выходит из вращающегося прессующего средства. В определенных реализациях прессованный материал закаливается с использованием воды. Вода может контактировать с прессованным материалом приблизительно в пределах 1 дюйма от вращающегося прессованного средства.
[0024] В одном аспекте способ непрерывного прессования множества заготовок содержит транспортировку вдоль невращающегося стержня оправки множества заготовок от первого конца стержня оправки во второй конец стержня оправки и прессование множества заготовок посредством продавливания каждой из множества заготовок через вращающуюся матрицу, при этом трение от вращения вращающейся матрицы по отношению к невращающемуся множества заготовок вырабатывает тепло для деформации множества полых заготовок, при этом наконечник стержня оправки размещен внутри вращающейся матрицы на втором конце стержня оправки. В определенных реализациях способ включает в себя, в ходе прессования, предотвращение вращения участка соответствующей одной из множества заготовок, которые еще не вошли во вращающуюся матрицу. В определенных реализациях центрирующая вставка захватывает участок соответствующей заготовки для предотвращения вращения упомянутой участка, и центрирующая вставка имеет регулируемое положение относительно вращающейся матрицы. В определенных реализациях способ дополнительно включает в себя охлаждение наконечника стержня оправки в ходе прессования.
[0025] В одном аспекте матрица для прессования материала включает в себя корпус матрицы, имеющий проход, задающий вход и выход, причем диаметр выхода меньше диаметра входа, а внутренняя поверхность простирается вокруг прохода от входа до выхода. Основание сочленяется с корпусом матрицы, а вращение основания вызывает вращение корпуса матрицы.
[0026] В определенных реализациях корпус матрицы выполнен с возможностью приема заготовки материала для прессования, и заготовка не подогревается предварительно до вхождения в корпус матрицы. Вращение корпуса матрицы создает трение между внутренней поверхностью и заготовкой, продвигаемой через вход и во внутренний проход корпуса матрицы. Трение нагревает заготовку до температуры достаточной, чтобы вызывать деформацию материала заготовки. В определенных реализациях корпус матрицы выполнен с возможностью приема наконечника оправки через вход, так что наконечник оправки может размещаться во внутреннем проходе корпуса матрицы. Внутренняя поверхность матрицы может включать в себя угловой участок, выполненный с возможностью размещения около соответствующей конической внешней поверхности наконечника оправки. Корпус матрицы выполнен с возможностью приема заготовки, продавленной через внутренний проход корпуса матрицы с образованием прессованного изделия, имеющего внешний диаметр, соответствующий диаметру выхода корпуса матрицы, и внутренний диаметр, соответствующий диаметру наконечника оправки.
[0027] В определенных реализациях корпус матрицы включает в себя множество пластин матрицы, сочлененных вместе с образованием пакета. Каждая пластина матрицы имеет отверстие через центр пластины, и периметры отверстий образуют внутреннюю поверхность в корпусе матрицы. Периметр отверстий наклоняется под различными углами относительно оси, простирающейся через корпус матрицы от входа до выхода. Угол периметра около передней стороны каждой пластины в корпусе матрицы больше угла периметра около задней стороны смежной пластины. Пакет может включать в себя неоднородную пластину матрицы, имеющую периметр отверстия, расположенный под первым углом около передней стороны пластины и расположенный под другим вторым углом около задней стороны пластины. По меньшей мере одна из пластин матрицы образована из двух различных материалов, причем первый материал образует периметр отверстия в пластине матрицы, а второй материал образует внешний участок пластины матрицы. Первый материал может представлять собой керамический материал, сталь или расходный материал. В определенных реализациях передняя сторона корпуса матрицы около входа выполнена с возможностью совмещаться с центрирующей вставкой, имеющей диаметр, практически равный диаметру входа. Центрирующая вставка и периметр входа могут быть образованы из одинакового материала. Центрирующая вставка не вращается, когда вращаются основание и матрица. В определенных реализациях основание содержит отверстие, имеющее диаметр больше диаметра выхода корпуса матрицы. Двигатель может подавать вращающую силу к основанию.
[0028] В одном аспекте матрица включает в себя средство прессования материала, включающее в себя средство прохода, задающее вход и выход, где диаметр выхода меньше диаметра входа, и средство внутренней поверхности, простирающееся вокруг средства прохода от входа до выхода. Матрица также имеет средство сочленения средства прессования со средством вращения, и при этом вращение средства сочленения заставляет вращаться средство прессования.
[0029] В определенных реализациях средство прессования выполнено с возможностью приема заготовки материала для прессования, и при этом заготовка не подогревается предварительно до вхождения в корпус матрицы. Вращение средства прессования создает трение между средством внутренней поверхности и заготовкой, продвигаемой через вход и в средство прохода средства прессования. Трение нагревает заготовку до температуры достаточной, чтобы вызывать деформацию материала заготовки. Средство прессования выполнено с возможностью приема средства наконечника стержня через вход, так что средство наконечника стержня может размещаться в средстве прохода средства прессования. Средство внутренней поверхности средства прессования включает в себя угловой участок, выполненный с возможностью размещения около соответствующей конической внешней поверхности средства наконечника стержня. Средство прессования выполнено с возможностью приема заготовки, проходящей через средство прохода средства прессования с образованием прессованного изделия, причем прессованное изделие имеет внешний диаметр, соответствующий диаметру выхода средства прессования, и внутренний диаметр, соответствующий диаметру средства наконечника стержня.
[0030] В определенных реализациях средство прессования содержит множество пластинчатых средств, сочлененных вместе с образованием пакета. Каждое пластинчатое средство имеет отверстие через центр пластинчатого средства, и периметр отверстий образует средство внутренней поверхности в средстве прессования. Периметры отверстий наклонены под различными углами относительно оси, простирающейся через средство прессования от входа до выхода. Угол периметра около передней стороны каждого пластинчатого средства в средстве прессования больше угла периметра около задней стороны смежного пластинчатого средства. Пакет может включать в себя неоднородное пластинчатое средство, имеющее периметр отверстия, расположенный под первым углом около передней стороны пластинчатого средства и расположенный под другим вторым углом около задней стороны пластинчатого средства. По меньшей мере одно из пластинчатых средств образовано из двух различных материалов, причем первый материал образует периметр отверстия в пластинчатом средстве, а второй материал образует внешний участок пластинчатого средства. Первый материал может представлять собой керамический материал, сталь или расходный материал. Передняя сторона средства прессования около входа выполнена с возможностью совмещаться с центрирующим средством, имеющим диаметр, практически равный диаметру входа. Центрирующее средство и периметр входа могут быть образованы из одинакового материала. При этом центрирующее средство не вращается, когда вращаются средство сочленения и средство прессования. Центрирующее средство включает в себя захватное средство, которое предотвращает вращение заготовки, проходящей через центрирующее средство. В определенных реализациях средство сочленения содержит отверстие, имеющее диаметр больше диаметра выхода средства прессования, а средство электропитания может подавать вращающую силу к средству сочленения.
[0031] Изменения и модификации этих вариантов осуществления станут очевидными для специалистов в данной области техники после изучения этого раскрытия. Вышеприведенные признаки и аспекты могут быть реализованы в любой комбинации и подкомбинации (включающей в себя множественные зависимые комбинации и подкомбинации) с одним или более другими признаками, описанными в данном документе. Различные признаки, описанные или проиллюстрированные в данном документе, включающие в себя любые их компоненты, могут комбинироваться или интегрироваться в других системах. Кроме того, определенные признаки могут опускаться или не реализовываться.
Краткое описание чертежей
[0032] Вышеприведенные и другие цели и преимущества будут очевидными при рассмотрении следующего подробного описания, взятого совместно с прилагаемыми чертежами, на которых аналогичные ссылки с номерами означают аналогичные части, и на которых:
[0033] Фиг.1 показывает вид сбоку в вертикальном сечении иллюстративной системы экструзионного прессования;
[0034] Фиг.2 показывает вид сбоку в вертикальном сечении иллюстративного транспортера в сборе для загрузки заготовок для использования в системе экструзионного прессования по Фиг.1;
[0035] Фиг.3 показывает вид в перспективе иллюстративного жидкостного зажима;
[0036] Фиг.4 и 5 показывают соответственно виды спереди и сбоку в вертикальном сечении жидкостного зажима по Фиг.3;
[0037] Фиг.6 показывает схематичный вид иллюстративного стержня оправки, имеющего отверстие или входное отверстие для приема охлаждающей текучей среды;
[0038] Фиг.7 показывает вид в перспективе и различные виды в поперечном сечении и сбоку иллюстративной втулки стержня оправки;
[0039] Фиг.8 показывает вид в перспективе в поперечном сечении иллюстративного стержня оправки, имеющего внутреннюю трубу для доставки охлаждающей текучей среды в наконечник стержня оправки;
[0040] Фиг.9 показывает принципиальную схему иллюстративной системы доставки текучей среды;
[0041] Фиг.10 показывает вид в перспективе иллюстративного захвата стержня оправки;
[0042] Фиг. 11 и 12 показывают виды спереди в вертикальном сечении захвата стержня оправки по Фиг.10 в захватном положении (11) и в незахватном положении (12);
[0043] Фиг.13 показывает схематичный вид иллюстративного стержня оправки, имеющего участок, который совмещается с захватом стержня оправки;
[0044] Фиг.14 показывает вид в перспективе участка стержня оправки по Фиг.13;
[0045] Фиг.15 показывает вид в перспективе иллюстративного ползуна пресса в сборе, имеющего направляющие элементы;
[0046] Фиг.16 показывает вид в перспективе иллюстративной плиты ползуна пресса;
[0047] Фиг.17-19 показывают виды соответственно спереди, сбоку и сзади в вертикальном сечении плиты ползуна пресса по Фиг.16;
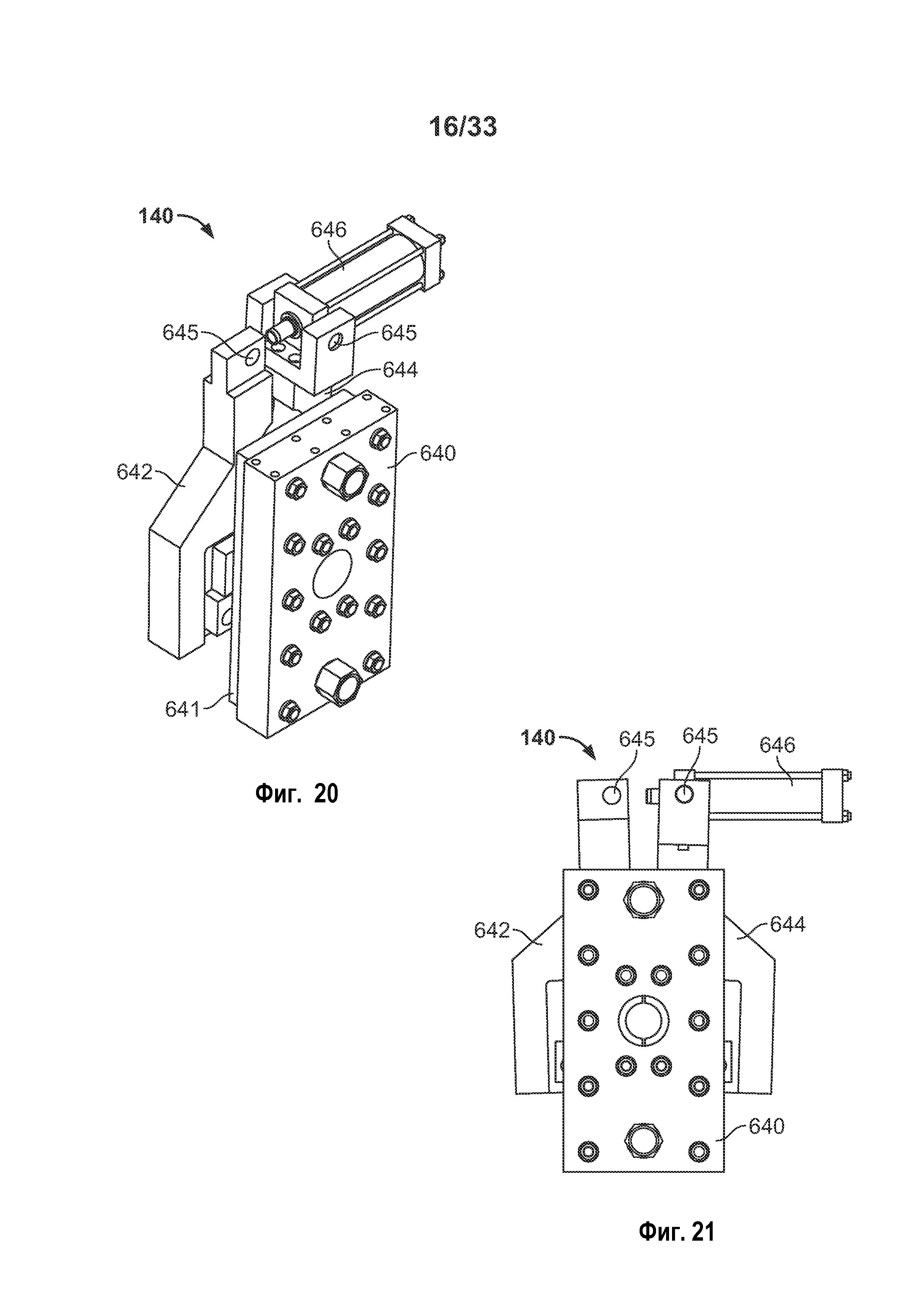
[0048] Фиг.20 показывает вид в перспективе иллюстративной плиты ползуна пресса;
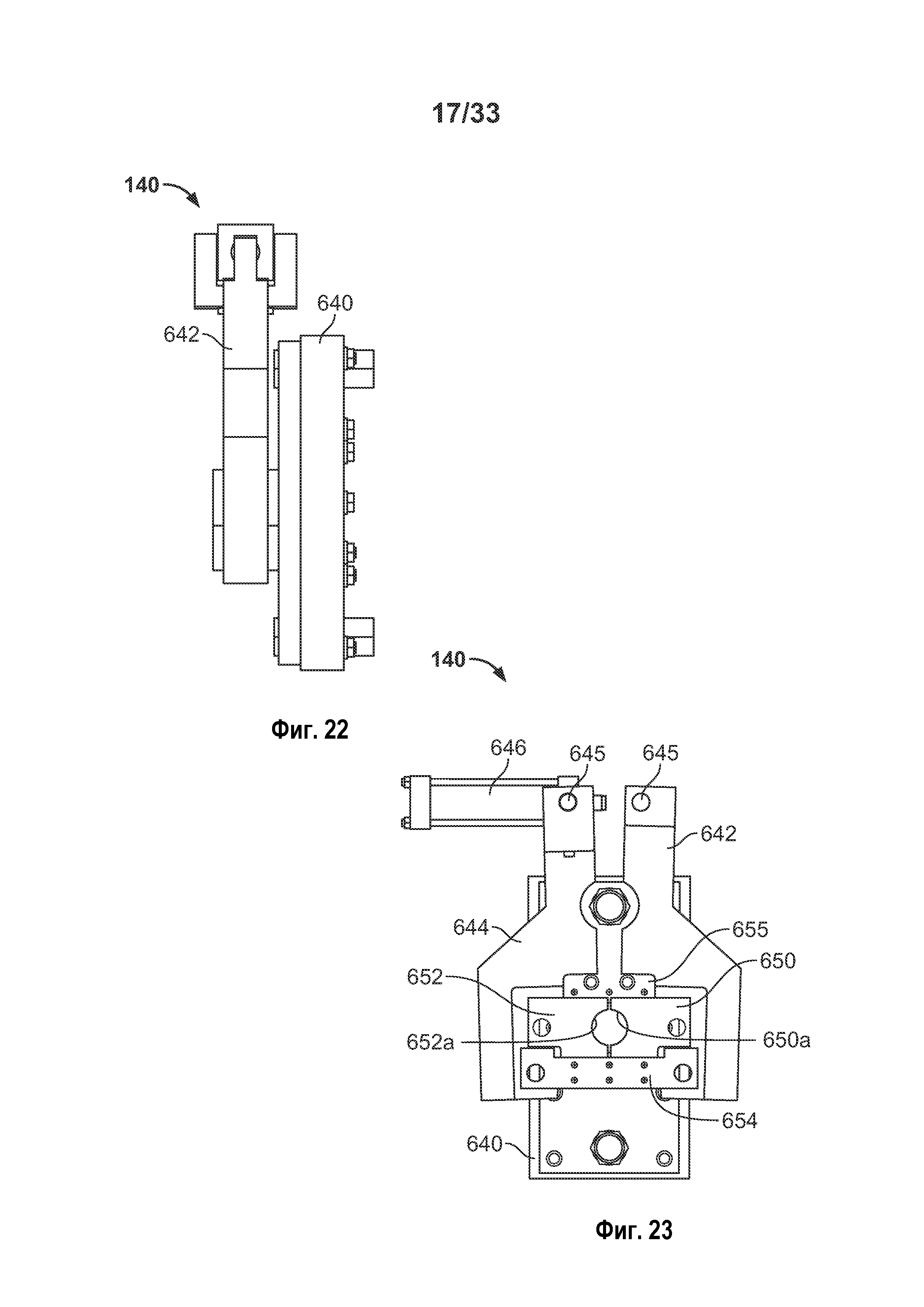
[0049] Фиг. 21-23 показывают виды соответственно спереди, сбоку и сзади в вертикальном сечении плиты ползуна пресса по Фиг.20;
[0050] Фиг.24 показывает иллюстративную вращающуюся матрицу и центрирующее кольцо в ориентации для прессования;
[0051] Фиг.25 показывает иллюстративный вид в поперечном сечении вращающейся матрицы и центрирующего кольца по Фиг.24;
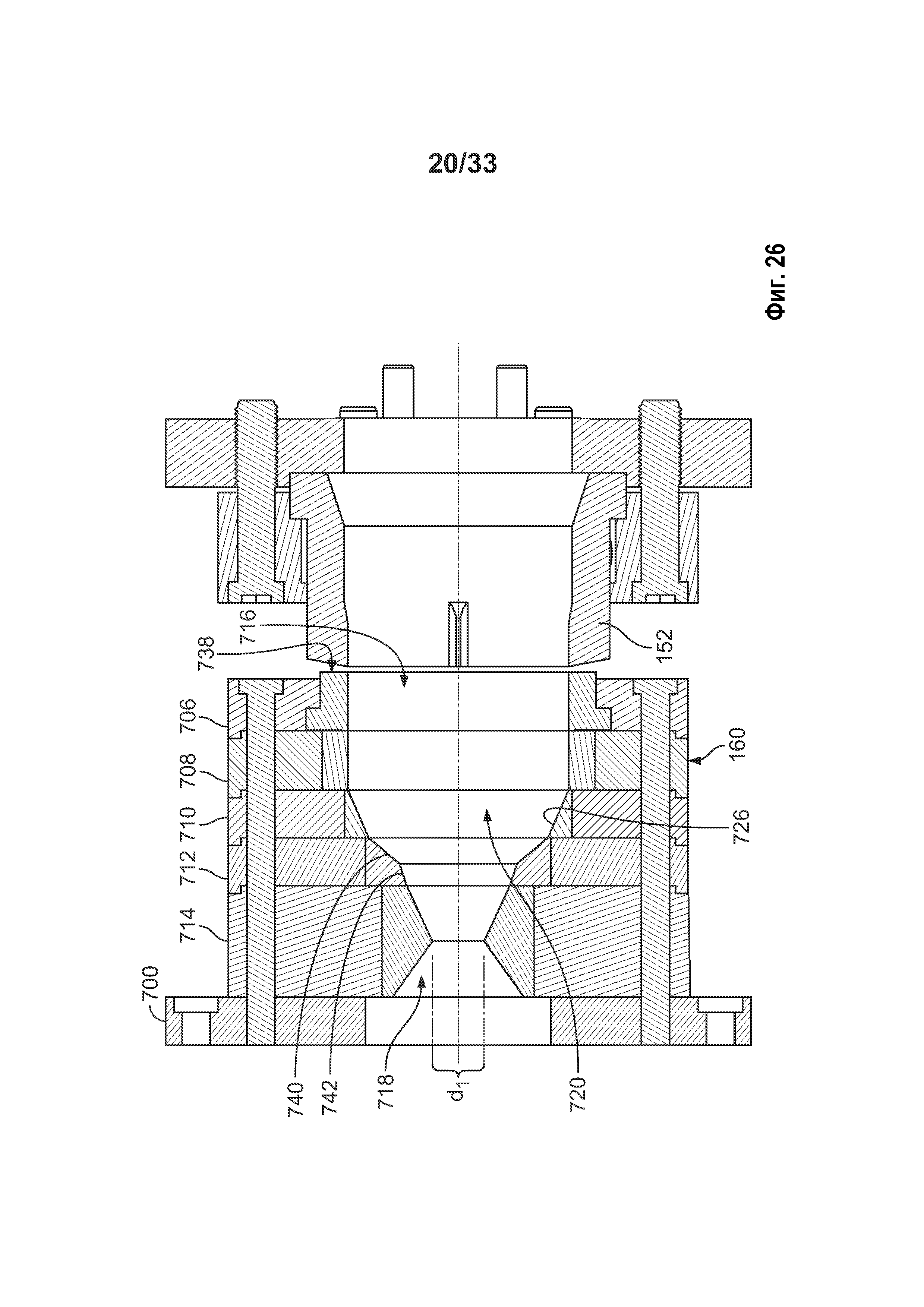
[0052] Фиг.26 показывает иллюстративный вид в поперечном сечении вращающейся матрицы и центрирующего кольца по Фиг.24;
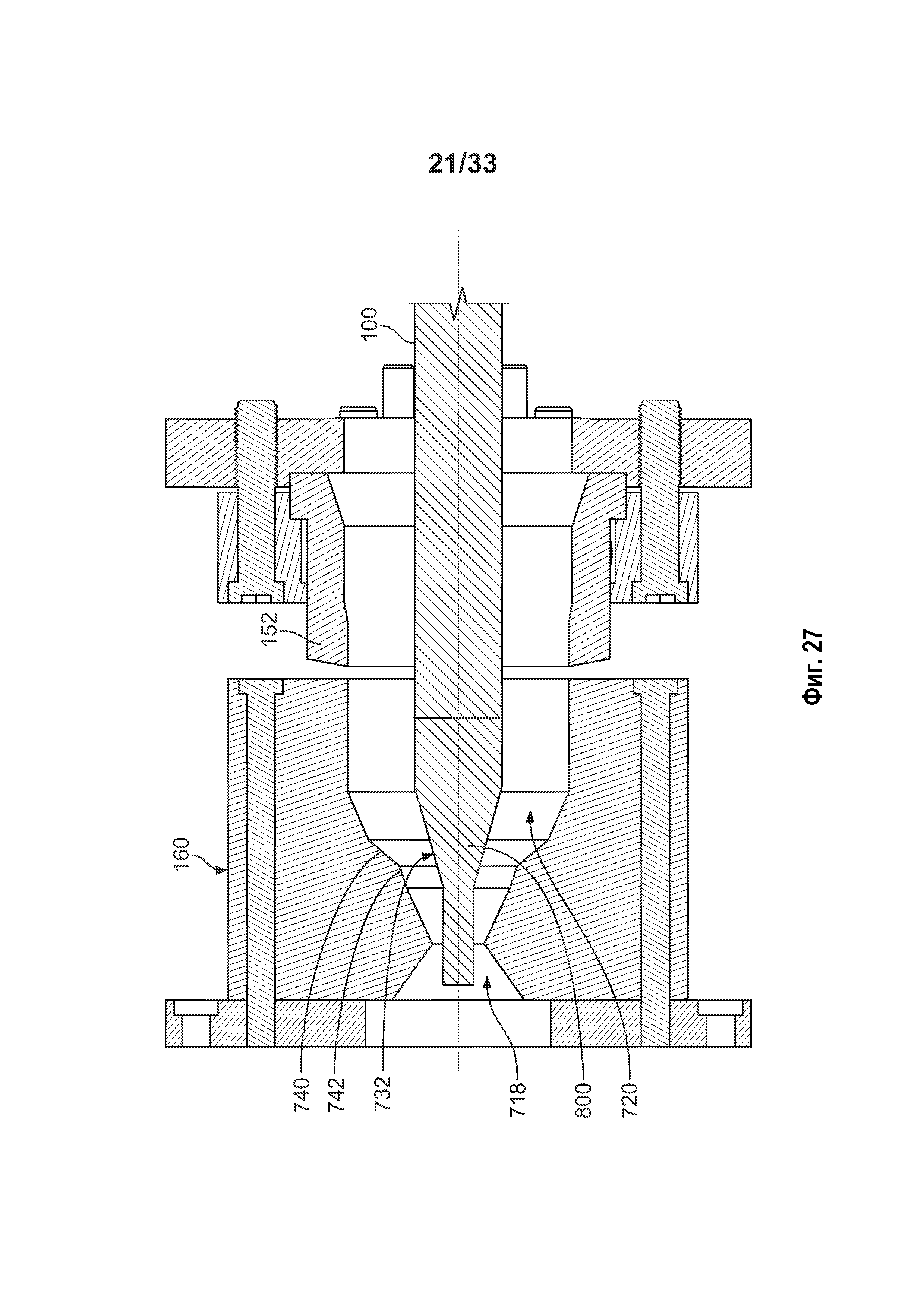
[0053] Фиг.27 показывает вид в поперечном сечении вращающейся матрицы по Фиг.24 со стержнем оправки, размещенным в ней;
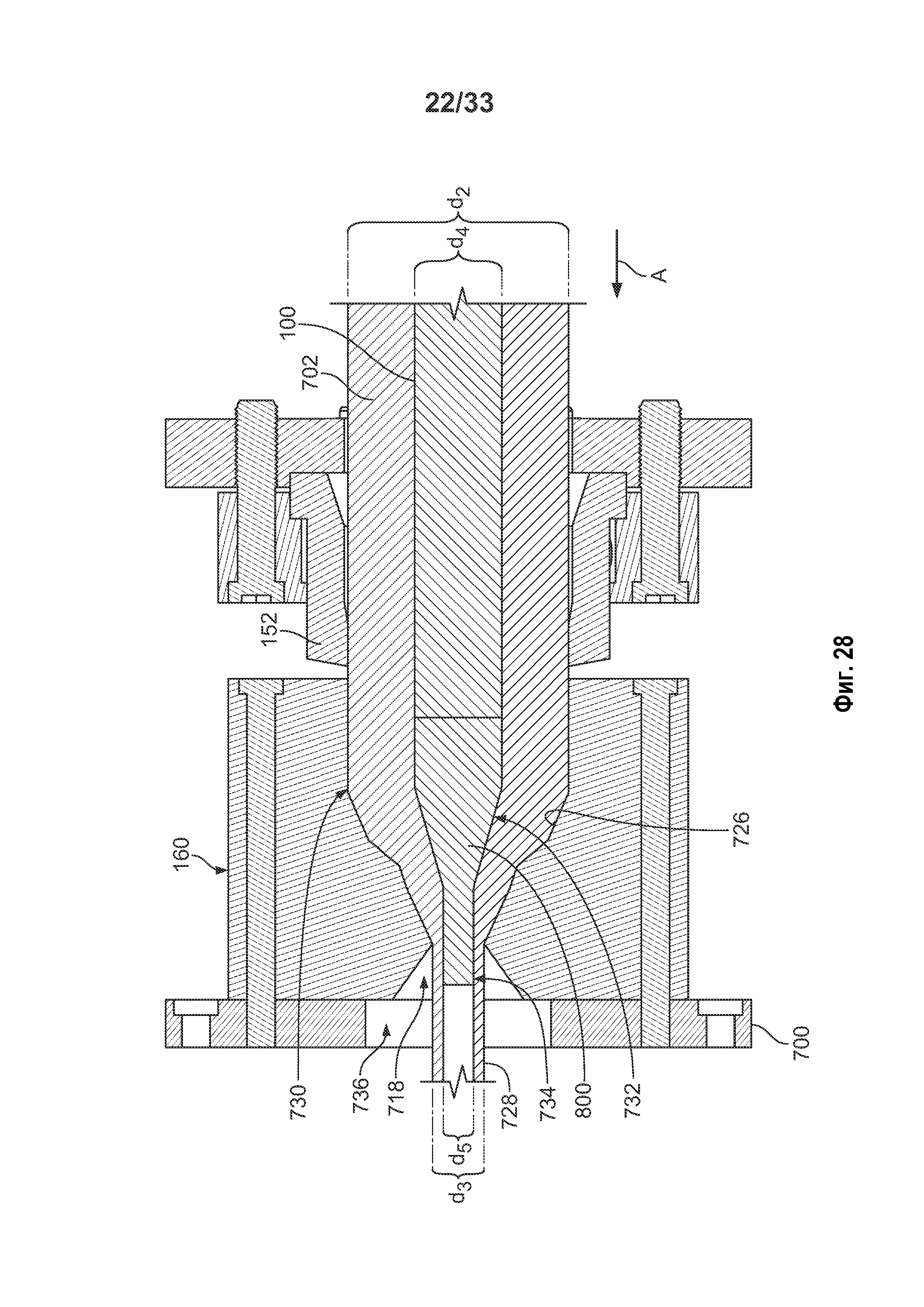
[0054] Фиг.28 показывает вид в поперечном сечении заготовки, прессуемой через вращающуюся матрицу по Фиг.27;
[0055] Фиг. 29 и 30 показывают соответственно вид в перспективе и вид в плане сверху иллюстративных наконечников стержня оправки;
[0056] Фиг.31 показывает иллюстративную блок-схему предварительной обработки заготовки для использования в системе экструзионного прессования по Фиг.1;
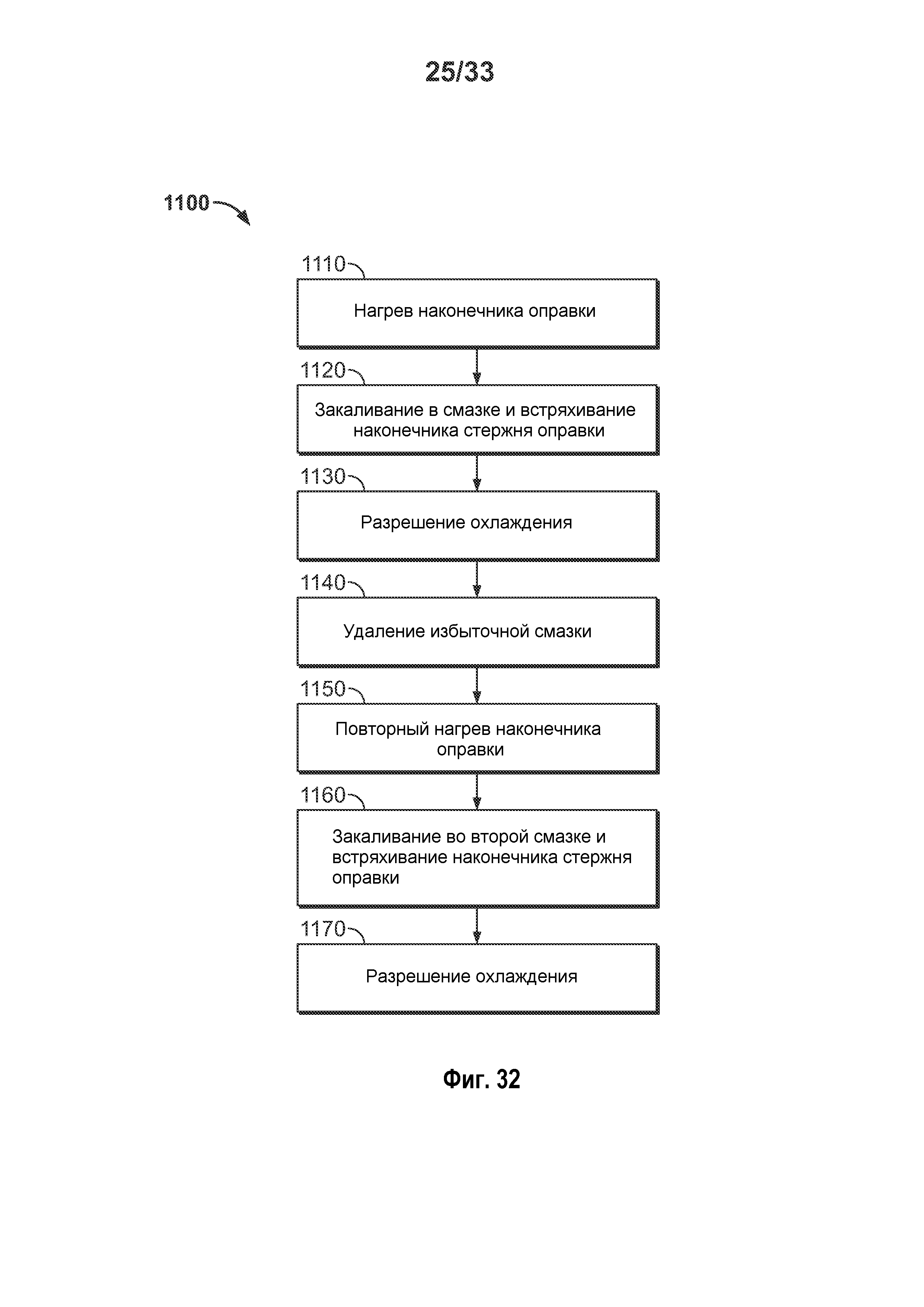
[0057] Фиг.32 показывает иллюстративную блок-схему предварительной обработки наконечника стержня оправки для использования в системе экструзионного прессования по Фиг.1;
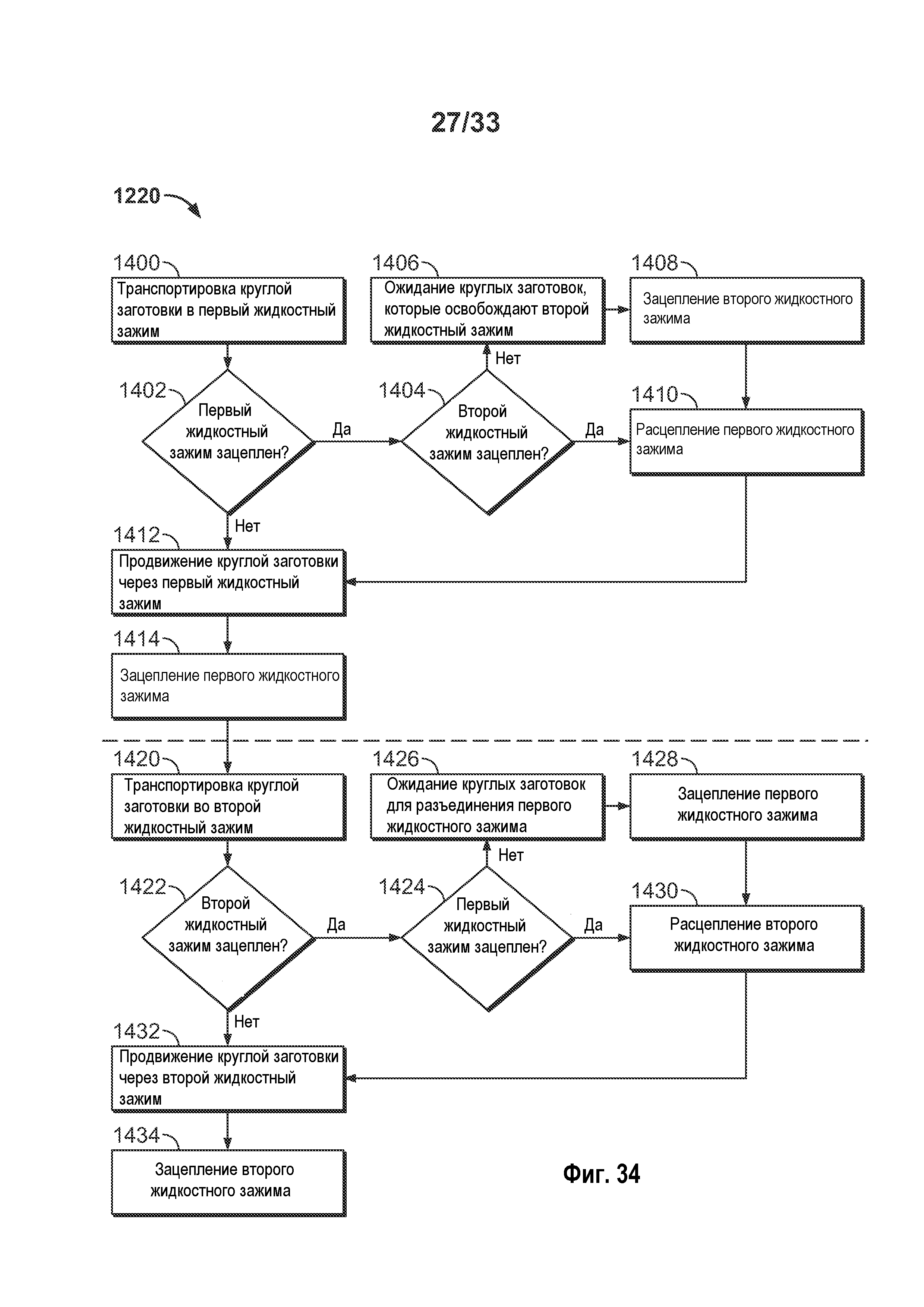
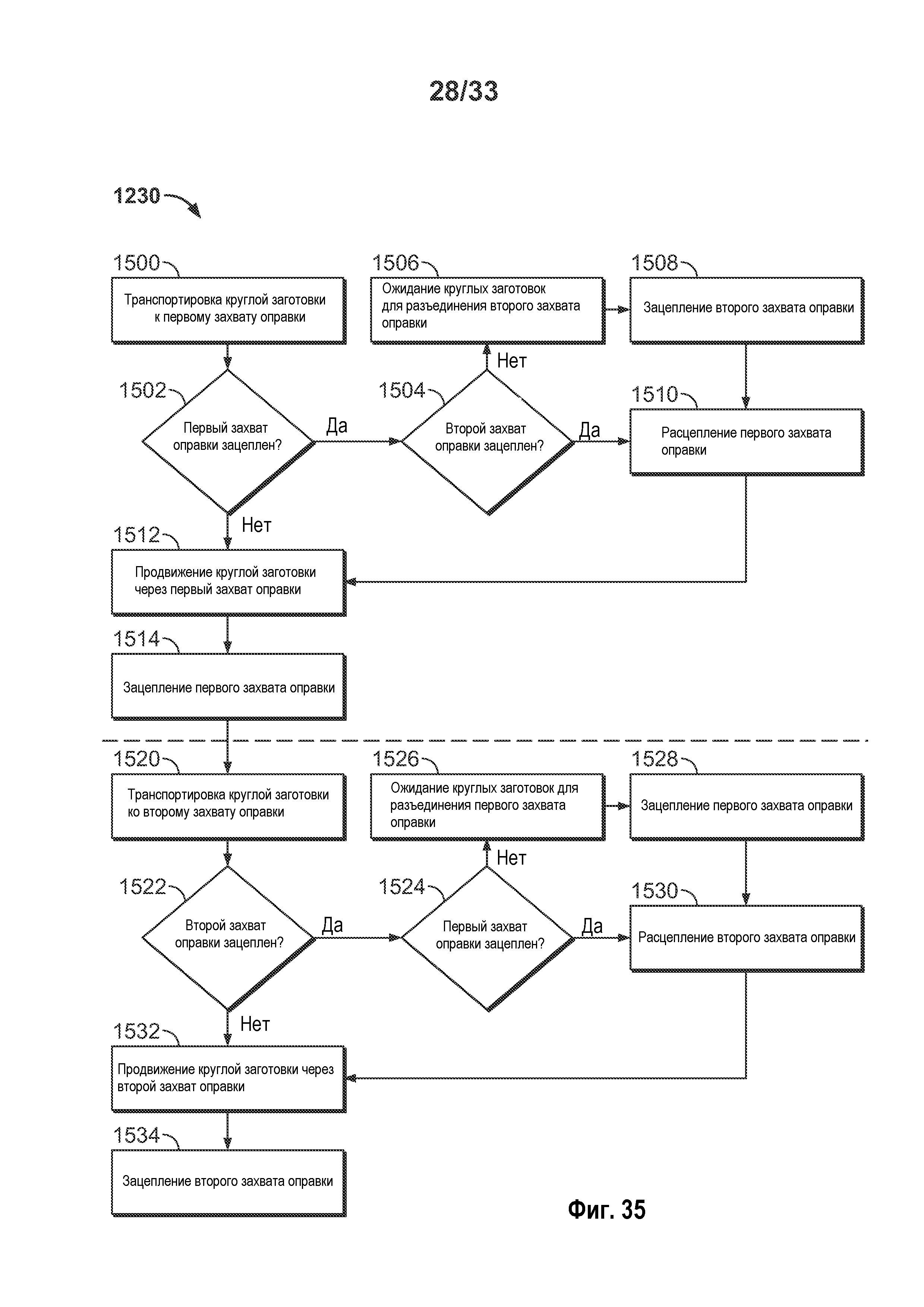
[0058] Фиг. 33-36 показывают иллюстративные блок-схемы работы системы экструзионного прессования по Фиг.1;
[0059] Фиг.37 показывает блок-схему иллюстративной компьютерной системы для эксплуатации системы экструзионного прессования по Фиг.1;
[0060] Фиг.38 показывает вид в поперечном сечении магнитного носителя данных, кодированного с помощью набора машинно-исполняемых команд для выполнения способов настоящего раскрытия;
[0061] Фиг.39 показывает вид в поперечном сечении оптически-читаемого носителя данных, кодированного с помощью набора машинно-исполняемых команд для выполнения способов настоящего раскрытия;
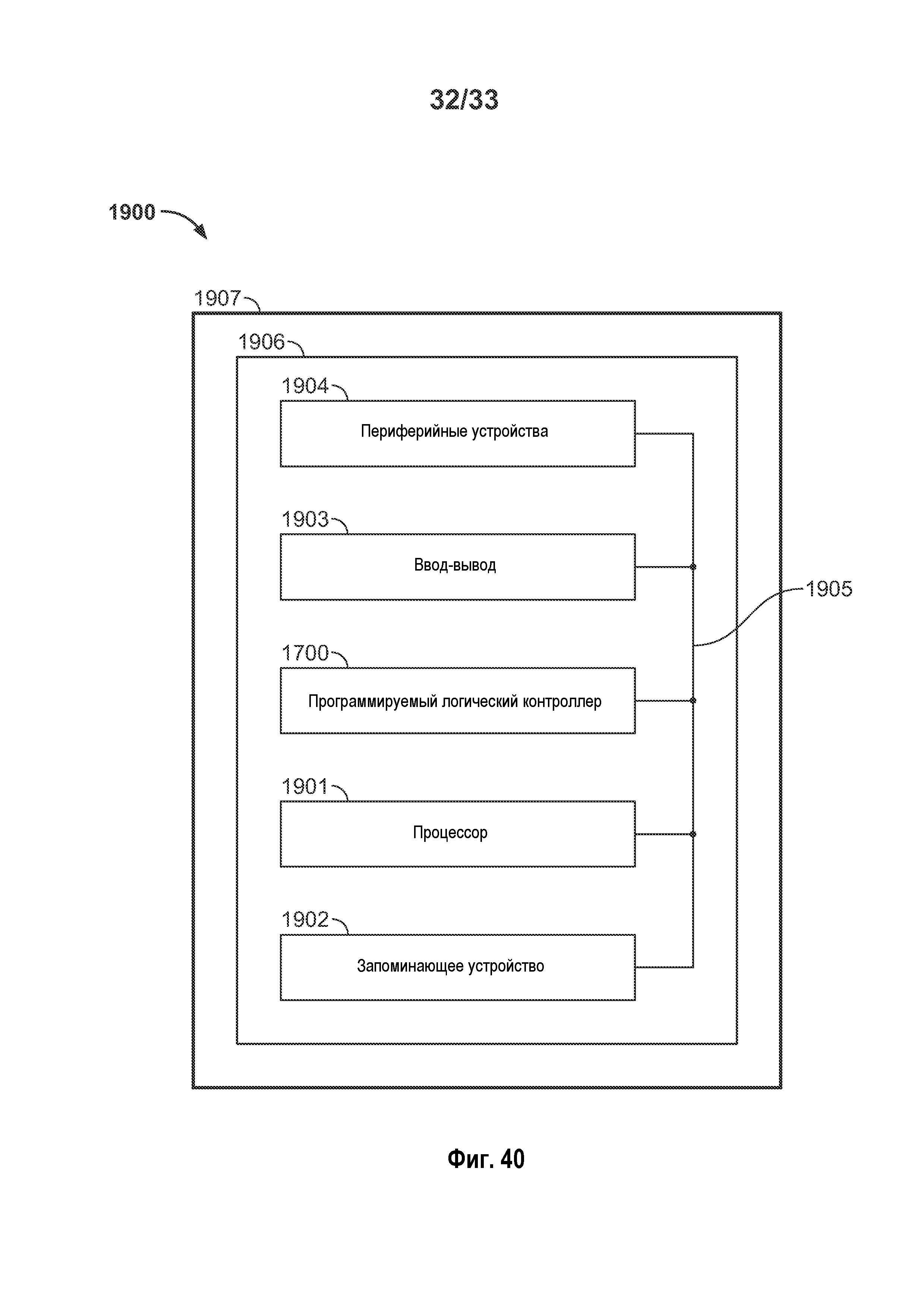
[0062] Фиг.40 показывает упрощенную блок-схему иллюстративной системы, применяющей программируемый логический контроллер по настоящему раскрытию; и
[0063] Фиг.41 показывает блок-схему иллюстративной системы, применяющей программируемый логический контроллер по настоящему раскрытию.
Подробное описание изобретения
[0064] Для обеспечения полного понимания систем, устройств и способов, описанных в данном документе, будут описаны определенные иллюстративные варианты осуществления. Хотя варианты осуществления и признаки, описанные в данном документе, подробно поясняются для использования в связи с системами непрерывного экструзионного прессования, следует понимать, что все компоненты, механизмы соединения, способы производства и другие признаки, указанные ниже, могут быть комбинированы между собой любым подходящим образом и могут быть приспособлены и применены к системам для использования в других производственных процессах, включающих в себя, но не ограниченных этим, литье и прокатку, вертикальное литье, термическую обработку, другое прессование и другие производственные процессы. Кроме того, хотя варианты осуществления, описанные в данном документе, относятся к прессованию металлических труб из полых заготовок, следует понимать, что системы, устройства и способы в данном документе могут быть приспособлены и применены к системам прессования любого подходящего типа прессованного изделия с использованием заготовок.
[0065] Система экструзионного прессования работает с использованием выделяющегося при трении тепла, вырабатываемого из невращающейся полой заготовки, контактирующей с вращающейся матрицей, для облегчения деформации и прессования заготовки. Следовательно, отсутствует требование предварительного подогрева заготовок или вращающейся матрицы перед прессованием. Количество вырабатываемого тепла, как правило, определяется скоростью, при которой заготовки подаются во вращающуюся матрицу (например, управляемо посредством скорости ползуна пресса элементов ползуна 130, 140 пресса по Фиг.1) и частоты вращения матрицы (например, управляемой посредством частоты вращения шпинделя 172 по Фиг.1), а также внутреннего профиля вращающейся матрицы. Более высокие скорости ползуна пресса и частоты вращения шпинделя вырабатывают относительно большие количества тепла.
[0066] Вращающаяся матрица образует внешний диаметр прессованной трубы, полученной посредством системы экструзионного прессования, а наконечник стержня оправки, размещенный внутри вращающейся матрицы, образует внутренний диаметр прессованной трубы. В определенных вариантах осуществления охлажденная технологическая вода или любая другая подходящая охлаждающая текучая среда используется для охлаждения технологических элементов, включающих в себя вращающуюся матрицу, центрирующую вставку, заготовки и редукторное масло, а также прессованное трубчатое изделие. В отличие от традиционных методов прессования, система экструзионного прессования по настоящему раскрытию не требует какой-либо емкости, в которой следует хранить заготовку для прессования. Следовательно, заготовки, подлежащие прессованию, предпочтительно имеют достаточную жесткость, чтобы выдерживать давление, приложенное элементами ползуна пресса в ходе процесса прессования. Программируемый логический контроллер или PLC управляет всеми либо поднабором перемещений системы экструзионного прессования в то время, когда система устанавливается в автоматический режим.
[0067] Системы, устройства и способы экструзионного прессования, описанные в данном документе, могут обеспечивать непрерывное прессование множества заготовок для получения бесшовного прессованного трубчатого изделия согласно различным стандартам бесшовных труб, включающим в себя, например, стандартные технические требования ASTM-B88 для бесшовной медной водопроводной трубы. Бесшовные прессованные трубы по настоящему раскрытию также могут соответствовать стандартам согласно NSF/ANSI-61 для компонентов системы подачи питьевой воды.
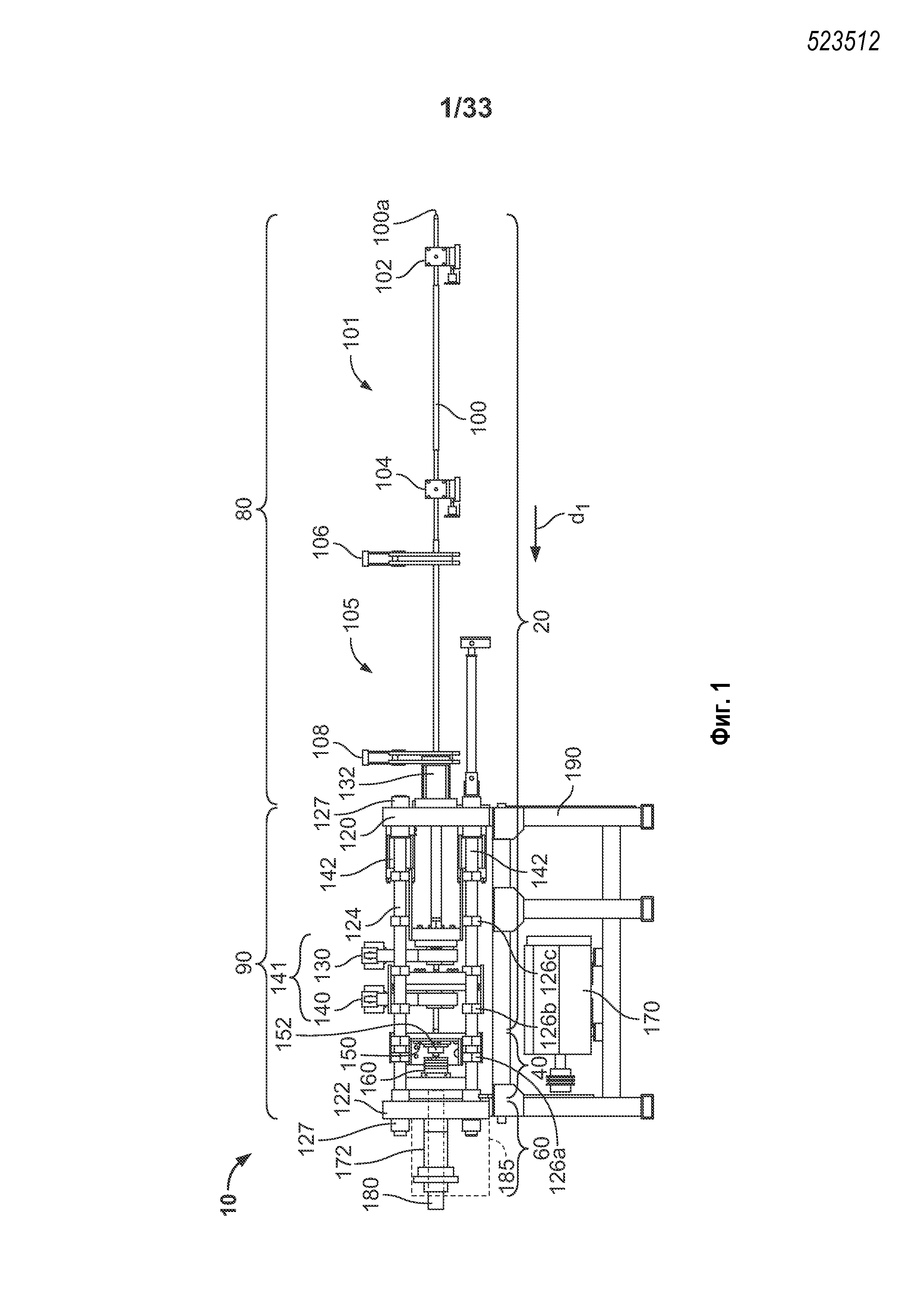
[0068] Фиг.1 показывает систему 10 экструзионного прессования согласно определенным вариантам осуществления. Система 10 экструзионного прессования включает в себя конструктивные секции, упоминаемые в данном документе как секция 80 держателя оправки и конструктивная секция 90 плит. Секция 80 держателя оправки включает в себя стержень 100 оправки, жидкостные зажимы или охлаждающие элементы 102 и 104, захваты оправки или захватные элементы 106 и 108 и систему 110 доставки заготовок, подробно показанную на Фиг.2. Секция 80 держателя оправки поддерживается посредством физической конструкции держателя, которая не показана на Фиг.1 во избежание чрезмерного усложнения чертежа, но эта конструкция держателя служит в качестве монтажного крепления для компонентов держателя 80 оправки. Конструктивная секция 90 плит включает в себя входную плиту 120 и заднюю плиту 122 матрицы, плиты 130 и 140 ползуна пресса, центрирующую плиту 150 и вращающуюся матрицу 160, которая прижимается к задней плите 122 матрицы. Конструктивная секция 90 плит поддерживается рамой 190, которая также служит в качестве монтажного крепления для двигателя 170 и связанных с ним компонентов коробки передач (не показаны). Направление, вдоль которого происходит загрузка, транспортировка и прессование заготовок согласно системе 10 экструзионного прессования, обозначается посредством направленной стрелки d1 процесса. Система 10 экструзионного прессования может управляться, по меньшей мере частично, посредством PLC-системы, которая управляет различными аспектами подсистемы 20 доставки заготовок, подсистемы 40 прессования и подсистемы 60 закалки или охлаждения из системы 10 экструзионного прессования.
[0069] Захваты 106, 108 оправки содержат систему 105 захвата стержня оправки, выполненную с возможностью удержания стержня оправки на месте при предоставлении возможности непрерывной загрузки множества заготовок вдоль и вокруг стержня 100 оправки для обеспечения непрерывного прессования. Заготовки могут быть образованы из любого материала, подходящего для использования в системах экструзионного прессования, включающего в себя, но не ограниченного этим, различные металлы, включающие медь и медные сплавы или любые другие подходящие цветные металлы, такие как алюминий, никель, титан и их сплавы, черные металлы, включающие сталь и другие железные сплавы, полимеры, такие как пластмассы, либо любой другой подходящий материал или их комбинации. Захваты 106, 108 оправки могут управляться посредством PLC-системы, чтобы надежно удерживать стержень 100 оправки, так что в любой данный момент времени в ходе процесса прессования по меньшей мере один из захватов 106, 108 оправки захватывает стержень 100 оправки. Захваты 106, 108 оправки устанавливают положение стержня 100 оправки и предотвращают вращение стержня 100 оправки. Когда захваты 106, 108 оправки находятся в захватном или зацепленном положении, тем самым захватывая стержень 100 оправки, захваты 106, 108 оправки предотвращают транспортировку заготовок вдоль стержня 100 оправки через захваты.
[0070] Захваты 106, 108 оправки работают, попеременно захватывая или зацепляя стержень 100 оправки, чтобы давать возможность одной или более заготовкам проходить через соответствующий захват оправки в данное время. Например, расположенный выше по ходу транспортера захват 106 оправки может высвобождать или расцеплять стержень 100 оправки в то время, когда расположенный ниже по ходу транспортера захват 108 оправки захватывает стержень 100 оправки. В любой данный момент времени по меньшей мере один из захватов 106, 108 оправки предпочтительно захватывает или иным способом зацепляется со стержнем 100 оправки. Одна или более заготовок, поставленных в очередь или пошагово перемещенных около расположенного выше по ходу транспортера захвата 106 оправки либо транспортируемых вдоль стержня 100 оправки, могут проходить через разомкнутый, расположенный выше по ходу транспортера захват 106 оправки. После того, как указанное число заготовок прошло через разомкнутый, расположенный выше по ходу транспортера захват 106 оправки, механизм 106 захвата может смыкаться и тем самым возвращается к захватыванию стержня 100 оправки, а заготовки могут продвигаться к расположенному ниже по ходу транспортера захватному элементу 108. Расположенный ниже по ходу транспортера захватный элемент 108 может оставаться сомкнутым, тем самым захватывая стержень 100 оправки, или расположенный ниже по ходу транспортера захват 108 оправки может размыкаться после того, как расположенный выше по ходу транспортера захват 106 оправки повторно захватывает стержень 100 оправки. Хотя два захвата 106, 108 оправки показаны в системе 10 экструзионного прессования, следует понимать, что может предусматриваться любое подходящее число захватов оправки.
[0071] Жидкостные зажимы 102, 104 содержат систему 101 доставки текучей среды стержня оправки, выполненную с возможностью подавать охлаждающую текучую среду вдоль внутренней части стержня 100 оправки в наконечник стержня оправки в ходе процесса прессования. Жидкостные зажимы 102, 104 также принимают охлаждающую текучую среду из стержня 100 оправки, которая возвращена из наконечника стержня оправки. Может использоваться любая подходящая охлаждающая текучая среда, включающая в себя воду, различные минеральные масла, соляные растворы, синтетические масла, любую другую подходящую охлаждающую текучую среду, включающую в себя газообразные текучие среды, или любую их комбинацию. Жидкостные зажимы 102, 104 могут управляться посредством PLC-системы для непрерывной подачи технологической охлаждающей текучей среды в стержень оправки в ходе процесса прессования при предоставлении возможности непрерывной загрузки множества заготовок вдоль и вокруг стержня 100 оправки. Жидкостные зажимы 102, 104 работают таким образом, что отсутствует или практически отсутствует прерывание подачи технологической охлаждающей текучей среды в наконечник стержня оправки в ходе процесса прессования. Подобно работе захватов 106, 108 оправки, обсужденных выше, когда жидкостные зажимы 102, 104 зажаты или зацеплены со стержнем 100 оправки, жидкостные зажимы 102, 104 предотвращают транспортировку заготовок вдоль стержня 100 оправки через жидкостные зажимы.
[0072] Жидкостные зажимы 102, 104 работают таким образом, что в любой данный момент времени в ходе прессования по меньшей мере один из жидкостных зажимов зажат или зацеплен со стержнем 100 оправки и тем самым доставляет охлаждающую текучую среду в стержень 100 оправки для доставки в наконечник стержня оправки. Когда заготовка проходит через один из жидкостных зажимов 102, 104, соответствующий жидкостный зажим прекращает доставку (и прием) охлаждающей текучей среды и высвобождает или расцепляет стержень 100 оправки, чтобы давать возможность заготовке проходить через него до повторного зажимания стержня 100 оправки и продолжения доставки (и приема) охлаждающей текучей среды. В то время, когда один из жидкостных зажимов 102, 104 является разжатым или расцепленным от стержня 100 оправки, другой жидкостный зажим продолжает доставлять охлаждающую текучую среду в стержень оправки.
[0073] Например, расположенный выше по ходу транспортера жидкостный зажим 102 может высвобождать стержень 100 оправки в то время, когда расположенный ниже по ходу транспортера жидкостный зажим 104 зажимается на стержне 100 оправки. В любой данный момент времени по меньшей мере один из жидкостных зажимов 102, 104 предпочтительно зажимается на стержне 100 оправки, чтобы непрерывно доставлять охлаждающую текучую среду. Одна или более заготовок, поставленных в очередь или пошагово перемещенных около расположенного выше по ходу транспортера жидкостного зажима 102, либо транспортируемых вдоль стержня 100 оправки, могут проходить через разомкнутый, расположенный выше по ходу транспортера жидкостный зажим 102. После того, как указанное число заготовок прошло через разомкнутый, расположенный выше по ходу транспортера жидкостный зажим 102, жидкостный зажим 102 может смыкаться и тем самым возвращается к зажиманию стержня 100 оправки и доставке охлаждающей текучей среды, а заготовки могут продвигаться к расположенному ниже по ходу транспортера жидкостному зажиму 104. Расположенный ниже по ходу транспортера жидкостный зажим 104 может оставаться сомкнутым, тем самым зажимая стержень 100 оправки, или расположенный ниже по ходу транспортера жидкостный зажим 104 может размыкаться после того, как расположенный выше по ходу транспортера жидкостный зажим 102 повторно зажимается на стержне 100 оправки. Хотя два жидкостных зажима 102, 104 показаны в системе 10 экструзионного прессования, следует понимать, что может предусматриваться любое подходящее число жидкостных зажимов.
[0074] Система 20 доставки заготовок включает в себя транспортер 110 в сборе по Фиг.2. для загрузки заготовок. Система 110 доставки заготовок гарантирует, что для процесса прессования обеспечивается непрерывная подача заготовок, таких как заготовка 30. Когда требуются дополнительные заготовки, PLC-система перемещает по кругу надлежащие захваты 106, 108 стержня оправки, жидкостные зажимы 102, 104 и ролики для доставки заготовок (например, транспортер 110 в сборе для загрузки заготовок), чтобы гарантировать непрерывную подачу заготовок. Участок держателя 80 оправки, расположенный между захватом 106 оправки и входной плитой 120, может непрерывно пошагово перемещаться для того, чтобы минимизировать промежуток между заготовками, загружаемыми в секции 141 плит ползуна конструкции 90 плит. Например, в этом местоположении держателя 80 оправки, транспортер 110 в сборе может непрерывно перемещать по кругу транспортер 202, чтобы загружать заготовки в конструкцию 90 плит.
[0075] Транспортер 110 в сборе для загрузки заготовок включает в себя цепь или транспортер 202, размещенный на звездочках 204 и 205. Одна или более звездочек 204, 205 могут сочленяться с двигателем (не показан), который работает для перемещения или передвижения по кругу транспортера 202 в направлении загрузки, d2. Транспортер 202 и звездочки 204, 205 поддерживаются основной балкой 206 и нижней балкой 208, которые совместно сопряжены с рамой 210. Верхний участок 210a рамы 210 включает в себя верхние роликовые колеса 212, которые обеспечивают верхнюю границу для проходящей заготовки 30. Например, как показано на Фиг.2, стержень 100 оправки включает в себя заготовку 30, загруженную на него, при этом заготовка 30 перемещается с помощью контакта с транспортером 202 и стабилизируется верхними роликовыми колесами 212. Транспортер 110 в сборе для загрузки заготовок может иметь любую подходящую длину. Например, транспортер 110 в сборе может простираться практически по длине стержня 100 оправки в секции 80 держателя оправки. В определенных вариантах осуществления может быть предусмотрено множество транспортеров в сборе, которые работают совместно для загрузки заготовок вдоль стержня 100 оправки и в конструктивную секцию 90 плит. Например, могут быть предусмотрены транспортеры в сборе вдоль стержня 100 оправки между каждым из жидкостных зажимов 102, 104 и захватами 106, 108 оправки, так что одна или более заготовок могут независимо перемещаться по кругу через соответствующие жидкостные зажимы 102, 104 и захваты 106, 108 оправки без необходимости транспортировки других заготовок, как происходило бы, если бы имелся только единственный транспортер в сборе.
[0076] Возвращаясь к Фиг.1, стержень 100 оправки простирается практически по длине системы 10 экструзионного прессования и размещается с возможностью помещать наконечник стержня оправки внутри вращающейся матрицы 160. Регулирование размещения надлежащим образом наконечника стержня оправки внутри вращающейся матрицы 160 выполняется посредством перемещения секции 80 держателя оправки, тем самым перемещения стержня 100 оправки. Регулирования для стержня 100 оправки и секции 80 держателя оправки могут быть направлены к или от матрицы 160. Стержень 100 оправки и секция 80 держателя оправки предпочтительно не могут регулироваться в то время, когда работает система 10 экструзионного прессования, хотя следует понимать, что в определенных вариантах осуществления стержень 100 оправки и/или секция 80 держателя оправки могут регулироваться в ходе работы.
[0077] Как обсуждено выше, система 10 экструзионного прессования включает в себя конструктивную секция 90 плит, имеющую входную плиту 120 и заднюю плиту 122 матрицы, плиты 130 и 140 ползуна пресса, центрирующую плиту 150 и вращающуюся матрицу 160, прижатую к задней плите 122 матрицы. Ближайшим к входной плите 120 является ползун 141 пресса в сборе, который включает в себя первую плиту 130 ползуна пресса и вторую плиту 140 ползуна пресса. Первая и вторая плиты 130, 140 ползуна пресса загружают заготовки в центрирующую плиту 150, которая захватывает заготовки и предотвращает вращение заготовок до входа во вращающуюся матрицу 160, которая прижимается к задней плите 122 матрицы. Входная плита 120 и задняя плита 122 матрицы сочленены серией стяжных стержней 124, которые действуют как направляющие для плит 130, 140 ползуна пресса и центрирующей плиты 150, каждая из которых включает в себя подшипники 126a, 126b, 126c, которые перемещаются вдоль стяжных стержней 124. Задняя плита 122 матрицы и входная плита 120 имеют установочные местоположения 127, через которые фиксируются стяжные стержни 124. Входная плита 120, задняя плита 122 матрицы и конструкция 124 стяжных стержней поддерживаются рамой 190. Рама 190 также удерживает шпиндель 172 и двигатель 170. На выходе вращающейся матрицы 160 предусмотрена труба 180 для закалки для быстрого охлаждения прессованных труб.
[0078] Плиты 130, 140 ползуна пресса работают, захватывая заготовки и обеспечивая практически постоянную толкающую силу в направлении пакета 160 прессующих матриц. В любой данный момент времени по меньшей мере одна из плит 130, 140 ползуна пресса захватывает заготовку и продвигает заготовку вдоль стержня 100 оправки, чтобы обеспечивать постоянную толкающую силу. Плиты 130, 140 ползуна пресса образуют конечную часть подсистемы 20 доставки заготовок до того, как заготовка входит в центрирующую плиту 150 и вращающуюся матрицу 160 подсистемы 40 прессования. Аналогично секции транспортера для загрузки заготовок перед входной плитой 120, секция перед плитами 130, 140 ползуна пресса предпочтительно непрерывно пошагово перемещает заготовки, чтобы минимизировать какие-либо промежутки между заготовкой, которая захватывается плитами 130, 140 ползуна пресса, и следующей заготовкой.
[0079] Как обсуждено выше, ползуны 130, 140 пресса непрерывно толкают заготовки во вращающуюся матрицу 160. Ползуны 130, 140 пресса чередуют захват и продвижение заготовок в направлении и во вращающуюся матрицу 160, а затем освобождение продвигаемых заготовок и втягивание для следующего цикла захвата/продвижения. Предпочтительно имеется перекрытие между временем, когда один ползун пресса прекращает толкание, а другой ползун пресса только начинает толкание, так что всегда имеется давление на вращающуюся матрицу 160. Ползуны 130, 140 пресса продвигаются и втягиваются с помощью цилиндров ползуна пресса, сочлененных с соответствующим ползуном пресса. Как показано, предусмотрено два цилиндра 132, 142 ползуна пресса на каждый ползун пресса. Первый набор цилиндров 132 ползуна пресса расположен слева и справа от входной плиты 120 (хотя правосторонний цилиндр ползуна пресса скрыт из вида посредством левостороннего цилиндра ползуна пресса). Первый набор цилиндров 132 ползуна пресса сочленяется с первой плитой 130 ползуна пресса и выполнен с возможностью перемещения первого ползуна 130 пресса вдоль стяжных стержней 124 по мере того, как первый ползун 130 пресса продвигает заготовки и затем втягивается для последующих заготовок. Второй набор цилиндров 142 ползуна пресса расположен на верхней части и нижней части входной плиты 120. Второй набор цилиндров 142 ползуна пресса сочленяется со второй плитой 140 ползуна пресса и выполнен с возможностью перемещения второго ползуна 140 пресса вдоль стяжных стержней 124 по мере того, как второй ползун 140 пресса продвигает заготовки и затем втягивается для последующих заготовок. Хотя для каждой из первой и второй плит 130, 140 ползуна пресса показаны два цилиндра ползуна пресса, следует понимать, что может предусматриваться любое подходящее число цилиндров ползуна пресса. В определенных вариантах осуществления цилиндры ползуна пресса могут сочленяться с обоими ползунами 130, 140 пресса.
[0080] Центрирующая плита 150 принимает заготовки, продвигаемые ползунами 130, 140 пресса, и удерживает заготовки для предотвращения их вращения в ходе процесса прессования до поступления заготовок во вращающуюся матрицу 160. Когда центрирующая плита 150 размещается на месте для процесса прессования, центрирующая плита 150 становится частью прессующей матрицы 160. Т.е. центрирующая вставка 152 центрирующей плиты 150 практически примыкает к вращающейся матрице 160. Тем не менее, непосредственно центрирующая плита 150 и ее компоненты, включающие в себя центрирующую вставку 152, не вращаются с вращающейся матрицей 160. Центрирующая плита 150 предотвращает вращение заготовок, которые более не удерживаются вторым ползуном пресса 150, в то время, когда матрица 160 вращается, посредством захвата заготовок и тем самым предотвращения вращения заготовок до поступления заготовок во вращающуюся матрицу 160.
[0081] Вращающаяся матрица 160 может иметь цельную конструкцию или может включать в себя множество пакетированных вместе пластин матрицы. В определенных вариантах осуществления матрица включает в себя основную пластину, конечную пластину, вторую промежуточную пластину, первую промежуточную пластину, входную пластину и стальной торцевой держатель, и при этом пластины матрицы скреплены болтами вместе с образованием матрицы 160. Вращающаяся матрица 160 скреплена болтами или иным способом сочленена со шпинделем 172, который работает за счет двигателя 170. Коробка передач скреплена болтами с задней плитой 122 матрицы и содержит шпиндель 172, а также приводную цепь, ведущую шестерню двигателя, трансмиссионный масляный бачок и теплообменник для трансмиссионного масла, которые не показаны на Фиг.1 во избежание чрезмерного усложнения чертежа. В определенных вариантах осуществления передаточное отношение зубчатой передачи двигателя 170 шпинделя и шпинделя/матрицы составляет 2,5:1, хотя следует понимать, что любое подходящее передаточное отношение может использоваться для вращения вращающейся матрицы 160.
[0082] На прессовочном участке системы 10 экструзионного прессования предусмотрена закалочная коробка 185, скрепленная болтами или иным способом сочлененная со стороной выхода коробки передач на задней плите 122 матрицы. В определенных вариантах осуществления в закалочной коробке 185 предусмотрена труба 180 для закалки для быстрой закалки или охлаждения прессованного материала по мере того, как он выходит из вращающейся матрицы 160. Вода может использоваться в качестве закалочной или охлаждающей текучей среды, и вода может контактировать с прессованным материалом в определенный момент после выхода прессованного материала из вращающейся матрицы 160. Например, в определенных вариантах осуществления прессованный материал закаливается с помощью охлаждающей текучей среды приблизительно в 1 дюйме от выхода из вращающейся матрицы 160. Для закалки прессованного материала может использоваться любая подходящая охлаждающая текучая среда, включая воду, различные минеральные масла, соляные растворы, синтетические масла, любую другую подходящую охлаждающую текучую среду, включающую в себя газообразные текучие среды, или любую их комбинацию. Труба 180 для закалки может быть образована из одной или более труб, имеющих канал для доставки охлаждающей текучей среды к прессованному материалу. В определенных вариантах осуществления труба 180 для закалки дополнительно включает в себя заглушку или другую конструкцию, через которую охлаждающая текучая среда доставляется к прессованному материалу. В системе экструзионного прессования этого раскрытия может использоваться любая подходящая труба для закалки, включающая в себя, например, трубы для закалки, описанные в заявке на патент США № 13/650972, поданной 12 октября 2012 года, раскрытие которой настоящим включено в данный документ посредством ссылки во всей своей полноте.
[0083] В определенных вариантах осуществления газообразный азот или другой подходящий инертный газ доставляется вовнутрь прессованного материала по мере того, как материал выходит из вращающейся матрицы. Например, газообразный азот может доставляться вовнутрь прессованных труб с использованием колпачка, размещенного на переднем конце прессованных труб, по мере того, как он выходит из вращающейся матрицы. Впрыскивание газообразного или жидкого азота во вращающуюся матрицу в сборе или вовнутрь самого прессованного материала позволяет минимизировать образование оксида посредством замещения богатого кислородом воздуха.
[0084] Хотя не показано на Фиг.1, подсистема 20 доставки заготовок из системы 10 экструзионного прессования может включать в себя стол доставки заготовок с множеством заготовок, подготовленных к загрузке в систему 10 экструзионного прессования. Заготовки могут быть загружены автоматически, например, посредством автоматизированного процесса либо могут быть загружены вручную.
[0085] Далее будут описаны различные компоненты системы 10 экструзионного прессования по Фиг.1 относительно Фиг.3-30. Фиг.3 показывает вид в перспективе жидкостного зажима 102 по Фиг.1 согласно определенным вариантам осуществления. Жидкостный зажим 102 включает в себя кожух 302, имеющий основание 304 и концевые пластины 306a и 306b, сочлененные с помощью четырех стяжных стержней 308, хотя следует понимать, что может использоваться любое подходящее число стяжных стержней, а в определенных вариантах осуществления могут использоваться другие технологии фиксирования для закрепления элементов жидкостного зажима, в дополнение или вместо стяжных стержней 308. Посредством стяжных стержней 308 поддерживается впускной/выпускной жидкостный зажим 312, через который охлаждающая текучая среда, такая как вода, входит и выходит из жидкостного зажима 102, и незаполненный жидкостный зажим 314, каждый из которых приводится в действие посредством соответствующего цилиндра 309, 310, расположенными между соответствующим зажимом 312, 314 и его концевой пластиной 306a, 306b. Под кожухом 302 расположены балки 305 держателя, которые закрепляют жидкостный зажим 102 на конструкции держателя, которая поддерживает секцию 80 держателя оправки по Фиг.1. Впускной/выпускной жидкостный зажим 312 включает в себя выпускные отверстия 316, образованные на верхней поверхности 312a, которые простираются во вставочную деталь 318, которая вставляется во внутренний участок впускного/выпускного жидкостного зажима 312. Как можно видеть на Фиг.3, незаполненный жидкостный зажим 314 имеет зажимную поверхность 314a, а вставка 318 во впускном/выпускном жидкостном зажиме 312 имеет зажимную поверхность 318a. Зажимные поверхности 314a и 318a за счет трения зацепляют соответствующую поверхность стержня оправки, такого как стержень 100 оправки системы 10 экструзионного прессования. В определенных вариантах осуществления зажимные поверхности 314a, 318a могут зацеплять втулку стержня оправки (например, втулку 360 стержня оправки по Фиг.7), предусмотренную вокруг участка стержня оправки.
[0086] Фиг.4 и 5 показывают виды соответственно спереди и сбоку в вертикальном сечении жидкостного зажима 102 по Фиг.3. Как показано на Фиг.4 и 5, например, выпускные отверстия 316 во впускном/выпускном жидкостном зажиме 312 простираются из верхней поверхности 312a зажима 312 и во входные отверстия 320, образованные во вставке 318. Жидкостный зажим 102 доставляет охлаждающую текучую среду в стержень оправки через впускной/выпускной жидкостный зажим 312 через выпускные отверстия 316 и входные отверстия 320. Также на Фиг.4 показаны зажимные поверхности 314a и 318a впускного/выпускного жидкостного зажима 312 и незаполненного жидкостного зажима 314. Хотя жидкостный зажим 312 включает в себя два выпускных отверстия 316 в гидравлическом сообщении с двумя входными отверстиями 320 вставки 318, следует понимать, что может предусматриваться любое подходящее число выпускных отверстий и входных отверстий для доставки охлаждающей текучей среды к стержню оправки. Как вариант или дополнительно, в определенных вариантах осуществления выпускные отверстия 316 могут обеспечиваться через другие поверхности жидкостного зажима, такие как передняя (или задняя) поверхность 312b либо через боковые поверхности 312c впускного/выпускного жидкостного зажима 312.
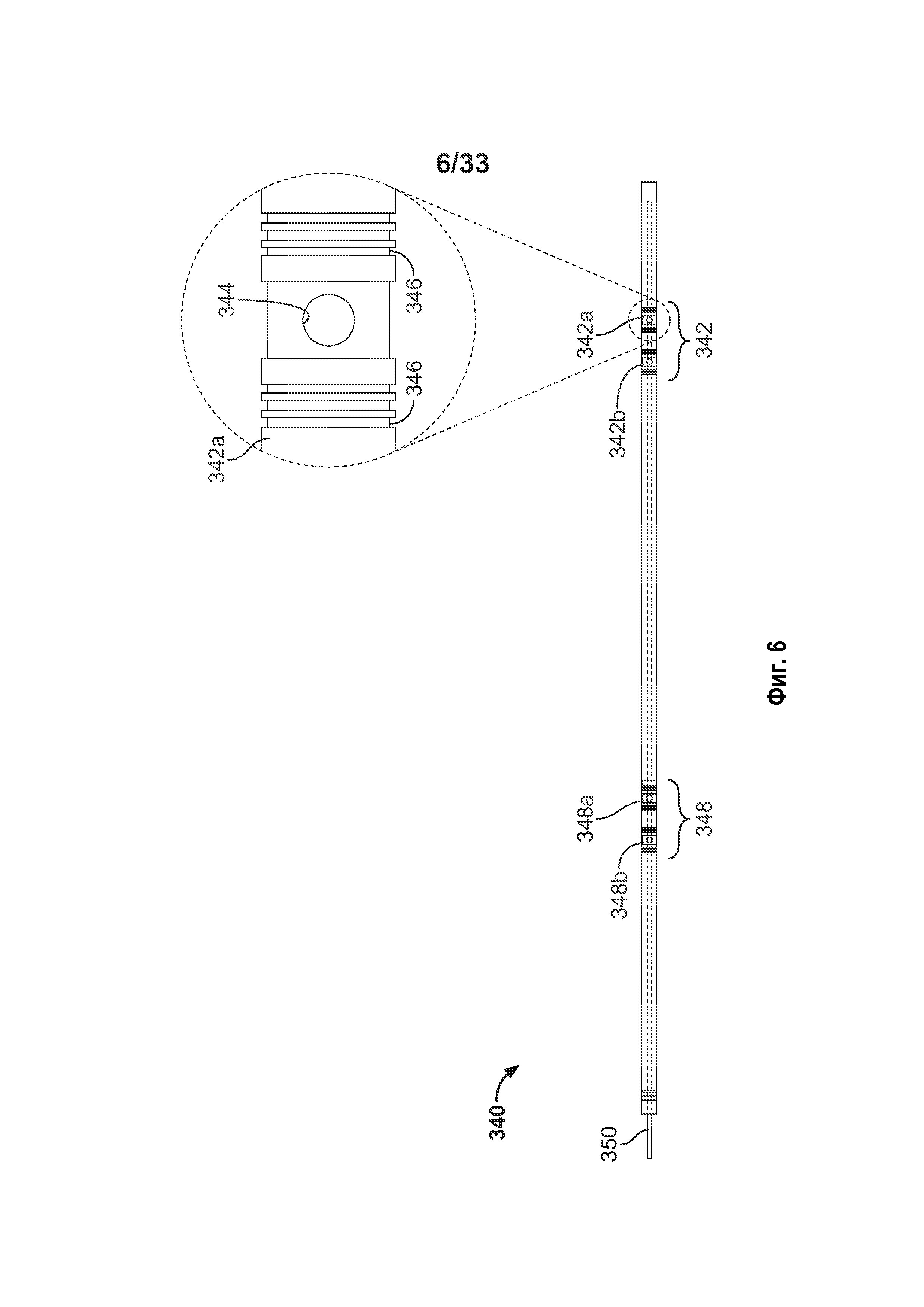
[0087] В определенных вариантах осуществления зажимные поверхности 314a и 318a незаполненного жидкостного зажима 314 и вставка 318 впускного/выпускного жидкостного зажима 312 выполнены с возможностью совмещаться с соответствующим участком стержня оправки. Фиг.6 показывает схематичный вид стержня 340 оправки, имеющего отверстие или входное отверстие 344 для приема и/или возврата охлаждающей текучей среды из жидкостного зажима согласно определенным вариантам осуществления. Как показано на Фиг.6, например, стержень 340 оправки включает в себя участки 342 и 348, имеющие две соответствующие секции 342a, 342b и 348a, 348b входных отверстий для приема и/или возврата охлаждающей текучей среды из жидкостного зажима, такого как жидкостный зажим 102. В определенных вариантах осуществления секции 342a и 348a входных отверстий выполнены с возможностью возврата охлаждающей текучей среды в жидкостный зажим, а секции 342b и 348b входных отверстий выполнены с возможностью приема охлаждающей текучей среды из жидкостного зажима. Как вариант, секции 342a и 348a входных отверстий могут принимать охлаждающую текучую среду, а секции 342b и 348b входных отверстий могут возвращать охлаждающую текучую среду. В других дополнительных вариантах осуществления секции 342a/348b входных отверстий могут принимать охлаждающую текучую среду, а секции 342b/348a входных отверстий могут возвращать охлаждающую текучую среду, или наоборот. Любая подходящая компоновка приема/возврата секций входных отверстий может использоваться таким образом, что по меньшей мере одно из соответствующих входных отверстий принимает охлаждающую текучую среду, а другое возвращает охлаждающую текучую среду в жидкостный зажим.
[0088] Вкладка участка 342 стержня оправки показывает секцию 342a входного отверстия с отверстием или входным отверстием 344 для приема и/или возврата охлаждающей текучей среды из жидкостного зажима 102. Входное отверстие 344 оправки имеет размер, соответствующий соответственному входному отверстию 320 жидкостного зажима 102. Рядом с входным отверстием 344 оправки предусмотрена серия пазов 346, принимающих уплотнительные кольца и тем самым предотвращающих потери или просачивание иным способом охлаждающей текучей среды из стержня 340 оправки через входное отверстие 344. Два участка 342, 348 стержня оправки соответствуют, например, участкам стержня оправки, которые стыкуются с двумя жидкостными зажимами 102, 104 системы 10 экструзионного прессования по Фиг.1.
Как обсуждено выше, в определенных вариантах осуществления может предусматриваться втулка 360 оправки для зацепления зажимных поверхностей жидкостного зажима. Втулка 360 оправки также может взаимодействовать с уплотнительными кольцами для предотвращения утечки текучей среды из стержня 340 оправки и жидкостного зажима. Как показано на Фиг.7, например, втулка 360 оправки включает в себя входные отверстия 362, через которые охлаждающая текучая среда доставляется и/или возвращается между стержнем 340 оправки и жидкостным зажимом. Втулка 360 оправки также включает в себя прорезь 364, которая обеспечивает гибкость, поскольку втулка 360 размещается на стержне 340 оправки около участков 342, 348, которые принимают и/или возвращают охлаждающую текучую среду. Уплотнительные кольца в пазах 346 могут создавать практически непроницаемое для текучей среды уплотнение между стержнем 340 оправки и внутренней поверхностью 360a втулки 360 стержня оправки.
[0089] Также на Фиг.8 показана внутренняя труба 350, которая проходит по длине стержня 340 оправки и которая доставляет охлаждающую текучую среду в наконечник стержня оправки, который размещается внутри вращающейся матрицы. Охлаждающая текучая среда, которая принимается через отверстия или входные отверстия 344 в стержне 340 оправки, проходит через отверстие 354 во внутренней трубе 350, так что охлаждающая текучая среда доставляется по внутренней части трубы 350 в наконечник стержня оправки, при этом она затем проходит обратно из трубы 350, но внутри стержня оправки, в отверстия или входные отверстия 344, из которых она принята. Направление движения охлаждающей текучей среды показано на Фиг.8, которая иллюстрирует вид в перспективе в поперечном сечении стержня 340 оправки и внутренней трубы 350 по Фиг.6 для доставки охлаждающей текучей среды в наконечник стержня оправки. Охлаждающая текучая среда проходит по внутренней части внутренней трубы 350 в направлении стрелки W1 к наконечнику стержня оправки и затем возвращается в направлении стрелки W2 во внешнем пространстве 352 между внешней поверхностью 350a внутренней трубы 350 и внутренней поверхностью 340a стержня 340 оправки. В определенных вариантах осуществления участок внутренней поверхности стержня оправки, такой как внутренняя поверхность 340a стержня 340 оправки, может быть резьбовой для приема наконечника стержня оправки, хотя наконечник стержня оправки может сопрягаться со стержнем оправки с использованием любой подходящей технологии. В определенных вариантах осуществления по окружности внутренней трубы 350 может предусматриваться прокладка, которая центрирует внутреннюю трубу 350 в стержне 340 оправки вдоль любой подходящей длины стержня 340 оправки. Когда стержень оправки имеет резьбу, прокладка может навинчиваться на стержень оправки, хотя прокладка также может прижиматься к нерезьбовым участкам стержня оправки.
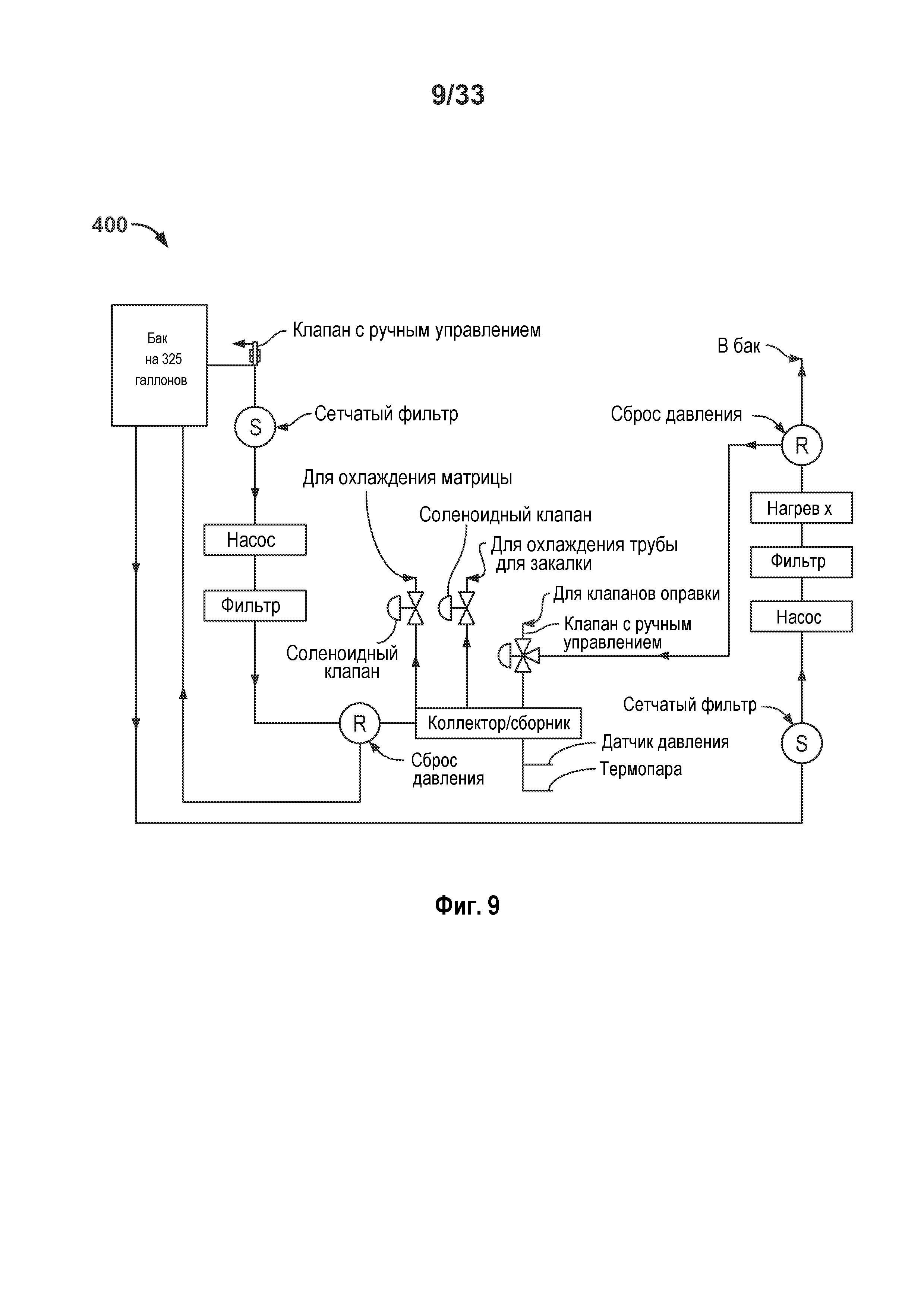
[0090] Система 10 экструзионного прессования включает в себя систему 400 охлаждения для охлаждения различных компонентов системы 10 прессования в ходе работы. Хотя система 400 охлаждения по Фиг.9 описывается с использованием воды в качестве охлаждающей текучей среды, следует понимать, что может использоваться любая подходящая охлаждающая текучая среда. Система 400 охлаждения экструзионного пресса выполнена с возможностью доставки охлажденной воды в достаточных количествах и при достаточных давлениях для охлаждения технологических компонентов и прессованного изделия. В определенных вариантах осуществления в прессе может быть предусмотрено две основных системы подачи воды: вода для оправки и вода для пресса. Относительно воды для оправки, в систему подачи воды в оправку вода подается из бака-сборника. Теплообменники охлаждают технологическую воду, обмениваясь теплом, вырабатываемым в ходе процесса прессования, с охлажденной водой из системы подачи охлажденной воды. Технологическая вода течет в последовательной схеме через теплообменники, а охлажденная вода протекает в параллельной схеме через теплообменники, и две системы подачи воды никогда не входят в физический контакт между собой. Вся вода доступна для системы подачи воды в оправку. Контрольный клапан сброса давления ограничивает системное давление. Вода, не используемая в системе оправки, отводится в бак-сборник, который охлаждает технологическую воду. Вода закачивается через внутреннюю часть стержня оправки через внутреннюю водопроводную трубу (например, внутреннюю трубу 350 по Фиг.6 и 8) в наконечник стержня оправки и возвращается вниз по длине внешнего пространства внутренней части стержня оправки, как обсуждено относительно Фиг.6 и 8. Когда вода циркулирует через систему охлаждения оправки, она возвращается в бак-сборник, который представляет собой другой источник охлаждения технологической воды для бака-сборника. Предпочтительно подача технологической воды оправки вообще прерывается в то время, когда движется пресс. В систему подачи воды в пресс вода подается из бака-сборника. Поток и давление регулируются посредством клапана сброса давления, причем избыток воды возвращается в бак-сборник. Вода для пресса накачивается в коллектор, из которого она направляется для охлаждения различных компонентов системы, включающих в себя вращающуюся матрицу, посредством высокоскоростной струи воды из охлаждающего кольца, причем эта вода направляется для охлаждения гидравлического масла коробки передач перед следованием для охлаждения матрицы, центрирующей вставки 152 посредством постоянного потока через держатель центрирующей вставки, заготовок с помощью системы заполнения, когда она входит в инконель, и трубу, прессованную посредством использования трубы для закалки, чье распыление закаливает трубу. Труба для закалки размещена в шпинделе. Технологическая вода из вышеуказанных действий возвращается обратно в бак-сборник.
[0091] Фиг.10 показывает вид в перспективе захвата 106 оправки по Фиг.1 согласно определенным вариантам осуществления. Захват 106 оправки включает в себя переднюю пластину 502 и заднюю пластину 504, разделенные прокладкой 506. В передней пластине 502 предусмотрен участок 508 захвата с выемкой и верхний захват 510, и нижний захват 512, хотя следует понимать, что как вариант или дополнительно, в определенных вариантах осуществления захваты 510, 512 могут размещаться бок о бок, а не сверху вниз внутри захвата 106 оправки. Захват 106 оправки также включает в себя цилиндр 514 и стержень 515 поршня, сопряженный с монтажным креплением 516 цилиндра. Цилиндр 514 работает, чтобы управлять захватом и освобождением верхнего захвата 510 и нижнего захвата 512 относительно стержня 100 оправки.
[0092] Фиг.11 и 12 показывают виды спереди в вертикальном сечении захвата 106 оправки по Фиг.10 в сомкнутом или зацепленном захватном положении (Фиг.11) и в незахватном или разомкнутом положении (Фиг.12).
Как показано на Фиг.11, например, верхний захват 510 и нижний захват 512 находятся в захватном положении и зацепляются рядом с участком 518 стержня оправки, который является участком стержня оправки, в котором выполняют захват механизмы 510, 512 захвата. Когда захват 106 оправки находится в разомкнутом или незахватном положении, как показано на Фиг.12, верхний захват 510 и нижний захват 512 смещены друг от друга относительно захватного положения и тем самым смещены относительно участка 518 стержня оправки, так что имеется зазор вдоль участка 518 оправки и внутри выемки 508 для захвата для прохождения заготовки через него.
[0093] В определенных вариантах осуществления верхний захват 510 и нижний захват 512 выполнены с возможностью совмещения с соответствующим участком стержня оправки, таким как участок 518 стержня 540 оправки. Фиг.13 показывает схематичный вид стержня 540 оправки, имеющего участки 518, которые могут иметь такую форму или иным образом быть выполнены с возможностью совмещения с верхним захватом 510 и нижним захватом 512 захвата 106 оправки. Конкретная форма участков 518 стержня оправки может помогать захвату 106 оправки при формировании и поддержании надежного захвата стержня 540 оправки, чтобы предотвращать вращение либо иное перемещение или смещение стержня 540 оправки в ходе работы системы прессования, когда стержень 540 оправки захватывается захватом 106 оправки. Как показано на Фиг.13, например, два участка 518 захвата могут соответствовать участкам стержня оправки, которые стыкуются с двумя захватами 106, 108 оправки системы 10 экструзионного прессования по Фиг.1.
[0094] Вид в перспективе участка 518 стержня 540 оправки показан на Фиг.14. Участок 518 стержня оправки имеет такую форму, что она совмещается с захватом оправки, таким как захват 106 оправки, и включает в себя участок 550 с закругленным периметром и различные прямые края 552 и 554, которые совмещаются с верхним и нижним захватами захвата оправки. Участок 518 оправки также включает в себя различные вставки или выемки 556 и 558, имеющие такую форму, что они совмещаются с комплементарными механизмами захвата. Как показано на Фиг.14, участок 518 оправки является полым и включает в себя внутреннюю поверхность 540a для приема внутренней трубы, такой как внутренняя труба 350, обсужденная выше относительно Фиг.6 и 8.
[0095] В определенных вариантах осуществления стержень оправки простирается по длине системы 10 экструзионного прессования, завершаясь в наконечнике стержня оправки, размещенном внутри вращающейся матрицы. Стержень оправки может иметь практически непрерывное поперечное сечение по своей длине либо может иметь свои участки (такие как участки 342, 348, 518 и втулку 360 стержня оправки) с формой, подходящей для стыковки с компонентами системы прессования, такими как жидкостные зажимы 102, 104 и захваты 106, 108 оправки. В определенных вариантах осуществления стержень оправки может быть модульным и может содержать множество присоединяемых секций, которые совместно образуют стержень оправки для использования в системе экструзионного прессования. Например, стержень 540 оправки по Фиг.13 может быть выполнен с возможностью присоединяться к другим стержням оправки или секциям стержней оправки, таким как стержень 340 оправки по Фиг.6, которая показывает участок стержня 340 оправки, используемый для сопряжения с жидкостными зажимами. Чтобы соединять эти модульные участки стержня оправки вместе, стержень 540 оправки снабжен концами 542 и 544, которые принимают комплементарные концы другого стержня оправки.
[0096] Фиг.15 показывает вид в перспективе ползуна 141 пресса в сборе по Фиг.1, имеющего направляющие элементы для направления ползуна 141 пресса в сборе вдоль стяжных стержней 124 согласно определенным вариантам осуществления. Как показано на Фиг.15, например, первая плита 130 ползуна пресса и вторая плита 140 ползуна пресса включают в себя направляющие элементы 600 и 610, соответственно. Направляющий элемент 600 плиты 130 ползуна пресса имеет подвесные пластины 602, сопряженные с подшипниками 604, причем эти подшипники 604 выполнены с возможностью перемещения ползуна 130 пресса вдоль стяжных стержней, таких как стяжные стержни 124 по Фиг.1. Направляющий элемент 610 плиты 140 ползуна пресса также включает в себя подвесные пластины 612 и различные подшипники 614, выполненные с возможностью перемещения ползуна 140 пресса вдоль стяжных стержней 124. Подвесная пластина 614 направляющего элемента 610 размещается выше положения, в котором расположены стяжные стержни 124, а подвесная пластина 602 направляющего элемента 600 расположена ниже положения, в котором расположены стяжные стержни 124. Эти направляющие элементы 600, 610 дают возможность плитам 130, 140 ползуна пресса перемещаться вдоль стяжных стержней 124, поскольку процесс прессования функционирует таким образом, что плиты 130, 140 ползуна пресса могут захватывать и продвигать заготовки во вращающуюся матрицу, а затем выполнять втягивание для начала следующего цикла.
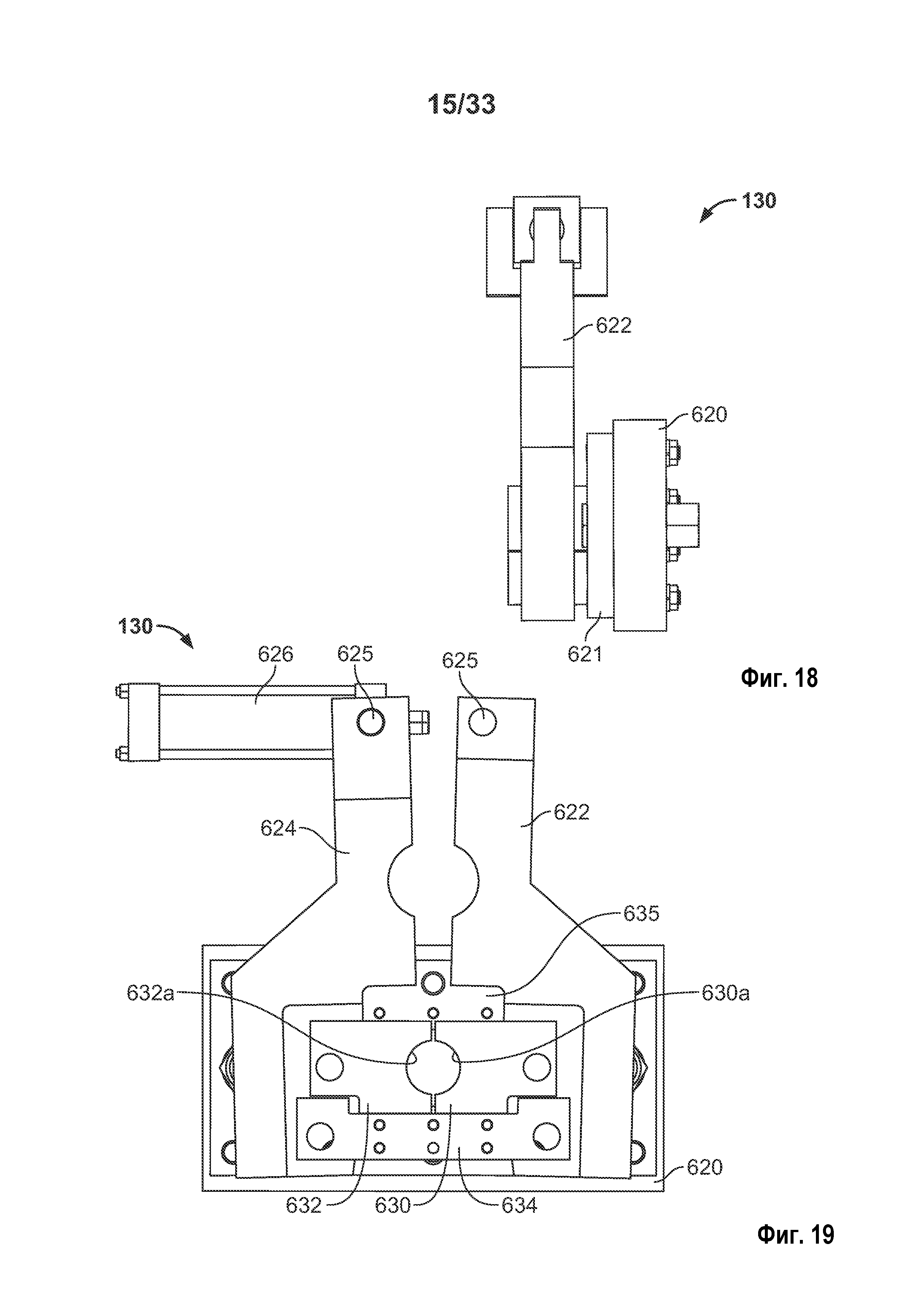
[0097] Фиг.16 показывает вид в перспективе плиты 130 ползуна пресса по Фиг.1 согласно определенным вариантам осуществления. Фиг.17-19 показывают виды соответственно спереди, сбоку и сзади в вертикальном сечении плиты 130 ползуна пресса по Фиг.16. Плита 130 ползуна пресса включает в себя монтажную пластину 620 захвата и первый и второй рычаги 622 и 624 тяги механизма захвата заготовок, которые сочленяются с цилиндром 626 вокруг точки 625 поворота. Цилиндр 626 работает для перемещения первого и второго рычагов 622, 624 тяги относительно друг друга и вокруг точки 625 поворота. Монтажная пластина 620 захвата сопрягается с рычагами 622, 624 тяги и разделена с ними прокладкой 621. Как показано на Фиг.19, первый и второй захваты 630, 632 монтируются на первом и втором рычагах 622, 624 тяги и поддерживаются посредством нижнего монтажного крепления 634 и верхнего монтажного крепления 635. В определенных вариантах осуществления захватные поверхности 630a, 632a первого и второго захватов 630, 632 могут иметь поверхность с зазубринами или с другой текстурой для улучшения контакта за счет трения между захватными поверхностями 630a, 632a и захваченной заготовкой.
[0098] Фиг.20 показывает вид в перспективе плиты 140 ползуна пресса по Фиг.1 согласно определенным вариантам осуществления. Фиг.21-23 показывают виды соответственно спереди, сбоку и сзади в вертикальном сечении плиты 140 ползуна пресса по Фиг.20. Плита ползуна пресса включает в себя монтажную пластину 640 захвата и первый и второй рычаги 642 и 644 тяги механизма захвата заготовок, которые сопрягаются с цилиндром 646 вокруг точки 645 поворота. Цилиндр 646 работает для перемещения первого и второго рычагов 642, 644 тяги относительно друг друга и вокруг точки 645 поворота. Монтажная пластина 640 захвата сопрягается с рычагами 642, 644 тяги и разделена с ними прокладкой 641. Как показано на Фиг.23, первый и второй захваты 650, 652 монтируются на первом и втором рычагах 642, 644 тяги и поддерживаются посредством нижнего монтажного крепления 654 и верхнего монтажного крепления 655. В определенных вариантах осуществления захватные поверхности 650a, 652a первого и второго захватов 650, 652 могут иметь поверхность с зазубринами или с другой текстурой для улучшения контакта за счет трения между захватными поверхностями 650a, 652a и захваченной заготовкой.
[0099] В определенных вариантах осуществления один или оба из первого и второго ползунов 130,140 пресса могут включать в себя центрирующие тяги. Например, центрирующие тяги могут сопрягаться с рычагами 622, 624 тяги и/или с цилиндром 626 первого ползуна 130 пресса для синхронизации перемещения соответствующих рычагов ползуна 130 пресса вокруг точки 625 поворота. Это предотвращает, например, операцию выдвигания одного рычага вокруг точки 625 поворота посредством цилиндра 626 в то время, когда другой рычаг остается неподвижным. Когда перемещение рычагов 622, 624 синхронизируется вокруг точки 625 поворота с использованием центрирующих тяг, оба рычага перемещаются совместно при захвате и высвобождении заготовок.
[0100] Заготовка, продавленная через матрицу 160, прессуется посредством тепла, вырабатываемого за счет трения, и сил, приложенных к заготовке посредством внутренней поверхности матрицы 160. До того, как заготовка продавливается в матрице 160, матрица и центрирующая вставка 152 прижимаются вместе с образованием уплотненной совмещенной поверхности раздела для прессования, и эта ориентация показана на Фиг.24. В ходе прессования матрица 160 вращается в то время, когда заготовка 702 продавливается через матрицу. Заготовка 702 удерживается механизмами захвата на центрирующей вставке 152, которая не вращается, и, следовательно, заготовка 702 не вращается по мере того, как она входит во вращающуюся матрицу 160 на входе 716 в матрицу. Вращение матрицы 160 создает трение с внешней поверхностью невращающейся заготовки 702, когда она продавливается через матрицу, и трение нагревает заготовку 702 до температуры, достаточной для деформации материала заготовки. Например, металлическая заготовка может быть нагрета посредством трения до температуры более 1000°F для деформации. Температурные требования различных материалов и различных металлов могут варьироваться, и температуры заготовок менее 1000°F могут быть подходящими в некоторых областях применения. В отличие от других систем прессования, прессующий узел по Фиг.24 не требует предварительного подогрева заготовок до прессования, поскольку вращение матрицы 160 и трение, создаваемое посредством контакта с невращающейся заготовкой 702, обеспечивает энергию, которая нагревает заготовку до температуры способности к деформации.
[0101] Хотя заготовка 702 и центрирующая вставка 152 не вращаются в ходе процесса прессования, матрица 160 и основание 700, с которым соединен корпус матрицы, вращаются посредством шпинделя с приводом от двигателя. По мере того, как заготовка 702 продвигается через центрирующую вставку 152, она проходит через вход 716 матрицы 160 и контактирует с внутренней поверхностью матрицы, подробнее показанной на Фиг. 25-28. В дополнение к матрице 160 и деталям внутренней поверхности, показанным на Фиг. 24-28, во вращающейся матрице могут быть реализованы другие конструкции матрицы или профили внутренней поверхности. Например, матрица в сборе для системы прессования может представлять собой матрицу в сборе, описанную в заявке на патент США № 13/650981, поданной 12 октября 2012 года, раскрытие которой настоящим полностью включено в данный документ посредством ссылки во всей своей полноте. Скручивающая сила прикладывается к внешней поверхности заготовки 702 вследствие взаимовлияющего контакта между вращающейся матрицей 160 и заготовкой 702. Механизмы захвата на центрирующей вставке 152 сопротивляются этой скручивающей силе и предотвращают вращение заготовки 702 до того, как она входит в матрицу 160, создающую трение и производящую энергию, которая нагревает заготовку 702.
[0102] Внутренняя поверхность матрицы 160 демонстрирует конический профиль, который сужает внутренний проход через матрицу 160 от входа 716 до выхода 718. Таким образом, когда сила прикладывается к заготовке 702, чтобы продавливать заготовку через матрицу 160, материал заготовки 702 прессуется, поскольку внешний диаметр материала принудительно уменьшается для прохода через внутреннюю часть матрицы 160 от входа 716 до выхода 718. Ниже подробнее описываются размеры матрицы 160 и взаимодействие между внутренней поверхностью матрицы 160 и заготовкой 702 относительно Фиг.25-28.
[0103] Вид в поперечном сечении матрицы 160 на Фиг.25 показывает матрицу 160 и центрирующую вставку 152, размещенные для прессования. Хотя матрица 160 показана на Фиг.25 в качестве одиночного, цельного компонента, матрица также может состоять из множественных пластин матрицы, имеющих отверстия и внутренние поверхности, которые образуют проход и внутреннюю поверхность матрицы, как обсуждено ниже относительно Фиг.26. В этой ориентации отверстие 716 внутреннего прохода 720 в матрице 160 выравнивается с центрирующей вставкой 152 для приема заготовки, продавливаемой через отверстие 722 центрирующей вставки 152 и в матрицу 160 вдоль центральной оси 724 внутреннего прохода 720. Внутренняя поверхность 726 сужает внутренний проход 720 от наибольшего диаметра прохода в отверстии 716 до наименьшего диаметра на выходе 718, и сужение прохода 720 вызывает сужающую деформацию и прессование заготовки, продавливаемой в матрицу 160 в ходе работы. Прессование требует энергии трения, которая производится на поверхности раздела внутренней поверхности 726, для нагрева заготовки, и энергия обеспечивается посредством взаимодействия вращающейся поверхности 726 и невращающейся заготовки, продавливаемой в матрицу.
[0104] Фиг.26 показывает матрицу 160 в альтернативной конструкции пластин матрицы, которые образуют корпус матрицы 160. Матрица 160 по Фиг.26 включает в себя стальную торцевую державку 706, входную пластину 708, первую промежуточную пластину 710, вторую промежуточную пластину 712 и выходную пластину 714.
Каждая пластина содержит отверстие через центр пластины, и эти пластины с отверстиями составляют рядом друг с другом с образованием внутреннего прохода 720 матрицы 160. Внутренние поверхности, окружающие отверстия пластин, располагаются под таким углом, чтобы образовать профиль внутренней поверхности 726 и сужать внутренний проход 720 от входа 716 до выхода 718. Одно потенциальное преимущество использования пластинчатой конструкции заключается в способности заменять индивидуальные пластины, когда области внутренней поверхности 726 начинают изнашиваться, вместо необходимости менять всю матрицу 160. Чтобы уменьшать влияние износа на пластины, каждая пластина также может быть выполнена из двух различных материалов, при этом один материал очерчивает центральное отверстие пластины и образует внутреннюю поверхность 726, а второй материал образует внешний периметр пластины. Материалы для уменьшения износа, такие как керамические материалы или сталь, могут использоваться для образования периметра отверстия либо может использоваться и периодически заменяться расходный материал. Поскольку центрирующая вставка 152 не вращается, когда вращается матрица 160, материал, окружающий отверстие в стальной торцевой державке 706 и образующий переднюю сторону 738 матрицы 160, может быть одинаковым или аналогичным материалу центрирующей вставки 152 для уменьшения влияния износа, поскольку два материала контактируют в ходе прессования.
[0105] Чтобы уменьшать влияние повышения затрат вследствие износа при трении на каждую из пластин в матрице 160, пластины могут быть выполнены с возможностью фокусировать износ на одной или более пластин, которые заменяются чаще оставшихся пластин. Такая конструкция может позволять матрице работать за счет получения множественных копий одиночной пластины и одиночной пластины для остальных пластин в пакете. Например, в пакете, показанном на Фиг.26, вторая промежуточная пластина 712 демонстрирует неоднородный профиль поверхности вокруг центрального отверстия через пластину. Внутренняя поверхность пластины 712 включает в себя первый участок 740, который располагается под более острым углом, чем другие внутренние поверхности в пакете пластин матрицы, и второй участок 742, который располагается под углом, аналогичным углу других внутренних поверхностей в пакете. Острый угол первого участка 740 создает большее уменьшение диаметра на этом участке внутренней поверхности относительно других пластин в пакете и, следовательно, создает большую силу трения и потенциал для износа на первом участке 740. Этот износ может уменьшаться посредством размещения соответствующего углового участка стержня оправки в проходе 720 около участка 740, чтобы дополнительно снижать затраты, обусловленные необходимостью заменять пластину 712. В определенных вариантах осуществления угол периметра отверстия на каждой пластине может увеличиваться от задней стороны первой пластины к передней стороне следующей пластины в направлении выхода матрицы. Например, на Фиг.26 угол каждого внутреннего периметра около передней стороны каждой пластины больше угла внутренней поверхности около задней стороны смежной пластины, размещенной ближе к входу матрицы. Эта конструкция может требоваться, например, чтобы фокусировать работу и механическое напряжение в направлении выхода матрицы 160, и может приводить к необходимости заменять пластины около выхода 718, например, пластины 714 и 712, чаще, чем пластины, которые ближе к входу 716.
[0106] В дополнение к фокусировке работы и механического напряжения внутри матрицы 160, механические и тепловые свойства материалов заготовки могут предписывать число и конструкцию пластин в матрице в сборе. Например, материал заготовки, имеющий высокую удельную теплопроводность, может нагреваться до температуры способности к деформации быстрее материала, имеющего низкую удельную теплопроводность, и в силу этого более короткая матрица с меньшим числом пластин может использоваться для высокопроводящего материала. Помимо этого, углы конусности внутренней поверхности матрицы могут быть больше для высокопроводящего материала в результате более быстрого нагрева заготовки. В других реализациях могут использоваться матрицы одинакового размера, имеющие одинаковое число пластин, и углы конусности матриц могут отличаться с возможностью учитывать различные тепловые свойства и нагревать заготовки до температуры способности к деформации при одновременной фокусировке работы и износа на требуемой области поверхности матрицы и поверхности наконечника оправки внутри матрицы либо при одновременном распределении работы и износа по поверхностям.
[0107] Независимо от того, реализуется цельная матрица или пакет пластин матрицы, заготовка, продавливаемая через матрицу 160, производит прессованное трубчатое изделие через выход 718 матрицы 160, имеющий внешний диаметр, который является аналогичным диаметру d1, диаметру в самом узком участке внутреннего прохода 720. Внутренний диаметр прессованного изделия выбирается посредством продвижения стержня 100 оправки в матрицу 160, при этом наконечник стержня оправки, такой как наконечник 800 стержня оправки, имеет торцевой размер, выбранный для создания внутреннего диаметра трубчатого изделия в конце стержня 100 оправки.
[0108] Фиг.27 показывает матрицу 160 со стержнем 100 оправки и наконечником 800 стержня оправки, продвигаемым через центрирующую вставку 152 и в центральный проход 720 матрицы 160. Как обсуждено выше относительно Фиг.1, захватные элементы в системе экструзионного прессования могут использоваться для удерживания стержня 100 оправки в ориентации, показанной на Фиг.27, и сопротивления вращению в то время, когда вращается матрица 160, а заготовка проходит поверх стержня 100 оправки.
[0109] Фиг.28 показывает конфигурацию матрицы и стержня оправки по Фиг.27 по мере того, как заготовка 702 проходит через матрицу 160 и прессуется с образованием трубы 728. В ходе прессования матрица 160 вращается в то время, когда стержень 100 оправки и центрирующая вставка 152 удерживаются неподвижными. Заготовка 702 продавливается в матрицу 160 в направлении стрелки A и контактирует с внутренней поверхностью 726 матрицы 160 в первой контактной точке 730. Взаимовлияющий контакт между внутренней поверхностью 726 и заготовкой 702 начинается в контактной точке 730 и вырабатывает энергию, которая нагревает заготовку 702 до температуры способности к пластической деформации. Структура внутренних поверхностей и профиль внутренней поверхности матрицы могут отличаться для различных областей применения и, в частности, для прессования различных материалов. В зависимости от свойств материала заготовок, используемых для прессования, например, свойства теплопередачи, которые могут влиять на нагрев заготовок в ходе прессования, внутреннего профиля пластин матрицы в корпусе матрицы, могут варьироваться, чтобы фокусировать или распределять работу и износ по пластинам матрицы. Помимо этого, частота вращения матрицы может варьироваться для конкретного прессования для увеличения эффективности матрицы и исключения выхода за пределы свойств материала заготовок. Например, может использоваться частота вращения матрицы между около 200 об/мин и около 1000 об/мин. В определенных вариантах осуществления может требоваться меньшая частота вращения, например, около 300 об/мин, для исключения приложения высокого уровня крутящего момента к заготовке при одновременном нагреве заготовки до достаточной температуры для деформации. Более высокая частота, например, около 800 об/мин, может использоваться для материала, на который не оказывает негативное влияние более высокий крутящий момент, либо который требует большего количества энергии и в силу этого большего трения для нагрева до температуры деформации. В других реализациях для прессования могут требоваться частоты вращения матрицы, превышающие 100 об/мин.
[0110] По мере того, как заготовка 702 продвигается по среднему участку 732 наконечника 800 стержня оправки, конус внутренней поверхности 726 прикладывает сжимающую силу к внешней поверхности заготовки 702, которая продавливает заготовку 702 внутрь к наконечнику 800 стержня оправки. Поскольку заготовка 702 находится в состоянии пластической деформации, материал в заготовке прессуется в направлении концевого участка 734 наконечника 800 стержня оправки по мере того, как матрица 160 уменьшает внешний диаметр заготовки 702 от исходного диаметра d2 до конечного внешнего диаметра d3. Когда заготовка 702 достигает среднего участка 732, конусность наконечника 800 стержня оправки в направлении к концевому участку 734 заставляет внутренний диаметр заготовки 702 прессоваться и уменьшаться от исходного диаметра d4 по мере того, как заготовка продвигается дальше по наконечнику 800 стержня оправки. Коническая поверхность наконечника 800 стержня оправки на среднем участке 732 может размещаться около изогнутого под острым углом участка внутренней поверхности 726, например, около первого изогнутого под острым углом участка 740, как обсуждено выше относительно второй промежуточной пластины 712. Эта ориентация позиционирует конический средний участок 732 и область, в которой уменьшается внутренний диаметр заготовки, проходящей поверх наконечника 800 стержня оправки, в местоположении, идентичном местоположению наибольшей сжимающей силы, производимой посредством внутренней поверхности 726 в пределах матрицы 160.
[0111] Когда прессуемая заготовка 702 достигает концевого участка 734, внутренний диаметр заготовки уменьшается от исходного диаметра d4 до конечного диаметра d5 конечного трубчатого изделия 728. По мере того, как заготовка 702 проходит по концевому участку 734, внешний диаметр заготовки 702 продолжает уменьшаться до конечного внешнего диаметра d3, когда прессованное трубчатое изделие 728 выходит из матрицы на выходе 718. В точке выхода образование прессованного изделия 728 завершается. Вследствие трения и нагрева внутри матрицы 160, изделие 728 имеет повышенную температуру при выходе из матрицы 160, и может применяться охлаждающий элемент для предотвращения дополнительной деформации или увеличения безопасности эксплуатации экструзионного пресса, исключения потерь прессованного материала или поддержания требуемых характеристик материала. Отверстие 736 в пластине 700 основания показано на Фиг.28 с диаметром больше, чем диаметр выхода 718 матрицы. Эта конфигурация может быть предпочтительной, чтобы давать возможность охлаждающим элементам и охлаждающей текучей среде достигать пластины 700 основания и контактировать с прессованным изделием 728, как только оно выходит из матрицы 160, для более раннего охлаждения. После того, как изделие 728 выходит из пластины 700 основания и проходит через систему охлаждения, процесс прессования завершается и изделие 728 может сниматься для постобработки.
[0112] Фиг.29 и 30 показывают соответственно вид в перспективе и вид в плане сверху наконечников стержня оправки согласно определенным вариантам осуществления. Наконечник 800 стержня оправки включает в себя соединитель 802, который сочленяется со стержнем оправки с образованием наконечника стержня оправки для стержня оправки. Наконечник 800 стержня оправки также включает в себя различные контактные поверхности 804 прессования, которые контактируют с внутренней поверхностью полой заготовки по мере того, как заготовка проходит по наконечнику 800 стержня оправки, который размещается внутри вращающейся матрицы. Наконечник 800 стержня оправки имеет контактную поверхность 806 контактного вывода с диаметром D1, который задает внутренний диаметр прессованных труб. В ходе процесса прессования вращающаяся матрица вращается по отношению к заготовке и тем самым вырабатывает тепло, которое размягчает заготовку для обеспечения возможности пластической деформации заготовки. В ходе работы системы 10 экструзионного прессования, комбинация вращающейся матрицы 160 и наконечника 800 стержня оправки приводит к появлению зоны пластической деформации заготовки, как правило, в зоне 808 пластической деформации наконечника 800 стержня оправки.
[0113] Наконечник 800 стержня оправки может иметь любой подходящий диаметр вдоль поверхностей 804 прессования, а также контактной поверхности 806 контактного вывода. Например, в определенных вариантах осуществления, как показано посредством наконечника 820 стержня оправки, контактная поверхность 826 контактного вывода может иметь установочный диаметр D2, который относительно больше установочного диаметра D1 наконечника 800 стержня оправки. В определенных вариантах осуществления каждая из контактных поверхностей 804 наконечника 800 стержня оправки может соответствовать соответствующему профилю различных пластин матрицы внутри вращающейся матрицы.
[0114] Фиг.31 показывает блок-схему предварительной обработки заготовки для использования в системе 10 экструзионного прессования по Фиг.1 согласно определенным вариантам осуществления. На этапе 1010 заготовка отливается с использованием любого подходящего процесса литья. Например, литье заготовки может включать в себя использование литейной печи для изготовления заготовки требуемых пропорций. Отлитая заготовка затем может правиться с использованием процесса роликового правления на этапе 1020, с последующим выполнением обработки прокатанной заготовки на этапе 1030. Выполнение обработки прокатанной заготовки включает в себя, например, очистку любых грубых краев или поверхностей заготовки. На этапе 1040 обработанная заготовка может подвергаться деформационному упрочнению и подгонке под размер. Деформационное упрочнение может включать в себя сжатие заготовки для наложения эффектов деформационного упрочнения, которые позволяют заготовке противостоять прижимающим силам, действующим на заготовку в ходе процесса прессования посредством ползунов пресса (например, плит 130, 140 ползуна пресса по Фиг.1), а также вращательным и сдвиговым напряжениям, вызываемым вращающейся матрицей (например, вращающейся матрицей 160 по Фиг.1). На этапе 1050 заготовка снова может правиться с использованием любого подходящего правильного устройства. На этапе 1060 концы заготовки обрезаются. Обрезка обеспечивает возможность удаления дефектов или других деформаций на концах заготовки, например, которые могли быть вызваны в ходе предшествующих этапов обработки или в ходе литья. Заготовка затем может очищаться на этапе 1070 с использованием любого подходящего очищающего раствора, такого как водорастворимого обезжиривающего раствора или комбинации очищающих растворов. На этапе 1080 внутренний диаметр заготовки может быть смазан с помощью любой подходящей смазочной текучей среды, включая графитовые смазки, сложные составы на нефтяной основе или синтезированные соединения не нефтяного происхождения, любую другую подходящую смазочную текучую среду или их комбинации.
[0115] Фиг.32 показывает блок-схему предварительной обработки наконечника стержня оправки, такого как наконечник 800 или 820 стержня оправки по Фиг.28 и 29, для использования в системе 10 экструзионного прессования по Фиг.1 согласно определенным вариантам осуществления. На этапе 1110 наконечник стержня оправки может быть нагрет с использованием любого подходящего процесса нагрева. Например, наконечник стержня оправки может помещаться в печь или нагреваться с помощью паяльной лампы до тех пор, пока температура наконечника стержня оправки не превысит приблизительно 1000 градусов по Фаренгейту. После этой термической обработки, на этапе 1120 наконечник стержня оправки может закаливаться в смазке и встряхиваться, чтобы обеспечивать надлежащее нанесение смазки. В определенных вариантах осуществления смазка представляет собой графитовую смазку, хотя может использоваться любая другая подходящая смазка или их комбинации. На этапе 1130 наконечнику стержня оправки разрешается охлаждаться после закалки. На этапе 1140 из наконечника стержня оправки удаляется избыточная смазка. Наконечник стержня оправки затем должен повторно нагреваться на этапе 1150 до более, чем приблизительно 1000 градусов по Фаренгейту и закаливаться в смазке и встряхиваться на этапе 1160, чтобы обеспечивать надлежащее нанесение смазки. В определенных вариантах осуществления наконечник стержня оправки закаливается с использованием второй смазки, которая отличается от первой смазки, используемой на этапе 1120. Например, смазка, используемая на этапе 1120, может представлять собой графитовую смазку, а смазка, используемая на этапе 1160, может представлять собой сложный состав на нефтяной основе или синтезированное соединение не нефтяного происхождения, либо любую другую подходящую смазку, которая отличается от первой смазки. В определенных вариантах осуществления смазка, используемая на этапе 1160, может быть идентичной смазке, используемой на этапе 1120. На этапе 1170 наконечнику стержня оправки разрешается охлаждаться после этапа 1160 закалки. В определенных вариантах осуществления после завершения этапа 1170 процесса могут повторяться этапы 1150, 1160 и 1170 процесса. В таких вариантах осуществления смазка, используемая на повторном этапе закалки, может быть идентичной смазке, используемой на предшествующем этапе 1160, причем эта смазка может быть идентичной или отличающейся от смазки, используемой на первом этапе 1120 закалки.
[0116] Фиг.33-36 показывают различные блок-схемы, иллюстрирующие процессы эксплуатации системы экструзионного прессования, такой как система 10 экструзионного прессования по Фиг.1, согласно определенным вариантам осуществления. Этапы 1210-1240 иллюстрируют определенные примерные этапы подсистемы 20 доставки заготовок системы экструзионного прессования. Этап 1250 иллюстрирует определенные примерные этапы подсистемы 40 прессования системы экструзионного прессования, а этап 1260 иллюстрирует определенные примерные этапы подсистемы 60 закалки системы экструзионного прессования. Следует понимать, что этапы блок-схемы этого раскрытия являются просто иллюстративными. Любые из этапов блок-схемы могут модифицироваться, опускаться или выполняться в другом порядке, два или более этапов могут комбинироваться, либо любые дополнительные этапы могут добавляться без отступления от объема настоящего раскрытия.
[0117] Процесс 1200 начинается на этапе 1210, на котором одна или более заготовок загружаются на приемный конец 100a стержня оправки около первого или расположенного выше по ходу транспортера жидкостного зажима 102. Каждая из заготовок настоящего раскрытия является полой по длине заготовки, что дает возможность помещения заготовок на неподвижный стержень 100 оправки, так что заготовка перемещается и транспортируется вдоль и вокруг стержня 100 оправки. В определенных вариантах осуществления подсистема 20 доставки заготовок системы 10 экструзионного прессования может включать в себя стол доставки заготовок с множеством заготовок, подготовленных к загрузке в систему 10 экструзионного прессования. Заготовки могут быть загружены автоматически посредством автоматизированного процесса либо могут быть загружены вручную. После загрузки заготовки могут быть транспортированы вдоль стержня оправки посредством транспортера в сборе для загрузки заготовок, такого как транспортер 110 в сборе, показанный на Фиг.2, который включает в себя транспортер 202, который прерывисто перемещается в зависимости от положения конкретных заготовок относительно жидкостных зажимов 102, 104 и захватов 106, 108 оправки.
[0118] На этапе 1220 заготовки транспортируются вдоль стержня оправки и через жидкостные зажимы, которые при зацеплении со стержнем оправки доставляют охлаждающую текучую среду в наконечник стержня оправки. В любой данный момент времени по меньшей мере один из жидкостных зажимов предпочтительно зажимается или иным образом зацепляется со стержнем оправки для обеспечения непрерывной или практически непрерывной доставки охлаждающей текучей среды в стержень оправки. Этапы для прохождения одной или более заготовок через соответствующие жидкостные зажимы системы экструзионного прессования показаны на Фиг.34. Например, на этапе 1400 одна или более заготовок транспортируются в первый расположенный выше по ходу транспортера жидкостный зажим, такой как жидкостный зажим 102 системы 10 экструзионного прессования. PLC-система на шаге 1402 принятия решения определяет, зацепляется ли первый жидкостный зажим со стержнем оправки. Если первый жидкостный зажим зацепляется со стержнем оправки, PLC-система затем на шаге 1404 принятия решения определяет, зацепляется ли второй жидкостный зажим со стержнем оправки. В определенных вариантах осуществления оба жидкостных зажима могут зацепляться со стержнем оправки, когда заготовки не проходят через жидкостные зажимы. Если второй жидкостный зажим зацепляется, то на этапе 1410 расцепляется первый жидкостный зажим. Тем не менее, если второй жидкостный зажим не зацепляется на этапе 1404 PLC-система на этапе 1406 определяет, что второй жидкостный зажим транспортирует заготовки через него и ожидает заготовки, которые освобождают второй жидкостный зажим. Затем на этапе 1408 второй жидкостный зажим зацепляется, и процесс продолжается этапом 1410, на котором расцепляется первый жидкостный зажим. После того, как первый жидкостный зажим расцеплен на этапе 1410, либо если на шаге 1402 принятия решения уже определено, что первый жидкостный зажим расцеплен, процесс продолжается этапом 1412, на котором одна или более заготовок продвигаются через первый жидкостный зажим. В то время, когда первый жидкостный зажим расцеплен, чтобы давать возможность заготовкам проходить через него, второй жидкостный зажим зацепляется со стержнем оправки и доставляет охлаждающую текучую среду в стержень оправки. После того, как требуемое число заготовок было продвинуто через первый жидкостный зажим, первый жидкостный зажим зацепляется со стержнем оправки на этапе 1414 и заготовки транспортируются во второй жидкостный зажим на этапе 1420.
[0119] Процесс 1220 относительно второго жидкостного зажима практически является аналогичным процессу, выполняемому посредством PLC-системы для первого жидкостного зажима, и также показан на Фиг.34. На этапе 1420 одна или более заготовок транспортируются во второй, расположенный ниже по ходу транспортера жидкостный зажим, такой как жидкостный зажим 104 системы 10 экструзионного прессования. PLC-система на шаге 1422 принятия решения определяет, зацепляется ли второй жидкостный зажим со стержнем оправки. Если второй жидкостный зажим зацепляется со стержнем оправки, PLC-система затем на шаге 1424 принятия решения определяет, зацепляется ли первый жидкостный зажим со стержнем оправки. В определенных вариантах осуществления оба жидкостных зажима могут зацепляться со стержнем оправки, когда заготовки не проходят через жидкостные зажимы. Если первый жидкостный зажим зацепляется, то на этапе 1430 расцепляется второй жидкостный зажим. Тем не менее, если первый жидкостный зажим не зацепляется, на этапе 1424, PLC-система на этапе 1426 определяет, что первый жидкостный зажим транспортирует заготовки через него, и ожидает заготовки, которые освобождают первый жидкостный зажим. Затем на этапе 1428 первый жидкостный зажим зацепляется, и процесс продолжается этапом 1430, на котором расцепляется второй жидкостный зажим. После того, как второй жидкостный зажим расцепляется на этапе 1430, либо если уже на шаге 1422 принятия решения определено, что второй жидкостный зажим расцеплен, процесс продолжается этапом 1432, на котором одна или более заготовок продвигаются через второй жидкостный зажим. В то время, когда второй жидкостный зажим расцеплен, чтобы давать возможность заготовкам проходить через него, первый жидкостный зажим зацепляется со стержнем оправки и доставляет охлаждающую текучую среду в стержень оправки. После того, как требуемое число заготовок продвинуто через второй жидкостный зажим, второй жидкостный зажим зацепляется со стержнем оправки на этапе 1434.
[0120] Возвращаясь к процессу 1200 по Фиг.33, на этапе 1230 заготовки транспортируются вдоль стержня оправки и через захваты оправки, которые при зацеплении со стержнем оправки закрепляют стержень оправки на месте и предотвращают вращение стержня оправки. В любой данный момент времени по меньшей мере один из захватов оправки предпочтительно зажимается или иным образом зацепляется со стержнем оправки. Этапы для прохождения одной или более заготовок через соответствующие захваты оправки системы экструзионного прессования показаны на Фиг.35. Например, на этапе 1500, одна или более заготовок транспортируются в первый расположенный выше по ходу транспортера захват оправки, такой как захват 106 оправки системы 10 экструзионного прессования. PLC-система на шаге 1502 принятия решения определяет, зацепляется ли первый захват оправки со стержнем оправки. Если первый захват оправки зацепляется со стержнем оправки, PLC-система затем на шаге 1504 принятия решения определяет, зацепляется ли второй захват оправки со стержнем оправки. В определенных вариантах осуществления оба захвата оправки могут зацепляться со стержнем оправки, когда заготовки не проходят через захваты оправки. Если второй захват оправки зацепляется, то на этапе 1510 расцепляется первый захват оправки. Тем не менее, если второй захват оправки не зацепляется на этапе 1504, PLC-система на этапе 1506 определяет, что второй захват оправки транспортирует заготовки через нее, и ожидает заготовок, которые освобождают второй захват оправки. Затем на этапе 1508 второй захват оправки зацепляется и процесс продолжается этапом 1510, на котором расцепляется первый захват оправки. После того, как первый захват оправки расцеплен на этапе 1510, либо если уже определено, что первый захват оправки расцеплен на шаге 1502 принятия решения, процесс продолжается этапом 1512, на котором одна или более заготовок продвигаются через первый захват оправки. В то время, когда первый захват оправки расцеплен, чтобы давать возможность заготовкам проходить через него, второй захват оправки зацепляется со стержнем оправки. После того, как требуемое число заготовок продвинуто через первый захват оправки, первый захват оправки зацепляется со стержнем оправки на этапе 1514, а заготовки транспортируются во второй захват оправки на этапе 1520.
[0121] Процесс 1230 относительно второго захвата оправки практически аналогичен процессу, выполняемому посредством PLC-системы для первого захвата оправки, и также показан на Фиг.35. На этапе 1520 одна или более заготовок транспортируются во второй, расположенный ниже по ходу транспортера захват оправки, такой как захват 108 оправки системы 10 экструзионного прессования. PLC-система на шаге 1522 принятия решения определяет, зацепляется ли второй захват оправки со стержнем оправки. Если второй захват оправки зацепляется со стержнем оправки, PLC-система затем на шаге 1524 принятия решения определяет, зацепляется ли первый захват оправки со стержнем оправки. В определенных вариантах осуществления оба захвата оправки могут зацепляться со стержнем оправки, когда заготовки не проходят через захваты оправки. Если первый захват оправки зацепляется, то на этапе 1530 расцепляется второй захват оправки. Тем не менее, если первый захват оправки не зацепляется на этапе 1524, PLC-система на этапе 1526 определяет, что первый захват оправки транспортирует заготовки через него, и ожидает заготовок, которые освобождают первый захват оправки. Затем на этапе 1528 первый захват оправки зацепляется и процесс продолжается этапом 1530, на котором расцепляется второй захват оправки. После того, как второй захват оправки расцеплен на этапе 1530, либо если уже определено на шаге 1522 принятия решения, что второй захват оправки расцеплен, процесс продолжается этапом 1532, на котором одна или более заготовок продвигаются через второй захват оправки. В то время, когда второй захват оправки расцеплен, чтобы давать возможность заготовкам проходить через него, первый захват оправки зацепляется со стержнем оправки. После того, как требуемое число заготовок продвинуто через второй захват оправки, второй захват оправки зацепляется со стержнем оправки на этапе 1534.
[0122] Возвращаясь к процессу 1200 по Фиг.33, на этапе 1240 заготовки захватываются и затем продвигаются с использованием ползунов пресса. Ползуны пресса обеспечивают практически постоянную толкающую силу в отношении захваченных заготовок в направлении к вращающейся матрице. PLC-система управляет скоростью, на которой работают ползуны пресса, и тем самым управляет поступлением заготовок во вращающуюся матрицу. Этапы захвата и продвижения заготовок с использованием ползунов пресса системы экструзионного прессования показаны на Фиг.36. Например, на этапе 1600 заготовка захватывается первым расположенным выше по ходу транспортера ползуном пресса, таким как ползун 130 пресса системы экструзионного прессования по Фиг.1. Первый ползун пресса продвигается ко второму, расположенному ниже по ходу транспортера ползуну пресса на этапе 1602. PLC-система на шаге 1604 принятия решения определяет, втянут ли второй ползун пресса в приемное положение для приема заготовки. Если второй ползун пресса не находится в этом положении, то на этапе 1606, первый ползун пресса продолжает продвижение заготовки до тех пор, пока второй ползун пресса не будет находиться в требуемом положении. Если второй ползун пресса находится в этом положении на этапе 1604, то заготовка захватывается вторым ползуном пресса на этапе 1608. Первый и второй ползуны пресса совместно продолжают продвижение заготовки на этапе 1610. Это может гарантировать, что непрерывная или практически непрерывная толкающая сила прикладывается к заготовке в направлении вращающейся матрицы. На этапе 1612 первый ползун пресса высвобождает заготовку (в то время, когда второй ползун пресса продолжает продвигать заготовку), а на этапе 1614 первый ползун пресса втягивается в приемное положение, чтобы тем самым захватывать последующую заготовку. Этот последовательно-рычажный процесс дает возможность вращающейся матрице принимать постоянный поток заготовок на определенной скорости загрузки. До захвата заготовки посредством первого ползуна пресса на этапе 1600, узел загрузочного транспортера может непрерывно пошагово перемещать транспортер, чтобы минимизировать промежутки между смежными заготовками, поставленными в очередь для продвижения ползунами пресса.
[0123] На этапе 1250 заготовки прессуются с образованием прессованного материала. Ползуны пресса на этапе 1240 продвигают заготовки через центрирующую вставку (например, центрирующую вставку 152 по Фиг.1), имеющую множество пазов, которые предотвращают вращение заготовок до поступления заготовок во вращающуюся матрицу. После того, как заготовка входит во вращающуюся матрицу, матрица одновременно нагревает заготовку и задает внешний диаметр заготовки по мере того, как заготовка прессуется с образованием прессованного материала. Стержень оправки размещается с возможностью помещать наконечник стержня оправки внутри вращающейся матрицы. Наконечник стержня оправки задает внутренний диаметр прессованного материала. Позиция стержня оправки относительно матрицы может управляться PLC-системой. PLC-система также может управлять частотой вращения вращающейся матрицы с использованием двигателя 170, сопряженного со шпинделем 172.
[0124] На этапе 1260 прессованный материал закаливается по мере того, как он выходит из вращающейся матрицы. Этот этап включает в себя быстрое охлаждение прессованного материала посредством опрыскивания охлаждающей текучей средой, такой как вода или любая другая подходящая охлаждающая текучая среда, на высокой скорости из трубы для закалки на прессованный материал. Несмотря на температуры, возникающие в ходе процесса прессования на этапе 1250, после выхода из трубы для закалки прессованный материал является относительно прохладным в достаточной степени для касания, так что с ним можно обращаться без опасения ожогов. Кроме того, в определенных вариантах осуществления газообразный азот или другой подходящий инертный газ доставляется вовнутрь прессованного материала по мере того, как материал выходит из вращающейся матрицы. Например, газообразный азот может доставляться вовнутрь прессованных труб с использованием колпака, помещенного на трубах, по мере того, как труба выходит из вращающейся матрицы. Впрыскивание газообразного или жидкого азота во вращающуюся матрицу в сборе или вовнутрь самого прессованного материала позволяет минимизировать образование оксида посредством смещения богатого кислородом воздуха.
[0125] Следует понимать, что по мере того, как одна или более заготовок проходят через вышеописанный процесс 1200, другие заготовки могут продвигаться через систему экструзионного прессования на любом из других этапов процесса 1200. Например, по мере того, как первый набор заготовок, включающий в себя одну или более заготовок, транспортируется через жидкостные зажимы на этапе 1220, другой набор заготовок, включающий в себя одну или более заготовок, может быть одновременно загружен на стержень оправки на этапе 1210 или транспортирован через захваты оправки на этапе 1230, либо на любом другом этапе, имеющемся в процессе 1200. Таким образом, система экструзионного прессования выполнена с возможностью непрерывной подачи множества заготовок во вращающуюся матрицу для прессования заготовок с образованием прессованного материала.
[0126] Фиг.37 показывает блок-схему системы управления на основе программируемой логики для эксплуатации системы экструзионного прессования по Фиг.1 согласно определенным вариантам осуществления. Как обсуждено выше, система 10 экструзионного прессования содержит функциональные подсистемы из подсистемы 20 доставки заготовок, подсистемы 40 прессования и подсистемы 60 охлаждения или закалки. Работа определенных компонентов в любой одной или более из этих подсистем 20, 40, 60 может управляться PLC-системой 1700. Различные функциональные этапы подсистем 20, 40, 60 описываются выше в отношении процесса 1200 по Фиг. 33-36.
[0127] Команды для осуществления способов этого раскрытия для прессования материала могут быть кодированы на считываемом компьютером носителе, чтобы выполняться подходящим компьютером или аналогичным устройством для реализации способов раскрытия для программирования или конфигурирования PLC или других программируемых устройств с конфигурацией, которая описано выше. Например, персональный компьютер может быть оснащен интерфейсом, с которым может быть соединен PLC, и персональный компьютер может использоваться пользователем для программирования PLC с использованием подходящих программных средств.
[0128] Фиг.38 показывает поперечное сечение магнитного носителя 1800 данных, который может быть кодирован с помощью машинно-исполняемой программы, которая может выполняться посредством таких систем, как вышеуказанный персональный компьютер или другие компьютеры, или аналогичные устройства. Носитель 1800 может представлять собой дискету или жесткий диск, или магнитную ленту, имеющую подходящую подложку 1801, которая может быть традиционной, и подходящее покрытие 1802, которое может быть традиционным, на одной или на обеих сторонах, содержащих магнитные домены (невидимые), полярность или ориентация которых может изменяться магнитным образом. Кроме случая, в котором он представляет собой магнитную ленту, носитель 1800 также может иметь отверстие (не показано) для приема шпинделя дисковода или другого устройства хранения данных.
[0129] Магнитные домены покрытия 1802 носителя 1800 поляризованы или ориентированы таким образом, чтобы кодировать способом, который может быть традиционной, машинно-исполняемой программой для исполнения системой программирования, такой как персональный компьютер или другой компьютер, или аналогичная система, имеющая гнездо либо периферийное приспособление, в которое может быть вставлен PLC для программирования, с выполнением соответствующих узлов PLC, включающих в себя специализированные блоки обработки, если таковые имеются, в соответствии с настоящим раскрытием.
[0130] Фиг.39 показывает поперечное сечение оптически-читаемого носителя 1810 данных, который также может быть кодирован с помощью такой машинно-исполняемой программы, которая может выполняться посредством таких систем, как вышеуказанный персональный компьютер или другие компьютеры, или аналогичные устройства. Носитель 1810 может представлять собой традиционное постоянное запоминающее устройство на компакт-дисках (CD-ROM) или постоянное запоминающее устройство на цифровых видеодисках (DVD-ROM), или перезаписываемый носитель, такой как CD-R, CD-RW, DVD-R, DVD-RW, DVD+R, DVD+RW или DVD-RAM, или магнитооптический диск, который является оптически-читаемым и магнито-оптически перезаписываемым. Носитель 1810 предпочтительно имеет подходящую подложку 1811, которая может быть традиционной, и подходящее покрытие 1812, которое может быть традиционным, обычно на одной или на обеих сторонах подложки 1811.
[0131] В случае носителя на основе CD или на основе DVD, как хорошо известно, покрытие 1812 является отражательным, и на нем выдавливается множество углублений 1813, размещаемых на одном или более слоях, чтобы кодировать машинно-исполняемую программу. Компоновка углублений считывается посредством отражения света лазера от поверхности покрытия 1812. Защитное покрытие 1814, которое предпочтительно является практически прозрачным, обеспечивается поверх покрытия 1812.
[0132] В случае магнитооптического диска, как хорошо известно, покрытие 1812 не имеет углублений 1813, но имеет множество магнитных доменов, полярность или ориентация которых может изменяться магнитным образом при нагреве выше определенной температуры, к примеру, посредством лазера (не показан). Ориентация доменов может считываться посредством измерения поляризации света лазера, отражаемого от покрытия 1812. Компоновка доменов кодирует программу, как описано выше.
[0133] PLC 1700, программируемый согласно настоящему раскрытию, может использоваться во многих видах электронных устройств. Одно возможное применение заключается в системе 1900 обработки данных, показанной на Фиг.40. Система 1900 обработки данных может включать в себя один или более следующих компонентов: процессор 1901; запоминающее устройство 1902; схема 1903 ввода-вывода; и периферийные устройства 1904. Эти компоненты сочленяются между собой посредством системной шины 1905 и располагаются на схемной плате 1906, которая содержится в системе 1907 конечного пользователя, которая может включать в себя терминальный узел 1407 для эксплуатации системы экструзионного прессования.
[0134] Система 1900 может использоваться в широком разнообразии применений, в том числе в качестве измерительной аппаратуры для системы экструзионного прессования, либо в любой другой подходящей области применения, в которой требуется преимущество использования программируемой или перепрограммируемой логики. PLC 1700 может использоваться для выполнения множества различных логических функций. Например, PLC 1700 может быть выполнен как процессор или контроллер, который работает совместно с процессором 1901. PLC 1700 также может использоваться в качестве посредника для опосредованного доступа к совместно используемым ресурсам в системе 1900. В еще одном варианте осуществления PLC 1700 может быть выполнен как интерфейс между процессором 1901 и одним из других компонентов в системе 1900. Следует отметить, что система 1900 является только примерной. Например, в конкретном варианте осуществления пользовательский терминал может предусматриваться около системы экструзионного прессования. В других вариантах осуществления может предусматриваться сетевая компоновка, которая может давать возможность пользовательскому терминалу быть удаленным относительно системы экструзионного прессования.
[0135] Фиг.41 является блок-схемой вычислительного устройства 2200, используемого для выполнения по меньшей мере некоторой части логической обработки экструзионного прессования, описанной выше согласно определенным вариантам осуществления. Вычислительное устройство 2200 содержит PLC-систему, такую как PLC 1700 и по меньшей мере один сетевой интерфейсный модуль 2204, контроллер 2206 ввода-вывода, системное запоминающее устройство 2208 и одно или более устройств 2214 хранения данных. Системное запоминающее устройство 2208 включает в себя по меньшей мере одно оперативное запоминающее устройство 2210 (RAM) и по меньшей мере одно постоянное запоминающее устройство 2212 (ROM). Все эти элементы поддерживают связь с центральным процессором 2202 (CPU) для упрощения работу вычислительного устройства 2200. Вычислительное устройство 2200 может быть выполнено множеством различных способов. Например, вычислительное устройство 2200 может представлять собой традиционный автономный компьютер, либо как вариант, функции вычислительного устройства 2200 могут быть распределены по множественным компьютерным системам и архитектурам. Вычислительное устройство 2200 может быть выполнено с возможностью осуществлять частично или всю логическую обработку экструзионного прессования, описанную выше, либо эти функции могут быть распределены по множественным компьютерным системам и архитектурам. В варианте осуществления, показанном на Фиг.23, вычислительное устройство 2200 соединяется через сеть 2150 связи или локальную вычислительную сеть 2124 с третьими сторонами 2224 через сеть 2150 связи.
[0136] Вычислительное устройство 2200 может быть выполнено в распределенной архитектуре, в которой базы данных и процессоры размещены в отдельных модулях или местоположениях. Вычислительное устройство 2200 также может быть реализовано в виде сервера, расположенного либо на месте в экструзионной прессовочной установке, либо внешне по отношению к экструзионной прессовочной установке. Некоторые такие модули выполняют первичные функции обработки и содержат, как минимум, общий контроллер или процессор 2202 и системное запоминающее устройство 2208. В таком варианте осуществления каждый из этих модулей подключается через сетевой интерфейсный модуль 2204 к концентратору или порту связи (не показан), который служит в качестве первичной линии связи с другими серверами, клиентскими или пользовательскими компьютерами и другими связанными устройствами. Сам концентратор или порт связи может иметь минимальные характеристики обработки, выступая главным образом в качестве маршрутизатора связи. Множество протоколов связи могут быть частью системы, включая, но не ограничиваясь этим: Ethernet, SAP, SAS™, ATP, BLUETOOTH™, GSM и TCP/IP.
[0137] CPU 2202 содержит процессор, такой как один или более традиционных микропроцессоров и один или более дополнительных сопроцессоров, таких как математические сопроцессоры, для снятия рабочей нагрузки с CPU 2202. CPU 2202 поддерживает связь с сетевым интерфейсным модулем 2204 и контроллером 2206 ввода-вывода, через который CPU 2202 обменивается данными с другими устройствами, такими как другие серверы, пользовательские терминалы или устройства. Сетевой интерфейсный модуль 2204 и/или контроллер 2206 ввода-вывода могут включать в себя множественные каналы связи для одновременной связи, например, с другими процессорами, серверами или клиентскими терминалами. Устройства, поддерживающие связь между собой, не должны постоянно обмениваться данными между собой. Наоборот, такие устройства должны обмениваться данными между собой только по мере необходимости, могут практически отказываться от обмена данными большую часть времени и могут требовать выполнения нескольких этапов для установления линии связи между устройствами.
[0138] CPU 2202 также поддерживает связь с устройством 2214 хранения данных. Устройство 2214 хранения данных может содержать надлежащую комбинацию магнитного, оптического и/или полупроводникового запоминающего устройства и может включать в себя, например, RAM, ROM, флэш-накопитель, оптический диск, такой как компакт-диск и/или жесткий диск или накопитель на жестких дисках. CPU 2202 и устройство 2214 хранения данных, например, могут полностью располагаться в рамках одного компьютера или другого вычислительного устройства; либо соединяться между собой посредством среды связи, такой как USB-порт, кабель последовательного порта, коаксиальный кабель, Ethernet-кабель, телефонная линия связи, радиочастотное приемо-передающее устройство или другая аналогичная беспроводная или проводная среда либо комбинация вышеприведенного. Например, CPU 2202 может соединяться с устройством 2214 хранения данных через сетевой интерфейсный модуль 2204.
[0139] CPU 2202 может быть выполнен с возможностью осуществлять одну или более определенных функций обработки. Например, вычислительное устройство 2200 может быть выполнено для управления, с помощью PLC, по меньшей мере частично, одним или более аспектами подсистемы 20 доставки заготовок, подсистемы 40 прессования и подсистемы 60 закалки.
[0140] Устройство 2214 хранения данных может сохранять, например, (i) операционную систему 2216 для вычислительного устройства 2200; (ii) одно или более приложений 2218 (например, компьютерный программный код и/или компьютерный программный продукт), выполненных с возможностью направлять CPU 2202 в соответствии с настоящим изобретением и, в частности, в соответствии с процессами, подробно описанными относительно CPU 2202; и/или (iii) базу(ы) 2220 данных, выполненную с возможностью сохранять информацию, которая может быть использована для хранения информации, требуемой программой.
[0141] Операционная система 2216 и/или приложения 2218 могут сохраняться, например, в сжатом, нескомпилированном и/или зашифрованном формате и могут включать в себя компьютерный программный код. Команды программы могут считываться в основное запоминающее устройство процессора из считываемого компьютером носителя, отличного от устройства 2214 хранения данных, к примеру, из ROM 2212 или из RAM 2210. Хотя выполнение последовательности команд в программе заставляет CPU 2202 выполнять этапы процесса, описанные в данном документе, аппаратная схема может использоваться вместо или в комбинации с программными командами для реализации процессов настоящего изобретения.
[0142] Термин "считываемый компьютером носитель" при использовании в данном документе означает любой невременный носитель, который предоставляет или участвует в предоставлении команд в процессор вычислительного устройства (или любой другой процессор устройства, описанного в данном документе) для выполнения. Такой носитель может принимать множество форм, включающих в себя, но не ограниченный этим, энергонезависимые носители и энергозависимые носители. Энергонезависимые носители включают в себя, например, оптические, магнитные или оптомагнитные диски либо запоминающее устройство на интегральных схемах, такое как флэш-память. Энергозависимые носители включают в себя динамическое оперативное запоминающее устройство (DRAM), которое, как правило, составляет основное запоминающее устройство. Стандартные формы считываемых компьютером носителей включают в себя, например, гибкий диск, дискету, жесткий диск, магнитную ленту и любой другой магнитный носитель, CD-ROM, DVD, любой другой оптический носитель, перфокарты, перфоленту и любой другой физический носитель с рисунками отверстий, RAM, PROM, EPROM или EEPROM (электронно-стираемое программируемое постоянное запоминающее устройство), флэш-EEPROM, любой другой кристалл или картридж запоминающего устройства либо любой другой невременный носитель, с которого может выполнять считывание компьютер.
[0143] Различные формы считываемых компьютером носителей могут участвовать в переносе одной или более последовательностей одной или более команд в CPU 2202 (или в любой другой процессор устройства, описанного в данном документе) для выполнения. Например, команды могут первоначально переноситься на магнитном диске удаленного компьютера (не показан). Удаленный компьютер может загружать команды в свое динамическое запоминающее устройство и отправлять команды по Ethernet-соединению, кабельной линии либо даже по телефонной линии связи с использованием модема. Устройство связи, локальное для вычислительного устройства (например, сервер), может принимать данные по соответствующей линии связи и помещать данные в системную шину для процессора. Системная шина переносит данные в основное запоминающее устройство, из которого процессор извлекает и выполняет команды. Команды, принятые посредством основного запоминающего устройства, могут необязательно сохраняться в запоминающем устройстве до или после выполнения посредством процессора. Помимо этого, команды могут приниматься через порт связи в качестве электрических, электромагнитных или оптических сигналов, которые являются примерными формами беспроводной связи, либо потоков данных, которые переносят различные типы информации.
[0144] Вышеприведенное является просто иллюстративными принципами раскрытия, и системы, устройства и способы могут осуществляться на практике посредством вариантов осуществления, отличных от описанных вариантов осуществления, которые представлены в целях иллюстрации, а не ограничения. Следует понимать, что системы, устройства и способы, раскрытые в данном документе, хотя показаны для использования в системах экструзионного прессования, могут применяться к системам, устройствам и способам, которые используются в других производственных процессах, включающих в себя, но не ограниченных этим, процессы литья и прокатки, и термической обработки. Кроме того, раскрытие может реализовываться как этап постобработки другого производственного процесса, включающего в себя другие процессы прессования, либо может реализовываться одновременно с другим производственным процессом.
[0145] Изменения и модификации станут очевидными для специалистов в данной области техники после изучения этого раскрытия. Раскрытые признаки могут реализовываться в любой комбинации и субкомбинации (включающей в себя множественные зависимые комбинации и субкомбинации) с одним или более другими признаками, описанными в данном документе. Различные признаки, описанные или проиллюстрированные выше, включающие в себя любые их компоненты, могут комбинироваться или интегрироваться в других системах. Кроме того, определенные признаки могут опускаться или не реализовываться.
[0146] Примеры изменений, замен и вариантов являются очевидными для специалистов в данной области техники и могут быть выполнены без отступления от объема информации, раскрытой в данном документе. Все противопоставленные документы, приведенные в данном документе, включены посредством ссылки во всей своей полноте и составляют часть этой заявки.
Реферат
Изобретение относится к системам и способам экструзионного прессования материалов. В вариантах способа одна или более полых заготовок загружаются на удлиненный стержень оправки и транспортируются вдоль стержня оправки во вращающуюся матрицу. Заготовки транспортируются с помощью жидкостных зажимов, которые зацепляют стержень оправки и снабжают охлаждающей текучей средой наконечник стержня оправки, и посредством захватов оправки, которые зацепляют стержень оправки и предотвращают вращение стержня оправки. Один или более ползунов пресса продвигают круглую заготовку через центрирующую вставку и во вращающуюся матрицу. На конце прессования экструзионного пресса выполнен закалочный узел для закаливания прессованного материала. Программируемый логический контроллер для управления по меньшей мере частично действиями системы экструзионного прессования включает логику для осуществления способа прессования. Технический результат заключается в обеспечении возможности непрерывного прессования множества полых заготовок. 7 н. и 76 з.п. ф-лы, 41 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ прессования малопластичных металлов и сплавов и инструмент для его осуществления
Комментарии