Сборный волочильный инструмент - RU2778315C1
Код документа: RU2778315C1
Чертежи

Описание
Изобретение относится к производству проволоки при метизном переделе, в частности к технологическому инструменту для станов многократного, и главным образом, прямоточного волочения.
Известно устройство для создания условий гидродинамического трения при волочении [Колмогоров В.Л., Орлов С.И., Колмогоров Г.Л. Гидродинамическая подача смазки. - М.: Металлургия, 1975, 256 с., с. 14-16], включающее рабочую волоку и герметично установленную на ее входе напорную трубку, образующую с протягиваемой заготовкой узкий зазор. Устройство позволяет, благодаря вязким силам, действующим в зазоре, создавать давление технологической смазки на входе в рабочую волоку, соизмеримое с пределом текучести материала заготовки.
Конструкции волок с напорными трубками-насадками имеют существенные недостатки - нестабильность работы и сложность изготовления. Известно, что, если смазку представить как линейно-вязкую жидкость [С.А. Кузнецов, Э.А. Гарбер, М.Я. Бровман, С.Ю. Семенов, А.И. Виноградов. Моделирование течения идеально-вязкой смазки в напорных зазорах волочильного инструмента. //Сб. трудов Международной конференции "Информационные технологии в производственных, социальных и экономических процессах", Череповец, Изд-во ЧГУ, 1999 г. с. 101-103], создаваемый напорной трубкой подъем давления Ар выразится формулой

где μ - эффективная (приведенная к линейной модели жидкости) вязкость смазки;
ν0 - скорость протяжки заготовки;

δ - ширина зазора;
δp - толщина слоя смазки в рабочей волоке.
Таким образом, создаваемое напорной трубкой давление пропорционально ее длине и обратно пропорционально квадрату ширины зазора. Максимальная степень возрастания давления по длине трубки-насадки имеет место при толщине зазора, равной 3/2 от толщины слоя смазки в рабочей волоке. Даже при жидкостном режиме нагнетания смазки и трения в очаге деформации в рабочей волоке ширина такого зазора измеряется десятками микрометров (сотыми долями миллиметра).
Гидродинамический режим в таком зазоре оказывается весьма чувствительным к увеличению его ширины вследствие износа, который всегда имеет место из-за неустранимых несоосностей и кривизны входящей заготовки, а также из-за случайных изменений ее диаметра в поле допусков. Например, расширение зазора от 0,03 до 0,045 мм приводит к падению создаваемого трубкой давления более чем вдвое. Качественно такая закономерность справедлива и для реальных смазок.
Для существенного уменьшения отрицательного влияния износа стенки зазора его приходится значительно увеличивать, например, на порядок, но это, в свою очередь, приводит к возрастанию длины трубки-насадки на два порядка. Изготовление же напорных трубок большой длины из твердого, износостойкого материала, с точными размерами внутреннего отверстия - слишком сложная задача.
Известно «Устройство для волочения изделий в режиме гидродинамического трения» [патент СССР №1804354, МКИ В21С 3/14, опубл. 1993, бюллетень №11], состоящее из корпуса, нескольких напорных упругих втулок и рабочей волоки, установленных в корпусе и затянутых накидной гайкой. При движении протягиваемого изделия смазка под давлением нагнетается в зону деформации, обеспечивая условия гидродинамического трения. При этом каждая из напорных втулок обеспечивает определенное повышение давления в слое смазки. В каждой из полостей, образованных напорными втулками, формируется циркуляционное течение смазки, способствующее отгону отслаивающихся металлических частиц в периферийные области смазочных полостей.
Недостаток этого устройства - неустойчивость гидродинамического режима течения смазки и создания необходимого давления, вследствие быстрого износа упругих втулок по тем же причинам.
Действительно, поскольку напорные втулки выполнены упругими, они не могут быть достаточно твердыми и жесткими для успешного сопротивления износу. При износе втулок усилия их прижима к изделию снижаются, и соответственно, возрастают образующиеся гидродинамические зазоры.
Кроме того, отгон отслаивающихся металлических частиц в периферийные области смазочных полостей может происходить в любой сборной волоке, так как там подобные полости имеются. К тому же, смазки обычно достаточно вязкие, а металлические частицы, вызывающие повышенный износ - малы, и они движутся вместе с потоком смазки и изнашивают зазоры, расширяя их.
Известен «Технологический инструмент для волочения изделий в режиме гидродинамического трения» [А.с. СССР №1468630, МКИ В21С 3/14, опубл. 30.03.89, бюлл. №12], содержащий корпус с запрессованной в него конусной втулкой, установленные во втулке напорную и рабочую волоки и размещенный между ними уплотнительный элемент, выполненный в виде фасонных колец, соединенных через паз-выступ с образованием внутренней полости и установленных с возможностью относительного осевого смещения. Напорная волока предназначена для обеспечения в рабочей волоке давления, необходимого для осуществления режима гидродинамического трения в процессе волочения.
Использование стандартной волоки в качестве напорной позволяет сочетать малую величину гидродинамического зазора с высокой износостойкостью, так как фильеры волок изготовлены из специальных высокотвердых материалов. Технология их изготовления достаточно развита на волочильных производствах. Возникающее давление в полости между волоками приводит к плотному прилеганию колец к волокам, что способствует успешной герметизации.
Недостатком данного устройства является недостаточность давления смазки, создаваемого в зазоре одной-единственной напорной волоки, для существенного снижения усилия волочения и уменьшения износа рабочей волоки.
Необходимая для повышения давления Δр длина зазора при оптимальной его ширине (3/2) δр определяется формулой

Если принять оптимальную толщину слоя смазки в рабочей фильере δp=0,02 мм, (напорный зазор δ=0,03 мм), принять скорость протяжки заготовки ν0=3 м/с, то при использовании смазки в виде сухого порошка на основе стеарата натрия (хозяйственного мыла), когда эффективная вязкость при рабочих температурах порядка 100°С находится в пределах μ=8…30 Па⋅с, необходимая длина зазора составит
Тем не менее, напорный зазор δ=0,03 мм весьма мал, и нужно обеспечить подачу смазки к рабочей фильере в достаточном количестве, ведь только при таком условии и может развиться необходимое давление.
Плотность сухой порошкообразной смазки гораздо (в несколько раз) меньше плотности сплошного мыла, поэтому напорная фильера должна обеспечивать подачу смазки в объеме, превышающем расчетный в такое же число раз, при этом воздух в порах, при уплотнении смазки в зазоре, может выходить только в обратном направлении, затрудняя ее подачу. Кроме того, эффективная вязкость рыхлой смазки значительно ниже, чем сплошной, что также затруднит захват и нагнетание смазки силами вязкого трения.
Для жидких смазок, одной из наиболее вязких из которых является, например, цилиндровое масло, у которого при тех же температурах вязкость μ=0,03 Па⋅с, т.е. ниже в тысячу раз, необходимая длина трубки составит уже

Консистентные композиционные смазки по эффективной вязкости занимают промежуточное положение, и длины калибрующего пояска фильеры для создания достаточного давления смазки также не хватает.
Другой недостаток - ненадежная герметизация уплотнительного элемента, так как отсутствуют средства, препятствующие заходу смазки встык между кольцами и волокой, особенно в начале процесса волочения, когда давление смазки еще не велико и недостаточно для раздвижки колец, а после попадания туда смазки уплотнение становится неработоспособным.
Также известно «Устройство для волочения в режиме гидродинамического трения» [А.с. СССР №1360839, МКИ В21С 3/14, опубл. 23.12.87, бюллетень №47], содержащее корпус с установленной в нем разрезной конусной зажимной втулкой, в которой размещены зажатые в нем накидной гайкой напорная и рабочая волоки, снабженные термокомпенсационными шайбами. Использование стандартной волоки в качестве напорной здесь также позволяет сочетать малую величину зазора с его высокой износостойкостью. Возникающее давление в полости между волоками приводит к деформации шайб и плотному прилеганию их к волокам, что предотвращает прорыв и выброс смазки.
Данное известное устройство имеет те же недостатки, что и предыдущий аналог. Кроме того, дополнительным недостатком известного инструмента является наличие разреза в конусной зажимной втулке, увеличивающего вероятность прорыва смазки из полости между волоками, например, при чрезмерной деформации и выдавливании самого пластичного материала шайб в разрез втулки за счет давления смазки.
Известен также «Инструмент для волочения» [А.с. СССР №1810153, МКИ В21С 3/14, опубл. 23.04.93, бюлл. №15], включающий напорную и рабочую волоки с находящейся между ними уплотнительной шайбой, установленные во втулке, выполненной неразрезной. Благодаря последнему признаку, в инструменте исключено выдавливание герметизирующего уплотнения в разрез втулки, а поэтому и прорыв между волоками смазки.
Недостатком данного известного устройства, аналогично двум предыдущим, является недостаточность давления смазки, создаваемого с помощью всего лишь одной напорной волоки.
Другим недостатком является отсутствие в конструкции уплотнительной шайбы элементов, обеспечивающих самоуплотнение под действием давления смазки, что определяет возможность прорыва смазки за счет обхода уплотнительной шайбы, особенно в начале процесса волочения, когда гидродинамический механизм еще только начинает действовать.
Известно и «Устройство для волочения в режиме гидродинамического трения» [А.с. СССР №1752467, МКИ В21С 3/14, опубл. 07.08.92, бюллетень №29], включающее корпус, рабочие волоки, запрессованные в цилиндрические разрезные втулки, размещенные в корпусе с радиальным зазором.
Кроме недостатков, отмеченных для предыдущих аналогов, в устройстве отсутствуют какие-либо уплотнения между фильерами, что определяет возможность разгерметизации внутреннего пространства корпуса и исключение напорного эффекта.
Известен еще и «Инструмент для волочения» [А.с. СССР №1687321, МКИ В21С 3/14, опубл. 30.10.91, бюлл. №40], содержащий зажатые в корпусе напорную и две рабочие волоки, включающие соответствующие им фильеры, запрессованные в отдельные неразрезные стальные оправки, и размещенные между волоками уплотнительные прокладки, при этом микрошероховатость канала второй рабочей фильеры выполнена в 4-13,7 раза меньше микрошероховатости канала первой рабочей фильеры.
Конструкция напорной фильеры и рабочей волоки, запрессованных в отдельные неразрезные стальные оправки, дает возможность применять в этом качестве стандартный волочильный инструмент, представляющий собой волоки, выполненные из твердого, износостойкого материала, например, из спеченного карбида вольфрама, сцементированного кобальтом, запрессованные в отдельные стальные неразрезные оправки, что существенно удешевляет конструкцию.
1-м недостатком данного известного инструмента для волочения является отсутствие в конструкции уплотнительной прокладки элементов, обеспечивающих ее самоуплотнение под действием сил давления смазки, что определяет возможность прорыва смазки в обход уплотнительной прокладки.
2-й недостаток этого известного инструмента - недостаточность давления смазки, создаваемого в гидродинамическом зазоре единственной напорной волоки для существенного снижения усилия волочения и износа первой рабочей фильеры.
В приведенном в данном аналоге примере волочение производилось со сравнительно небольшим обжатием 3,7%. Это суммарное обжатие должно быть распределено между рабочими волоками так, чтобы основная его часть приходилась на вторую волоку, иначе волочение станет невозможным из-за обрывов от чрезмерного противонатяжения для второй рабочей волоки. Но при слишком малом обжатии в первой рабочей волоке реализуется весьма невыгодный режим волочения, характеризующийся значительными контактными напряжениями между проволокой и поверхностью канала волоки, которые, согласно условию пластичности, равны разности сопротивления металла деформации и напряжения осевого растяжения проволоки в зоне деформации первой волоки. Но в этой зоне осевое растяжение, изменяющееся от величины противонатяжения (если оно есть) до напряжения волочения через первую рабочую волоку (с очень малым обжатием), минимально, и, следовательно, контактное напряжение, или напряжение радиального обжатия проволоки, велико и близко к пределу текучести металла. По этой причине производить волочение с очень малыми обжатиями не целесообразно, в частности, из-за повышенного износа волок и относительно больших затрат энергии на трение. Поэтому самый интенсивный износ конического канала волоки наблюдают вблизи места его первичного контакта с поверхностью заготовки (вблизи зоны максимальных упругих деформаций) [Перлин И.Л., Ерманок М.З. Теория волочения - М.: Металлургия, 1971, с. 26-39; 110; 142-144, 202].
Таким образом, 1-ая рабочая волока в большей степени нуждается в создании условий жидкостного трения, т.е. напорные волоки должны обеспечивать перед рабочей волокой давление смазки, соизмеримое с сопротивлением заготовки деформации - пределом текучести металла. Но, как и в предыдущих известных устройствах, одна напорная волока не в состоянии обеспечить такое давление.
Если принять, что необходимое для гидродинамического режима давление смазки на входе в первую рабочую волоку достигнуто и толщина слоя смазки в рабочей волоке существенно больше и характерна для гидродинамического режима волочения: δр=0,02 мм, тогда оптимальная величина зазора в напорной фильере составит (3/2) δp, т.е. δ=0,03 мм, длину


Для более прочных сталей давление, а следовательно, и длина зазора должны быть, соответственно, еще большими.
3-им недостатком известного устройства является также его непригодность к эффективному волочению в режиме гидродинамического (жидкостного) трения и во второй рабочей волоке.
Действительно, высокие контактные напряжения в первой рабочей волоке препятствуют подаче смазки ко второй рабочей волоке, условия смазки которой, соответственно, ухудшаются.
4-й недостаток известного инструмента - его конструкцией не определены диаметры вспомогательных напорных фильер. Этот признак более существенный, чем шероховатость, и он совершенно необходим для реализации в конструкции инструмента режима, в котором имеет место эффективный гидродинамический напор смазки, который мог бы привести к увеличению толщины ее слоя в зонах деформации в первой и во второй рабочих волоках.
Известен и «Инструмент для волочения изделий в режиме гидродинамического трения» [Патент РФ №2011449, МКИ В21С 3/14 .- 1994, бюлл. №8], состоящий из размещенных в зажимной конусной втулке, запрессованной в корпус и зажатой накидной гайкой, твердосплавной рабочей волоки, напорной фильеры и уплотнительной шайбы между ними. Внутренние поверхности напорной фильеры, уплотнительной шайбы и рабочей фильеры образуют камеру, в которую помещена технологическая смазка. Протягиваемый материал движется через напорную к рабочей фильере. Смазка вносится заготовкой и нагнетается перед рабочей волокой, создавая высокое давление. Выход технологической смазки из зажимной втулки исключен оптимально подбираемыми параметрами. Использование такого инструмента для волочения позволит повысить его стойкость к износу, уменьшить потери смазки и улучшить экологию процесса волочения.
Основным недостатком известного инструмента является ухудшение условий волочения, в частности, возрастание усилия волочения, вследствие высокой микрошероховатости деформационного канала первой рабочей фильеры.
Действительно, смазка движется через систему фильер в направлении протяжки проволоки под действием единственного фактора - взаимодействия с поверхностью проволоки (вязкого трения), поэтому шероховатость самой передельной проволоки, в общем случае, способствует этому. Факторов же, препятствующих течению смазки, два: само создаваемое давление, побуждающее смазку двигаться в обратном направлении -в направлении его снижения; и вязкое трение о неподвижную поверхность канала волоки, поэтому шероховатость ее канала, в общем случае, препятствует движению смазки, так как она все-таки движется в направлении протяжки проволоки. При течении смазки в зазорах напорных втулок при некоторых условиях (в первую очередь, при достаточно большом зазоре) возможна реализация режима с обратным течением смазки вблизи поверхности напорной фильеры, и тогда ее шероховатость действительно будет препятствовать оттоку смазки от зоны деформации. Но такой режим не может реализовываться в рабочей волоке, где смазочный слой (зазор) весьма тонок, а давление смазки за этой рабочей волокой уже сравнительно невелико.
Результаты исследований известного инструмента, выполненных авторами при волочении стальной проволоки БСт.04 диаметром d1=2,62 мм из заготовки d0=3,0 мм на (лабораторной) установке при скорости 0,5 м/с ее движения (что довольно мало), приведены в таблице, взятой из того же источника.

Из этих данных видно, что, как и утверждают авторы, снижение силы волочения хорошо согласуется с параметром представляющим соотношение шероховатостей. Но оно также хорошо согласуется и с шероховатостью второй рабочей волоки, на которую приходится основная часть общего обжатия. Небольшое увеличение снижения силы волочения при увеличении шероховатости первой рабочей волоки объясняется тем, что при этом возрастает сила вытягивания проволоки из этой первой волоки, которая одновременно является источником противонатяжения для второй рабочей волоки, а при сравнительно небольшом обжатии, которое все-таки имеет место в первой волоке, и при небольшом увеличении противонатяжения можно получить некоторое снижение усилия волочения, что видно, например, в опытах 4 и 5. Но обычные степени обжатия, применяемые при волочении мягких сталей - порядка 32…36%, а они для такой системы волок недоступны из-за чрезмерной силы волочения и обрывности.
Подтверждение - в приведенных результатах исследований отсутствуют контрольные данные - данные, которые могли бы быть получены при обычных низких шероховатостях обеих рабочих фильер. Представляется нецелесообразным специальное изготовление фильер с высокой шероховатостью деформационного канала, так как такие фильеры «получаются» непосредственно в процессе использования нормальных, изготовленных по принятой технологии. Более того, в известном инструменте высокая шероховатость 1-ой рабочей фильеры получается сама собой вследствие ускоренного износа в силу указанных выше причин.
Расширенный раздел заявки «Уровень техники» завершен обобщающим анализом всех аналогов на предмет выбора из них прототипа (библиографический список аналогов см. Приложение в конце данного Описания).

Исходя из результатов этого анализа, наиболее близкий по числу общих с заявляемым объектом конструктивных признаков (прототип) - «Устройство для волочения» [А.с. СССР №1740091, МКИ В21С 3/14, опубл. 15.06.92, бюлл. №22], содержащее последовательно расположенные и зажатые в корпусе напорные и рабочие волоки, они запрессованы в пазы отдельных неразрезных стальных оправок, и размещенные между волоками в этих же пазах оправок уплотнительные кольцеобразные прокладки. Конструкция устройства подразумевает наличие корпусного элемента, удерживающего напорную волоку в контакте с рабочей через уплотнительное кольцо. Устройство компонуется из стандартных одинарных волок независимо от способа запрессовки твердосплавных фильер в оправки, что расширяет возможности изготовления. Кольцо, раздуваясь под действием давления смазки, прижимается к наружной поверхности паза и герметично запирает смазку в зоне нагнетания.
1-й недостаток известного устройства-прототипа для волочения - недостаточность давления смазки, развиваемого в зазоре напорной фильеры для полного развития гидродинамического режима смазывания, и как следствие, чрезмерная величина усилия волочения и низкая износостойкость рабочих фильер. Обоснование этого недостатка, присущего предыдущим аналогам, приведено выше.
2-й недостаток заключается в том, что при использовании в известном устройстве нескольких напорных волок, в конструкции не содержится признаков, определяющих величины и последовательность гидродинамических зазоров, образованных цилиндрическими участками канала напорных фильер с поверхностью протягиваемой заготовки, что также препятствует развитию процессов волочения с гидродинамическими режимами смазки в полной мере.
3-й недостаток - недостаточная надежность герметизации уплотнения между волоками.
Во-первых, для раздувания стального кольца и его герметизации в пазе волоки необходимо существенное давление, действующее изнутри. Но в начале процесса волочения никакого давления нет, и при его постепенном увеличении раздувания колец, а значит, и герметизации, не происходит, что может привести к утечкам смазки, и давление не увеличится до значений, обеспечивающих герметизацию.
Во-вторых, в известном устройстве для волочения диаметр уплотнительного кольца велик, он, по крайней мере, превышает наружный диаметр фильеры, а это также предопределяет возрастание утечек смазки, особенно в начале процесса, в том числе вследствие неизбежно имеющейся шероховатости краев уплотнительных колец и внутренней поверхности пазов. Если применяется горячая запрессовка фильер в оправки, то после нескольких циклов, из-за образования окалины, шероховатость значительно возрастает.
4-й недостаток - большой объем герметичной полости между волоками, что определяет большую длительность начального периода волочения, при котором эта полость только заполняется смазкой и давление перед рабочей волокой не возрастает, что вызывает в этот период ускоренный износ рабочей волоки в отсутствие и граничного, и гидродинамического режимов смазывания.
5-й недостаток - сложность изготовления: в оправках стандартных волок необходимо выполнять кольцеобразные пазы под уплотнительные кольца.
Задачами изобретения являются:
- повышение давления смазки, развиваемого в зазоре напорной фильеры для полного развития гидродинамического режима смазывания и снижение величины усилия волочения;
- повышение износостойкости рабочих фильер;
- определение величин и последовательности образованных цилиндрическими участками каналов напорных фильер с поверхностью протягиваемой заготовки гидродинамических зазоров;
- повышение надежности герметизации уплотнений между волоками;
- снижение объемов герметичных полостей между волоками;
- упрощение изготовления и сборки.
Указанные задачи решаются тем, что в сборном волочильном инструменте, включающем последовательность зажатых в корпусе напорных и рабочих волок, содержащих соответствующие им фильеры, запрессованные в пазах отдельных неразрезных стальных оправок, и размещенные между волоками уплотнительные кольцеобразные прокладки, также размещенные в пазах оправок, согласно изобретению, напорные фильеры последовательно образуют с заготовкой зазоры δ1, δ2, …, δn, совокупно обеспечивающие давление смазки, достигающее величины сопротивления деформации металла заготовки перед первой рабочей фильерой, причем последняя напорная фильера образует с заготовкой зазор δn, в 1,5 раза превышающий толщину смазочного слоя δp в конечной рабочей фильере, характеризующий заданный режим гидродинамического трения, при этом уплотнительные кольцеобразные прокладки размещены в свободной части тех же пазов оправок, куда запрессованы фильеры, и они выполнены из эластичного материала, с пазом с внутренней стороны кольца.
Если напорные фильеры обеспечивают перед рабочей фильерой давление смазки, по крайней мере, равное сопротивлению заготовки деформации обжатия перед первой рабочей фильерой, то в ней обжатие происходит уже не за счет контактного взаимодействия с поверхностью канала, а за счет давления смазки. Толщина смазочного слоя в рабочей фильере зависит от способности напорной системы (совокупности напорных фильер, смазки и движущейся заготовки) обеспечить дополнительное повышение давления. В общем случае, такое превышение имеется всегда, например, за счет напорного эффекта сужающейся конической части канала рабочей волоки. Согласно условию пластичности при волочении [Перлин И.Л., Ерманок М.З. Теория волочения. - М.: Металлургия, 1971, с. 184.], такое необходимое давление равно контактному напряжению радиального обжатия в начале зоны деформации, равное разности предела текучести σ02 и напряжения противонатяжения σq. Обычно, если нет специальных технологических условий, противонатяжение относительно невелико, и можно принять, что необходимые давления близки к пределу текучести соответствующих материалов; это, например, 120-150 МПа для алюминия, 250-400 МПа для меди и ее сплавов, 350-500 МПа и выше для сталей.
Заявляемое условие для последовательности величин напорных гидродинамических зазоров δ1/δ2/…/δn-1/δn, выражает требование, что каждый предыдущий зазор, помимо обеспечения своей доли общего напора, должен снабжать последующий зазор смазкой в достаточном количестве, иначе этот последующий зазор не обеспечит свою, большую долю давления. Кроме того, если применяется сухая смазка, например, порошок на основе металлового мыла (стеарата натрия), то, по мере последовательного прохождения заготовки через зазоры, мыльный порошок уплотняется, его свойства приближаются к свойствам вязкой жидкости, а в предыдущих зазорах, где эти свойства ближе к сыпучему материалу, захват смазки затруднен вследствие ее меньшей плотности и вязкости, поэтому предыдущие зазоры следует выполнять большими для облегчения захвата смазки и снабжения ею последующих зазоров в достаточных количествах, тем более с учетом уплотнения. Равенство зазоров, соответствующее наиболее эффективному возрастанию давления от зазора к зазору, может иметь место, например, лишь в таком случае, когда свойства смазки близки к свойствам несжимаемой жидкости, т.е. с малым содержанием растворенных газов и воздуха, а также малым давлением насыщенных паров. В противном случае, из-за высоких перепадов давления возможны разрывы сплошности смазочной пленки (кавитация), преимущественно в первом рабочем зазоре. Если же прочность жидкой пленки на разрыв низка (растворенные газы, пористые частицы наполнителя, летучие примеси), то следует подбирать убывающую последовательность так, чтобы не создавать значительных разрежений (закон Бернулли) в первых зазорах, где общее давление еще невелико.
Заявляемое условие, согласно которому последняя напорная фильера образует с заготовкой зазор δn, в 1,5 раза превышающий толщину смазочного слоя в первой рабочей фильере, характеризующую заданный режим жидкостного трения, объясняется требованием наиболее эффективного возрастания создаваемого напора, что связано с необходимостью использования наименьшего количества напорных волок для создания необходимого давления, с учетом всех указанных выше условий. Известно [С.А. Кузнецов, Э.А. Гарбер, М.Я. Бровман, С.Ю. Семенов, А.И. Виноградов. Моделирование течения идеально-вязкой смазки в напорных зазорах волочильного инструмента. //Сб. трудов Международной конференции «Информационные технологии в производственных, социальных и экономических процессах», Череповец, Изд-во ЧГУ, 1999 г., с. 101-103], что создаваемое напорным зазором длиной


где μ - эффективная (кажущаяся) вязкость смазки, если представить ее как линейно-вязкую жидкость;
ν0 - скорость движения заготовки;
q - расход смазки (расчетный) через рабочую фильеру, определяемый всей системой фильер, а главным образом - условиями в рабочей фильере;
qкр - характерный критический расход для данного зазора шириной δ, при котором вязкие напряжения на неподвижной стенке зазора нулевые, определяемый выражением

Если с высокой степенью достоверности принять, что давление в смазочном слое рабочей фильеры далее по длине значительно не изменяется, то скорости смазки изменяются линейно по толщине этого слоя от 0 на поверхности фильеры до v0 на поверхности заготовки (условие «прилипания»), то расход смазки через рабочую фильеру определится [там же]:
где δp - толщина слоя смазки в рабочей фильере, которая определяет режим течения смазки и коэффициент трения при волочении.
Использовав эти выражения, получим формулу (1), в которой давление, создаваемое зазором шириной δ выражено через толщину δР смазочного слоя в рабочей фильере. Если далее взять производную создаваемого давления по ширине δ зазора, то получим:

Приравняв производную к нулю, получим экстремальное значение ширины зазора
Таким образом, если последняя напорная фильера образует с заготовкой зазор δn, в 1,5 раза превышающий толщину δр смазочного слоя в первой рабочей фильере, то создаваемое ею давление будет максимально возможным, а так как с этим зазором связаны и остальные напорные зазоры, становится возможным подбор наименьшего числа напорных фильер, обеспечивающих требуемое давление.
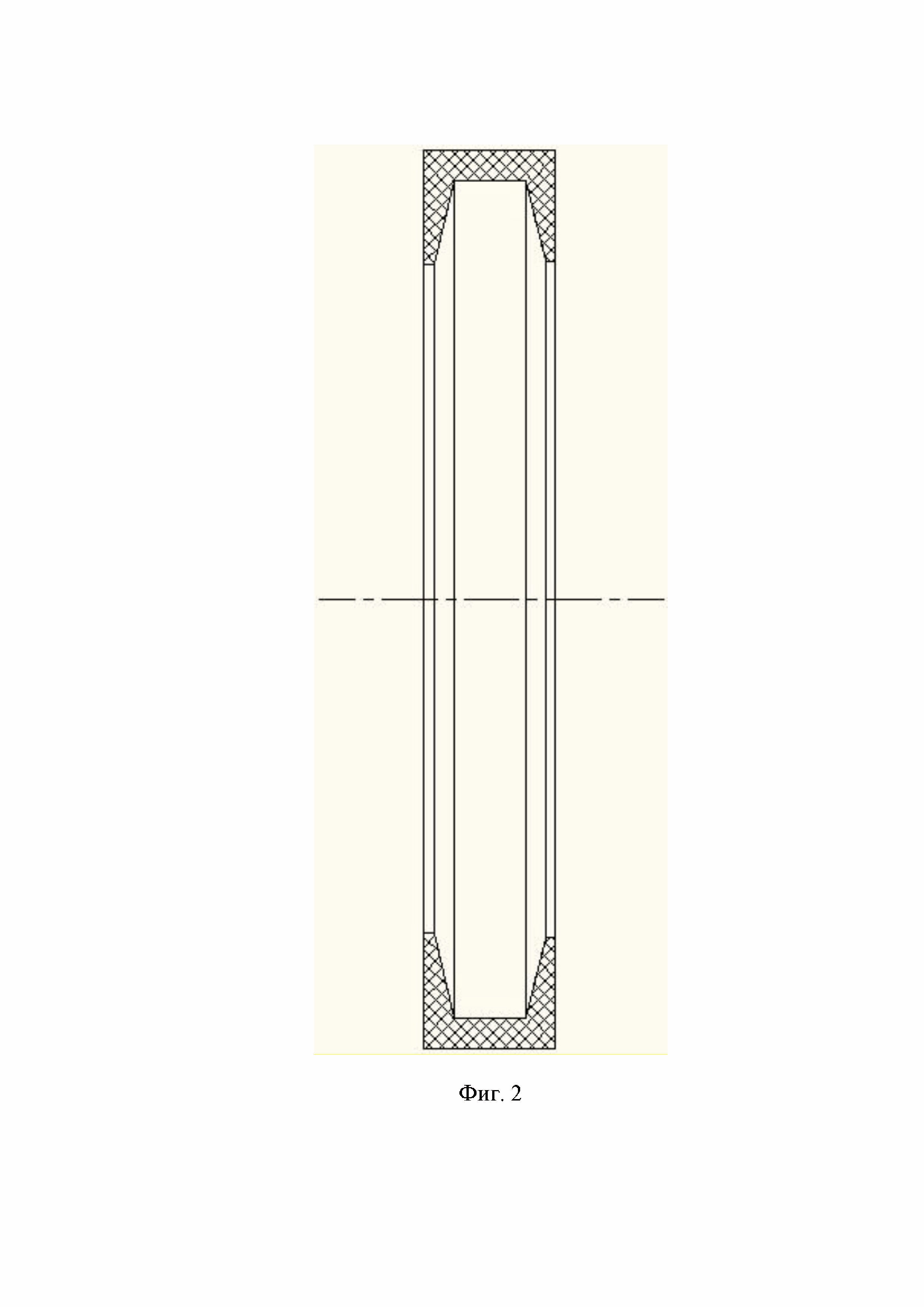
Заявляемый конструктивный признак, согласно которому, уплотнительные кольцеобразные прокладки размещены в свободной части тех же пазов оправок, куда запрессованы фильеры, и то, что они выполнены из эластичного материала и с пазом с внутренней стороны кольца, при своей максимальной простоте, обеспечивает высокую степень надежности герметичного соединения волок между собой. Установка кольцеобразных прокладок не требует выполнения специальных пазов в оправке фильеры - кольцеобразные прокладки выполняют с наружным диаметром, равным наружному диаметру запрессованных в оправки фильер, и с шириной, равной ширине оставшейся при этом свободной части паза оправки, в которой размещена фильера. То, что кольцеобразные прокладки выполнены из эластичного материала, например, из резины, с пазом с внутренней стороны кольца, приводит к эффективному самоуплотнению с раздутием и наружу, и в стороны, с плотным облеганием смежных поверхностей фильер и их оправок.
Таким образом, выполняется поставленная задача - наиболее эффективное достижение режима гидродинамического трения и, за счет этого, снижение усилия волочения и повышение износостойкости рабочих фильер, а также упрощения изготовления, сборки за счет использования минимального числа напорных фильер.
Кроме того, последовательность величин напорных зазоров δ1, δ2, …, δn может представлять собой геометрическую прогрессию. Это соотношение между напорными зазорами наиболее приемлемо, если для волочения применена смазка, свойства которой (плотность, эффективная вязкость) значительно изменяются при возрастании давления, например, рыхлая порошкообразная смазка на основе металлового мыла с наполнителем из частиц коллоидной природы, образующих каркасные структуры. В исходном состоянии условия захвата смазочного вещества облегчены, что соответствует большим величинам зазоров в первых фильерах.
Кроме того, последовательность величин напорных зазоров δ1, δ2, …, δn может представлять собой арифметическую прогрессию. Такое соотношение между напорными зазорами более приемлемо, если для волочения применена смазка, свойства которой менее значительно или незначительно изменяются при возрастании давления, например, консистентные смазки на основе минеральных масел с наполнителями из органических веществ или частиц мягких материалов, либо жидкие смазки и эмульсии.
Кроме того, в случае применения порошкообразных смазок целесообразно, чтобы первая напорная фильера образовывала с заготовкой напорный зазор δ1, обеспечивающий начальное давление смазки 14,7 МПа. Так, известно, что при повышении давления реологические (эффективная вязкость) и механические (плотность) свойства порошкообразной смазки существенно изменяются лишь до данного давления, а при дальнейшем его повышении эти свойства изменяются уже незначительно [Колмогоров В.Л., Орлов С.И., Колмогоров Г.Л. Гидродинамическая подача смазки. - М.: Металлургия, 1975, 256 с. с. 100-101], поэтому в таком случае зазор в первой напорной фильере следует подбирать опытным путем, так как расчет при непостоянных свойствах исходного смазочного материала не может дать достоверных результатов, а зазоры остальных напорных фильер можно рассчитать, например, по приведенным выше зависимостям.
Кроме того, в сборном волочильном инструменте перед первой напорной волокой может быть размещена дополнительная уплотняющая фильера. Это может быть выполнено, когда первая напорная фильера не может обеспечить требуемого давления 14,7 МПа смазки, достаточного для превращения порошкообразной рыхлой смазки в жидкость, сжимаемую мало, пусть даже и весьма вязкую.
Кроме того, в этом сборном волочильном инструменте рабочих фильер должно быть не менее двух и не более трех, а величина противонатяжения для каждой из этих фильер близка, или может незначительно превышать критическое значение.
Действительно, согласно признанным литературным данным [Перлин И.Л., Ерманок М.З. Теория волочения - М.: Металлургия, 1971, с. 199], противонатяжение - та величина, при которой она начинает влиять на усилие волочения. Если оно достигает и незначительно превышает критическую, граничную величину усилия вытягивания проволоки из предыдущей фильеры, оно начинает возрастать. Следовательно, тогда «закритическое» противонатяжение становится вредным фактором, оно начинает мешать процессу волочения, то есть приводит к обрывам. Если же противонатяжение не достигает критического значения, то оно совсем не повышает усилия волочения, а приводит только к возрастанию продольной реакции фильеры. Эта величина приближенно может быть выражена формулой:

где μΣпред. - общая (суммарная) вытяжка металла после последнего отжига (предварительная);
μΣmax - возможная максимальная общая вытяжка между отжигами;
σ0,2пред. - условный предел текучести до волочения через данную фильеру (предварительный). Известно также [С.А. Кузнецов, А.И. Виноградов. Теория волочения и прессования. - Учебно-методическое пособие к лабораторным работам. Изд-во ЧГУ, Череповец, 1998], что, например, для сталей обыкновенного качества критическое противонатяжение примерно составляет 40% от усилия протяжки через рабочую фильеру. Например, при предварительной протяжке катанки в технологической поточной линии перед волочением через средства бескислотной очистки катанки от окалины. Для некоторых других сталей и сплавов критическое противонатяжение может составить около 20% от усилия волочения. Понятно, что таких рабочих (тех, диаметр которых меньше диаметра заготовки) фильер может быть не более 3-х. Если усилие протяжки через 3-ю рабочую фильеру определено как максимально возможное при достаточной надежности процесса волочения, то усилие протяжки через предыдущую 2-ю рабочую фильеру, которое является примерно критическим противонатяжением для 3-ей, составит 40% от усилия протяжки через эту 3-ю фильеру. Усилие протяжки через 1-ю рабочую фильеру составит 40% от 40%, то есть 16%о, так как это усилие также примерно критическое противонатяжение для 2-ой рабочей фильеры. Если бы перед 1-й имелась бы еще одна фильера, то усилие протяжки через нее должно было бы составлять 40% от 16%, то есть всего 6%, что может быть меньше даже силы трения при минимальных обжатиях. Такое малое усилие обеспечит окалиноломатель и др. средства механической очистки катанки.
Кроме того, боковая стенка внутреннего паза кольцеобразной прокладки может быть выполнена с утонением по направлению к центру кольца.
Действительно, это дополнительно увеличит эластичность края кольца уплотнения, облегчая и улучшая его прилегание к уплотняемым поверхностям даже под действием малого давления, в том числе и в начальный период процесса волочения, когда давление только возрастает и это способствует быстрейшему достижению режима гидродинамического трения и снижает износ фильер.
Кроме того, корпус может быть установлен на горизонтальной оси вращения, перпендикулярной направлению волочения, с возможностью приведения его в вертикальное положение рабочей волокой вниз.
Действительно, благодаря этому, перед задачей заостренной заготовки в напорную секцию, если привести корпус в вертикальное положение и закрыть выходное отверстие рабочей секции, порошкообразная смазка из мыльницы под действием силы тяжести поступит в общий канал сборного волочильного инструмента и заполнит его. При дальнейшей задаче заостренной заготовки произойдет частичное уплотнение порошка смазки. Значительных затрат времени на заполнение полостей смазкой после начала протяжки не потребуется и, тем самым, сократится необходимое время для установления процесса волочения в режиме гидродинамического трения. При внесении смазки под действием движения заготовкой необходимо только осуществить дальнейшее повышение ее давления. Это, таким образом, сокращает время работы устройства в неустановившемся режиме и снижает износ фильер.
Кроме того, смазка, находящаяся под давлением в камерах между рабочими фильерами, может быть приведена в механический контакт с источниками колебаний в ультразвуковом диапазоне.
Действительно, установлено, что, придавая волочильному инструменту колебания, можно добиться значительного снижения сил и напряжений волочения. При снижении сил и напряжений можно повысить степени деформации за переход [И.Л. Перлин, М.З. Ерманок. Теория волочения, с. 87]. Волочение с приложением механических колебаний ультразвуковой частоты нельзя рассматривать только с позиции механического сложения поступательного движения точки заготовки вдоль образующей канала волоки и движения в направлении распространения колебаний. При волочении с ультразвуковыми колебаниями имеет место волновой процесс, когда длина волны соизмерима с размерами инструментальной оснастки и расстоянием от волоки до тягового устройства (волочильного барабана).
В конечном счете, энергия ультразвуковых колебаний поглощается в очаге деформации, передаваясь к нему обязательно через слой смазки. При этом неважно, каким образом передать ультразвуковые колебания смазке, или через колебания инструмента, или через колебания заготовки, или другим способом. При этом мощность источника колебаний (0,5…3,0 кВт для ∅ 6,5 мм) значительно меньше, чем непосредственные затраты на осуществление процесса деформирования.
В качестве источников механических ультразвуковых колебаний применяют пьезоэлектрические или магнитострикционные излучатели.
В пьезоэлектрическом излучателе использован обратный пьезоэлектрический эффект: в кристаллах кварца, сегнетовой соли, турмалина и др. под действием переменного электрического поля возникают знакопеременные деформации.
В магнитострикционном излучателе использован эффект магнитострикции. Он заключается в способности некоторых ферромагнитных материалов изменять свои размеры в переменном магнитном поле. В качестве магнитострикционных материалов наиболее часто используют чистый никель, сплав никеля с железом (пермаллой), сплав кобальта с железом (пермендюр).
При этом представляется целесообразным использовать магнитострикционный источник, так как магнитострикционный материал -металл, который способен воспринимать значительные напряжения. Пьезоэлектрики - обычно хрупкие диэлектрические кристаллы, не способные выдерживать большие напряжения.
С целью исследования уровня техники был проведен патентный поиск известных устройств напорного волочения по разделу МПК В21С 3/14 - «обоймы матриц с устройствами для направления протягиваемого материала или с устройствами для охлаждения, нагрева или смазки» глубиной с 1970 по 2009 гг., в результате которого устройств для волочения, обладающих всей заявляемой совокупностью отличительных признаков, направленных на решение указанных задач, обнаружено не было.
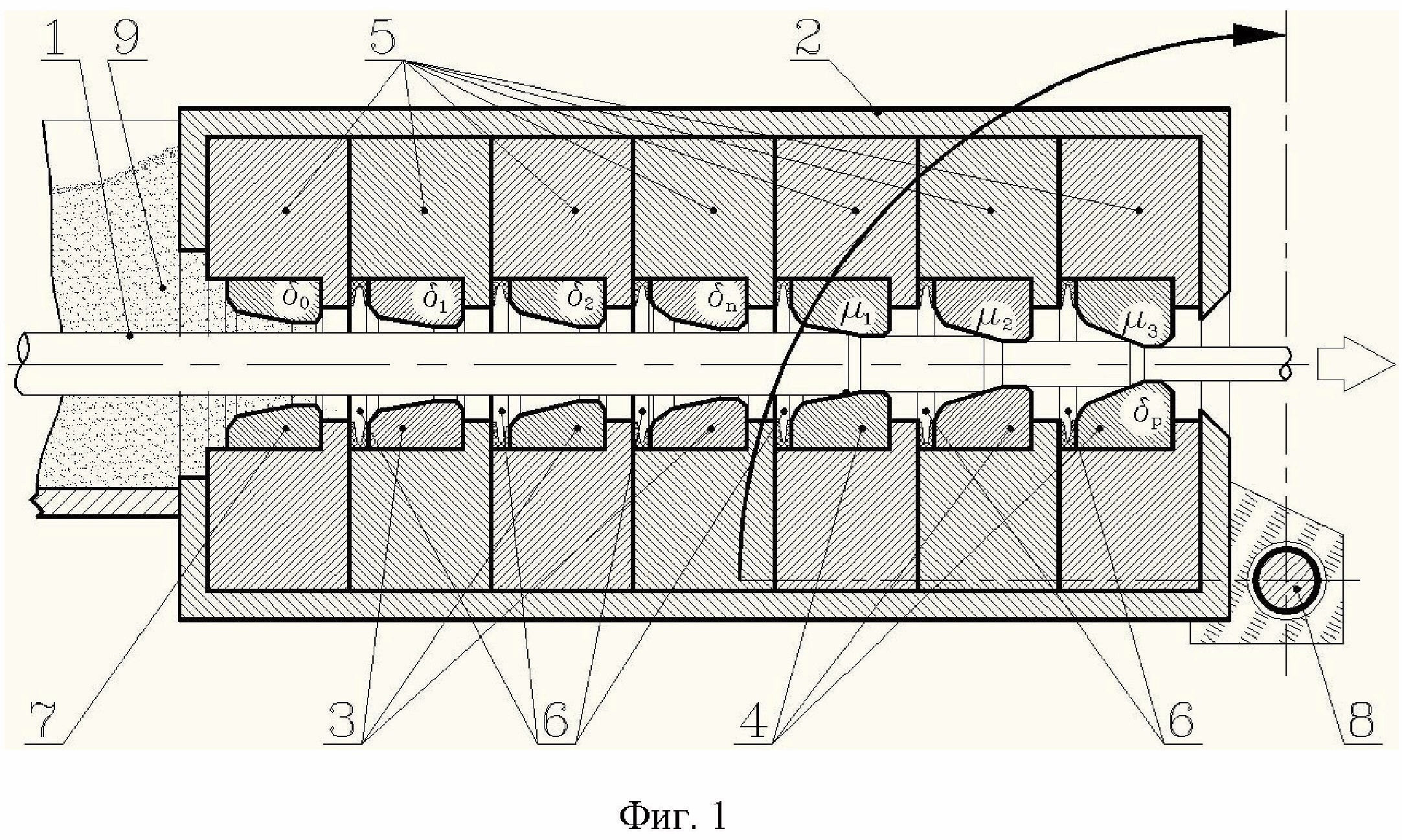
Конструкция сборного волочильного инструмента схематически показана на фиг. 1, 2, 3:
- фиг. 1 - сборный волочильный инструмент, продольный разрез; его корпус, чтобы не загромождать чертежа, условно показан неразъемным; объем, занимаемый смазкой, условно выделен штриховкой точками; смазка, находящаяся в канале сборного волочильного инструмента, чтобы также не загромождать чертежа, условно не показана; направление волочения обозначено контурной стрелкой; направление приведения корпуса в вертикальное положение обозначено дугообразной стрелкой;
- фиг. 2 - кольцеобразное уплотнение, в сечении (увеличено);
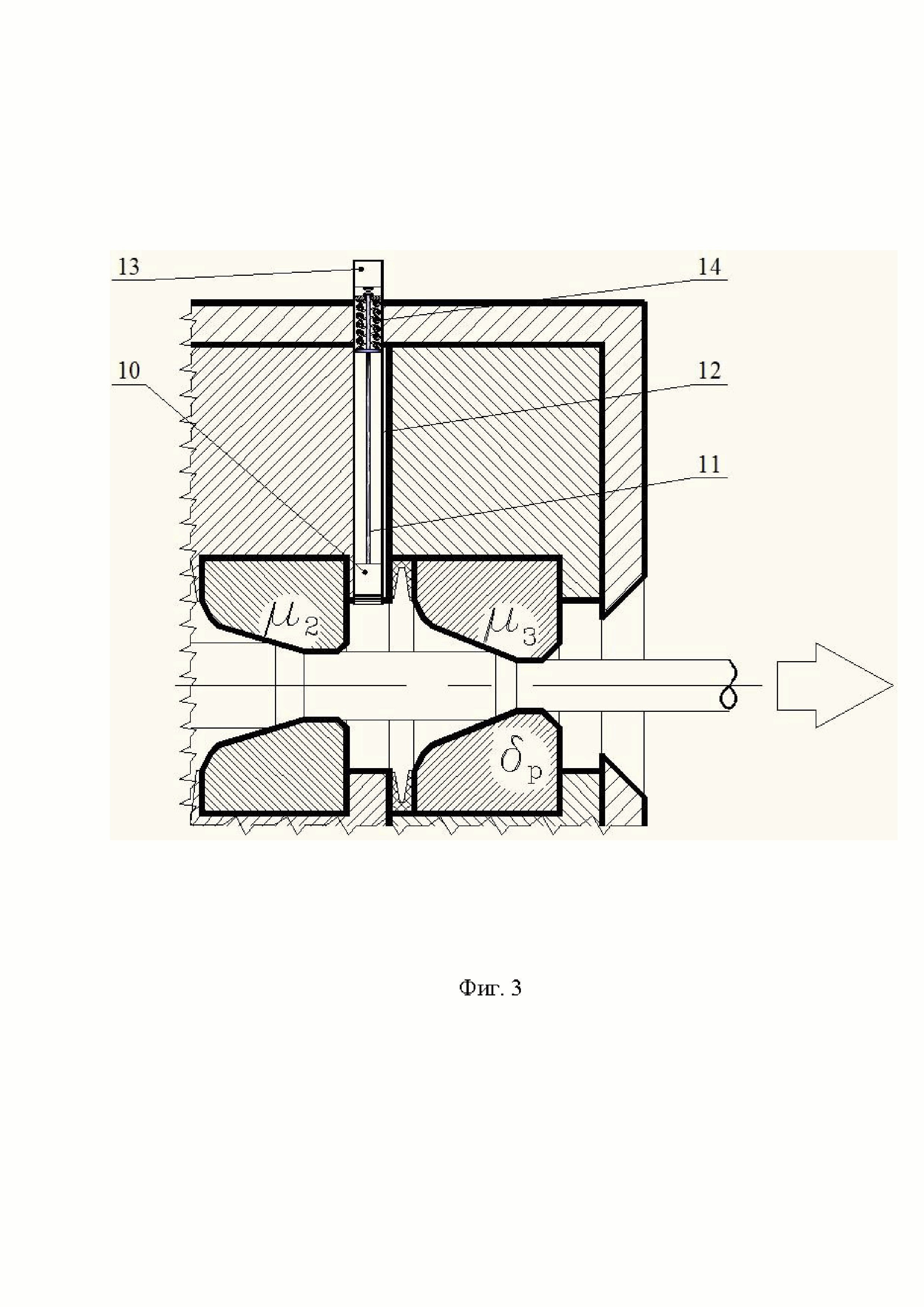
- фиг. 3 - полость между рабочими фильерами, заполненная смазкой, приведенной в механический контакт с источником ультразвуковых колебаний.
Сборный волочильный инструмент устроен следующим образом (фиг. 1, 2).
Заготовка L которая вначале является катанкой, после выхода из сборного волочильного инструмента проволокой, которую мы будем называть готовой. Сборный волочильный инструмент включает стальной корпус 2, в котором последовательно зажаты напорные 3 и рабочие 4 волоки. Напорные фильеры образуют с заготовкой последовательность зазоров δ1, δ2, …, δn, причем δ1/δ2/…/δn-1/δn, последняя напорная фильера образует с заготовкой зазор δn, в 1,5 раза превышающий толщину смазочного слоя δР в конечной рабочей фильере, характеризующий заданный режим жидкостного трения. Волоки состоят из соответствующих фильер, запрессованных в пазы отдельных неразрезных стальных оправок 5. Волоки стандартные, какие обычно применяют на предприятии. В этих же пазах оправок, между волоками, размещены уплотнительные кольцеобразные прокладки 65, выполненные из эластичного материала, например, резины, армированной прочными волокнами. С их внутренней стороны выполнены пазы, причем боковые стенки этих пазов выполнены с утонением по направлению к центру кольца (фиг. 2). Последовательность величин напорных зазоров δ1, δ2, …, δn может образовывать геометрическую, либо арифметическую прогрессию. 1-я напорная фильера образует с заготовкой напорный зазор δ1, обеспечивающий начальное давление смазки 14,7 МПа. Перед 1-й напорной волокой размещена дополнительная уплотняющая фильера 7. Рабочих фильер три, не более, а диаметры их выполнены такими, что вытяжки μ1, μ2, μ3 образуют возрастающую последовательность, такую, что величина противонатяжения для каждой из этих фильер близка к критической. Корпус всего сборного волочильного инструмента установлен на горизонтальной оси 8 вращения, перпендикулярной направлению волочения, с возможностью его приведения в вертикальное положение рабочей секцией вниз. Перед корпусом сборного волочильного инструмента установлена смазочная ванна (мыльница), содержащая сухую порошкообразную смазку 9.
В случае, когда смазка в полости между волоками приведена в механический контакт с источником ультразвуковых колебаний, сборный волочильный инструмент устроен так (фиг. 3): 10 - плунжер со штоком 11, размещенные в гидроцилиндре 12, который выполнен в пазе оправки, свободном от уплотнения; 13 - источник УЗК (мощный вибратор); пружина 14, уравновешивающаяся с давлением технологической смазки.
Сборный волочильный инструмент работает следующим образом.
Заготовку 1 протягивают через сборный волочильный инструмент, который включает стальной корпус 2, в котором последовательно зажаты несколько (показано 3) напорных 3 и 3 рабочих 4 волоки (фиг. 1). Напорные фильеры запрессованы в оправки 5 и образуют с заготовкой последовательность уменьшающихся зазоров δ1, δ2, …, δn, совокупно обеспечивающих давление технологической смазки, которое достигает величины сопротивления деформации заготовки перед рабочими фильерами, причем последняя напорная фильера образует с протягиваемой заготовкой зазор δn, в 1,5 раза превышающий толщину смазочного слоя δР в конечной рабочей фильере, характеризующий достигаемый режим жидкостного трения. Кольцеобразные прокладки 6 выполнены, например, из армированной прочными волокнами резины. С внутренней их стороны выполнены пазы, они размещены в тех же пазах оправок, где размещены фильеры. Боковые стенки пазов в прокладках выполнены с утонением по направлению к центру кольца (фиг. 2), что надежно герметизирует фильеры между собой. Так как 1-я напорная фильера образует с заготовкой напорный зазор, который сам по себе должен обеспечить начальное давление смазки 14,7 МПа, но не справляется с этим, так как порошкообразная смазка очень рыхлая, то перед 1-й напорной волокой размещена дополнительная уплотняющая фильера 7, преобразующая смазочный порошок в несжимаемую вязкую жидкость. В таких условиях 1-я напорная фильера уже в состоянии создать указанное давление. Рабочих же фильер 3, не более, а последовательность их вытяжек μ1, μ2, μ3 образуют возрастающую последовательность, такую, что величина противонатяжения для каждой из этих фильер близка к критической, что не увеличивает усилия волочения. Так как корпус всего сборного волочильного инструмента установлен на горизонтальной оси 8 вращения, перпендикулярной направлению волочения, перед началом работы ему должно быть придано вертикальное положение последней рабочей волокой вниз, и тогда, после прикрытия, например пальцем, отверстия этой волоки, смазка, изначально находившаяся в мыльнице 9, пересыпается в сборный волочильный инструмент и заполняет его полости. При заправке заостренного конца заготовки в сборный волочильный инструмент, происходит некоторое уплотнение исходной порошкообразной смазки, и за сравнительно короткое время гидродинамический режим с использованием рациональных противонатяжений успешно достигается.
В случае, когда смазка в полости между волоками приведена в механический контакт с источником ультразвуковых колебаний, сборный волочильный инструмент работает так (фиг. 3): источник УЗК или просто достаточно мощный вибратор 13 через шток 11 воздействует на плунжер 10. размещенный в гидроцилиндре 12, при этом пружина 14 уравновешивает давление смазки. При этом смазка, находящаяся в герметичной полости, воздействует на металл в очаге деформации, что приводит к снижению контактных напряжений и всем указанным выше положительным эффектам.
Так как сборный волочильный инструмент состоит из соответствующих напорных и рабочих фильер, запрессованных в пазы отдельных неразрезных стальных оправок, их изготовление осуществляется по обычной, принятой на предприятии технологии. Волоки стандартные, такие, какие обычно применяют на предприятии. Поскольку волочение через сборный волочильный инструмент с гидродинамическим режимом трения в зоне деформации характеризуется неопределенным конечным диаметром, задаваемым режимами гидродинамики и противонатяжениями, а также из-за того, что обжатие диктуется не столько диаметром последней рабочей фильеры, а осуществляется давлением смазки, готовая проволока характерна некоторой неопределенностью диаметра и качества поверхности, данный сборный волочильный инструмент предназначен только для использования на промежуточных переходах многократных волочильных станов. Эти промежуточные обжатия, по расчетам, для сталей обыкновенного качества должны достигать и даже превышать 40%, что повлечет снижение кратности стана.
В заключение необходимо отметить, что данное заявляемое техническое решение будет частью единого изобретательского замысла. Он посодействует промышленному применению волочильного инструмента с гидродинамическим захватом и нагнетанием технологической смазки в деформационные зоны при многократном волочении на всех промежуточных переходах. Первоначальными, открывающими изобретениями этого замысла были патенты РФ №2539520, МПК В21 с 1/12, опубликован 20.01.2015 в бюллетене №2 (приоритет 20.09.2013) «Многократный прямоточный волочильный стан для калибровки заготовок» и №2741395, МПК В21 с 1/12, опубликован 25.01.2021, бюллетень №3 (приоритет 11.07.2019) «Прямоточный волочильный стан для грубо-среднего волочения проволоки», которые были призваны привести в логическую стройность порядок обеспечения гидродинамических режимов смазывания трущихся поверхностей в деформационных зонах при многократном волочении проволоки.
Понятно, что в данной заявке подробно рассматривается только 1-й переход, и здесь показано, каким образом компонуется секционный волочильный инструмент, согласующийся с данным техническим решением. Подобным образом компонуются и инструменты для следующих переходов, при этом для отдельных составных частей используются другие, меньшие типоразмеры обычных волок в оправках, применяемых в волочильном и в калибровочном производствах.
Источники информации, принятые во внимание при составлении заявки (аналоги):
1. Колмогоров В.Л., Орлов С.И., Колмогоров Г.Л. Гидродинамическая подача смазки. - М.: Металлургия, 1975, 256 с. с. 14-16; (напорная трубка).
2. Устройство для волочения изделий в режиме гидродинамического трения. Патент СССР №1804354, МПК В21С 3/14, опубл. 1993, бюлл. №11; (несколько напорных упругих втулок).
3. Технологический инструмент для волочения изделий в режиме гидродинамического трения. А.с. СССР №1468630, МПК В21С 3/14, опубл. 30.03.89, бюлл. №12. (кольцо паз-выступ).
4. Устройство для волочения в режиме гидродинамического трения. А.с. СССР №1360839, МПК В21С 3/14, опубл. 23.12.87, бюлл. №47; (напорная, рабочая волоки, разрезная втулка, термокомпенсационные шайбы).
5. Инструмент для волочения. А.с. СССР №1810153, МПК В21С 3/14, опубл. 23.04.93, бюлл. №15; (неразрезная конусная втулка).
6. Устройство для волочения в режиме гидродинамического трения. А.с. СССР №1752467, МПК В21С 3/14, опубл. 07.08.92, бюлл. №29.
7. Инструмент для волочения. А.с. СССР №1687321, МПК В21С 3/14, опубл. 30.10.91, бюлл. №40; (шероховатость).
8. Инструмент для волочения изделий в режиме гидродинамического трения. Патент РФ №2011449, МПК В21С 3/14. (Соколов И.А., Орлов С.И. и др.) - 1994, бюлл. №8.
9. Устройство для волочения. А.с. СССР №1740091, МКИ В21С 3/14, опубл. 15.06.92, бюлл. №22. (кольцо в кольцевых канавках), (прототип).
Реферат
Изобретение относится к производству проволоки на станах многократного волочения. Волочильный инструмент содержит последовательно зажатые в корпусе напорные и рабочие волоки и расположенные между волоками уплотнительные кольцеобразные прокладки. Перед первой напорной волокой размещена дополнительная уплотняющая фильера. Напорные фильеры образуют с заготовкой напорные зазоры, обеспечивающие давление смазки, достигающее величины сопротивления деформации металла заготовки перед первой рабочей фильерой. Последняя напорная фильера образует с заготовкой напорный зазор, величина которого в 1,5 раза превышает толщину смазочного слоя в конечной рабочей фильере. Первая напорная фильера образует с заготовкой напорный зазор, обеспечивающий начальное давление смазки 14,7 МПа. Уплотнительные кольцеобразные прокладки размещены в свободной части пазов оправок, в которых запрессованы фильеры. В результате обеспечивается снижение усилия волочения, повышение износостойкости рабочих фильер и упрощение изготовления и сборки инструмента. 5 з.п. ф-лы, 3 ил., 1 табл.
Комментарии