Способ производства длинномерных изделий из термоупрочненной стали с наноразмерной структурой и линия для его осуществления - RU2704426C1
Код документа: RU2704426C1
Чертежи
Описание
Заявленная группа изобретений относится к области металлургии, а именно к конструкции волочильных станов и может применяться для повышения качества длинномерных изделий, в частности прутков из конструкционной и инструментальной стали, в том числе их прочностных характеристик.
Из уровня техники известен способ производства термоупрочненной бунтовой проволоки, заключающийся в правке проволоки правильными роликами, трехступенчатом индукционном нагреве проволоки до температуры 1050°С, выдержке нагретой проволоки, закалке в закалочной ванне, индукционном нагреве до температуры 600°С для отпуска, выдержке нагретой проволоки, охлаждении до комнатной температуры, смотке в бунт (Induction Heating Systems, for the Spring Wire Processing Industry / RADYNE Corp. 3 c.).
Недостатком известного способа являются недостаточно высокие прочностные характеристики проволоки вследствие отсутствия в его составе операций, обеспечивающих формирование развитой субструктуры в стали.
Способ, описанный выше, осуществляют с помощью линии для изготовления термоупрочненной проволоки, содержащей последовательно размещенные устройства размотки, правки, трехэтапного нагрева в индукторах - в первом до температуры 670-720°С, во втором - до температуры 1050°С, с выдержкой для выравнивания температуры в третьем индукторе. Линя содержит также ванну для закалки проволоки, ванны для замочки, отпущенной проволоки, ролики для протягивания проволоки и намоточного барабана (Induction Heating Systems, for the Spring Wire Processing Industry / RADYNE Corp.3 a).
Недостатком конструкции линии является то, что единственным средством управления дисперсностью структуры проволоки и, следовательно, прочностными характеристиками является индукционный нагрев, выполняемый в трех индукторах.
Наиболее близким к заявленному изобретению способом, принятым в качестве прототипа, признан способ производства термоупрочненной проволоки из стали (RU 2612104 C2, МПК В21С 1/00, В21В 1/16, опубл. 02.03.2017). Способ включает в себя разматывание бунтовой проволоки, правку, первый индукционный нагрев проволоки до 1000°С, ее термодеформационное упрочнение, последеформационную выдержку, закалку, второй индукционный нагрев до температуры отпуска, охлаждение и смотку в бунт. Отличает способ от известных то, что термодеформационное упрочнение проволоки осуществляют ее прокаткой в последовательно установленных роликовых волоках с суммарной степенью деформации до 80% и со степенью деформации в последней из них, равной 15-20%.
Упомянутый способ осуществляют с помощью линии по производству проволоки, которая состоит из следующих последовательно установленных механизмов: устройства размотки, устройства правки, узла первого индукционного нагрева, устройства термодеформационного упрочнения, выполненного в виде одной или нескольких роликовых волок, закалочного устройства, узла второго индукционного нагрева для проведения отпуска, узла для охлаждения после отпуска и устройства смотки проволоки в бунт.
Общим недостатком известного способа и линии для его осуществления является ограниченность их применения для получения длинномерных изделий, в частности прутков.
Технической задачей, на решение которой направлена заявленная группа изобретений, является повышение качества получаемых прутков из высокопрочной стали, относительно известных технологий их изготовления.
Указанная задача решена тем, что способ производства длинномерных изделий из высокопрочной стали с наноразмерной структурой включает в себя предварительную подготовку длинномерной заготовки с помощью устройства для подготовки, последовательное проведение заготовки через устройство правки, узел нагрева под закалку, устройство деформации, закалочное устройство и закрепление конца заготовки в захвате первого волочильного стана, протягивание длинномерной заготовки первым волочильным станом, с осуществлением ее нагрева в индукционных нагревателях узла нагрева под закалку, обжатие заготовки в устройстве деформации и закаливание в закалочном устройстве; непрерывно-последовательное перемещение закаленной заготовки через индуктор узла нагрева под отпуск и узел охлаждения. Отличает способ от известных то, чточто отпущенную и охлажденную длинномерную заготовку подают вторым волочильным станом в узел высокоскоростной размерной резки, обеспечивая высокоскоростную резку заготовок, после чего полученные изделия, перемещают рольгангом, состоящим из нескольких приводных роликов, в зону складирования, где укладывают с помощью автоматического погрузчика на стеллаж; при этом в узле нагрева длинномерную заготовку нагревают до температуры от 950 до 1050°С, а в индукторе узла нагрева под отпуск - до температуры от 400 до 650°С.
Линия для производства длинномерных изделий из высокопрочной стали с наноразмерной структурой содержит последовательно установленные устройство для подготовки длинномерной заготовки, устройство правки, узел нагрева под закалку, устройство деформации, закалочное устройство, первый волочильный стан, узел нагрева под отпуск, узел охлаждения, узел высокоскоростной размерной резки, рольганг и устройство укладывания на стеллаж. При этом между узлами охлаждения и высокоскоростной размерной резки установлен второй волочильный стан, а устройство укладывания на стеллаж представляет собой автоматический погрузчик.
Устройство для подготовки длинномерной заготовки, как было указано выше, может представлять собой любое известное устройство для разматывания бунтовой проволоки (например по авторскому свидетельству SU 1722650 A1) или устройство для подачи прутков1.

Устройство правки может представлять собой роликовое правильное устройство, содержащее шесть взаимно перпендикулярных роликов, узел высокоскоростной размерной резки может быть выполнен в виде гильотины, а узел нагрева под закалку и узел нагрева под отпуск выполнены в виде индукционных нагревателей.
Положительным техническим результатом, обеспечиваемым признаками способа и линии для его осуществления, является повышение качества получаемых длинномерных изделий из термоупрочненной стали, в частности прутков, за счет обеспечения формирования развитой наноразмерной субструктуры, что обеспечивается последовательным выполнением операций способа, в частности применения в качестве устройства деформации настроенных на требуемые размеры заготовки роликовых волок и использования для закалки и отпуска спрейерных узлов охлаждения.
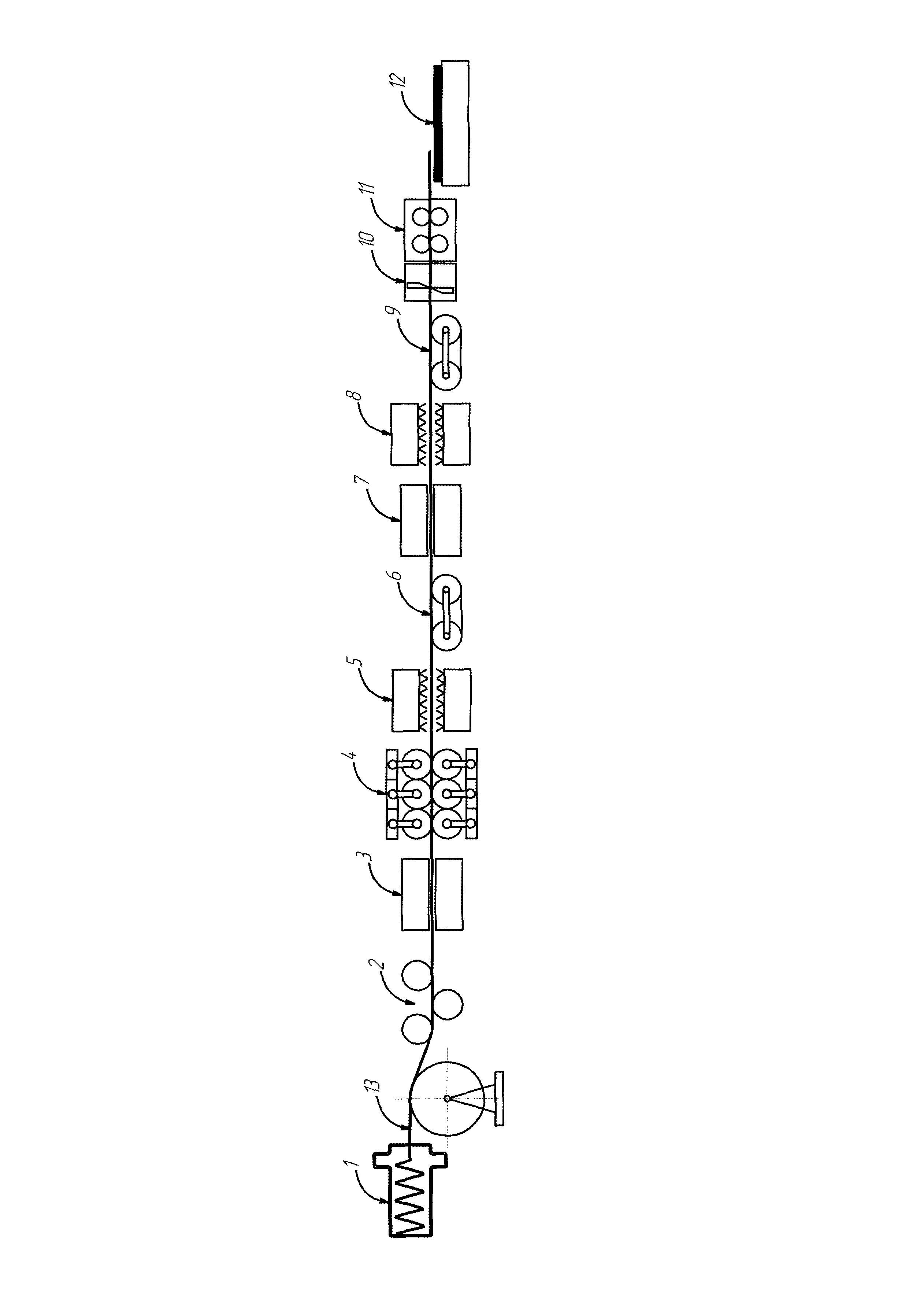
Сущность изобретения поясняется чертежами, где на фигуре представлена упрощенная структурная схема линии для осуществления способа производства длинномерных изделий из термоупрочненной стали.
Линия для осуществления способа имеет следующую структуру.
Она состоит из последовательно установленных устройства для подготовки длинномерной заготовки 1, устройства правки 2, узла нагрева под закалку 3, устройства деформации 4, закалочного устройства 5, первого волочильного стана 6, узла нагрева под отпуск 7, узла охлаждения 8, второго волочильного стана 9, узла высокоскоростной размерной резки 10, рольганга 11 и устройства укладывания на стеллаж 12, которое может представлять собой любой известный автоматический погрузчик2.

Способ осуществляют с помощью линии следующим образом.
Предварительно проводят подготовку длинномерной заготовки 13 с помощью устройства 1, при этом в зависимости от вида заготовки (проволоки или прутка) применяют устройство для разматывания бунтовой проволоки или устройства для подачи прутков. Далее заготовку 13 проводят через устройство правки 2, узел нагрева 3, устройство деформации 4, закалочное устройство 5. Конец заготовки 13 закрепляется в захвате первого волочильного стана 6.
При протягивании длинномерной заготовки 13 первым волочильным станом 6 осуществляется ее нагрев в индукционных нагревателях узла нагрева 3 до температуры t=950÷1050°C, в зависимости от марки заготовки. Нагретая до высокой температуры заготовка непрерывно-последовательно поступает в устройство деформации 4, в котором обжимается и поступает в закалочное устройство 5, где производится ее закалка. Деформация длинномерной заготовки производится обжатием поперечного сечения до 80% в устройстве 13 деформации.
Узел деформации 4 работает следующим образом. Конец заготовки без заострения вводится в узел деформации в роликовые волоки. При включении протягивания заготовки запускаются приводы управления активным регулированием межроликового пространства для управления геометрическими параметрами сечения в процессе термопластического деформирования. Роликовые волоки последовательно настраиваются на требуемый по технологии размер.
Закалочное устройство 5 располагается от деформирующего устройства 4 на расстоянии, зависящем от скорости перемещения длинномерной заготовки, для создания последеформационной паузы, во время которой происходит полигонизационная перестройка дислокационной субструктуры металла, возникающей в процессе обжатия диаметра заготовки при высокой температуре. Закаленная заготовка непрерывно-последовательно перемещается через индуктор узла нагрева под отпуск 7, в котором она нагревается до температуры t=400÷650°C с целью отпуска-снижения твердости и повышения пластичности. После отпуска нагретая заготовка проходит через узел охлаждения 8. Отпущенная и охлажденная длинномерная заготовка подается вторым волочильным станом 9 в узел высокоскоростной размерной резки 10. Устройство 10 выполняет последнюю технологическую операцию, обеспечивая высокоскоростную резку заготовок, после чего полученные изделия, в частности прутки, перемещаются рольгангом 11 состоящим, например, из нескольких приводных роликов, в зону складирования, где укладываются с помощью устройства 12 на стеллаж.
Таким образом, рассмотренный в настоящей заявке способ производства длинномерных изделий из термоупрочненной стали и линия для его осуществления, позволяют получать высококачественные изделия, в частности прутки, характеризующиеся развитой наноразмерной субструктурой стали, что обеспечивает значительное повышение их прочностных характеристик по сравнению с прутками, полученными с помощью любой другой известной технологии.
Реферат
Группа изобретений относится к области металлургии и может применяться для повышения качества длинномерных изделий, в частности прутков из конструкционной и инструментальной стали. Техническая задача - повышение качества изделий - решена тем, что способ производства включает в себя подготовку длинномерной заготовки, ее правку, индукционный нагрев, термопластическое деформирование, закалку, индукционный нагрев до температуры отпуска, охлаждение и размерную резку. Термопластическое деформирование осуществляют в настроенных на требуемый диаметральный размер заготовки роликовых волоках, а закалку и отпуск заготовок выполняют с помощью спрейеров, температура нагрева регламентирована. Линия для производства длинномерных изделий содержит последовательно установленные устройство для подготовки длинномерной заготовки, устройство правки, узел нагрева под закалку, устройство деформации, закалочное устройство, первый волочильный стан, узел нагрева под отпуск, узел охлаждения, второй волочильный стан, узел высокоскоростной размерной резки, рольганг и устройство укладывания на стеллаж. Изобретения обеспечивают возможность получения развитой наноразмерной структуры длинномерных изделий. 2 н. и 7 з.п. ф-лы, 1 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ обработки заготовок из металлов и сплавов
Комментарии