Клеть прокатного стана - SU858957A1
Код документа: SU858957A1
Чертежи
Описание
1
Изобретение относится к прокатному производству и может быть использовано , преимущественно, в прокатных станах, осуществляющих прокатку полос и листов.
Известно, что величина динамичеср них нагрузок, возникающих в приводе клети Прокатного стана в момент захвата валками раскатов, определяется люфтами в его элементах: шпинделях, шестеренных клетях, редукторах и т.д., имевшими место до входа раската в валки, которые в это время еще не нагружены.моментом l. Люфт Б элементах привода клети конструктивно неизбежен и непрерывно увеличивается в процессе эксплуатации за . счет износа деталей привода под действием динамических нагрузок, таким образом, люфт порождает нагрузки, которые ведут к дальнейшему увеличению люфта и соответствующему возрастанию нагрузок, что, в конечном итоге, приводит к разрушению привода.
Устранение люфтов в приводе клети, а следовательно, и снижение в нем дк. намических нагрузок может достигаться путем нагружения валков тормозным моментом, величина которого достаточна для выбора люфтов в приводе до момента захвата валками раската.
Известна прокатная клеть кварто, в которой в качестве средства для нагружения валков тормозным моментом
10 используются гидроцилиндры распора рабочих валков {2.
В этом устройстве необходимая для выбора люфтов величина тормозного момента может быть обеспечена лишь
15 за счет деформации валковой системы, что приводит к снижению точности размеров проката на переднем конце.
Известны прокатные клети, где в качестве тормозных устройств для вы20 бора люфтов, используются специальные средства, колодочные тормозы, электрогенераторы и т.д. представляющие собой дополнительные устройства .
соединенные со свободным концом валков . Тормозной момент создается электрогенераторами , соединенными со свободными концами рабочих валков через повышающие редукторы З.
Недостатки указанных устройств заключаются в усложнении конструкции прокатной клети, затруднении ее эксплуатации из-за загроможденияоборудованием стороны обслуживания клети и в особенности затруднениях перевалок , связанных с необходимостью демонтажа и монтажа элементов тормозного устройства.
Известна прокатная клеть, в которой для выбора люфтов используется тормозное устройство, встроенное в рабочую клеть, выполненное в виде тормозных колодок с приводом, накладываемых непосредственно на бочки валков f4 .
Недостатки данного устройства заключаются в сложности конструкции, в которой имеются подвижные элементы с приводом, сложности установки даннго устройства в прокатной клети, налчии быстро изнашивающихся деталей тормозных колодок, необходимости замены колодок после переточки валков, порче поверхности валков, а следовательно , и прокатьшаемого металла. Из-за указанных недостатков данная конс грукция не обладает высокой эксплуатационной надежностью.
Цель изобретения - создание прокатной клети, в которой средства для создания тормозного момента на валках не приводят к усложнению ее конструкции, не имеют подвижных элементов с приводом, быстро изнашивающихся деталей и не приводят к порче прокатьшаемого металла.
Эта цель достигается тем, что в клети прокатного стана, содержащей станину, валки, установленные в подушках , траверсы, привод валков и средство для торможения валков перед захватом ими раската, последнее выполнено в виде смонтированных на траверсах электромагнитов, каждый из которых с сзазором охватывает часть цилиндрической поверхности валка.
Предлагаемая клеть может быть реализована, например, в современной клети кварте.
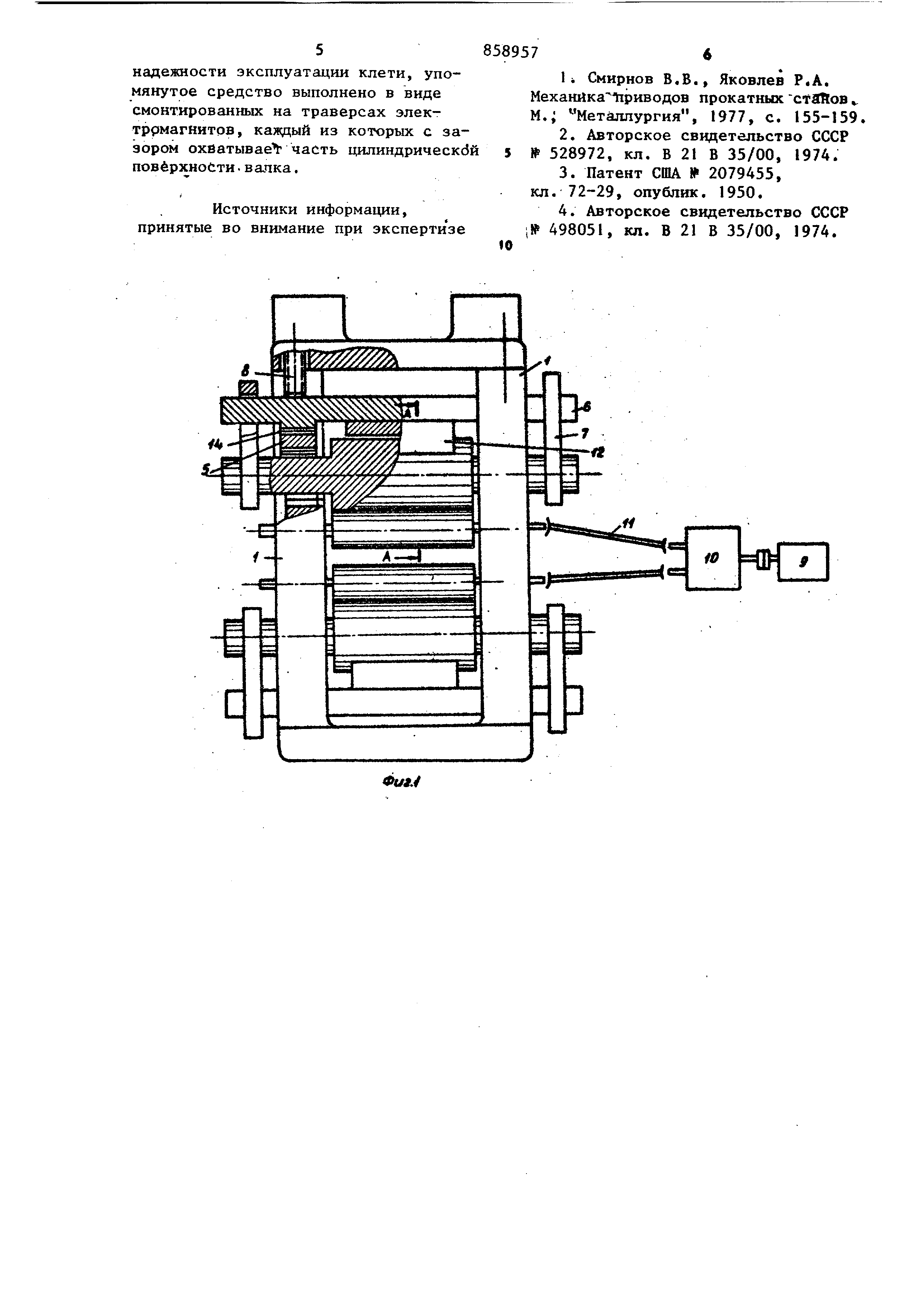
На фиг. 1 изображена прокатная клеть со средством для создания тормозного момента; на фиг.
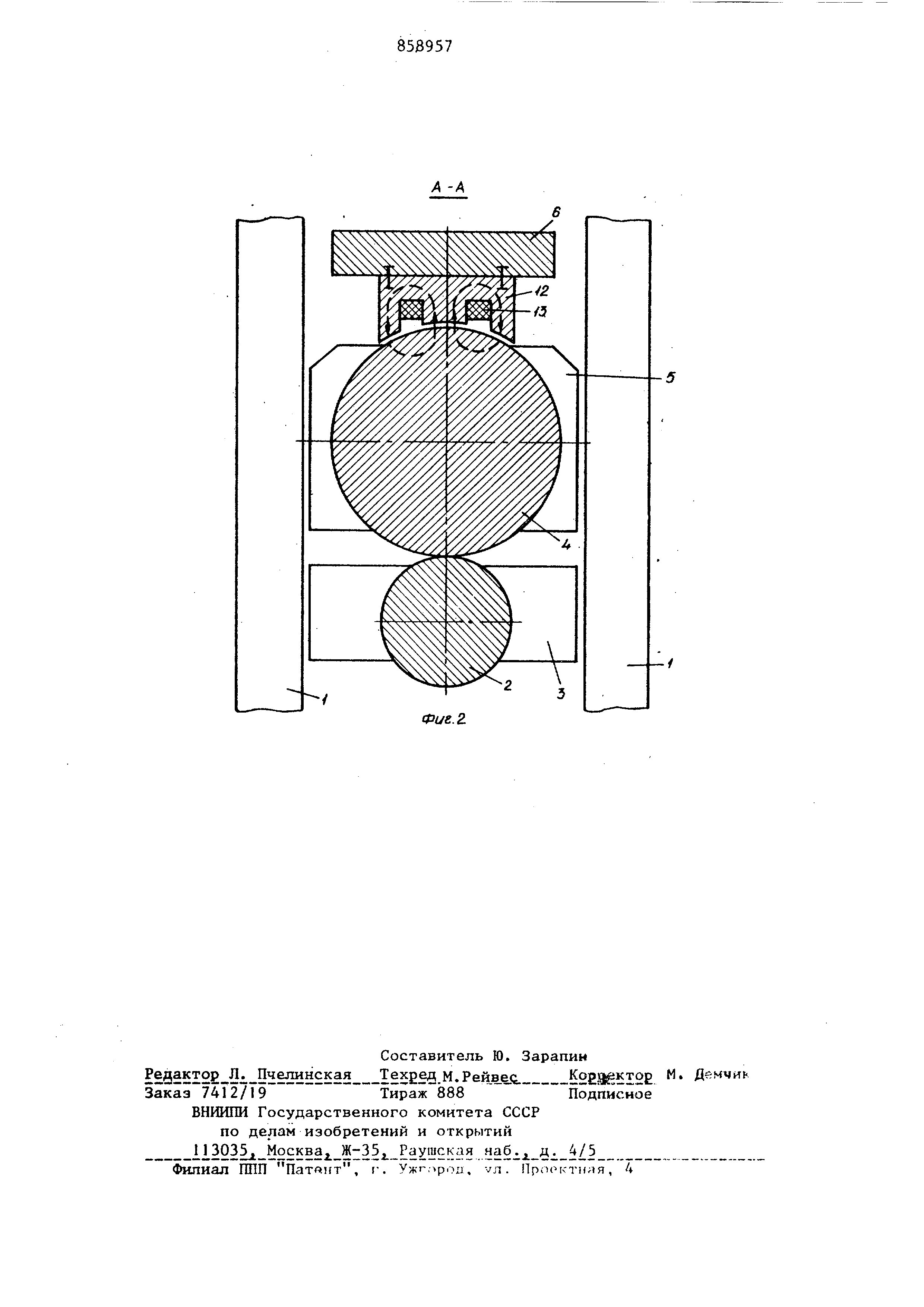
2 - сечение А-А на фиг. 1.
- Клеть прокатного стана имеет станину 1, в которой расположены рабочие валки 2 с подушками 3 и опорные валки 4 с подушками 5. Подушки 5 опираются на траверсы 6, снабженные устройством 7 для противоизгиба. Регулирование межвалкового зазора
осуществляется нажимным устройством 8. Привод рабочих валков 2 выполнен от двигателя 9 через шестеренную клеть 10 и универсальные шпиндели
11(может быть применен индивидуальный редукторный или безредукторный привод рабочих валков).
На траверсе 6 закреплены электромагниты 12, охватывающие с зазором опорные валки 4 по всей длине их
бочки. В электромагнитах 12 имеются пазы, в которых встроены катушки 13 возбуждения. Регулирование величины зазора между электромагнитами
12и бочками опорных валков 4 при
их переточках выполняется с помощью прокладок 14.
Устройство работает следующим образом .
Перед входом конца раската в рабочие валки 2 катушки 13 возбуждения подсоединяют к источнику электрического тока. При обтекании катущек 13 возбуждения током создается магнитное поле, направление силовых линий которого показано на фиг. 2 пунктирными линиями со стрелками . При вращении в магнитном поле опорного валка 4 в нем наводятся токи , взаимодействие которых с магнитным полем создает необходимый тормозной момент на опорном валке, а следовательно, и во всей линии привода клети. После захвата переднего конца раската рабочими валками 2 катушки 13 возбуждения отсоединяют от источника электрического тока.
Формула изобретения
Клеть прокатного стана, содержащая станину , валки, установленные в подушках , траверсы, привод валков и средство для торможения валков перед захватом ими раската, отличающаяся тем, что, с целью упрощения -конструкции и повышения
надежности эксплуатации клети, упомянутое средство выполнено в виде смонтированных на траверсах электррмагнитов , каждый из которых с зазором охватывает часть цилиндрическбй поверхности.валка.
Источники информации, принятые во внимание при экспертизе
li Смирнов В,В., Яковлев Р.А. Механйка И1зиводов прокатных ctaRoB М.; Металлургия, 1977, с. 155-159.
2.Авторское свидетельство СССР 528972, кл. В 21 В 35/00, 1974.
3.Патент США № 2079455, кл, 72-29, опублик. 1950.
4.Авторское свидетельство СССР 1 498051, кл. В 21 В 35/00, 1974.
Реферат
Формула
Комментарии