Установка для очистки металлических изделий - RU2737296C1
Код документа: RU2737296C1
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к установке для очистки окислившихся металлических изделий.
Уровень техники
Стандартные линии для очистки полос удаляют поверхностный оксидный слой, который формируется на горячекатаных металлических изделиях. Фактически во время горячей прокатки выполняют прокатку и уменьшение толщины слябов, сформированных при помощи машины непрерывного литья, для получения первой полосы толщиной 0,8-12 мм.
Поскольку горячую прокатку выполняют при высоких температурах (обычно от +200 до +800°С), разные участки поверхности металлического изделия подвергаются воздействию окисляющих веществ, таких как воздух и вода. На практике не всегда удается обрабатывать металлическую полосу в инертной среде, из-за чего происходит окисление поверхностных слоев изделия, что в дополнение приводит к уменьшению веса материала и является проблемой, которую необходимо будет решать на более поздних этапах обработки. Обычно данный оксидный слой состоит из оксида железа в части, наиболее близкой к металлу, то есть по направлению внутрь, и магнетита и гематита, на большем расстоянии от металла.
Более того, обычно отделку выполняют не сразу после горячей прокатки. Как правило, горячекатаную полосу сматывают в рулоны нужного веса или диаметра (конкретные значения зависят от толщины полосы на выходе из прокатной линии) и оставляют охлаждаться при комнатной температуре на складах, расположенных рядом с линией горячей прокатки. Это может вызвать дополнительное окисление поверхностей полосы.
Кроме того, в некоторых случаях горячая прокатка и травление выполняются в разных местах; в связи с этим рулоны полос могут транспортироваться даже в очень агрессивных условиях с точки зрения коррозионного воздействия, например, при наличии соленого воздуха.
Однако если данный оксидный слой (так называемая окалина) остается неповрежденным и плотно прилегает к металлической полосе, то это позволяет обеспечить защиту металлической полосы. Однако под действием атмосферных явлений во время транспортировки и хранения, и неизбежного разрушения окалины, очень трудно сохранить оксидный слой неповрежденным.
Более того, влага проникает в щели и вступает в реакцию со слоем оксида железа, который расположен ближе всего к металлической поверхности, например, к стали, образуя гидроксиды железа II и III, которые из-за увеличения объема усиливают отделение оксидного слоя, увеличивая область металла, подвергающегося внешним воздействиям.
Впоследствии в зависимости от требований к производству горячекатаная полоса должна быть окончательно обработана на линии отделки.
Полученная полоса может быть оставлена на складе на несколько дней до выполнения отделки, где она сможет охладиться и достичь комнатной температуры, при которой толщина оксидных слоев может достигать, например, 5-20 мкм с каждой стороны полосы. Толщина оксида прямо пропорциональна номинальной толщине полосы и температуре полосы во время намотки.
В связи с этим необходимо очистить материал от оксидной пленки до холодной прокатки изделия и последующего нанесения покрытия (например, цинкования или покрытия оловом). Это особенно важно из-за того, что данный оксидный слой, или окалина, может ухудшить качество поверхности готового изделия, а также усложнить прокатку.
В соответствии с решениями, известными из уровня техники, очистку полосы выполняют с помощью специальных конфигураций выполнения линий удаления окалины и травления, которые обычно устанавливают до холодной прокатки. Обычно линию разматывания горячекатаных полос, расположенную перед устройством для разрушения окалины, используют для того, чтобы упростить удаление окалины во время последующей отделки. Очистку изделия от окалины выполняют при помощи последовательных этапов, на которых изделия погружают в кислотные ванны (ванны для травления). После этого изделие промывают.
Среди проблем, возникающих при использовании данного способа очистки, также большой расход кислот и необходимость их последующей утилизации. Более того, необходимо учитывать риски для операторов, связанные с химическим травлением, с точки зрения работы с агрессивными жидкостями и несчастных случаев.
Также недостатком является то, что в соответствии с решениями, известными из уровня техники, заранее (до травления) неизвестно количество окалины на изделии.
В связи с этим в настоящее время операторы оценивают изначальное количество удаляемой окалины, на основании собственного опыта.
Как было описано выше, воздействие кислоты приводит к уменьшению веса изделия, проходящего через систему травления.
Однако, несмотря на возможность определения величины потерь изделия, оптимизировать параметры очистки нельзя, поскольку данная проверка выполняется по факту, то есть после грубой оценки начального количества удаляемой окалины.
В настоящее время невозможно заранее определить технологические параметры для удаления точного количества оксида минимальным количеством требуемой кислоты. Недостатком является высокая вероятность использования чрезмерного количества кислоты, что может привести к удалению «хорошей» части изделия, то есть части основного металла полосы, для гарантированного получения отличного результата очистки.
С другой стороны, в наихудшем случае существует вероятность использования недостаточного количества кислоты (или времени в ваннах для травления) и, следовательно, неоптимальной очистки изделия, что приведет к отбраковке или повторной обработке.
Таким образом, можно выделить два типа дефектов, связанных с ваннами для травления:
- недотравливание материала, на поверхности которого остаются пятна оксида, обычно они представляют собой большие участки оксида, которые не были удалены во время травления, что может привести к снижению сортности изделия;
- перетравливание материала, при котором кислотный раствор также воздействует на основной металл полосы, значительно уменьшая толщину и заметно изменяя шероховатость поверхности. Данный дефект также может привести к снижению сортности изделия.
В связи с этим существует необходимость создания инновационной установки для очистки металлических полос, которая способна устранить вышеуказанные недостатки.
Раскрытие изобретения
Целью настоящего изобретения является создание установки для очистки металлических полос, выполненной с возможностью выявлять необходимую информацию, позволяющую операторам регулировать рабочие параметры травления, для повышения точности, рентабельности, экологичности и безопасности.
Еще одной целью настоящего изобретения является создание установки, выполненной с возможностью выявлять и обрабатывать данные, необходимые для автоматической регулировки рабочих параметров травления, чтобы дополнительно улучшить условия травления по сравнению с решениями, известными из уровня техники.
Таким образом, настоящее изобретение позволяет достичь по меньшей мере одной из вышеуказанных целей с помощью установки для очистки металлических полос с поверхностным оксидным слоем, которая содержит:
- средства для разматывания по меньшей мере одного рулона прокатанной полосы;
- средства для травления прокатанной полосы;
- измерительные средства для измерения толщины поверхностного оксидного слоя, расположенные между средствами для разматывания и средствами для травления;
при этом измерительные средства содержат по меньшей мере один лазерный источник, взаимодействующий с волоконно-оптическим спектрометром, которые образуют систему спектроскопии возбуждения лазерным пробоем (LIBS), выполненную с возможностью анализировать состав оксида и концентрацию его компонентов.
Предпочтительно, указанный волоконно-оптический спектрометр выполнен с возможностью измерять наличие кислорода, когда лазерное излучение от источника проникает в прокатную полосу в направлении неокислившегося основного материала.
Еще одно преимущество заключается в том, что в системе LIBS установлено программное обеспечение, выполненное с возможностью расчета толщины поверхностного оксидного слоя, то есть для расчета глубины слоя эродированного материала, с помощью лазерного источника в момент эрозии t, в котором спектрометр начинает обнаруживать отсутствие кислорода, при этом скорость эрозии при помощи лазера должна быть известна. Предпочтительно, указанная глубина рассчитывается вдоль направления, перпендикулярного плоскости перемещаемой вперед полосы.
Еще одно изобретение относится к способу очистки металлических полос, осуществляемому вышеуказанной установкой, который предусматривает выполнение следующих этапов:
- разматывают по меньшей мере один рулон прокатанной полосы с помощью средств для разматывания;
- измеряют толщину поверхностного оксидного слоя полосы при помощи измерительных средств;
- выполняют травление прокатанной полосы при помощи средств для травления;
в котором на этапе b), в дополнение к измерению толщины поверхностного оксидного слоя, также анализируют состав оксида и концентрации компонентов оксида с помощью по меньшей мере одного лазерного источника, взаимодействующего с волоконно-оптическим спектрометром, которые образуют систему спектроскопии возбуждения лазерным пробоем (LIBS);
и в котором волоконно-оптический спектрометр измеряет наличие кислорода, в то время как лазерное излучение указанного лазерного источника проникает в прокатанную полосу к неокислившемуся основному материалу, при этом толщина поверхностного оксидного слоя равна глубине материала, удаляемого с прокатанной полосы при помощи лазерного источника, когда спектрометр обнаруживает отсутствие кислорода.
Таким образом, во время точечного разрушения (абляции) оксидного слоя, выполняемого при помощи лазерного источника, волоконно-оптический спектрометр измеряет наличие кислорода. Когда после момента эрозии t (то есть во время абляции) спектрометр обнаруживает отсутствие кислорода, это означает, что глубина слоя эродированного материала, измеренная в момент t, соответствует толщине поверхностного оксидного слоя.
Другими словами, при исчезновении пика кислорода становятся известны момент эрозии t и скорость эрозии, и программное обеспечение рассчитывает глубину эрозии, которая равна толщине поверхностного оксидного слоя. Кроме того, система LIBS также предоставляет информацию о составе оксида (например, соотношение содержания кислорода и железа), что позволяет дополнительно оптимизировать условия травления.
Предпочтительно, решение, соответствующее настоящему изобретению, позволяет измерять толщину поверхностного оксидного слоя и возможно также соотношение содержания кислорода и железа, всего за 15-20 с.
Предпочтительно, точное измерение толщины оксидного слоя на прокатной полосе, выполняемое до достижения полосой средств для травления, позволяет операторам соответствующим образом регулировать рабочие параметры средств для травления. Фактически благодаря точному определению, выполняемому в соответствии с предпочтительным, но не обязательным вариантом реализации, непосредственно перед травлением, толщины оксидного слоя (толщины окалины), который образовался на изделии, которое должно быть очищено, и его свойств гораздо проще и безопаснее оценить рабочие параметры устройств для очистки и требуемое количество чистящих средств.
В соответствии с одним вариантом реализации изобретения, результаты измерения толщины оксидного слоя могут быть обработаны с помощью блока обработки, запрограммированного на автоматическую регулировку рабочих параметров средств для травления.
При всех вариантах реализации изобретения после средств для травления могут быть установлены средства оптического обнаружения, позволяющие собирать данные об уровне очистки полосы.
В соответствии с вариантом реализации изобретения, при котором в установке предусмотрен блок обработки, последний может быть выполнен с возможностью обработки данных об уровне очистки полосы и дополнительной регулировки рабочих параметров травления. Фактически при помощи сигнала обратной связи, получаемого от средств для оптического обнаружения, которые расположены после средств для травления, можно контролировать конечное качество очистки, дополнительно оптимизируя параметры для достижения целевого уровня очистки. В отличие от решений, известных из уровня техники, в которых результаты очистки зависят от опыта и калибруются таким образом, чтобы выполнить очистку лучше, чем это необходимо, для получения удовлетворительного результата; на основании начальных данных об оксиде, то есть о кинетике травления, можно заранее задать оптимальные условия обработки. На основании анализа результатов травления можно понять, являются ли рабочие параметры травления оптимальными, достаточными или недостаточными.
При помощи решения, соответствующего настоящему изобретению, можно оптимизировать параметры управления травлением изделия, уменьшив размеры машин, снизив или исключив необходимость использования систем кислотной очистки и защитив основной материал металлического изделия в конце очистки.
Помимо сокращения количества загрязнений и снижения расходов на электроэнергию для системы, данное решение позволяет снизить риски для здоровья операторов.
В зависимых пунктах формулы изобретения описаны предпочтительные варианты реализации изобретения.
Краткое описание чертежей
Дополнительные признаки и преимущества данного изобретения станут очевидны после изучения подробного описания предпочтительных, но не исключительных вариантов реализации установки для очистки металлических полос, показанных в качестве неограничительных примеров со ссылкой на сопроводительные чертежи, на которых:
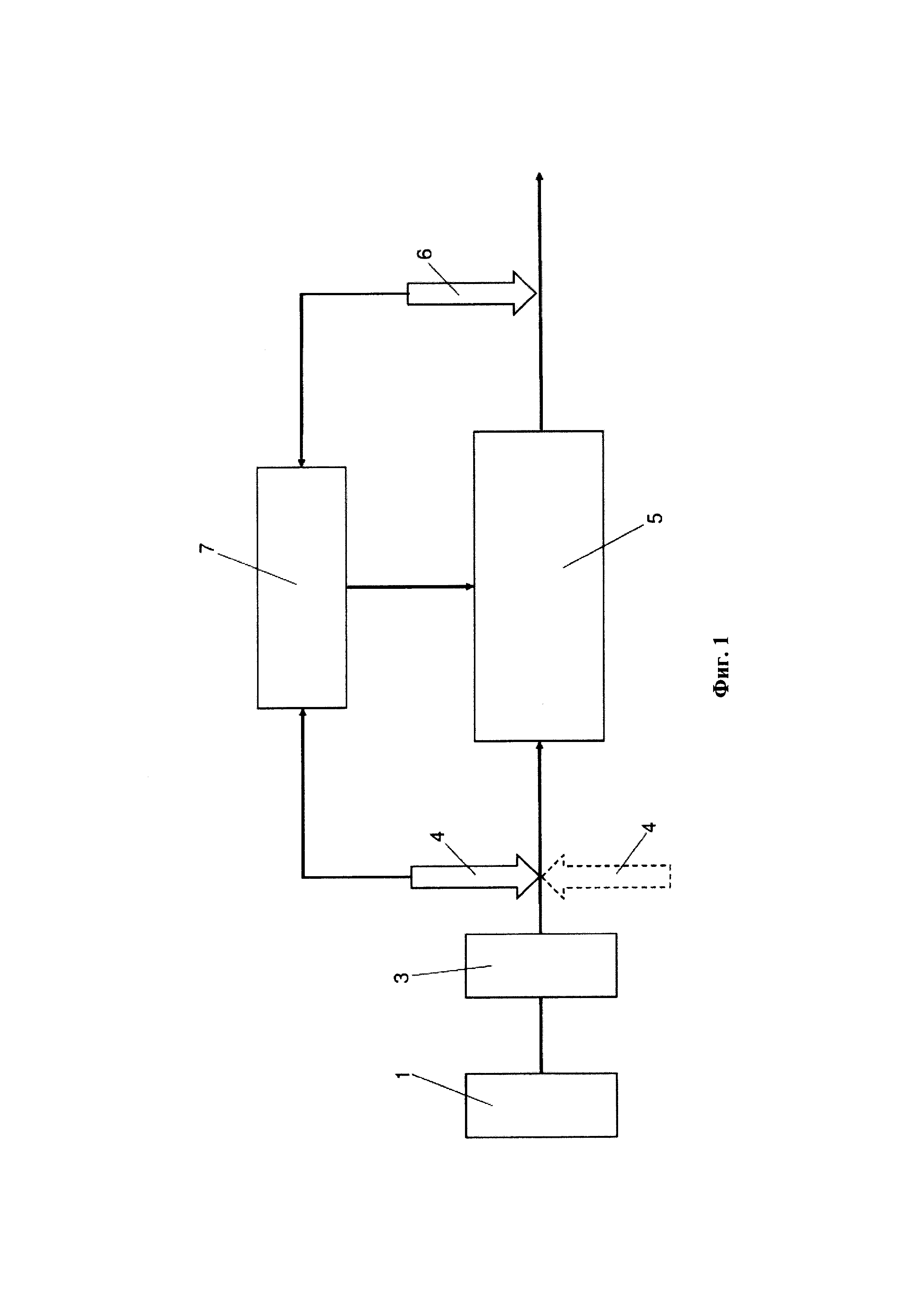
на Фиг. 1 показано схематическое изображение первого варианта реализации установки в соответствии с настоящим изобретением;
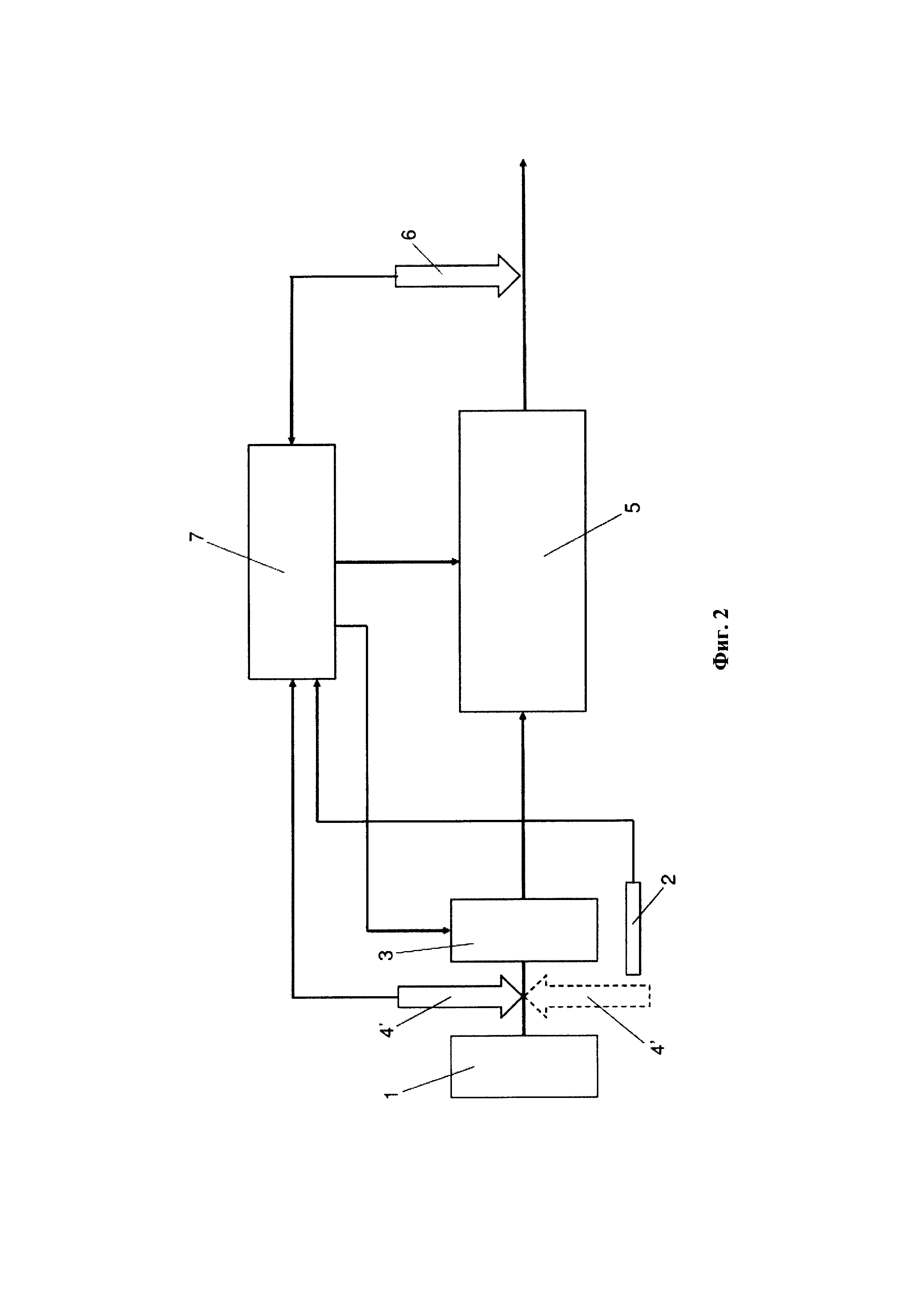
на Фиг. 2 показано схематическое изображение второго варианта реализации установки в соответствии с настоящим изобретением;
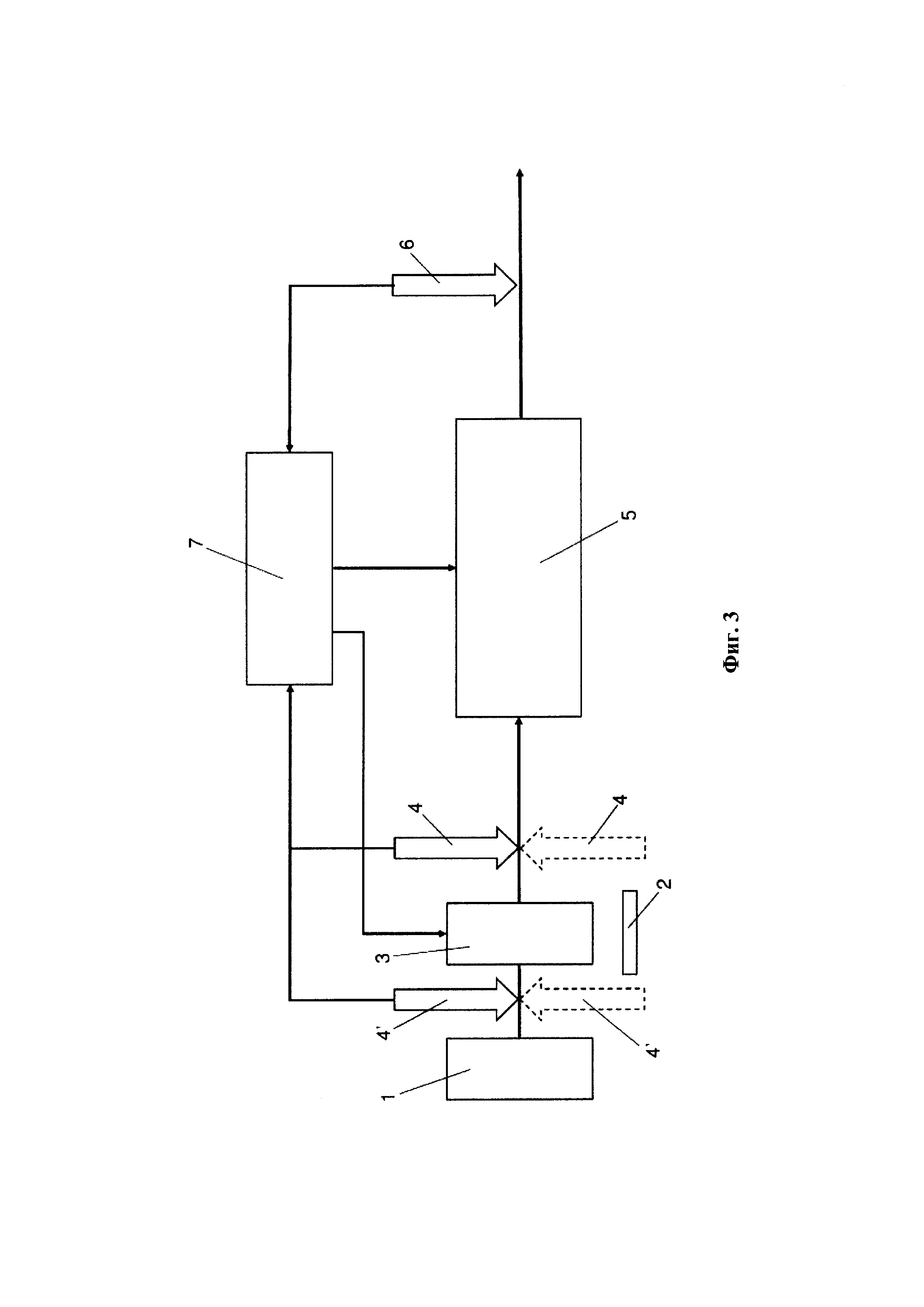
на Фиг. 3 показано схематическое изображение третьего варианта реализации установки в соответствии с настоящим изобретением.
Элементы, обозначенные пунктирной линией, являются опциональными.
Осуществление изобретения
На сопроводительных чертежах приведены некоторые варианты реализации установки для очистки окислившихся металлических полос.
Все варианты реализации установки, соответствующей настоящему изобретению, содержат следующие компоненты, указанные по порядку:
- средства 1 для разматывания по меньшей мере одного рулона прокатанной полосы с поверхностным оксидным слоем;
измерительные средства 4, 4' для измерения толщины поверхностного оксидного слоя;
- средства 5 для травления прокатной полосы.
В соответствии с первым вариантом реализации, средства 1 для разматывания содержат одну линию разматывания прокатанной полосы, предпочтительно один разматыватель.
В соответствии со вторым вариантом реализации средств 1 для разматывания, предусмотрена двойная линия разматывания прокатанных полос, расположенная перед аппаратом для резки и сварки, что позволяет обеспечить непрерывность протравливаемой полосы.
В частности, могут быть установлены по меньшей мере два разматывателя и сварочный аппарат (предпочтительно лазерный сварочный аппарат), выполненный с возможностью соединять полосы, размотанные при помощи разматывателей, обеспечивая непрерывность полосы, то есть позволяя непрерывно подавать металлическую полосу на участок после средств для разматывания. Опционально может быть установлено натяжное устройство для регулировки натяжения полосы.
Предпочтительно, между средствами 1 для разматывания и средствами 5 для травления, предусмотрено по меньшей мере одно устройство 3 разрушения окалины, при этом данное устройство использует, например, механические системы для разрушения оксидного слоя, таким образом, чтобы упростить снятие данного слоя при помощи средств для травления, расположенных ниже по технологической линии.
В соответствии со вторым вариантом реализации (Фиг. 2) измерительные средства 4' для измерения толщины оксидного слоя расположены между средствами 1 для разматывания и устройством 3 для разрушения окалины таким образом, чтобы определять толщину окалины на входе и калибровать устройство 3 для разрушения окалины и, следовательно, средства 5 для травления. В соответствии с предпочтительным вариантом реализации, могут быть предусмотрены датчики 2 веса для взвешивания окалины, отсоединенной от полосы при помощи устройства 3 для разрушения окалины. На основании информации, полученной при помощи измерительных средств 4', и данных о весе окалины, определенного при помощи датчиков 2 веса, оператор может точнее оценить рабочие параметры травления.
В соответствии с первым вариантом реализации (Фиг. 1) измерительные средства 4 для измерения толщины оксидного слоя расположены между устройством 3 для разрушения окалины и средствами 5 для травления. В данном случае толщина оксидного слоя определяется на входе к средствам 5 для травления, и, таким образом, на основании данных, определенных при помощи измерительных средств 4, калибруются только средства для травления. Таким образом, устройство 3 для разрушения окалины будет настроено на основании опыта операторов путем сравнения его рабочих параметров с толщиной горячекатаных полос, подаваемых в установку для очистки.
В соответствии с третьим вариантом реализации (Фиг. 3) вместо этого используются первые измерительные средства 4', расположенные между средствами для разматывания и устройством 3 для разрушения окалины, и вторые измерительные средства 4, расположенные между устройством 3 для разрушения окалины и средствами 5 для травления. Таким образом, точно зная данные на входе в устройство 3 для разрушения окалины и на входе к средствам 5 для травления, можно оптимально откалибровать оба устройства. Также в соответствии с третьим вариантом реализации датчики 2 веса можно использовать для взвешивания количества окалины, отсоединенной от полосы при помощи устройства 3 для разрушения окалины. На основании данных, полученных при помощи измерительных средств 4' и измерительных средств 4, и веса окалины, определенного датчиками 2 веса, оператор может точнее оценить рабочие параметры травления.
Предпочтительно, измерительные средства 4, 4' толщины оксидного слоя содержат по меньшей мере один лазерный источник, взаимодействующий с волоконно-оптическим спектрометром, которые образуют систему спектроскопии возбуждения лазерным пробоем (LIBS).
В настоящем документе не приведено подробное описание системы LIBS, поскольку она является известной.
Спектрометр использует лазерный источник для точечного разрушения оксидного слоя. Лазерный источник передает энергию, необходимую для перевода частиц оксидного слоя, удаленных при абляции по всей толщине, в состояние плазмы. Перевод ионов, из которых состоит плазма, в невозбужденное состояние позволяет использовать спектрометр для определения количества и концентрации данных частиц. Исчезновение сигнала кислорода позволяет легко определить толщину оксидного слоя.
Фактически спектроскопия позволяет измерить наличие различных элементов, от наружной поверхности изделия к неокислившемуся основному материалу. В случае определения отсутствия кислорода, это свидетельствует о достижении нижней части оксидного слоя, и, следовательно, глубина удаленного слоя соответствует измерению толщины оксида. Спектроскопическое измерение позволяет узнать толщину оксидного слоя и его состав, а также концентрацию компонентов оксидов. Полученные данные позволяют оптимально определить рабочие параметры травления. Еще одним преимуществом использования технологии LIBS является минимальная инвазивность, минимальные разрушения, поскольку повреждения связаны только с абляцией материала, при которой создается отверстие, размер которого зависит от точки фокуса лазера.
В соответствии с предпочтительным вариантом реализации, устанавливают несколько измерительных средств 4, 4', расположенных над линией подачи прокатной полосы и под ней, таким образом, чтобы рассчитать толщину оксидного слоя на верхней и нижней наружных поверхностях полосы, а также разность уровней между краем и центром полосы.
В частности, на каждом участке установки, где установлены вышеуказанные измерительные средства, предусмотрены по меньшей мере одни измерительные средства, расположенные над линией подачи прокатной полосы, и по меньшей мере одни измерительные средства, расположенные под линией подачи прокатной полосы.
Когда установлено два или более измерительных средства 4', расположенных между средствами для разматывания и устройством 3 для разрушения окалины, и/или два или более измерительных средства 4, расположенных между устройством 3 для разрушения окалины и средствами 5 для травления, то используют по меньшей мере четыре лазерных источника, взаимодействующих с волоконно-оптическим спектрометром, которые образуют четыре или более систем LIBS.
Данные системы LIBS могут быть установлены неподвижно или с возможностью перемещения относительно линии подачи прокатанной полосы.
Измерение толщины оксидного слоя может быть выполнено разными способами.
Например, измерение может быть выполнено в статическом режиме, временно остановив поток материала в установку для очистки (например, во время сварки полос) и возобновив работу после получения данных.
В качестве альтернативы непрерывные измерения могут быть выполнены, например, путем установки измерительных средств на каретки, выполненные с возможностью перемещаться вместе с металлической полосой.
В соответствии со всеми вариантами реализации, описанными выше, после средств 5 для травления могут быть установлены средства 6 для оптического обнаружения для определения уровня очистки полосы, чтобы предоставить операторам информацию об эффективности заранее заданных рабочих параметров травления.
Предпочтительно, средства для промывки протравленной полосы расположены между средствами 5 для травления и средствами 6 для оптического обнаружения.
Также может быть установлен блок 7 обработки, выполненный с возможностью обработки результатов измерений, полученных от измерительных средств 4 и/или 4', и регулировки рабочих параметров средств 5 для травления и/или устройства 3 для разрушения окалины. Предпочтительно, блок 7 обработки также выполнен с возможностью обрабатывать данные об уровне очистки полосы, полученные от средств 6 для оптического обнаружения, и дополнительно регулировать рабочие параметры средств 5 для травления.
Данные, полученные от измерительных средств 4, 4', которые содержат значения толщины оксидного слоя, их состав и концентрацию компонентов оксидов, хранятся и обрабатываются в блоке 7 обработки, который, в частности, затем определяет рабочие параметры средств 5 для травления и/или устройства 3 для разрушения окалины, а затем принимает сигнал обратной связи о результате травления с помощью средств 6 для оптического обнаружения.
Такие средства 6 для оптического обнаружения содержат, например, по меньшей мере одну систему для видеоанализа полосы после травления, которая позволяет, например, сравнивать цвет или яркость полосы по цветовым шкалам, указывающим разные уровни очистки изделия, предварительно загруженные в память блока 7 обработки. Использование, например, цифровых камер с высокой плотностью пикселей позволяет определить соотношение между дефектным участком и протравленным участком для каждого квадратного метра полосы, минимальные и максимальные размеры дефектных участков и их расположение на полосе (верхняя поверхность/ нижняя поверхность, центр/ край, передняя/ задняя или средняя (между передней и задней частями) часть рулона).
Что касается средств для травления, они могут содержать по меньшей мере одну ванну для травления; или системы для сухого травления; или системы для сухого травления, расположенные перед по меньшей мере одной ванной для химического травления; или первые системы для сухого травления, расположенные перед вторыми системами для сухого травления.
Если травление выполняют только при помощи одной или нескольких ванн для травления, поток агрессивной жидкости, обычно кислоты, должен регулироваться операторами на основании данных от измерительных средств 4, или же напрямую блоком 7 обработки.
В соответствии с предпочтительным вариантом реализации способа, для горячекатаной и окислившейся полосы, поступающей из средств для разматывания или разматывателей, и, возможно, обработанной устройством 3 для разрушения окалины, выполняют измерение толщины окалины, предпочтительно с помощью системы LIBS, расположенной до ванн для травления. Оператор или блок 7 обработки получает данные о толщине, определенной на двух сторонах полосы и на краях, а также устанавливает технологические условия, касающиеся полного травления оксидного слоя, который труднее удалить. Такой способ гарантирует правильную очистку полосы.
Кроме того, оператор и/или блок обработки могут также знать толщину полосы при загрузке в устройства для разматывания, соответствующую толщине разматываемой полосы в конце линии для горячей прокатки. Фактически, зная количество удаляемого оксида, можно заранее задать материальный баланс химической реакции таким образом, чтобы полностью удалить оксидный слой. Данные, определенные измерительными средствами 4, 4', и толщина полосы в момент наматывания после горячей прокатки, играют важную роль для оператора или блока обработки для определения количества травильной кислоты, необходимого с учетом толщины полосы и относительной толщины и типа оксида/ окалины, а также, возможно, скорости перемещения полосы в ваннах для травления. Фактически для сильно окислившихся изделий рекомендуется применять низкую скорость перемещения (для увеличения времени контакта кислоты с изделием); наоборот же, для слабо окислившихся изделий рекомендуется применять повышенную скорость перемещения.
После воздействия кислоты на оксиды происходит отсоединение окалины от изделия, при этом использованная кислота объединяется с оксидами, образуя соли, и собирается в основании ванн для травления при помощи средств для сбора.
С помощью систем для измерения концентрации железа Fe и кислоты, расположенных у входной линии нового или восстановленного жидкого травильного раствора, и у выходной линии для истощенного раствора, можно рассчитать количество отсоединившейся окалины, используя точный контроль процесса.
Затем полоса покидает область травления и попадает в область промывки.
После выхода полосу проверяют при помощи средств 6 для оптического обнаружения, которые контролируют фактический результат предыдущего травления. При определении недостаточной очистки полосы, оператор или блок 7 обработки может увеличить количество очищающей жидкости, обычно кислоты, или уменьшить скорость перемещения полосы; при чрезмерной очистке, напротив, можно увеличить скорость перемещения или уменьшить количество очищающей жидкости.
Если травление выполняют только с помощью устройства для сухого травления, то устанавливают одно или более устройств для лазерной очистки, выполненных с возможностью излучения концентрированных пучков лазерных импульсов, так как раскрыто в документе US5736709, которые оптимально настраиваются операторами или блоком 7 обработки на основании данных, полученных измерительными средствами 4.
Применение данной технологии в качестве системы травления позволяет исключить использование кислот, что, с одной стороны, позволяет значительно упростить установку, а, с другой стороны, делает управление более простым и экологичным.
В соответствии с предпочтительным вариантом реализации способа, на горячекатаной и окислившейся полосе, поступающей из устройств для разматывания или разматывателей, которая также могла быть обработана с помощью устройства 3 для разрушения окалины, измеряют толщину окалины, предпочтительно с помощью системы LIBS, расположенной до устройства для сухого травления. Оператор или блок 7 обработки получают данные о толщине, измеренной на двух сторонах полосы и на краях, и задает рабочие параметры устройства для сухого травления, такие как, например, энергию лазерного импульса на разных участках полосы таким образом, чтобы обеспечить правильную очистку полосы.
При наличии нескольких устройств для лазерной очистки для обеспечения очень точной очистки могут быть установлены дополнительные измерительные средства, предпочтительно лазерные источники, взаимодействующие с соответствующим волоконно-оптическим спектрометром, при этом каждые дополнительное измерительное средство расположено между соседними устройствами для лазерной очистки. Таким образом, полоса очищается от окалины с помощью отдельных устройств для лазерной очистки, которые работают по параметрам, заданными блоком обработки или оператором в соответствии с результатами измерения оксидного слоя, полученными непосредственно до отдельного устройства очистки.
После завершения сухого травления полосу проверяют при помощи средств 6 для оптического обнаружения, которые контролируют качество очистки.
Мощный лазерный импульс, направленный на оксидный слой, поддерживают в течение небольшого периода времени, что вызывает быструю деформацию поверхности под действием высоких температур, в результате чего окалина, уже ослабленная на предыдущем этапе, отсоединяется. Более того, большая часть поверхностного оксидного слоя удаляется, а внутренний слой мгновенно нагревается, деформируясь отлично от основного металла, поскольку эти два компонента имеют разные кристаллические микроструктуры. Аналогично звуковой волне, проходящей через материал, такой резкий перепад температур приводит к отделению окалины от основного материала полосы.
Могут быть предусмотрены всасывающие устройства со щетками для сбора удаленного оксида для того, чтобы взвесить его и сравнить с начальными значениями, относящимися к толщине оксидного слоя и тем, что нужно было удалить.
Кроме того, данное устройство для сухого травления имеет преимущество, заключающееся в сборе чистого оксида и отсутствии примесей других материалов, что позволяет восстановить данный оксид для других вариантов реализации, например, для отправки в плавильные печи или продажи на рынке в качестве лома.
Преимуществом объединенного использования средств для измерения толщины оксидного слоя и лазерного устройства для сухого травления является возможность изменения энергии лазерного источника на разных участках полосы, например, на краях для того, чтобы повысить эффективность на участках со значительным окислением, без необходимости уменьшения скорости перемещения полосы.
При комбинированном травлении с помощью устройства для сухого травления, расположенного по меньшей мере перед одной ванной для химического травления, предусмотрено одно или несколько устройств для лазерной очистки, выполненных с возможностью излучения концентрированных пучков лазерных импульсов, так, как например раскрыто в документе US5736709, после которого установлена по меньшей мере одна ванна для химического травления.
Оператор и/или блок 7 обработки получают данные о толщине оксида, измеренной на двух сторонах полосы и на краях, и задают рабочие параметры устройства для сухого травления, такие как, например, энергию лазерного импульса на разных участках полосы, и рабочие параметры химического травления, такие как количество очищающей жидкости, обычно кислоты, и/или скорость перемещения полосы.
Предпочтительно, используя сухое травление с помощью лазера для удаления большей части оксидного слоя и завершение операции путем слабого коррозионного воздействия при помощи кислоты, также можно воздействовать на шероховатость изделия для получения оптимальной поверхности, которая будет подходить для цинкования и/или покраски.
Фактически большая часть оксидного слоя удаляется с помощью лазерной обработки, но любые выступы на поверхности остаются без изменений; поверхность можно выровнять, усреднив ее структуру при помощи агрессивного воздействия кислотного травления.
Поскольку в данном случае количество агрессивной жидкости ограничено, управление ею становится более простым, контролируемым и экологичным.
В случае комбинированного травления при помощи первого устройства для сухого травления, после которого расположено второе устройство для сухого травления, предусмотрено одно или более устройств для лазерной очистки, выполненных с возможностью излучения концентрированных пучков лазерных импульсов, так, как раскрыто в документе US5 736709, после которых установлено по меньшей мере одно механическое устройство для травления, которое предпочтительно снабжено вращающимися абразивными щетками, расположенными на верхней и нижней поверхностях полосы.
Оператор или блок 7 обработки получают данные о толщине оксида, измеренной на двух сторонах полосы и на краях, и задает рабочие параметры первого устройства для сухого травления, такие как, например, энергию лазерного импульса на разных участках полосы, и рабочие параметры второго устройства для сухого травления, такие как, например, контактное давление щеток, скорость щеток относительно полосы, крутящий момент электродвигателя щеток.
Предпочтительно используют сухое травление с помощью лазера для удаления большей части оксидного слоя и завершают операцию путем удаления небольшого количества материала поверхностного слоя при помощи вращающихся щеток, при этом также можно изменить поверхность изделия, контролируя ее шероховатость.
Что касается способа очистки металлических полос в соответствии с настоящим изобретением, выполняемого при помощи вышеуказанной установки, он содержит следующие этапы:
a) разматывают по меньшей мере один рулон прокатной полосы с помощью средств 1 для разматывания;
b) измеряют толщину поверхностного оксидного слоя прокатной полосы с помощью измерительных средств 4, 4';
c) выполняют травление прокатанной полосы с помощи средств 5 для травления;
в котором на этапе b) помимо измерения толщины поверхностного оксидного слоя, также выполняют анализ состава оксида и концентрации компонентов оксида при помощи по меньшей мере одного лазерного источника, взаимодействующего с волоконно-оптическим спектрометром, которые образуют систему спектроскопии возбуждения лазерным пробоем (LIBS).
В соответствии с вариантом реализации установки, она содержит следующие компоненты:
- по меньшей мере одно устройство 3 для разрушения окалины между средствами 1 для разматывания и средствами 5 для травления;
- первые измерительные средства 4', расположенные между средствами 1 для разматывания и по меньшей мере одним устройством 3 для разрушения окалины;
- вторые измерительные средства 4, расположенные по меньшей мере между одним устройством 3 для разрушения окалины и средствами 5 для травления;
- средства 6 для оптического обнаружения для определения уровня очистки полосы и расположенные после средств 5 для травления;
- блок 7 для обработки результатов измерений, полученных от указанных первых измерительных средств 4' и вторых измерительных средств 4, а также данных об уровне очистки полосы, полученных от средств 6 для оптического обнаружения;
при этом после этапа а) способ предусматривает следующие этапы:
- измеряют толщину поверхностного оксидного слоя прокатанной полосы при помощи первых измерительных средств 4';
- обрабатывают результаты измерений, полученных от первых измерительных средств 4', при помощи блока 7 обработки и регулируют рабочие параметры по меньшей мере одного устройства 3 для разрушения окалины;
- удаляют окалину с прокатанной полосы при помощи по меньшей мере одного устройства 3 для разрушения окалины;
- измеряют толщину поверхностного оксидного слоя прокатанной полосы при помощи вторых измерительных средств 4;
- обрабатывают результаты измерений, полученных от вторых измерительных средств 4, при помощи блока 7 обработки и регулируют рабочие параметры средств 5 для травления;
- выполняют травление прокатанной полосы при помощи средств 5 для травления;
- определяют уровень очистки прокатанной полосы при помощи средств 6 для оптического обнаружения;
- обрабатывают данные об уровне очистки полосы, полученные от средств 6 для оптического обнаружения, при помощи блока 7 обработки, а также дополнительно могут выполнять регулировку рабочих параметров.
Реферат
Группа изобретений относится к установке и способу для очистки прокатанных металлических полос с поверхностным оксидным слоем. Установка содержит средства (1) для разматывания по меньшей мере одного рулона прокатанной полосы, средства (5) для травления прокатанной полосы и измерительные средства (4, 4') для измерения толщины поверхностного оксидного слоя, расположенные между указанными средствами (1) для разматывания и средствами (5) для травления. Измерительные средства (4, 4') содержат по меньшей мере один лазерный источник, взаимодействующий с волоконно-оптическим спектрометром, которые образуют систему спектроскопии возбуждения лазерным пробоем, выполненную с возможностью анализировать состав оксида и концентрацию его компонентов. Волоконно-оптический спектрометр выполнен с возможностью измерять наличие кислорода, в то время как лазерное излучение указанного лазерного источника проникает в прокатанную полосу к неокислившемуся основному материалу. Техническим результатом является влияние на возможность выявления необходимой информации об очищаемой поверхности прокатной полосы для регулирования рабочих параметров травления полосы для повышения точности, рентабельности, экологичности и безопасности работы установки при осуществлении очистки прокатанных металлических полос с поверхностным оксидным слоем. 2 н. и 14 з.п. ф-лы, 3 ил.
Комментарии