Способ и устройство для обдува полосы на выходе из прокатного стана для получения чистой, без капель, полосы - RU2333058C1
Код документа: RU2333058C1
Чертежи

Описание
Изобретение касается способа обдува полосы на выходе из прокатного стана для получения чистой, без капель полосы, при котором полоса обдувается с помощью по меньшей мере одной расположенной над верхней стороной полосы форсунки, и прилипшее к полосе, используемое при прокатке масло/эмульсия на краях полосы отсасывается с помощью отсасывающего устройства, а также касается соответствующего устройства.
В первую очередь в станах холодной прокатки, в частности, при прокатке алюминия, с применением эмульсии/прокатного масла или при холодной прокатке при одновременном охлаждении полосы на выходе из прокатного стана очень высоки требования к просушиванию полосы.
Чистота поверхности полосы по своему значению сопоставима с допуском по толщине и показателям плоскостности.
На прокатных станах прокатка алюминия в настоящее время ведется с легко воспламеняемыми прокатными маслами, так что в настоящее время отсутствуют надежные системы для сушки полосы.
Уровень техники предусматривает обдув полосы с помощью воздушных форсунок, к которым подается сжатый воздух, а также применение обдува воздухом, подаваемым вентиляторами.
Из ЕР 0765696 В1 известно устройство для получения сухой холоднокатаной полосы, в котором соединяются в функциональном блоке различные средства для отталкивания и удаления жидких сред, используемых при прокатке. С помощью жестко установленного отделяющего ограждения, часть которого над полосой примыкает к эстакаде прокатной клети и другая часть которого под полосой примыкает к фундаментной плите, влажная/мокрая область прокатки отделяется от готовой прокатанной полосы.
Дополнительное и передвижное состоящее из передвижных частей отделяющее ограждение обеспечивает эффективное разделение влажной/мокрой области прокатки от готовой полосы и обеспечивает благодаря подвижности частей хороший доступ к валкам, в частности при проведении замены валков. Одновременно эти передвижные части выполняют функции устройства, отклоняющего полосу и/или средства для перепуска полосы. Выполненные в виде упоров передвижные части могут быть при этом установлены, по выбору, механически жестко или в зависимости от шлифа на бочках валков.
Другими установленными составными элементами в ЕР 0765696 В1 являются:
обдув бочек прокатных валков для препятствования переноса отделенной жидкости, используемой при прокатке на уже готовую прокатанную полосу,
уплотнение зазора между бочками прокатных валков, которое изолирует влажное/мокрое пространство между валками над прокатанной полосой от уже готовой прокатанной полосы,
обдув краев полосы, благодаря которому удаляется вынесенное масло, используемое при прокатке, с краев полосы, и
отсос тумана в канале полосы с параллельным потоком воздуха над и под полосой, направленным против направления движения полосы.
Подобные устройства для сушки, в частности, холоднокатаных полос на выходе из прокатного стана известны из US 6134811 A, DE 19519544 A, DE 4305907 А и JP 07178438 A.
В усовершенствованном варианте способа по ЕР 0765696 согласно WO 03/068426 А1 в устройстве для сушки холодной полосы на выходе из прокатного стана со средствами для отклонения жидкостей, используемых при прокатке в области выхода полосы, и/или для удаления жидкости, попавшей на поверхность полосы, при этом эти взаимодействующие в едином функциональном блоке средства состоят из расположенных над и под полосой жестко установленных и передвижных отделяющих ограждений, обеспечивающих обдув бочек прокатных валков, уплотнение зазора между бочками и отсос тумана, также предусмотрено наличие верхнего отклонителя полосы, расположенного над полосой с интегрированным обдувом полосы, создаваемым вентилятором и форсунками низкого давления с верхним уплотнением зазора между бочками валков в виде щелевой форсунки, а также отдельного отсасывающего устройства, расположенного под полосой с интегрированным нижним отклонителем полосы.
Полоса выходит из прокатного стана/прокатной клети со скоростью, при которой вблизи полосы создается разрежение. Известно, что это разрежение противодействует мероприятиям по сушке и очистке свободной полосы, так как обдув полосы направлен против направления прокатки (Эффект Бернулли) и действенность обдува полосы уменьшается.
В связи с этим задачей изобретения является создание такого способа и устройства описанного вида, который бы повысил эффективность обдува полосы и позволил бы получить свободную от жидкостей и загрязняющих веществ полосу.
Согласно изобретению эта задача решается посредством того, что в способе согласно ограничительной части пункта 1 формулы изобретения на верхней стороне и нижней стороне полосы предусматривается пространство, в котором имеет место избыточное давление.
Предпочтительные варианты исполнения способа приведены в зависимых пунктах формулы изобретения.
В предложенном устройстве по п.7 над полосой расположен верхний кожух с по меньшей мере одним реактивным соплом, под полосой расположен нижний кожух с по меньшей мере одним реактивным соплом, и соответственно в начале, если смотреть в направлении прокатки, верхнего и нижнего кожуха расположено бесконтактное уплотнение.
Предпочтительные варианты осуществления устройства приведены в последующих зависимых пунктах формулы изобретения.
Решающее преимущество предложенного способа и предложенного устройства заключается в том, что над и под полосой имеет место избыточное давление, которое направляет налипшие масло/эмульсию, используемые при прокатке, в сторону краев полосы, и имеющиеся загрязняющие вещества в виде пыли, частиц и так далее удаляются с полосы. Благодаря тому, что на концах верхнего и нижнего кожухов, обращенных к рабочим валкам, предусмотрено бесконтактное уплотнение, возникает замкнутое пространство, которое окружает полосу со всех сторон.
Наряду с применением воздуха/сжатого воздуха может в зависимости от материала и подачи применяться также другой газ, жидкий азот или CO2.
При применении СО2 возможно, например, соединение с установкой для тушения огня, например, посредством переключающего клапана.
Дополнительно к реактивным соплам на края полосы оказывается воздействие с помощью дополнительных форсунок (обдув краев полосы).
Пример исполнения изобретения более подробно описывается с помощью схематичного изображения, где показывают:
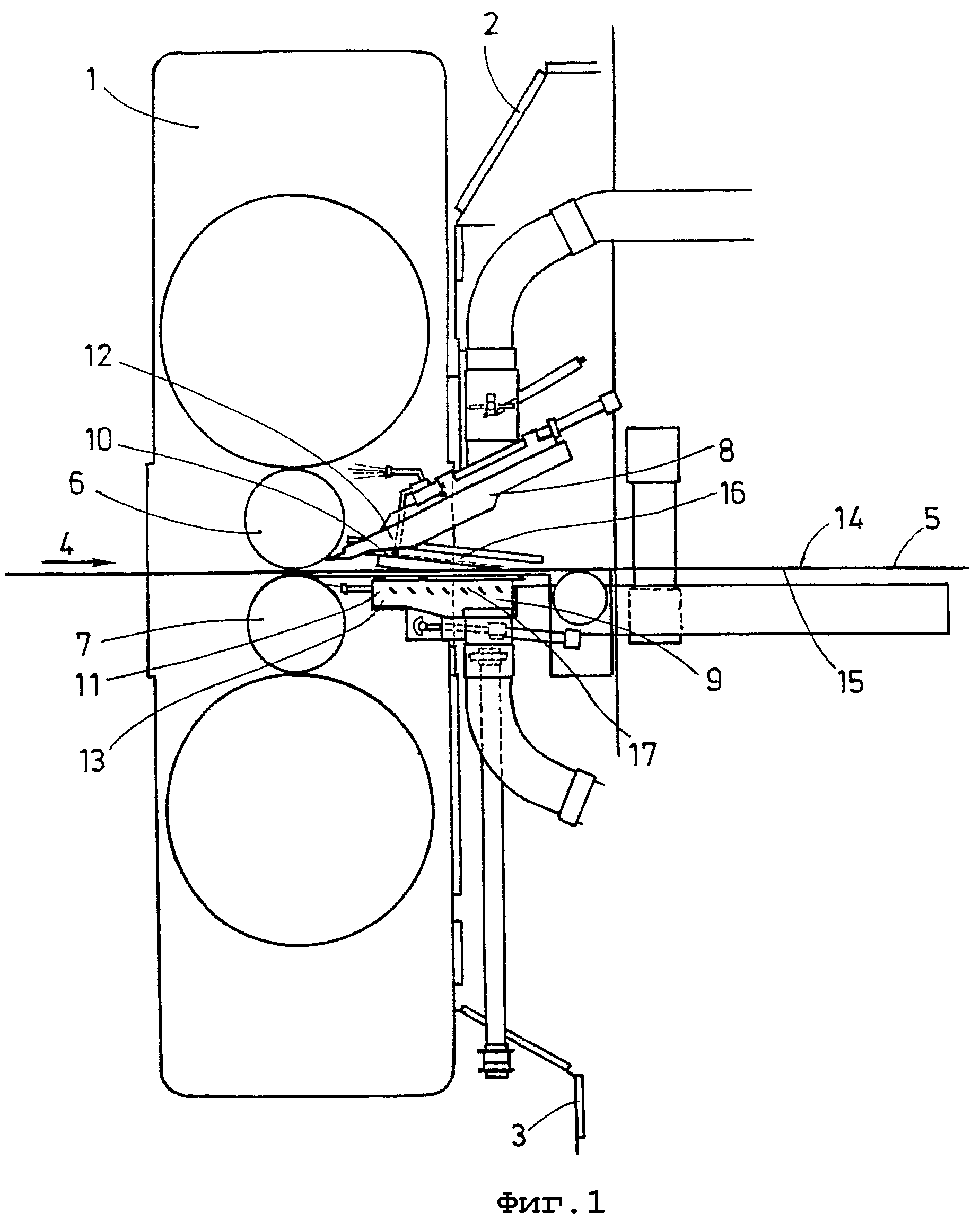
фиг.1 - прокатная клеть с последующим устройством для обдува полосы в вертикальном разрезе в направлении прокатки;
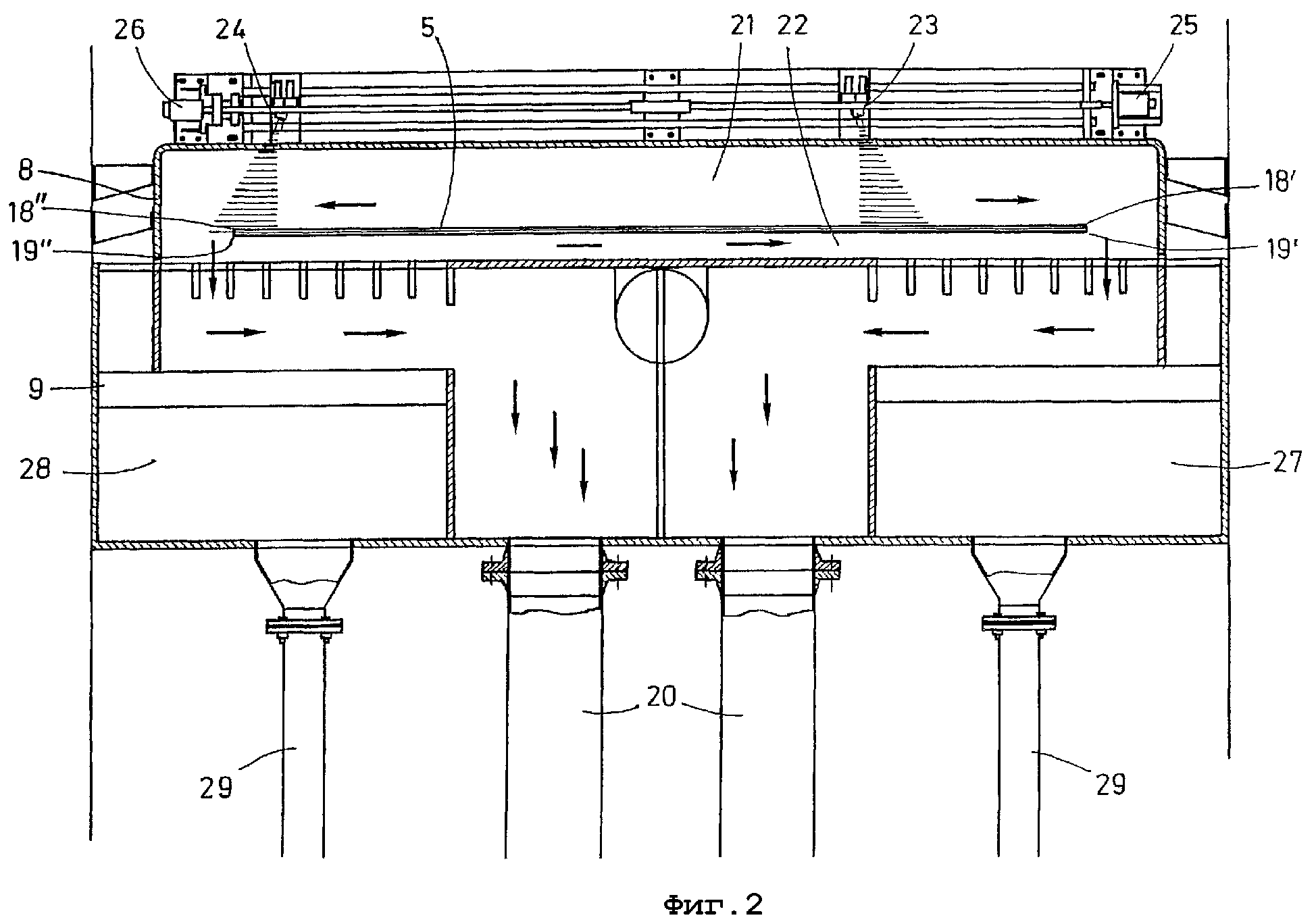
фиг.2 - устройство для обдува полосы в вертикальном разрезе поперек направления прокатки;
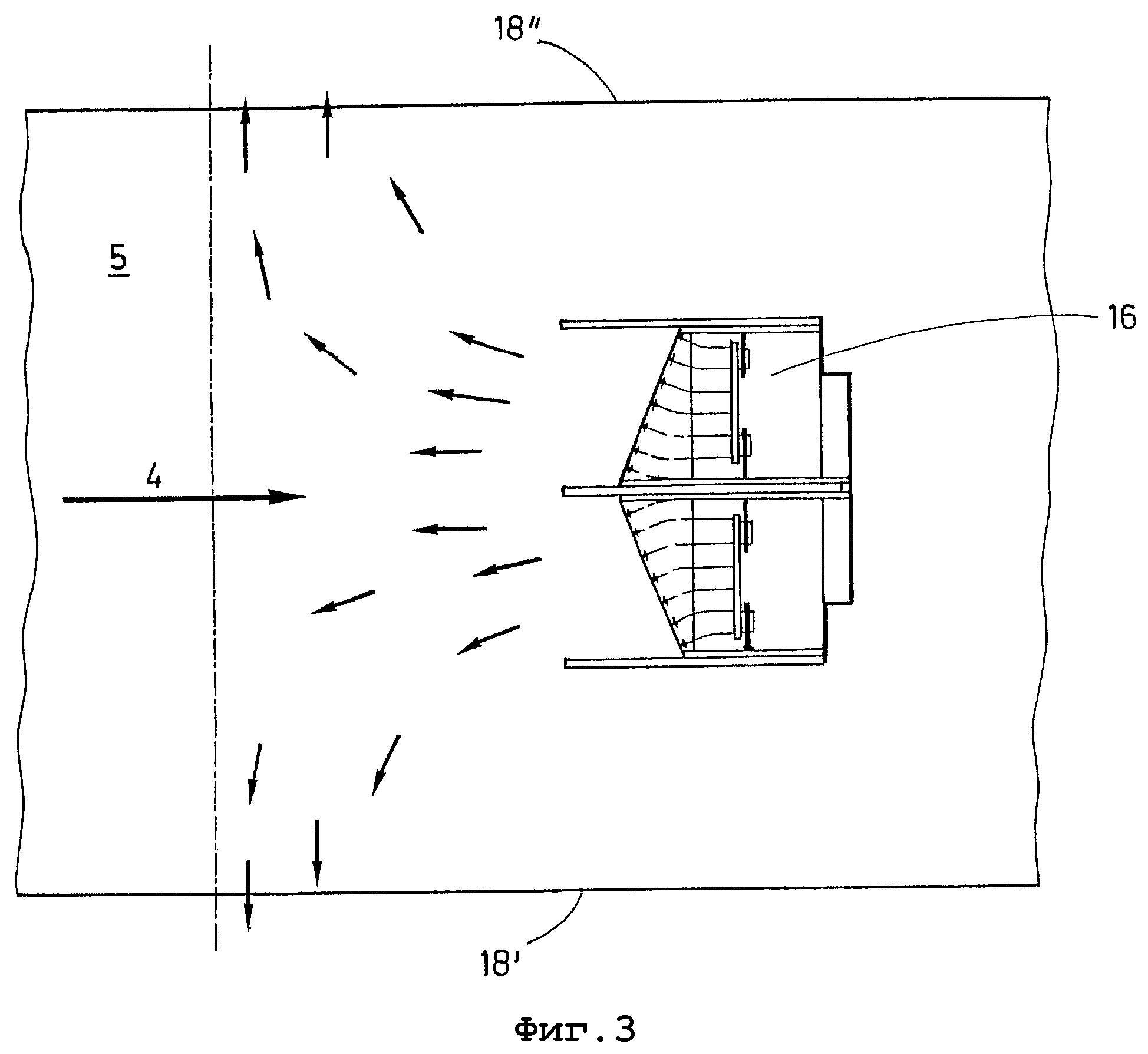
фиг.3 - движение потока воздуха из реактивного сопла на верхней стороне полосы, вид сверху; и
фиг.4 - движение потока воздуха из реактивного сопла на нижней стороне полосы, вид сверху.
На фиг.1 представлена прокатная клеть 1 с жестко установленным верхним отделяющим ограждением 2 и жестко установленным нижним отделяющим ограждением 3. Полоса 5, движущаяся в направлении прокатки, по стрелке 4, после рабочих валков 6, 7 попадает между верхним кожухом 8 и нижним кожухом 9. На соответствующих концах 10 и 11 верхнего 8 и нижнего 9 кожухов, обращенных к рабочим валкам 6 и 7, расположены устройства 12 и 13 для бесконтактного уплотнения. Для этих целей подходит, в частности, уплотнение, как оно описано в DE 4422422 A1.
Согласно DE 4422422 применяется специфическое бесконтактное уплотнение, выполненное в виде устройства бесконтактного уплотнения, в виде перегородки, содержащее концевой отделяющий элемент, который расположен по существу тангенциально к поверхности рабочего валка и на небольшом расстоянии от него, а также от поверхности полосы, при этом упомянутый отделяющий элемент снабжен по меньшей мере одним каналом для подвода воздуха под высоким давлением, проходящим к направленной в направлении оси валка и расположенной на небольшом расстоянии от поверхности валка щелевой распылительной форсунке, при этом между направлением сдувания форсунки и нормалью, проходящей от форсунки к оси рабочего валка, имеется угол, который в направлении вращения валка составляет от 0 до 45°, предпочтительно 30°, при этом отделительный элемент на своей передней стороне имеет расположенную по существу тангенциально и на небольшом расстоянии от поверхности валка сужающуюся концевую часть, выполненную и размещенную таким образом, что между ней и поверхностью валка образуется постоянно расширяющийся в сечении канал, выполненный по типу инжектора, который по меньшей мере в области ширины прокатываемого материала проходит параллельно оси рабочего валка.
Это бесконтактное уплотнение полностью отделяет область рабочих валков 6, 7 от области обдува полосы, так как устройства для уплотнения расположены как над, так и под полосой 5. В области полосы 5, которая образуется верхним кожухом 8 полосы и нижним кожухом 9 полосы, на обеих сторонах полосы 5, верхней стороне 14 и нижней стороне 15, с помощью реактивных сопел 16, 17 потоком воздуха создается избыточное давление. Избыточное давление, создаваемое воздушным потоком, ориентировано против направления прокатки и сгоняет масло, используемое при прокатке, еще находящееся на полосе 5, к верхнему и нижнему краям полосы 18, 19 (фиг.2). Оттуда масло поступает в отсасывающее устройство 20, которое расположено под нижним кожухом 9 полосы. Благодаря избыточному давлению, создаваемому воздушным потоком над и под полосой, происходят компенсация и наложение на разрежение в области полосы 5, которое образуется в области полосы 5 благодаря скорости полосы. Еще оставшееся масло, используемое для прокатки, и имеющиеся на полосе 5 загрязняющие вещества не задерживаются больше на полосе 5, а благодаря воздушному потоку, создающего избыточное давление, удаляются с полосы.
Предложенное устройство изображено в виде верхнего кожуха 8 полосы и нижнего кожуха 9 полосы на фиг.2. При этом нижний кожух 9 полосы выполнен в виде стола, и верхний кожух 8 полосы выполнен в виде колпака. Верхний кожух 9 полосы соединен с реактивным соплом (не показано), которое с помощью потока воздуха создает на верхней стороне 14 полосы 5 избыточное давление. Воздушный поток, создающий избыточное давление, идет сбоку в направлении правого верхнего края 18' полосы и левого верхнего края 18" полосы 18. В пространстве 21 над полосой 5 имеет место избыточное давление. Другое реактивное сопло направлено на нижнюю сторону 15 полосы 5 и создает под полосой 5 в пространстве 22 избыточное давление. Избыточное давление транспортирует дополнительно остатки масла, используемого при прокатке, к нижнему правому и левому краям полосы 19', 19".
Как дополнительно представлено на фиг.2, края 18', 18" полосы могут обдуваться с помощью отдельных форсунок 23, 24. Эти дополнительные форсунки 23, 24, например, расположены подвижно и могут приспосабливаться к различной ширине полосы с помощью серводвигателей 25, 26, так что форсунки 23, 24 всегда направлены на края 18', 18" полосы. Удаленное с полосы 5 масло улавливается расположенными под нижним кожухом 9 полосы фильтрами грубой очистки масла 27, 28 и оттуда отводится по трубопроводам 29. Воздушный поток, создающий избыточное давление, отсасывается под столом соответственно нижним кожухом 9 полосы системой 20 отсоса и идет в последующие устройства. Разумеется, система 20 отсоса установлена таким образом, что в пространстве 21 и пространстве 22 сохраняется избыточное давление. Так как возникающее при прокатке в области полосы 5 разрежение изменяется в зависимости от скорости полосы, ее ширины, свойств поверхности и так далее, предусмотрено регулирование создаваемого с помощью воздушного потока избыточного давления.
На фиг.3 показаны пути движения потоков воздуха, поступающего из реактивного сопла 16, соединенного с верхним кожухом 8 полосы, на верхней поверхности 14 полосы 5. Реактивное сопло 16 расположено посередине над полосой 5. С помощью направляющих пластинок, встроенных в реактивное сопло 16, поток воздуха в виде веера направляется в бока. Благодаря этому достигается то, что еще находящееся на полосе 5 масло, используемое при прокатке, направляется к краям 18', 18" полосы против направления прокатки и отсасывается оттуда с помощью расположенной под полосой 5 отсасывающей системы 20. Благодаря воздушному потоку, создающему избыточное давление, возникает воздушная подушка, которая препятствует отложению загрязняющих веществ на полосе 5 за счет того, что загрязняющие вещества удаляются с полосы 5 воздушным потоком, создающим избыточное давление.
Соответствующее реактивное сопло 17, которое направлено на нижнюю сторону 15 полосы 5, представлено на фиг.4. Расположенное посередине реактивное сопло 17 также установлено с некоторым углом под нижним кожухом 9 полосы. Выполненный, например, в виде стола нижний кожух 9 полосы имеет овальное отверстие, через которое против направления прокатки 4 направляется воздушный поток, создающий избыточное давление. Еще остающееся на нижней стороне 15 полосы 5 масло воздушным потоком, создающим избыточное давление, направляется к краям полосы 19', 19" и оттуда отсасывается с помощью расположенного ниже отсасывающего устройства 20. Согласно изобретению под и над полосой может быть расположено несколько реактивных сопел. Их число и расположение зависят, например, от ширины полосы или имеющихся вентиляторов. Возможно также, что предусмотрено несколько отсасывающих устройств.
Перечень позиций
1. Прокатная клеть
2. Верхнее ограждение
3. Нижнее ограждение
4. Стрелка, показывающая направление прокатки
5. Полоса
6. Рабочий валок
7. Рабочий валок
8. Верхний кожух полосы
9. Нижний кожух полосы
10. Конец кожуха полосы
11. Конец кожуха полосы
12. Устройство
13. Устройство
14. Верхняя сторона
15. Нижняя сторона
16. Реактивное сопло
17. Реактивное сопло
18. Верхний край полосы
19. Нижний край полосы
18', 18". Правый и левый верхние края полосы
19', 19". Правый и левый нижние края полосы
20. Отсасывающая система
21. Пространство
22. Пространство
23. Форсунка
24. Форсунка
25. Сервомотор
26. Сервомотор
27. Фильтр предварительной очистки
28. Фильтр предварительной очистки
29. Трубопровод.
Реферат
Изобретение предназначено для получения свободной от жидкостей и загрязняющих веществ прокатанной полосы. Способ включает обдув полосы с помощью реактивных сопел, расположенных над верхней стороной полосы, и отсасывание на краях полосы масла/эмульсии, используемых при прокатке с помощью отсасывающей системы. Эффективность обдува обеспечивается за счет того, что на верхней стороне и нижней стороне полосы образуют пространство, в котором создают избыточное давление. Устройство включает верхний и нижний кожухи с реактивными соплами внутри них. На краевых частях кожухов расположено бесконтактное уплотнение. 2 н. и 11 з.п. ф-лы, 4 ил.
Комментарии