Устройство для подстуживания петли раската - SU910268A1
Код документа: SU910268A1
Описание
(5) УСТРОЙСТВО ДЛЯ ПОДСТУЯИВАНИЯ ПЕТЛИ РАСКАТА

Реферат
Формула
Изобретения относится к прокатному производству и может быть использовано
при горячей прокатке сортовых профилей с образованием петли раската.
Известно устройство для подстуживания петли раската, содержащее накопительный бака с соплами для подачи
охладителя на поверхность раската Clj. Это устройство не позволяет обеспечить равномерное охлаждение по
длине проката, что приводит к разнородности механических свойств и колббанию
размеров профиля готового изделия , а следовательно, к снижению качества.
Наиболее близко к предлагаемому устройство для подстук(ивания раската,
содержащее подводящие коллекторы с соплами для истечения охладителя, установленные вдоль оси прокатки на
выходе одной из рабочих клетей, клапа мы включения - отключения подачи ох-
падителя, проводковый стол Г2. Это устройство не позволяет обеспечить
требуемый температурный режим прокатки с образованием петли раската .
Цель изобретения - улучшение качества готовой продукции путем оптимизации
температурного режима прокатки при повышении равномерности охлаждения раската по длине.
Это достигается тем, что известное устройство для подстуживания петли раската, включающее подводящий
коллектор с соплами для истечения охладителя, установленный вдоль оси
прокатки на выходе одной из клетей, клапаны для включения - отключения
подачи охладителя, проводковый стол, в соответствии с изобретением снабжено
дополнительными коллекторами, установленными с постоянным шагом относительно друг друга на подводящем
коллекторе под проводковым столом и выполненными в виде участков подобных
кривых с выпусклостью, обращенной от
линии рабочих клетей, предпочтительно цуг окружности, и с длиной каждого последующего участка меньше длины
предыдущего на величину шага; при этом клапаны смонтированы между подводящим
и каждым дополнительным коллекторами .
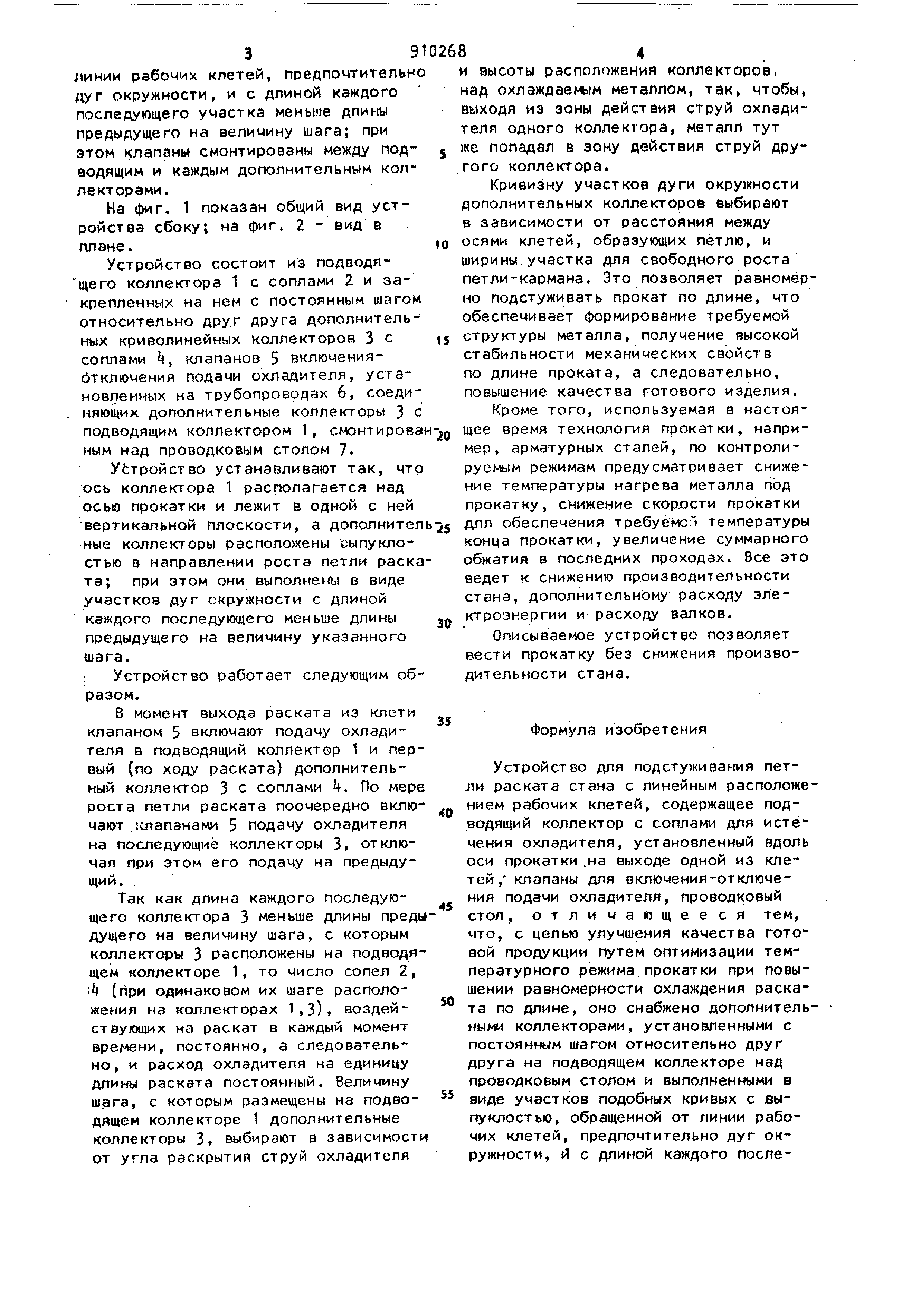
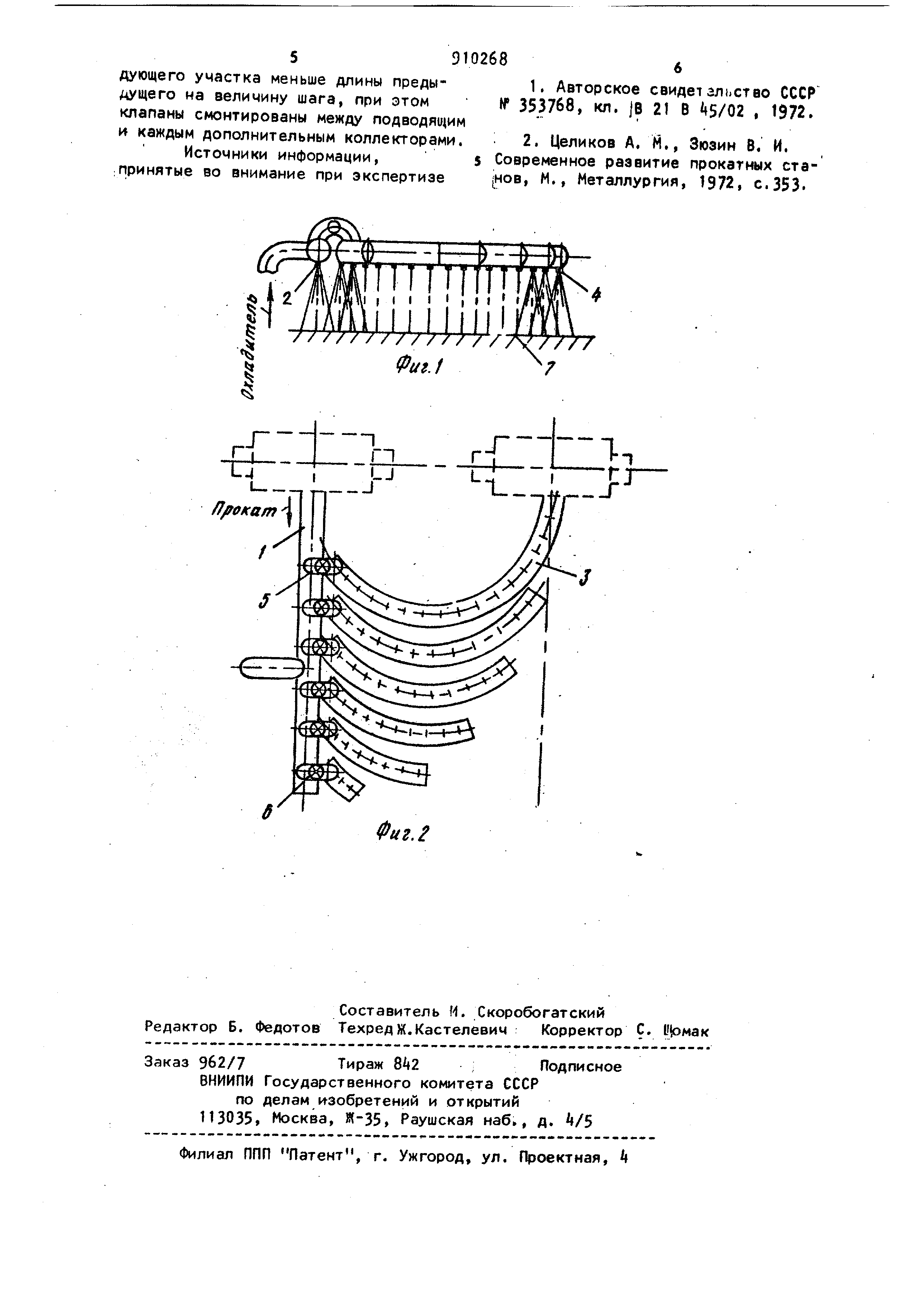
На фиг. 1 показан общий вид устройства
сбоку; на фиг. 2 - вид в плане.
Устройство состоит из подводящего
коллектора 1 с соплами 2 и закрепленных на нем с постоянным шагом относительно друг друга дополнительных
криволинейных коллекторов 3 с соплами, клапанов 5 включенияОтключения подачи охладителя, установленных
на трубопроводах 6, соединяющих дополнительные коллекторы 3 с подводящим коллектором 1, смонтирован- п
ным над проводковым столом 7. Уйтройство устанавливают так, что ось коллектора 1 располагается над
осью прокатки и лежит в одной с ней вертикальной плоскости, а дополнит ел Для
ные коллекторы расположены ;ыпуклостью в направлении роста петли раската; при этом они выполнены в виде
участков дуг окружности с длиной каждого последующего меньше длины предыдущего на величину указанного
шага.
Устройство работает следующим образом .
В момент выхода раската из клети клапаном 5 включают подачу охладителя в подводящий коллектор 1 и первый
(по ходу раската) дополнительный коллектор 3 с соплами k. По мере роста петли раската поочередно вклю
чают 1слапанами 5 подачу охладителя на последующие коллекторы 3, отключая
при этом его подачу на предыдущий .
Так как длина каждого последующего
коллектора 3 меньше длины предыдущего на величину шага, с которым коллекторы 3 расположены на подводящем
коллекторе 1, то число сопел 2, (при одинаковом их шаге расположения на коллекторах 1,3) воздействующих
на раскат в каждый момент , постоянно, а следовательно , и расход охладителя на единицу
длины раската постоянный. Величину шага, с которым размещены на подводящем коллекторе 1 дополнительные
коллекторы 3. выбирают в зависимости от угла раскрытия струй охладителя
и высоты расположения коллекторов, над охлаждаемым металлом, так, чтобы,
выходя из зоны действия струй охладителя одного коллектора, металл тут
же попадал в зону действия струй другого колле1стора.
Кривизну участков дуги окружности дополнительных коллекторов выбирают в зависимости от расстояния между
осями клетей, образующих петлю, и ширины.участка для свободного роста
петли-кармана. Это позволяет равномерно подстуживать прокат по длине, что
обеспечивает формирование требуемой
структуры металла, получение высокой
стабильности механических свойств по длине проката, а следовательно,
повышение качества готового изделия. Кроме того, используемая в настояконца
прокатки, увеличение суммарного обжатия в последних проходах. Все это
ведет к снижению производительности стана, дополнительному расходу электроэнергии и расходу валков.
Описываемое устройство позволяет вести прокатку без снижения производительности
стана.
Формула изобретения
Устройство для подстуживания петли раската стана с линейным расположением
рабочих клетей, содержащее подводящий коллектор с соплами для исте
чения охладителя, установленный вдоль оси прокатки ,на выходе одной из клетей
, клапаны для включения-отключения подачи охладителя, проводковый стол, отличающееся тем,
что, с целью улучшения качества готовой продукции путем оптимизации температурного
режима прокатки при повышении равномерности охлаждения раската по длине, оно снабжено дополнительными
коллекторами, установленными с постоянным шагом относительно друг друга на подводящем коллекторе над
проводковым столом и выполненными в виде участков подобных кривых с выпуклостью
, обращенной от линии рабочих клетей, предпочтительно дуг окружности , и с длиной каждого послеЩее
время технология прокатки, налример , арматурных сталей, по контролируемым
режимам предусматривает снижение температуры нагрева металла под прокатку, снижение скорости прокатки
обеспечения требуемой температуры
5 9102686
дующего участка меньше длины преды-1. Авторское свиде13Л1.ство СССР
Аущего на величину шага, при этомff 353768, кл. В 21 В , 1972.
клапаны смонтированы между подводящим и
каждым дополнительным коллекторами. 2, Целиков А. И., Зюзин В. И.
Источники информации,s Современное развитие прокатных ста;Принятые во внимание при экспертизе Нов, М., Металлургия, 1972, с.353«
.J
Фиг.
Комментарии