Кантователь сортового проката - SU1289576A1
Код документа: SU1289576A1
Чертежи

Описание
1
Изобретение относится к обработк металлов давлением и может быть использовано для осуществления кантовки и задачи сортового проката с сечением ромба в калибры прокатньк клетей.
Цель изобретения - обеспечение возможности кантовки профиля, преимущественно ромба, из любого положения .
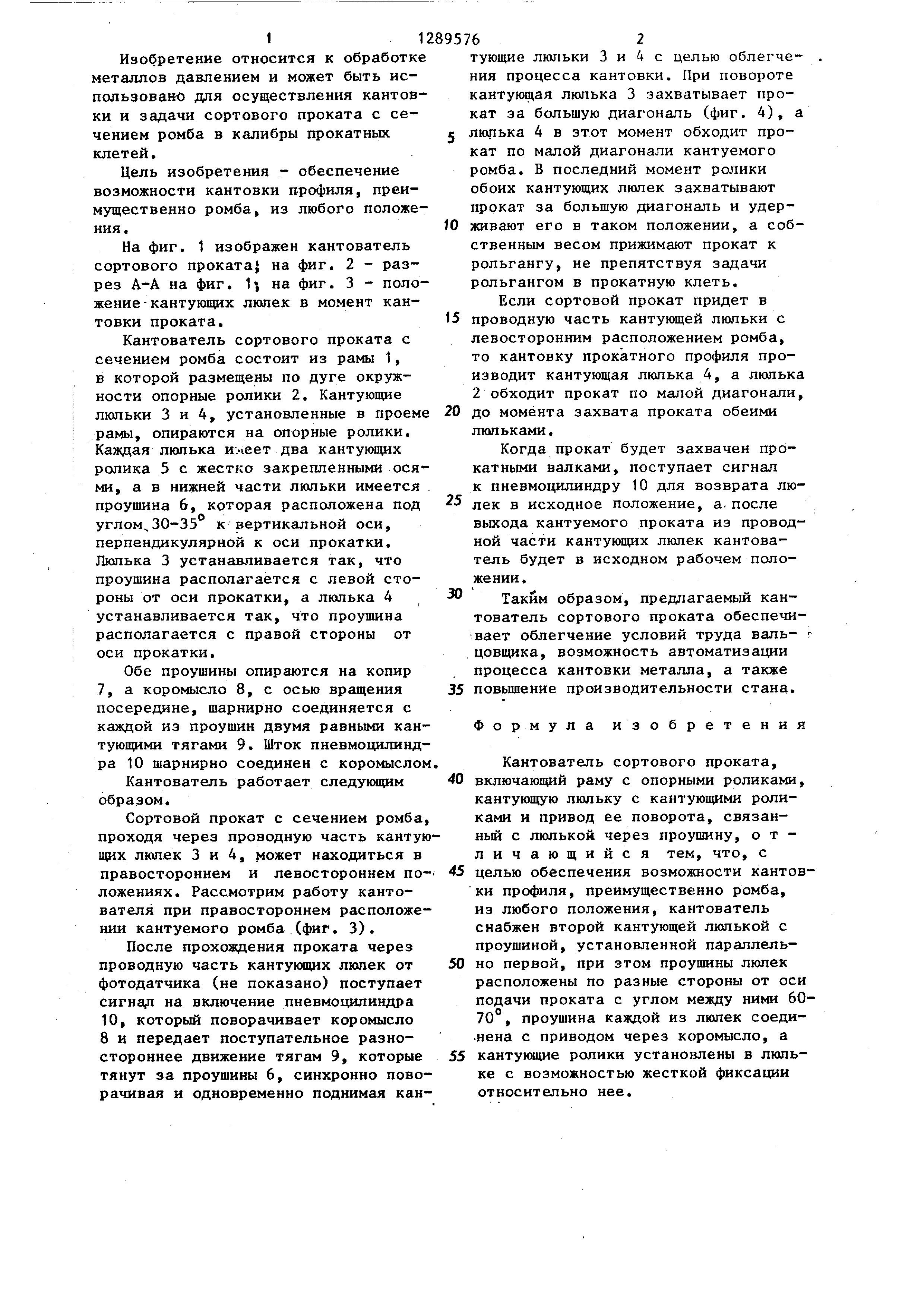
На фиг. 1 изображен кантователь сортового проката} на фиг. 2 - разрез А-А на фиг. 1 на фиг. 3 - положение кантующих люлек в момент кантовки проката.
Кантователь сортового проката с сечением ромба состоит из рамы 1, в которой размещены по дуге окружности опорные ролики 2. Кантующие люльки 3 и 4, установленные в проем рамы, опираются на опорные ролики. Каждая люлька и .чвет два кантующих ролика 5 с жестко закрепленными ося
ми, а в нижней части люльки имеется проушина 6, которая расположена под углом,30-35 к вертикальной оси, перпендикулярной к оси прокатки. Люлька 3 устанавливается так, что проушина располагается с левой стороны от оси прокатки, а люлька 4 устанавливается так, что проушина располагается с правой стороны от оси прокатки.
Обе проушины опираются на копир 7, а коромысло 8, с осью вращения посередине, шарнирно соединяется с каждой из проушин двумя равными кантующими тягами 9. Шток пневмоцилинд- ра 10 шарнирно соединен с коромыслом
Кантователь работает следующим образом.
Сортовой прокат с сечением ромба, проходя через проводную часть кантующих люлек 3 и 4, может находиться в правостороннем и левостороннем положениях . Рассмотрим работу кантователя при правостороннем расположении кантуемого ромба (фиг. 3).
После прохождения проката через проводную часть кантую цих люпек от фотодатчика (не показано) поступает сигна/1 на включение пневмоцилиндра 10, который поворачивает коромысло 8 и передает поступательное разностороннее движение тягам 9, которые тянут за проушины 6, синхронно поворачивая и одновременно поднимая кан
576
5
0
5
0
5
0
5
0
5
2
тующие люльки 3 и 4 с целью облегчения процесса кантовки. При повороте кантующая люлька 3 захватывает прокат за большую диагональ (фиг. 4), а люлька 4 в этот момент обходит прокат по малой диагонали кантуемого ромба. В последний момент ролики обоих кантующих люлек захватывают прокат за большую диагональ и удерживают его в таком положении, а собственным весом прижимают прокат к рольгангу, не препятствуя задачи рольгангом в прокатную клеть.
Если сортовой прокат придет в проводную часть кантующей люльки с левосторонним расположением ромба, то кантовку прокатного профиля производит кантующая люлька 4, а люлька 2 обходит прокат по малой диагонали, до момента захвата проката обеими люльками.
Когда прокат будет захвачен прокатными валками, поступает сигнал к пневмоцилиндру 10 для возврата люлек в исходное положение, а, после выхода кантуемого проката из проводной части кантующих люлек кантователь будет в исходном рабочем положении .
Таким образом, предлагаемый кантователь сортового проката обеспечи- вает облегчение условий труда валь- г цовщика, возможность автоматизации процесса кантовки металла, а также повышение производительности стана.
Ф о р м ула изобретения
Кантователь сортового проката, включающий раму с опорными роликами, кантующую люльку с кантующими роликами и привод ее поворота, связанный с люлькой через проупшну, отличающийся тем, что, с целью обеспечения возможности кантов- ки профиля, преимущественно ромба, из любого положения, кантователь снабжен второй кантующей люлькой с проушиной, установленной параллельно первой, при зтом проушины люлек расположены по разные стороны от оси подачи проката с углом между ними 60- 70, проушина каждой из люлек соеди- -нена с приводом через коромысло, а кантующие ролики установлены в люльке с возможностью жесткой фиксации относительно нее.
сриг.1
р0ль
Редактор И.Сегляник
7845/10
Тираж 503Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Составитель О.Румянцева
Техред В.Кадар Корректор А.Обручар
Реферат
Изобретение может быть использовано на предприятиях металлургической промышленности для кантования сортового проката. Цель изобретения - обеспечение возможности кантовки профиля, преимущественно ромба, из любого положения. Кантователь имеет раму 1 с опорными роликами 2, две параллельно расположенные люльки, Кантующие ролики 5 каждой люльки смонтированы жестко на расстоянии друг от друга, меньшем большей диагонали и большем меньшей диагонали кантуемого ромба, а проушины 6 каждой люльки расположены по разные стороны оси прокатки под углом между ними 60-70°. Проушина каждой люльки соединена с пневмоцилиндром 10 через коромысло 8, обеспечивающее синхронный поворот люлек в разные стороны. Данным кантователем можно кантовать на ребрй свободно двигающийся на любой грани по рольгангу сортовой прокат с сечением ромба, удерживать его в этом положении и задавать без остановки в прокатную клеть стана. 3 ил. с $ (Л /ff I О сл sj о Физ.г

Формула
Комментарии