Производственное оборудование участка прокатного стана с поворотными захватами и производственная линия горячей прокатки - RU2763368C1
Код документа: RU2763368C1
Чертежи







Описание
ОБЛАСТЬ ТЕХНИКИ
[0001] Настоящее изобретение относится к области техники, касающейся стана горячей прокатки, а в частности, к производственному оборудованию участка прокатного стана с поворотными захватами и производственной линии горячей прокатки.
УРОВЕНЬ ТЕХНИКИ
[0002] В последние годы с быстрым усовершенствованием производственных мощностей по производству средних и толстых листов в Китае производство средних и толстых листов значительно увеличилось, а конкуренция на рынке стала более жесткой. Расширение диапазона рабочих характеристик прокатываемых слябов, повышение производительности и увеличение выхода стальных листов стали основными задачами и трудностями в этой области.
[0003] В настоящее время, как изображено на ФИГ. 1 и 2, обычная производственная линия на участке прокатного стана содержит последовательно расположенные транспортировочный роликовый стол 901 на входной стороне, поворотный роликовый стол 902 на входной стороне, подающий ролик 904 на входной стороне, прокатный ролик 905, подающий ролик 906 на выходной стороне, поворотный роликовый стол 907 на выходной стороне и транспортировочный роликовый стол 909 на выходной стороне от начала производственной цепочки к ее концу. Направляющие на входной стороне соответственно расположены с обеих сторон поворотного роликового стола 902 на входной стороне, а впускные нажимные пластины 903 расположены на направляющих на входной стороне. Направляющие на выходной стороне соответственно расположены с обеих сторон поворотного роликового стола 907 на выходной стороне, а выпускные нажимные пластины 908 расположены на направляющих на выходной стороне. Во время прокатки средних и толстых листов прокатываемое изделие 910 регулируют поворотным роликовым столом 902 на входной стороне на заданный угол и затем после регулировки угла прокатывают в прямом направлении прокатным роликом 905; после прокатки в прямом направлении прокатываемое изделие 910 снова регулируют поворотным роликовым столом 907 на выходной стороне на заданный угол и затем после регулировки угла прокатывают в обратном направлении прокатным роликом 905. Прокатываемое изделие 910 может быть прямо выведено или подвергнуто последующей обычной продольной прокатке после многократных прокаток в прямом и обратном направлениях под углом согласно требованиям к производственному процессу.
[0004] Однако в существующей обычной производственной линии заданный угол прокатываемого изделия 910 регулируют за счет взаимодействия с боковой направляющей, расположенной с обеих сторон производственной линии, скорость реагирования является низкой, а время для регулировки заданного угла прокатываемого изделия 910 является продолжительным, что не способствует повышению эффективности производства. Кроме того, угол регулировки прокатываемого изделия 910 боковой направляющей обычно является горизонтальным или продольным, и при этом угол регулировки существенно ограничен.
[0005] Пока не предложено эффективного решения проблем низкой скорости и низкой точности при регулировке заданного угла прокатываемого изделия прокатным станом в предшествующем уровне техники.
[0006] Таким образом, основываясь на многолетнем опыте и в соответствующих отраслях промышленности, изобретателями по настоящей заявки предложены производственное оборудование участка прокатного стана с поворотными захватами и производственная линия горячей прокатки, с тем чтобы преодолеть недостатки предшествующего уровня техники.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0007] Задачей настоящего раскрытия является обеспечение производственного оборудования участка прокатного стана с поворотными захватами и производственной линии горячей прокатки. Угол прокатываемого изделия регулируют поворотным захватом, расположенным на поворотном роликовом столе на входной стороне и поворотном роликовом столе на выходной стороне, с тем чтобы оптимизировать скорость и улучшить точность, а также сократить время регулировки угла прокатываемого изделия, достичь высокой степени автоматизации и уменьшить сложность работы, что способствует улучшению производственного ритма и эффективности производства.
[0008] Задача настоящего раскрытия может быть решена посредством принятия следующих технических решений.
[0009] В настоящем раскрытии обеспечено производственное оборудование участка прокатного стана с поворотными захватами, содержащее поворотно-захватное устройство, выполненное с возможностью подъема и поворота, и поворотный роликовый стол, причем поворотно-захватное устройство расположено соответственно выше поворотного роликового стола и выполнено с возможностью соответственно зажатия прокатываемого изделия, проходящего через поворотный роликовый стол, и приведения в движение прокатываемого изделия с его подъемом и поворотом, так что осевая линия прокатываемого изделия и осевая линия прокатки образуют заданный угол.
[0010] В предпочтительном варианте реализации настоящего раскрытия поворотный роликовый стол содержит поворотный роликовый стол на входной стороне и поворотный роликовый стол на выходной стороне. Имеется по меньшей мере две группы поворотно-захватных устройств, причем указанные две группы поворотно-захватных устройств соответственно расположены на поворотном роликовом столе на входной стороне и выше поворотного роликового стола на выходной стороне, и между поворотным роликовым столом на входной стороне и поворотным роликовым столом на выходной стороне расположен прокатный ролик.
[0011] В предпочтительном варианте реализации настоящего раскрытия поворотно-захватное устройство содержит монтажную раму, подъемный узел, поворотный узел и по меньшей мере два зажимных узла, причем монтажная рама установлена с фиксацией выше поворотного роликового стола, подъемный узел расположен на верхней части монтажной рамы, поворотный узел расположен в нижней части подъемного узла, и каждый из зажимных узлов расположен вдоль направления длины поворотного роликового стола; каждый зажимной узел содержит два зажимных органа, выполненных с возможностью перемещения в противоположных направлениях, при этом каждый из зажимных органов расположен с возможностью перемещения в нижней части соответствующего траверсного узла, и два траверсных узла находятся на одной и той же горизонтальной прямой линии, так что обеспечена возможность перемещения двух зажимных органов в каждой группе в противоположных направлениях по одной и той же горизонтальной прямой линии, а каждый из траверсных узлов расположен в нижней части поворотного узла.
[0012] В предпочтительном варианте реализации настоящего раскрытия монтажная рама содержит соединительный держатель и две прямостоящие стойки, причем две прямостоящие стойки расположены соответственно с обеих сторон поворотного роликового стола, нижний конец каждой из двух прямостоящих стоек закреплен на установочной плите, верхние концы двух прямостоящих стоек соединены с двумя концами соединительного держателя, а подъемный узел расположен на соединительном держателе.
[0013] В предпочтительном варианте реализации настоящего раскрытия подъемный узел содержит подъемный цилиндр, при этом закрепленный конец подъемного цилиндра установлен на верхней части соединительного держателя, и шток поршня подъемного цилиндра проходит через соединительный держатель в вертикальном направлении и соединен с верхней частью поворотного узла.
[0014] В предпочтительном варианте реализации настоящего раскрытия подъемный узел дополнительно содержит два стержня для направления подъема и две втулки для направления подъема. Указанные две втулки для направления подъема соответственно расположены на соединительном держателе и размещены соответственно с обеих сторон подъемного цилиндра. Стержни для направления подъема расположены с возможностью скольжения в соответствующих втулках для направления подъема, и нижние концы стержней для направления подъема проходят через соответствующие втулки для направления подъема и соединены с верхней частью поворотного узла.
[0015] В предпочтительном варианте реализации настоящего раскрытия поворотный узел содержит соединительную пластину и первый корпус, причем первый корпус расположен в нижней части соединительной пластины, и между первым корпусом и соединительной пластиной образована вмещающая полость. Первый приводной вал, выполненный с возможностью вращения, расположен в вертикальном направлении во вмещающей полости, и верхний конец первого приводного вала соединен с выходным валом первого приводного двигателя, и на первый приводной вал надето с фиксацией первое приводное зубчатое колесо. Первый ведомый вал, параллельный первому приводному валу, расположен с фиксацией во вмещающей полости. Снаружи первого ведомого вала надет с возможностью поворота вращательный каркас, имеющий цилиндрическую форму. На вращательный каркас надето с фиксацией первое ведомое зубчатое колесо, причем первое ведомое зубчатое колесо зацеплено с первым приводным зубчатым колесом, а нижняя часть вращательного каркаса соединена с траверсными узлами.
[0016] В предпочтительном варианте реализации настоящего раскрытия на верхней части соединительной пластины расположена опора первого двигателя, на опоре первого двигателя установлен первый приводной двигатель, с первым приводным двигателем соединен первый кодовый датчик положения, и между выходным валом первого приводного двигателя и первым приводным валом расположена первая муфта.
[0017] В предпочтительном варианте реализации настоящего раскрытия в нижней части поворотного узла расположена монтажная рама, и каждый из траверсных узлов закреплен на монтажной раме.
[0018] Траверсный узел содержит часть для направления перемещения, второй приводной двигатель, второй корпус и опору подшипника. Часть для направления перемещения, второй корпус и опора подшипника расположены на верхней части монтажной рамы. Второй приводной вал, выполненный с возможностью вращения, расположен во втором корпусе вдоль горизонтального направления. Один конец второго приводного вала соединен с выходным валом второго приводного двигателя, и на второй приводной вал надето с фиксацией второе приводное зубчатое колесо. Во втором корпусе расположен второй ведомый вал, параллельный второму приводному валу. На второй ведомый вал надето с фиксацией второе ведомое зубчатое колесо, причем второе ведомое зубчатое колесо зацеплено со вторым приводным зубчатым колесом. Один конец второго ведомого вала соединен с одним концом части для направления перемещения через вторую муфту, а другой конец части для направления перемещения расположен с возможностью поворота на опоре подшипника через промежуточный подшипник. Верхняя часть зажимного органа расположена с возможностью перемещения на части для направления перемещения.
[0019] В предпочтительном варианте реализации настоящего раскрытия часть для направления перемещения представляет собой винтовую конструкцию или шарико-винтовую пару с надетой гайкой.
[0020] В предпочтительном варианте реализации настоящего раскрытия на внешней части второго корпуса расположена опора второго двигателя, на опоре второго двигателя установлен второй приводной двигатель, со вторым приводным двигателем соединен второй кодовый датчик положения, и между выходным валом второго приводного двигателя и вторым приводным валом расположена третья муфта.
[0021] В предпочтительном варианте реализации настоящего раскрытия в нижней части монтажной рамы вдоль направления длины поворотного роликового стола расположены множество рельсовых направляющих. С обеих сторон верхней части зажимного органа соответственно установлены ролики. Верхние части зажимных органов соединены с возможностью взаимодействия с соответствующими рельсовыми направляющими через ролики.
[0022] В предпочтительном варианте реализации настоящего раскрытия зажимной орган представляет собой длинную узкую конструкцию, расположенную в вертикальном направлении. В нижней части и на внешней стенке расположен выступ, предотвращающий скольжение, зажимного органа, обращенный к стороне прокатываемого изделия.
[0023] В предпочтительном варианте реализации настоящего раскрытия поворотный роликовый стол на входной стороне и поворотный роликовый стол на выходной стороне образованы множеством первых роликовых столов, расположенных сторона к стороне в горизонтальном направлении, причем первые роликовые столы соединены соответственно с двигателями первых роликовых столов, и соседние двигатели первых роликовых столов выполнены с возможностью приведения в движение соответствующих первых роликовых столов с их поворотом в одном и том же направлении или в противоположных направлениях.
[0024] В предпочтительном варианте реализации настоящего раскрытия между выпускным концом поворотного роликового стола на входной стороне и прокатным роликом расположен впускной клетьевой ролик, а между прокатным роликом и впускным концом поворотного роликового стола на выходной стороне расположен выпускной клетьевой ролик.
[0025] В предпочтительном варианте реализации настоящего раскрытия впускной клетьевой ролик и выпускной клетьевой ролик образованы множеством вторых роликовых столов, расположенных сторона к стороне в горизонтальном направлении, и одна сторона каждого из вторых роликовых столов обеспечена двигателем второго роликового стола, посредством которого обеспечено приведение в действие второго роликового стола с его поворотом.
[0026] В предпочтительном варианте реализации настоящего раскрытия производственное оборудование участка прокатного стана с поворотными захватами дополнительно содержит транспортировочный роликовый стол на входной стороне и выпускной транспортировочный роликовый стол. Выпускной конец транспортировочного роликового стола на входной стороне соединен с впускным концом поворотного роликового стола на входной стороне, а впускной конец транспортировочного роликового стола на выходной стороне соединен с выпускным концом поворотного роликового стола на выходной стороне.
[0027] В предпочтительном варианте реализации настоящего раскрытия транспортировочный роликовый стол на входной стороне и транспортировочный роликовый стол на выходной стороне образованы множеством третьих роликовых столов, расположенных сторона к стороне в горизонтальном направлении, и одна сторона каждого из третьих роликовых столов обеспечена двигателем третьего роликового стола, посредством которого обеспечено приведение в действие третьего роликового стола для поворота.
[0028] Настоящее раскрытие обеспечивает производственную линию горячей прокатки, содержащую участок установки прокатного стана, причем участок установки прокатного стана обеспечен производственным оборудованием участка прокатного стана с поворотными захватами, как описано выше.
[0029] В предпочтительном варианте реализации настоящего раскрытия участок установки прокатного стана является участком одноклетевого прокатного стана, причем участок одноклетевого прокатного стана обеспечен производственным оборудованием участка прокатного стана с поворотными захватами.
[0030] В предпочтительном варианте реализации настоящего раскрытия участок установки прокатного стана содержит участок прокатного стана для черновой прокатки и участок прокатного стана для чистовой прокатки, причем выпускной конец участка прокатного стана для черновой прокатки соединен с впускным концом участка прокатного стана для чистовой прокатки, и производственное оборудование участка прокатного стана с поворотными захватами расположено на участке прокатного стана для черновой прокатки и/или участке прокатного стана для чистовой прокатки.
[0031] В виду вышеизложенного характеристиками и преимуществами производственного оборудования участка прокатного стана с поворотными захватами и производственной линии горячей прокатки согласно настоящему раскрытию являются: поворотно-захватное устройство, выполненное с возможностью выполнения подъемных и поворотных действий, расположено на поворотном роликовом столе производственной линии горячей прокатки; когда прокатываемое изделие проходит через поворотный роликовый стол, поворотно-захватное устройство может зажимать прокатываемое изделие и приводить в движение прокатываемое изделие с его подъемом и поворотом, таким образом заданный угол прокатываемого изделия во время процесса прокатки может быть отрегулирован быстро и точно, что отвечает требованиям к установочному направлению прокатываемого изделия и сокращает время регулировки угла прокатываемого изделия. В дополнение к этому, нет необходимости вручную регулировать высоту подъема и угол поворота прокатываемого изделия, что повышает степень автоматизации, уменьшает сложность работы и значительно улучшает производственный ритм и эффективность производства.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0032] Следующие чертежи предназначены только для схематического иллюстрирования и объяснения настоящего раскрытия, а не для ограничения объема настоящего раскрытия. На чертежах:
[0033] на ФИГ. 1 схематически представлена конструкция производственной линии с прокатным станом в предшествующем уровне техники для продольной прокатки прокатываемого изделия;
[0034] на ФИГ. 2 схематически представлена конструкция производственной линии с прокатным станом в предшествующем уровне техники для горизонтальной прокатки прокатываемого изделия;
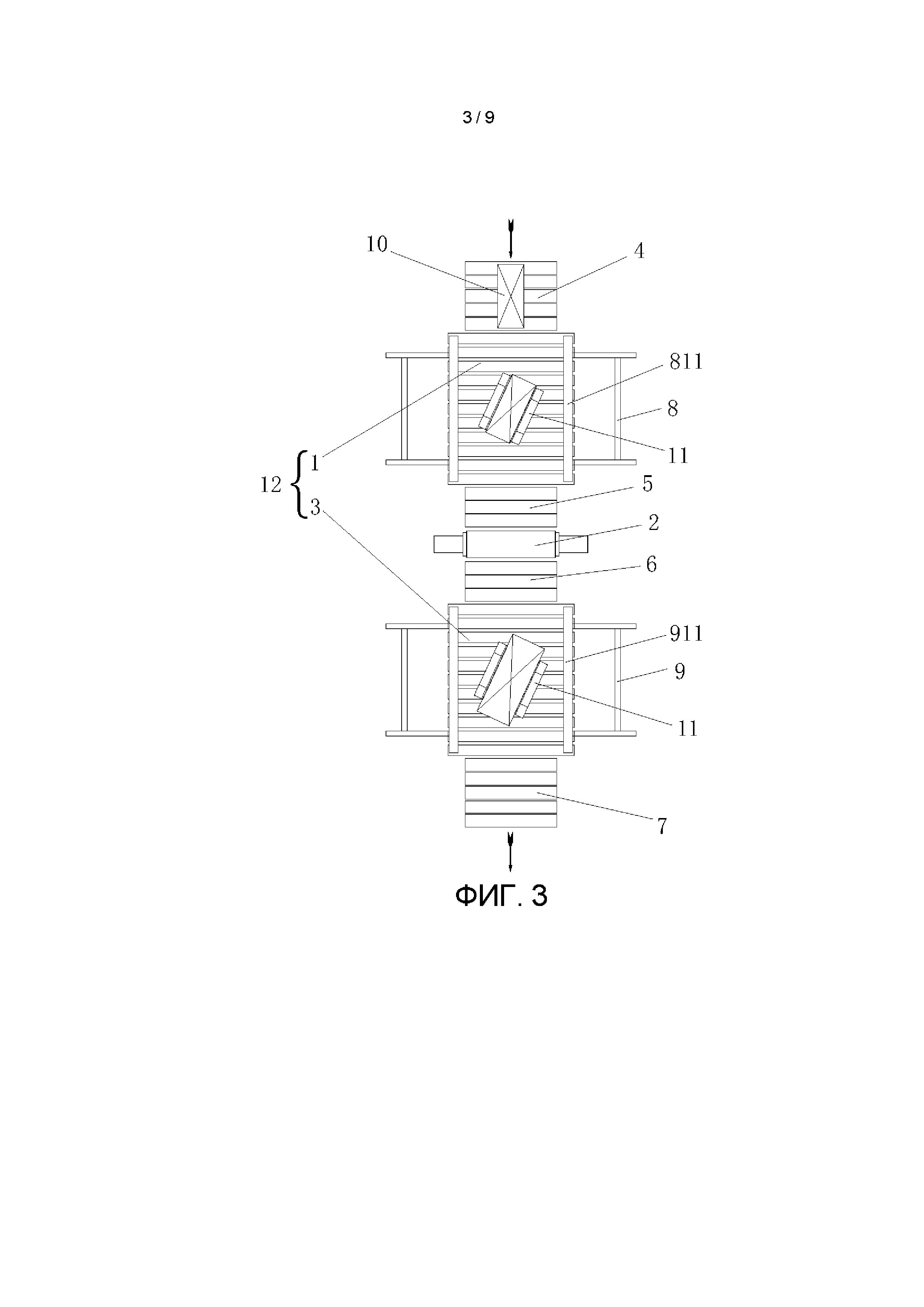
[0035] на ФИГ. 3 схематически представлена конструкция производственного оборудования участка прокатного стана с поворотными захватами согласно настоящему раскрытию;
[0036] на ФИГ. 4 представлен вид спереди поворотно-захватного устройства производственного оборудования участка прокатного стана с поворотными захватами согласно настоящему раскрытию;
[0037] на ФИГ. 5 представлен вид спереди в разрезе поворотно-захватного устройства производственного оборудования участка прокатного стана с поворотными захватами согласно настоящему раскрытию;
[0038] на ФИГ. 6 представлен вид спереди в разрезе поворотного узла поворотно-захватного устройства производственного оборудования участка прокатного стана с поворотными захватами согласно настоящему раскрытию;
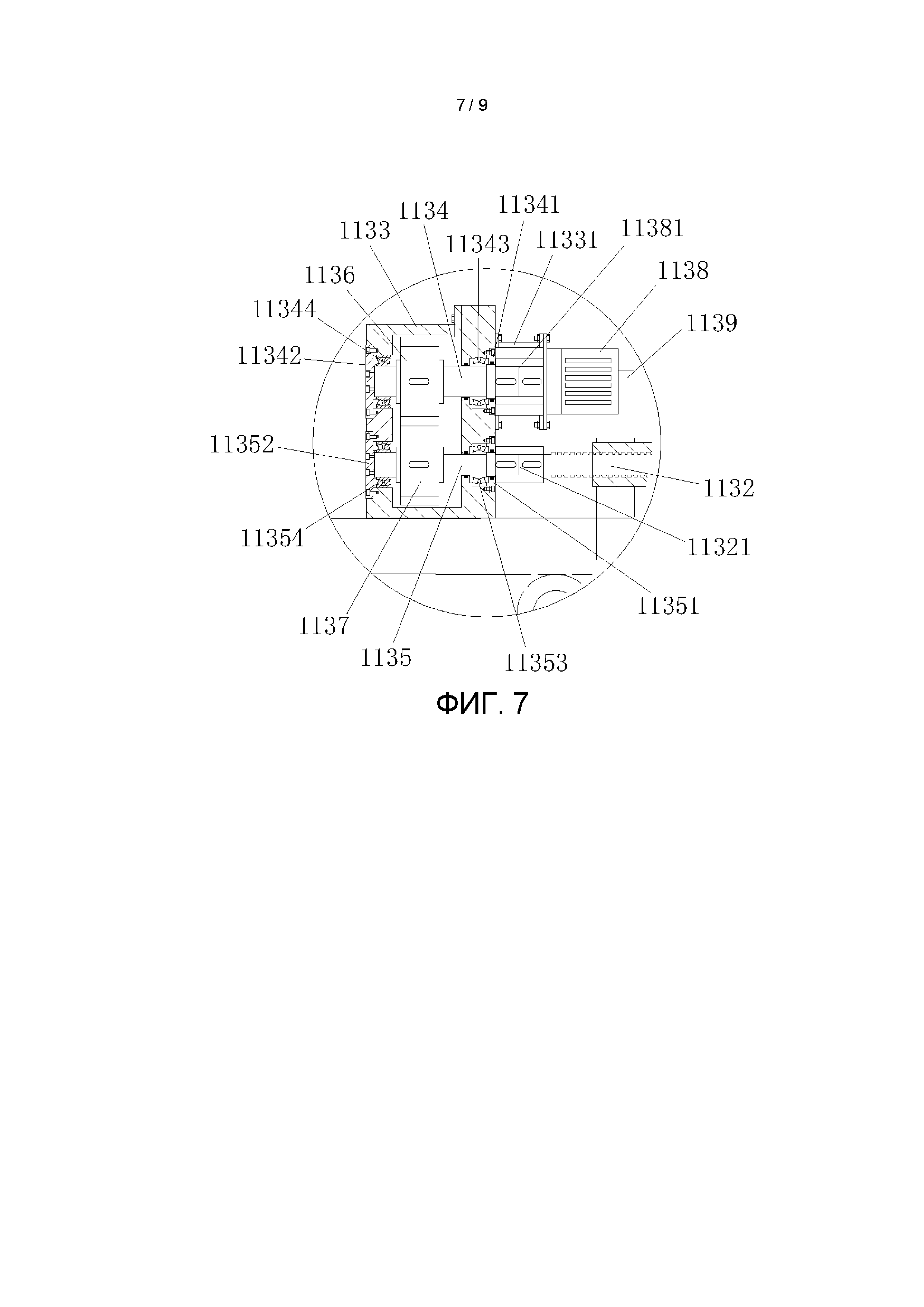
[0039] на ФИГ. 7 представлен вид спереди в разрезе траверсного узла поворотно-захватного устройства производственного оборудования участка прокатного стана с поворотными захватами согласно настоящему раскрытию;
[0040] на ФИГ. 8 схематически представлена конструкция соединения части для направления перемещения и опоры подшипника в траверсном узле поворотно-захватного устройства производственного оборудования участка прокатного стана с поворотными захватами; и
[0041] на ФИГ. 9 представлен вид с левого бока поворотно-захватного устройства производственного оборудования участка прокатного стана с поворотными захватами согласно настоящему раскрытию.
[0042] Ссылочные обозначения для известного технического решения:
[0043] 901: впускной транспортировочный роликовый стол;
902: поворотный роликовый стол на входной стороне;
903: впускная нажимная пластина;
904: впускной клетьевой ролик;
905: прокатный ролик;
906: выпускной клетьевой ролик;
907: поворотный роликовый стол на выходной стороне;
908: выпускная нажимная пластина;
909: выпускной транспортировочный роликовый стол;
910: прокатываемое изделие.
[0044] Ссылочные обозначения для настоящего раскрытия:
[0045] 1: поворотный роликовый стол на входной стороне;
2: прокатный ролик;
3: поворотный роликовый стол на выходной стороне;
4: впускной транспортировочный роликовый стол;
5: впускной клетьевой ролик;
6: выпускной клетьевой ролик;
7: выпускной транспортировочный роликовый стол;
8: впускная боковая направляющая;
811: впускная нажимная пластина;
9: выпускная боковая направляющая;
911: выпускная нажимная пластина;
10: прокатываемое изделие;
11: поворотно-захватное устройство;
111: подъемный узел;
1111: подъемный цилиндр;
1112: стержень для направления подъема;
1113: втулка для направления подъема;
112: монтажная рама;
1121: соединительный держатель;
1122: прямостоящая стойка;
113: траверсный узел;
1131: монтажная рама;
11311: рельсовая направляющая;
1132: часть для направления перемещения;
11321: вторая муфта;
1133: второй корпус;
11331: опора второго двигателя;
1134: второй приводной вал;
11341: пятая концевая крышка;
11342: шестая концевая крышка;
11343: третий упорный подшипник;
11344: третий самоустанавливающийся подшипник;
1135: второй ведомый вал;
11351: седьмая концевая крышка;
11352: восьмая концевая крышка;
11353: четвертый упорный подшипник;
11354: четвертый самоустанавливающийся подшипник;
1136: второе приводное зубчатое колесо;
1137: второе ведомое зубчатое колесо;
1138: второй приводной двигатель;
11381: третья муфта;
1139: второй кодовый датчик положения;
114: поворотный узел;
1140: вращательный каркас;
1141: соединительная пластина;
1142: первый корпус;
1143: первый приводной вал;
11431: первая концевая крышка;
11432: вторая концевая крышка;
11433: первый упорный подшипник;
11434: первый самоустанавливающийся подшипник;
1144: первый ведомый вал;
11441: третья концевая крышка;
11442: четвертая концевая крышка;
11443: второй упорный подшипник;
11444: второй самоустанавливающийся подшипник;
1145: первое приводное зубчатое колесо;
1146: первое ведомое зубчатое колесо;
1147: первый приводной двигатель;
11471: опора первого двигателя;
1148: первый кодовый датчик положения;
1149: первая муфта;
115: зажимной орган;
1151: выступ, предотвращающий скольжение;
1152: ролик;
116: опора подшипника;
117: промежуточный подшипник;
12: поворотный роликовый стол.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0046] Чтобы иметь более ясное представление о технических признаках, объектах и обеспечиваемых результатах настоящего раскрытия, далее будут описаны конкретные варианты реализации настоящего раскрытия со ссылкой на чертежи.
[0047] Первый вариант реализации
[0048] Как показано на ФИГ. 3, в настоящем раскрытии обеспечено производственное оборудование участка прокатного стана с поворотными захватами, содержащее поворотно-захватное устройство 11, выполненное с возможностью подъема и поворота, и поворотный роликовый стол 12, причем поворотно-захватное устройство 11 расположено соответственно выше поворотного роликового стола 12 и выполнено с возможностью соответственно зажатия прокатываемого изделия 10, проходящего через поворотный роликовый стол 12, и приведения в движение прокатываемого изделия 10 с его подъемом и поворотом, так что осевая линия прокатываемого изделия 10 и осевая линия прокатки образуют заданный угол. В настоящем раскрытии поворотно-захватное устройство 11 расположено выше поворотного роликового стола 12, поворотно-захватное устройство 11 может зажимать прокатываемое изделие 10 и приводит в движение прокатываемое изделие 10 с его подъемом и поворотом, таким образом заданный угол прокатываемого изделия 10 во время процесса прокатки может быть отрегулирован быстро и точно, что отвечает требованиям к установочному направлению прокатываемого изделия 10 и сокращает время регулировки угла прокатываемого изделия 10; в дополнение к этому, нет необходимости вручную регулировать высоту подъема и угол поворота прокатываемого изделия 10, что повышает степень автоматизации, уменьшает сложность работы и значительно улучшает производственный ритм и эффективность производства.
[0049] Производственное оборудование участка прокатного стана с поворотными захватами также содержит обычные устройства, такие как множество транспортировочных роликовых столов, боковые направляющие, клетьевые ролики и прокатные станы, для взаимодействия с поворотно-захватным устройством 11 и поворотным роликовым столом 12 для завершения прокатки прокатываемого изделия 10.
[0050] В применяемом при необходимости варианте реализации настоящего раскрытия, как показано на ФИГ. 3, поворотный роликовый стол 12 содержит поворотный роликовый стол 1 на входной стороне и поворотный роликовый стол 3 на выходной стороне. Имеется по меньшей мере две группы поворотно-захватных устройств 11, причем две группы поворотно-захватных устройств 11 соответственно расположены на поворотном роликовом столе 1 на входной стороне и выше поворотного роликового стола 3 на выходной стороне, и между поворотным роликовым столом 1 на входной стороне и поворотным роликовым столом 3 на выходной стороне расположен прокатный ролик 2. Поворотно-захватные устройства 11 соответственно зажимают прокатываемые изделия 10, проходящие через поворотный роликовый стол 1 на входной стороне и поворотный роликовый стол 3 на выходной стороне, и приводят в движение прокатываемые изделия 10 с выполнением их подъема и поворотного перемещения. Поворотно-захватное устройство 11, выполненное с возможностью приведения в движение прокатываемого изделия 10 с его подъемом и поворотом, расположено выше каждого поворотного роликового стола 1 на входной стороне и поворотного роликового стола 3 на выходной стороне производственной линии горячей прокатки. Когда прокатываемое изделие 10 проходит через поворотный роликовый стол 1 на входной стороне и поворотный роликовый стол 3 на выходной стороне, заданный угол прокатываемого изделия 10 может быть предварительно откалиброван посредством поворотно-захватного устройства 11, что улучшает точность заданного угла, образованного осевой линией прокатываемого изделия 10 и осевой линией прокатки.
[0051] В применяемом при необходимости варианте реализации настоящего раскрытия, как показано на ФИГ. 4, поворотно-захватное устройство 11 содержит монтажную раму 112, подъемный узел 111, поворотный узел 114 и по меньшей мере два зажимных узла. Монтажная рама 112 установлена с фиксацией выше поворотного роликового стола 12, подъемный узел 111 расположен на верхней части монтажной рамы 112, поворотный узел 114 расположен в нижней части подъемного узла 111, и каждый из зажимных узлов расположен вдоль направления длины поворотного роликового стола 12. Высоту зажимного узла регулируют подъемным узлом 111, так что зажимной узел может быть выровнен с прокатываемым изделием 10, и множество групп зажимных узлов взаимодействуют друг с другом со стабильным зажатием прокатываемого изделия 10, при этом угол прокатываемого изделия 10 регулируют поворотным узлом 114. Каждый зажимной узел содержит два зажимных органа 115, выполненных с возможностью перемещения в противоположных направлениях, при этом каждый из зажимных органов 115 расположен с возможностью перемещения в нижней части соответствующего траверсного узла 113, и два траверсных узла 113 находятся на одной и той же горизонтальной прямой линии, так что обеспечена возможность перемещения двух зажимных органов 115 в каждой группе в противоположных направлениях по одной и той же горизонтальной прямой линии, и каждый из траверсных узлов 113 расположен в нижней части поворотного узла 114. В каждом зажимном узле два зажимных органа 115 взаимодействуют друг с другом и упираются в две противоположные внешние стенки прокатываемого изделия 10, тем самым зажимая прокатываемое изделие 10.
[0052] В частности, как показано на ФИГ. 4, 5 и 9, монтажная рама 112 содержит соединительный держатель 1121 и две прямостоящие стойки 1122. Соединительный держатель 1121 представляет собой длинную конструкцию в форме стержня, расположенную в горизонтальном направлении. Обе прямостоящие стойки 1122 расположены вертикально по отношению к соединительному держателю 1121. Две прямостоящие стойки 1122 соответственно расположены с обеих сторон поворотного роликового стола 12. Нижние концы двух прямостоящих стоек 1122 закреплены на установочной плите. Верхний конец одной прямостоящей стойки 1122 соединен с одним концом соединительного держателя 1121, а другой конец другой прямостоящей стойки 1122 соединен с другим концом соединительного держателя 1121. Подъемный узел 111 расположен на соединительном держателе 1121. Зажимной узел расположен выше прокатываемого изделия 10 посредством монтажной рамы 112 так, чтобы соответствовать требованиям к зажиму для прокатываемого изделия 10.
[0053] В частности, как показано на ФИГ. 4 и 5, подъемный узел 111 содержит подъемный цилиндр 1111, два стержня 1112 для направления подъема и две втулки 1113 для направления подъема. Закрепленный конец подъемного цилиндра 1111 установлен в верхнем среднем положении соединительного держателя 1121. Шток поршня подъемного цилиндра 1111 проходит вниз в вертикальном направлении, проходит через соединительный держатель 1121 и затем соединяется с верхней частью поворотного узла 114. Две втулки 1113 для направления подъема соответственно расположены с фиксацией на соединительном держателе 1121 и соответственно размещены с обеих сторон подъемного цилиндра 1111. Два стержня 1112 для направления подъема расположены в соответствующих втулках 1113 для направления подъема с возможностью скольжения вверх и вниз, и оба нижних конца двух стержней 1112 для направления подъема проходят через соответствующие втулки 1113 для направления подъема и соединены с верхней частью поворотного узла 114. Подъемный цилиндр 1111 служит для регулировки подъема зажимного узла. Два стержня 1112 для направления подъема служат для позиционирования подъемного цилиндра 1111, предотвращая поворот штока поршня подъемного цилиндра 1111 во время процесса подъема и улучшая устойчивость подъемного цилиндра 1111 при его перемещении вверх и вниз.
[0054] Кроме того, подъемный цилиндр 1111 может быть, но без ограничения, гидравлическим цилиндром.
[0055] В частности, как показано на ФИГ. 4-6, поворотный узел 114 содержит соединительную пластину 1141 и первый корпус 1142. Соединительная пластина 1141 расположена в горизонтальном направлении, а шток поршня подъемного цилиндра 1111 и два стержня 1112 для направления подъема соединены с фиксацией с соединительной пластиной 1141. Первый корпус 1142 расположен в нижней части соединительной пластины 1141, и между первым корпусом 1142 и соединительной пластиной 1141 образована вмещающая полость. Первый приводной двигатель 1147 расположен на верхней части соединительной пластины 1141. Первый приводной вал 1143, выполненный с возможностью вращения, расположен во вмещающей полости вдоль вертикального направления. Верхний конец первого приводного вала 1143 соединен с выходным валом первого приводного двигателя 1147. На среднюю часть первого приводного вала 1143 надето с фиксацией первое приводное зубчатое колесо 1145. Первый ведомый вал 1144, параллельный первому приводному валу 1143, расположен с фиксацией во вмещающей полости. Снаружи первого ведомого вала 1144 надет с возможностью поворота вращательный каркас 1140, имеющий цилиндрическую форму. На среднюю часть вращательного каркаса 1140 надето с фиксацией первое ведомое зубчатое колесо 1146, причем первое ведомое зубчатое колесо 1146 зацеплено с первым приводным зубчатым колесом 1145. Нижняя часть вращательного каркаса 1140 проходит к внешней части вмещающей полости и соединена с каждым траверсным узлом 113. Первый приводной двигатель 1147 приводит в движение первый приводной вал 1143 с его поворотом. Первое приводное зубчатое колесо 1145 и первое ведомое зубчатое колесо 1146 зацеплены друг с другом для приведения в движение вращательного каркаса 1140 с его поворотом, затем посредством этого приводятся в движение траверсные узлы 113 с их поворотом так, чтобы иметь возможность регулировать направление зажимного узла, расположенного в нижней части траверсного узла 113, с регулировкой угла прокатываемого изделия 10 на поворотном роликовом столе 12.
[0056] Кроме того, как показано на ФИГ. 6, на верхней части соединительной пластины 1141 расположена с фиксацией опора 11471 первого двигателя. На опоре 11471 первого двигателя установлен первый приводной двигатель 1147. Первый приводной двигатель 1147 соединен с первым кодовым датчиком 1148 положения. Между выходным валом первого приводного двигателя 1147 и первым приводным валом 1143 расположена первая муфта 1149. Посредством первого кодового датчика 1148 положения могут быть записаны в реальном времени скорость поворота и направление поворота первого приводного вала 1143, так что может быть получена информация об угле поворота прокатываемого изделия 10.
[0057] Кроме того, как показано на ФИГ. 6, между верхним концом первого приводного вала 1143 и внутренней стенкой вмещающей полости расположен первый упорный подшипник 11433, а между нижним концом первого приводного вала 1143 и внутренней стенкой вмещающей полости расположен первый самоустанавливающийся подшипник 11434. Между верхним концом первого ведомого вала 1144 и вращательным каркасом 1140 расположен второй упорный подшипник 11443, а между нижним концом первого ведомого вала 1144 и вращательным каркасом 1140 расположен второй самоустанавливающийся подшипник 11444. Улучшается стабильность поворота поворотного узла 114.
[0058] Кроме того, как показано на ФИГ. 6, верхний конец первого приводного вала 1143 обеспечен первой концевой крышкой 11431. Нижний конец первого приводного вала 1143 обеспечен второй концевой крышкой 11432, а между первой концевой крышкой 11431 со второй концевой крышкой 11432 и внутренней стенкой вмещающей полости расположено уплотнительное кольцо. Верхний конец первого ведомого вала 1144 обеспечен третьей концевой крышкой 11441, нижний конец первого ведомого вала 1144 обеспечен четвертой концевой крышкой 11442, а между третьей концевой крышкой 11441 с четвертой концевой крышкой 11442 и вращательным каркасом 1140 расположено уплотнительное кольцо. Таким образом, обеспечена герметичная рабочая среда для первого приводного вала 1142 и первого ведомого вала 1144.
[0059] Кроме того, два стержня 1112 для направления подъема могут быть соединены с фиксацией с верхней частью соединительной пластины 1141 в любом положении при условии, что это не влияет на поворот поворотного узла 114.
[0060] В частности, как показано на ФИГ. 4-9, в нижней части поворотного узла 114 расположена монтажная рама 1131. Монтажная рама 1131 является прямоугольной блочной конструкцией, расположенной в горизонтальном направлении, и все траверсные узлы 113 закреплены на монтажной раме 1131. При этом траверсный узел 113 содержит часть 1132 для направления перемещения, второй приводной двигатель 1138, второй корпус 1133 и опору 116 подшипника. Часть 1132 для направления перемещения, второй корпус 1133 и опора 116 подшипника расположены на верхней части монтажной рамы 1131. Второй приводной вал 1134, выполненный с возможностью вращения, расположен во втором корпусе 1133 вдоль горизонтального направления. Один конец второго приводного вала 1134 соединен с выходным валом второго приводного двигателя 1138. На среднюю часть второго приводного вала 1134 надето с фиксацией второе приводное зубчатое колесо 1136. Во втором корпусе 1133 расположен второй ведомый вал 1135, выполненный с возможностью вращения. Второй ведомый вал 1135 параллелен второму приводному валу 1134. На второй ведомый вал 1135 надето с фиксацией второе ведомое зубчатое колесо 1137, причем второе ведомое зубчатое колесо 1137 зацеплено со вторым приводным зубчатым колесом 1136. Один конец второго ведомого вала 1135 соединен с одним концом части 1132 для направления перемещения второй муфтой 11321, а другой конец части 1132 для направления перемещения расположен с возможностью поворота на опоре 116 подшипника через промежуточный подшипник 117. Верхняя часть зажимного органа 115 расположена с возможностью перемещения на части 1132 для направления перемещения. Второй приводной двигатель 1138 приводит в движение второй приводной вал 1134 с его поворотом. Второе приводное зубчатое колесо 1136 и второе ведомое зубчатое колесо 1137, которые зацеплены для приведения в движение части 1132 для направления перемещения с ее поворотом, для регулировки положения зажимного органа 115 в горизонтальном направлении, тем самым обеспечивая, что два зажимных органа 115 взаимодействуют друг с другом со стабильным зажатием прокатываемого изделия 10.
[0061] Кроме того, часть 1132 для направления перемещения может, но не ограничиваясь этим, представлять собой винтовую конструкцию или шарико-винтовую пару с надетой гайкой.
[0062] Кроме того, как показано на ФИГ. 7, на внешней части второго корпуса 1133 расположена с фиксацией опора 11331 второго двигателя. На опоре 11331 второго двигателя установлен второй приводной двигатель 1138. Со вторым кодовым датчиком 1139 положения соединен второй приводной двигатель 1138. Между выходным валом второго приводного двигателя 1138 и вторым приводным валом 1134 расположена третья муфта 11381. Скорость поворота и направление поворота части 1132 для направления перемещения могут быть записаны в реальном времени вторым кодовым датчиком 1139 положения, с тем чтобы получать информацию о положении зажимного органа 115 в горизонтальном направлении.
[0063] Кроме того, как показано на ФИГ. 7, между одним концом второго приводного вала 1134, который находится возле второго приводного двигателя 1138, и внутренней стенкой второго корпуса 1133 расположен третий упорный подшипник 11343, а между одним концом второго приводного вала 1134, который находится на удалении от второго приводного двигателя 1138, и внутренней стенкой второго корпуса 1133 расположен третий самоустанавливающийся подшипник 11344. Между одним концом второго ведомого вала 1135, который находится возле части 1132 для направления перемещения, и внутренней стенкой второго корпуса 1133 расположен четвертый упорный подшипник 11353, а между одним концом второго ведомого вала 1135, который находится на удалении от части 1132 для направления перемещения, и внутренней стенкой второго корпуса 1133 расположен четвертый самоустанавливающийся подшипник 11354.
[0064] Кроме того, как показано на ФИГ. 7, один конец второго приводного вала 1134 обеспечен пятой концевой крышкой 11341, другой конец второго приводного вала 1134 обеспечен шестой концевой крышкой 11342, а между пятой концевой крышкой 11341 с шестой концевой крышкой 11342 и внутренней стенкой второго корпуса 1133 расположено уплотнительное кольцо. Один конец второго ведомого вала 1135 обеспечен седьмой концевой крышкой 11351, а другой конец второго ведомого вала 1135 обеспечен восьмой концевой крышкой 11352, а между седьмой концевой крышкой 11351 и восьмой концевой крышкой 11352 со вторым корпусом 1133 расположено уплотнительное кольцо. Таким образом, обеспечена герметичная рабочая среда для второго приводного вала 1134 и второго ведомого вала 1135.
[0065] В частности, как показано на ФИГ. 4 и 9, вдоль направления длины поворотного роликового стола 12 в нижней части монтажной рамы 1131 расположены множество рельсовых направляющих 11311. С обеих сторон верхней части зажимного органа 115 соответственно установлены ролики 1152 посредством штифтов. Верхние части зажимных органов 115 расположены в соответствующих рельсовых направляющих 11311, и ролик 1152 соединен с возможностью взаимодействия с внутренними стенками двух противоположных сторон соответствующих рельсовых направляющих 11311. Рельсовые направляющие 11311 обеспечивают возможность плавного перемещения зажимного органа 115 вдоль части 1132 для направления перемещения.
[0066] Кроме того, как показано на ФИГ. 4, 5 и 9, зажимной орган 115 представляет собой длинную узкую конструкцию, расположенную в вертикальном направлении. В нижней части и на внешней стенке расположен выступ 1151, предотвращающий скольжение, зажимного органа 115, обращенный к стороне прокатываемого изделия 10. При этом для выступа 1151, предотвращающего скольжение, можно выбирать различные материалы в зависимости от веса прокатываемого изделия 10, так что между зажимным органом 115 и прокатываемым изделием 10 создаются разные силы трения, что может обеспечить стабильный зажимающий эффект прокатываемого изделия 10.
[0067] В применяемом при необходимости варианте реализации настоящего раскрытия, как изображено на ФИГ. 3, поворотный роликовый стол 1 на входной стороне и поворотный роликовый стол 3 на выходной стороне образованы множеством первых роликовых столов, расположенных сторона к стороне в горизонтальном направлении, при этом каждый из первых роликовых столов соединен с двигателем первого роликового стола, и соседние двигатели первых роликовых столов выполнены с возможностью приведения в движение соответствующих первых роликовых столов с их поворотом в одном и том же направлении или в противоположных направлениях. Посредством управления направлением поворота и скоростью поворота каждого из первых роликовых столов можно обеспечить плавный поворот прокатываемого изделия 10 на заданный угол.
[0068] Кроме того, когда направления поворота соседних первых роликовых столов на поворотном роликовом столе 1 на входной стороне и поворотном роликовом столе 3 на выходной стороне противоположны друг другу, причем первые роликовые столы могут быть сгруппированы по нечетным и четным числам, причем первые роликовые столы в одной и той же нечетной или четной группе поворачиваются в одном и том же направлении, при этом первые роликовые столы в нечетной группе и первые роликовые столы в четной группе поворачиваются в противоположных направлениях (т.е. два соседних первых роликовых стола поворачиваются в противоположных направлениях, а два первых роликовых стола с одним первым роликовым столом между ними поворачиваются в одном и том же направлении).
[0069] В частности, двигатели первых роликовых столов могут быть расположены на одной и той же стороне или с обеих сторон поворотного роликового стола 1 на входной стороне и поворотного роликового стола 3 на выходной стороне при условии, что это удобно для управления поворотным роликовым столом 1 на входной стороне и поворотным роликовым столом 3 на выходной стороне. Когда необходимо управлять поворотом первых роликовых столов в одном и том же направлении в поворотном роликовом столе 1 на входной стороне и поворотном роликовом столе 3 на выходной стороне, с каждым из двигателей первых роликовых столов может быть соединена распределительная коробка передач так, чтобы централизованно управлять поворотом первых роликовых столов в одном и том же направлении, или каждый из первых роликовых столов по отдельности соединен с одним из двигателей первых роликовых столов так, чтобы независимо управлять каждым из первых роликовых столов.
[0070] Кроме того, поворотный роликовый стол 1 на входной стороне и поворотный роликовый стол 3 на выходной стороне могут быть соединены с двигателем первого роликового стола различными способами соединения для обеспечения передачи:
[0071] первый способ соединения: выходной вал двигателя первого роликового стола соединен с первым роликовым столом через муфту;
[0072] второй способ соединения: выходной вал двигателя первого роликового стола соединен с первым роликовым столом через удлинительный вал;
[0073] третий способ соединения: выходной вал двигателя первого роликового стола соединен с первым роликовым столом последовательно через редуктор и муфту;
[0074] четвертый способ соединения: выходной вал двигателя первого роликового стола соединен с первым роликовым столом последовательно через редуктор и удлинительный вал;
[0075] пятый способ соединения: выходной вал двигателя первого роликового стола соединен с первым роликовым столом последовательно через редуктор, распределительную коробку передач и муфту;
[0076] шестой способ соединения: выходной вал двигателя первого роликового стола соединен с первым роликовым столом последовательно через редуктор, распределительную коробку передач и удлинительный вал.
[0077] В частности, удлинительный вал может представлять собой, но не ограничиваясь этим, соединительный вал с ползуном, соединительный вал с барабанной муфтой или комбинированный соединительный вал.
[0078] В частности, как изображено на ФИГ. 3, каждая из обеих сторон поворотного роликового стола 1 на входной стороне обеспечена впускным манипулятором 8, который обеспечен впускной нажимной пластиной 811, и впускной манипулятор 8 может управлять впускной нажимной пластиной 811 с перемещением в направлении средней части поворотного роликового стола 1 на входной стороне. Каждая из обеих сторон поворотного роликового стола 3 на выходной стороне обеспечена выпускным манипулятором 9, который обеспечен выпускной нажимной пластиной 911, и выпускной манипулятор 9 может управлять выпускной нажимной пластиной 911 с перемещением в направлении средней части поворотного роликового стола 3 на выходной стороне. Когда прокатываемое изделие 10 поворачивается на заданный угол, прокатываемое изделие 10 проталкивается в заданное положение через впускные боковые направляющие 8 и выпускные боковые направляющие 9.
[0079] Кроме того, как изображено на ФИГ. 3, между выпускным концом поворотного роликового стола 1 на входной стороне и прокатным роликом 2 расположен подающий ролик 5 на входной стороне, а между прокатным роликом 2 и впускным концом поворотного роликового стола 3 на выходной стороне расположен подающий ролик 6 на выходной стороне. Подающий ролик 5 на входной стороне и подающий ролик 6 на выходной стороне образованы множеством вторых роликовых столов, расположенных сторона к стороне в горизонтальном направлении, одна сторона каждого из вторых роликовых столов обеспечена двигателем второго роликового стола, посредством которого обеспечено приведение в действие второго роликового стола для поворота, и концевая часть второго роликового стола соединена с выходным валом двигателя второго роликового стола. Подающий ролик 5 на входной стороне и подающий ролик 6 на выходной стороне обеспечивают плавные подведение прокатываемого изделия 10 к прокатному ролику 2 и отведение прокатываемого изделия 10 от прокатного ролика, что обеспечивает плавную прокатку прокатываемого изделия 10.
[0080] В применяемом при необходимости варианте реализации настоящего раскрытия, как показано на ФИГ. 3, производственное оборудование участка прокатного стана с поворотными захватами также содержит транспортировочный роликовый стол 4 на входной стороне и транспортировочный роликовый стол 7 на выходной стороне, причем выпускной конец транспортировочного роликового стола 4 на входной стороне соединен с впускным концом поворотного роликового стола 1 на входной стороне, а впускной конец транспортировочного роликового стола 7 на выходной стороне соединен с выпускным концом поворотного роликового стола 3 на выходной стороне. Транспортировочный роликовый стол 4 на входной стороне и транспортировочный роликовый стол 7 на выходной стороне образованы множеством третьих роликовых столов, расположенных сторона к стороне в горизонтальном направлении, одна сторона каждого из третьих роликовых столов обеспечена двигателем третьего роликового стола, посредством которого обеспечено приведение в действие третьего роликового стола для поворота, и концевая часть третьего роликового стола соединена с выходным валом двигателя третьего роликового стола. Плавные подведение и отведение прокатываемого изделия 10 обеспечены транспортировочным роликовым столом 4 на входной стороне и транспортировочным роликовым столом 7 на выходной стороне.
[0081] В процессе работы производственного оборудования участка прокатного стана с поворотными захватами согласно настоящему раскрытию, когда прокатываемое изделие 10 поступает в прокатный ролик 2 через поворотный роликовый стол 1 на входной стороне, согласно требованиям к углу для производственного процесса прокатки под углом, прокатываемое изделие 10 поворачивается посредством поворотно-захватного устройства 11 на поворотном роликовом столе 1 на входной стороне для осуществления прокатки прокатываемого изделия 10 в прямом направлении. После прокатки прокатываемое изделие 10 в прямом направлении оно поступает в прокатный ролик 2 через поворотный роликовый стол 3 на выходной стороне, согласно требованиям к углу для производственного процесса прокатки под углом, прокатываемое изделие 10 снова поворачивается посредством поворотно-захватного устройства 11 на поворотном роликовом столе 3 на выходной стороне для осуществления прокатки прокатываемого изделия 10 в обратном направлении. Согласно требованиям к производственному процессу после многократных прокаток прокатываемого изделия 10 под углом в прямом и обратном направлениях оно может быть прямо выведено или подвергнуто последующей обычной продольной прокатке.
[0082] Производственное оборудование участка прокатного стана с поворотными захватами согласно настоящему раскрытию имеет следующие признаки и преимущества:
[0083] В производственном оборудовании участка прокатного стана с поворотными захватами поворотно-захватное устройство 11, выполненное с возможностью выполнения подъемных и поворотных действий, расположено соответственно на поворотном роликовом столе 1 на входной стороне и поворотном роликовом столе 3 на выходной стороне, когда прокатываемое изделие 10 проходит через поворотный роликовый стол 1 на входной стороне и поворотный роликовый стол 3 на выходной стороне, поворотно-захватное устройство 11 может зажимать прокатываемое изделие 10 и приводит в движение прокатываемое изделие 10 с его подъемом и поворотом, таким образом заданный угол прокатываемого изделия 10 во время процесса прокатки может быть отрегулирован быстро и точно, что отвечает требованиям к установочному направлению прокатываемого изделия 10, и сокращает время регулировки угла прокатываемого изделия 10; в дополнение к этому, нет необходимости вручную регулировать высоту подъема и угол поворота прокатываемого изделия 10, степень автоматизации высока, сложность работы уменьшена, и производственный ритм и эффективность производства значительно улучшены.
[0084] Второй вариант реализации
[0085] Настоящее раскрытие обеспечивает производственную линию горячей прокатки, содержащую участок установки прокатного стана, на котором расположено вышеупомянутое производственное оборудование участка прокатного стана с поворотными захватами.
[0086] В одном применяемом при необходимости варианте реализации настоящего раскрытия участок установки прокатного стана является участком одноклетевого прокатного стана, на котором расположено производственное оборудование участка прокатного стана с поворотными захватами, причем прокатный стан расположен на участке одноклетевого прокатного стана так, чтобы обеспечить выход прокатываемого изделия 10 после завершения его черновой прокатки и чистовой прокатки.
[0087] Еще в одном применяемом при необходимости варианте реализации настоящего раскрытия участок установки прокатного стана является участком двухклетевого прокатного стана, то есть участок установки прокатного стана содержит участок прокатного стана для черновой прокатки и участок прокатного стана для чистовой прокатки, причем выпускной конец участка прокатного стана для черновой прокатки соединен с впускным концом участка прокатного стана для чистовой прокатки, и участок прокатного стана для черновой прокатки и/или участок прокатного стана для чистовой прокатки обеспечены производственным оборудованием участка прокатного стана с поворотными захватами. При этом участок прокатного стана для черновой прокатки и участок прокатного стана для чистовой прокатки обеспечены одним прокатным станом, соответственно, и прокатываемое изделие 10 проходит через участок прокатного стана для черновой прокатки для осуществления обработки в виде черновой прокатки, затем проходит через участок прокатного стана для чистовой прокатки для осуществления обработки в виде чистовой прокатки и в завершении выводится.
[0088] Характеристиками и преимуществами производственной линии горячей прокатки согласно настоящему раскрытию являются следующее.
[0089] В производственной линии горячей прокатки производственное оборудование участка прокатного стана с поворотными захватами расположено на участке установки прокатного стана. Производственное оборудование участка прокатного стана с поворотными захватами может приводить в движение прокатываемое изделие 10 с его подъемом и поворотом, заданный угол прокатываемого изделия 10 во время процесса прокатки может быть отрегулирован быстро и точно, что сокращает время регулировки угла прокатываемого изделия 10, улучшает степень автоматизации производственной линии горячей прокатки, уменьшает сложность работы и улучшает эффективность производства производственной линии горячей прокатки.
[0090] Выше описаны только иллюстративные варианты реализации настоящего раскрытия, которые не предназначены для ограничения объема настоящего раскрытия. Любые эквивалентные изменения и модификации, сделанные специалистами в данной области без отклонения от концепций и принципов настоящего раскрытия, следует считать подпадающими под объем защиты настоящего раскрытия.
Реферат
Изобретение относится к производственному оборудованию участка прокатного стана с поворотными захватами. Производственное оборудование содержит поворотно-захватное устройство, выполненное с возможностью подъема и поворота, и поворотный роликовый стол. Поворотно-захватное устройство расположено выше поворотного роликового стола. Поворотно-захватное устройство зажимает прокатываемое изделие, проходящее через поворотный роликовый стол, и приводит в движение прокатываемое изделие с его подъемом и поворотом, так что осевая линия прокатываемого изделия и осевая линия прокатки образуют заданный угол. В результате увеличивается скорость прокатки и повышается точность при регулировке заданного угла прокатываемого изделия, проходящего через прокатный стан. 2 н. и 12 з.п. ф-лы, 9 ил.

Комментарии