Приспособление и способ центровки загрузочных устройств и калибров в прокатной клети - RU2389574C2
Код документа: RU2389574C2
Чертежи
Описание
Данное изобретение относится к приспособлению и способу центровки загрузочных устройств и калибров в прокатных клетях.
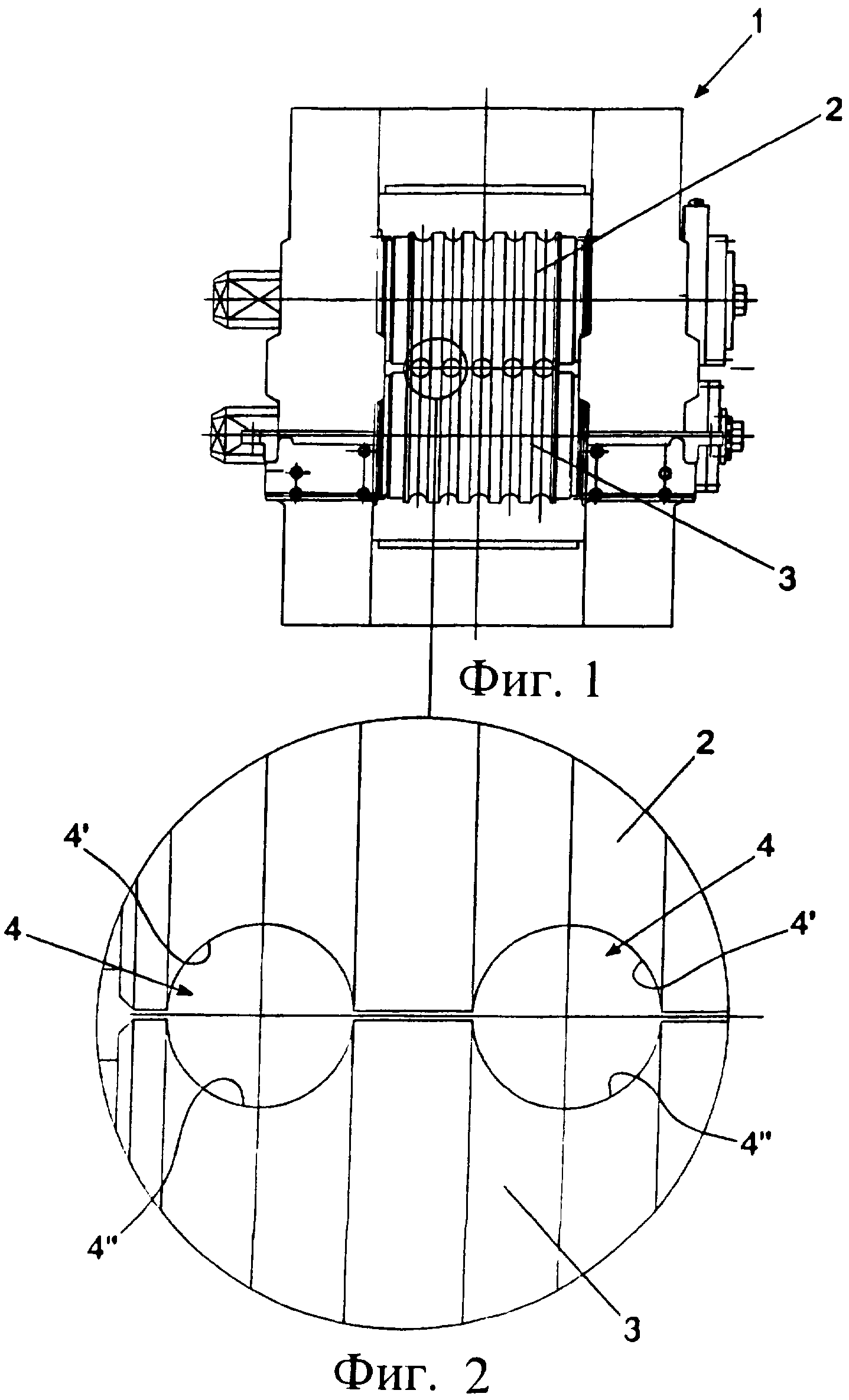
Прокатные станы для длинномерных изделий, например, круглого проката, применяемого для различных целей, содержат несколько прокатных клетей, расположенных последовательно. На фиг.1 и 2 схематично изображены соответственно вид спереди прокатной клети и ее часть.
Каждая клеть 1 оборудована двумя прокатными цилиндрами или валками 2, 3, одним верхним и одним нижним, на поверхности которых выполнены калибры 4.
Прокатный материал, проходящий через вышеупомянутые калибры 4, принимает форму, соответствующую профилю самого калибра.
Калибр образован двумя половинчатыми ручьями 4' и 4'', первый из которых выполнен в верхнем валке 2, а второй - в нижнем валке 3.
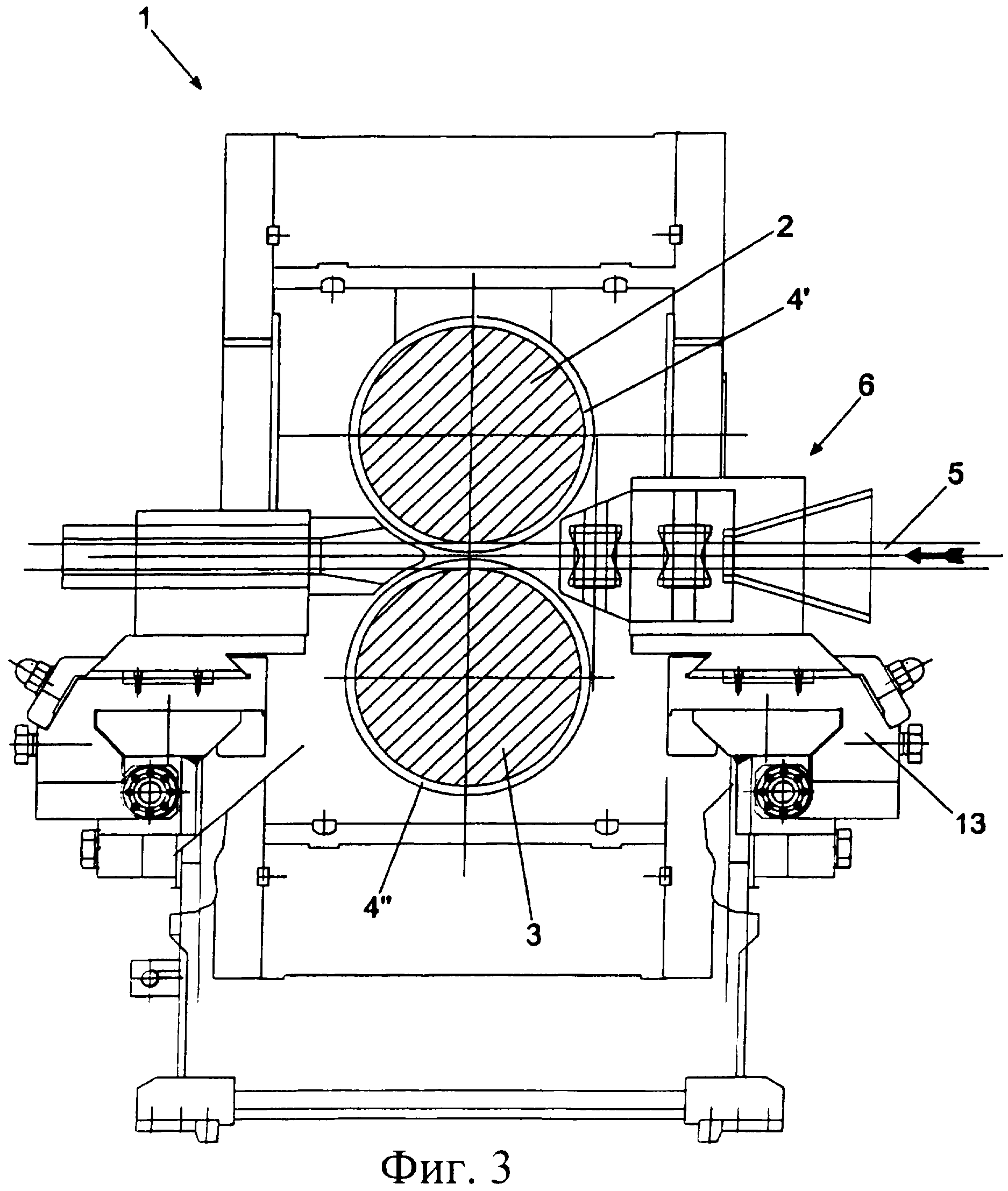
На фиг.3 показано, как во впускное отверстие каждой клети через соответствующее загрузочное устройство 6 подается и направляется к рабочему калибру прокатный материал 5, выходящий из предыдущей клети.
Предполагается, что установка, содержащая прокатную клеть, укомплектована желобчатыми валками и соответствующими загрузочными устройствами и производит на выходе клети прокатный материал заданной формы и размера, имеющий минимальные допуски.
Для достижения этой цели необходимо, чтобы:
- загрузочное устройство для прокатного материала, поступающего в клеть, было точно отцентрировано и коаксиально с осью калибра;
- ручей, выполненный в верхнем цилиндре, должен быть точно отцентрирован с ручьем, выполненным в нижнем цилиндре.
Верхний цилиндр регулируют относительно нижнего цилиндра в осевом направлении, а расстояние между двумя цилиндрами регулируют симметрично относительно центра калибра, необходимо предварительно произвести калибровку вышеупомянутого расстояния прецизионным измерением, чтобы учесть упругую пластическую деформацию установки при деформирующей нагрузке с целью получения заданного размера.
В настоящее время вышеупомянутая центровка выполняется визуально оператором в соответствии с его квалификацией либо проводится с использованием оптических инструментов или видеокамер.
Эти системы не позволяют достигнуть необходимой точности относительного расположения двух ручьев и направляющих загрузочных устройств для получения изделий с минимальными допусками.
Направляющее загрузочное устройство закрепляют на ползуне, удерживаемом на месте при помощи направляющих, проходящих под углом 45°, и центрального клина. Сборку устанавливают на направляющем суппорте, закрепленном в конструкции клети.
Посредством системы из винта и гайки винтовой передачи ползун можно перемещать в продольном направлении для центрирования этого устройства относительно центра калибра.
Таким образом, главная цель настоящего изобретения заключается в создании приспособления, которое позволяет осуществлять центровку ручьев, образующих проходной калибр для поступающего прокатного материала.
Другая цель настоящего изобретения заключается в создании приспособления, которое позволяет производить контроль положения ползуна, предназначенного для крепления загрузочного устройства, относительно центра прокатного калибра.
Последняя, но не менее важная цель настоящего изобретения заключается в создании способа центровки загрузочных устройств и калибров в прокатной клети.
В свете вышеуказанных целей в соответствии с настоящим изобретением создано приспособление, предназначенное для центровки загрузочных устройств и калибров в прокатной клети, которое имеет свойства, перечисленные в прилагаемой формуле изобретения.
В заявленном изобретении предлагается приспособление для центровки загрузочных устройств и калибров в прокатной клети, характеризующееся тем, что оно содержит измерительный прибор, снабженный средствами определения положения поверхностей калибров, по меньшей мере один электронный датчик, способный воспринимать данные об определении положения, и контрольно-измерительную аппаратуру, предназначенную для отображения указанных данных и их обработки и для предоставления данных об обнаруженном положении, при этом средства определения положения поверхностей калибров содержат четыре наклонных стержня, каждый из которых установлен с возможностью поворота на своей оси и с возможностью колебаний относительно указанной оси, при этом на конце каждого стержня имеется толкатель, предназначенный для создания контакта с поверхностью одного из ручьев, которые образуют калибр, для определения положения поверхности ручья относительно центральной оси (X) измерительного прибора.
Предпочтительно, если каждый из четырех стержней установлен с возможностью совершения независимых колебаний относительно своей оси и обеспечения выполнения независимых измерений положения поверхности ручья.
В дальнейшем предпочтительном исполнении предусмотрено, что приспособление содержит основание, выполненное с возможностью установки при помощи клина на ползуне, предназначенном для крепления загрузочных устройств прокатной клети.
Приспособление также может содержать рукоятку с шаровой головкой для перемещения ползуна вдоль опоры, на которой он установлен и которая выполнена с возможностью регулировки по высоте.
Во втором аспекте настоящего изобретения предлагается способ центровки загрузочных устройств и калибров в прокатной клети, характеризующийся тем, что он включает:
a) размещение и установку в прокатной клети приспособления, выполненного согласно настоящему изобретению, вместо загрузочного устройства;
b) широкое разведение стержней до момента контакта толкателей с поверхностями ручьев;
c) определение четырех лучевых отрезков (R1-R4) между поверхностями ручьев и центральной направляющей осью (X) измерительного прибора, причем соответственно лучевые отрезки (R1, R2) относятся к верхнему ручью, а лучевые отрезки (R3, R4) относятся к нижнему ручью калибра;
d) проверку равенства лучевых отрезков (R3) и (R4);
e) смещение ползуна воздействием на рукоятку с шаровой головкой до получения равенства лучевых отрезков (R3) и (R4) в случае, если (R3) отличается от (R4), с получением таким образом точного центрирования центрирующего клина загрузочного устройства клети с ручьем нижнего валка;
f) проверку равенства лучевых отрезков (R1) и (R2);
g) смещение верхнего валка посредством соответствующих механизмов прокатной клети для центрирования верхнего и нижнего ручьев, если (R2) отличается от (R1);
h) проверку условия, что раствор валков представляет собой значение, предусмотренное условиями прокатки, причем указанный раствор валков рассчитывают исходя из геометрических соотношений путем сравнения лучевых отрезков (R1-R4) с лучевым отрезком калибра (4);
i) переход к регулировке двух валков, если имеется разница в показаниях;
l) регулировку высоты опоры, на которой установлен ползун, в случае, если величина значений лучевых отрезков (R1 и R4) или (R2 и R3) отличается друг от друга;
m) демонтаж приспособления;
n) установку загрузочного устройства в клеть заново.
Конструктивные и функциональные особенности настоящего изобретения, а также его преимущества по сравнению с известным уровнем техники станут еще понятнее из рассмотрения приведенного ниже описания со ссылкой на прилагаемые чертежи, на которых изображено приспособление для центровки, выполненное в соответствии с инновационными принципами данного изобретения.
Фиг.1 - 3 относятся к прокатной клети, соответствующей известному уровню техники.
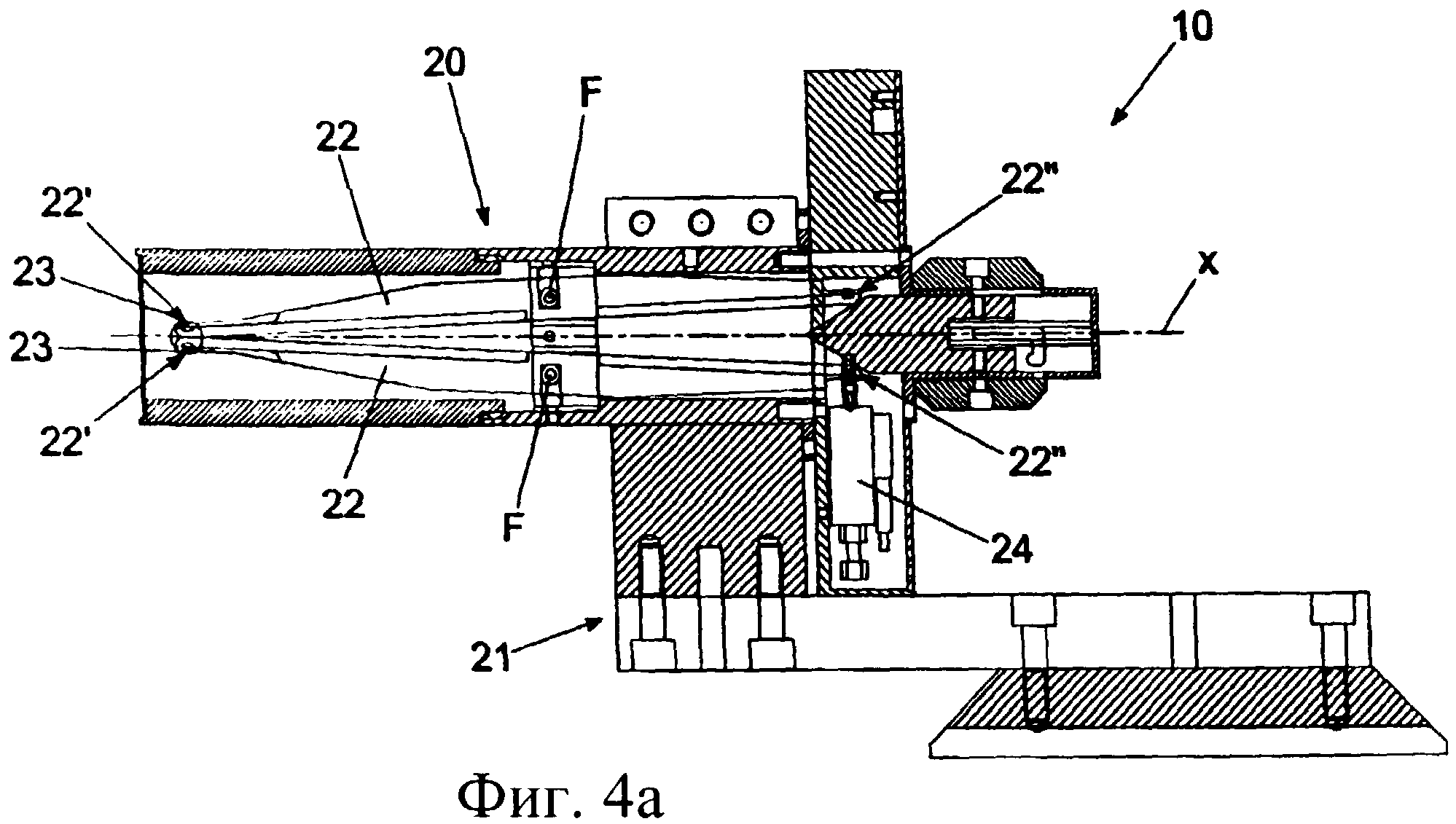
Фиг.4а и 4b схематично и частично в разрезе изображают вид сбоку предложенного приспособления в двух различных рабочих положениях.
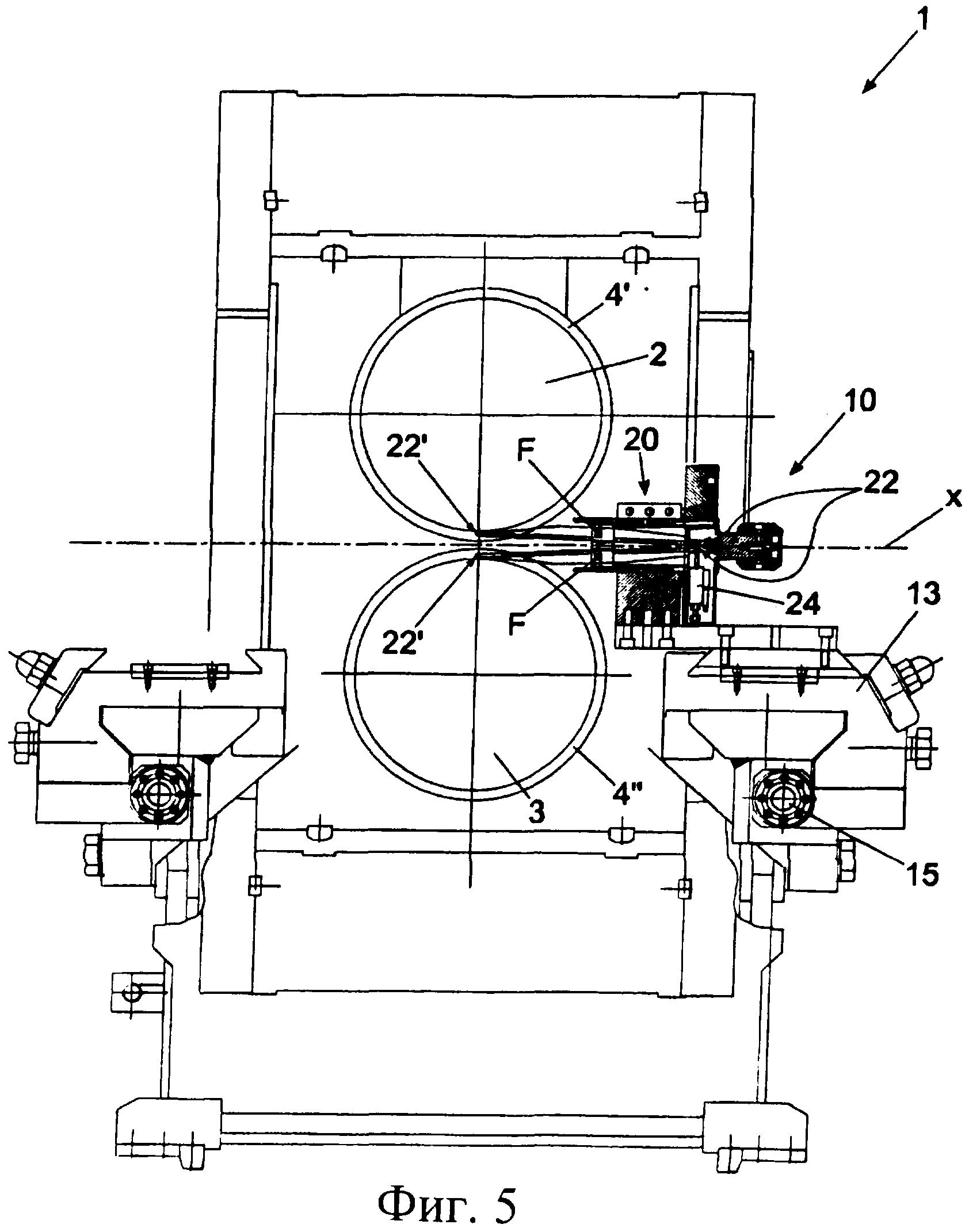
Фиг.5 представляет собой схематичный разрез предлагаемого приспособления, установленного на входе прокатной клети.
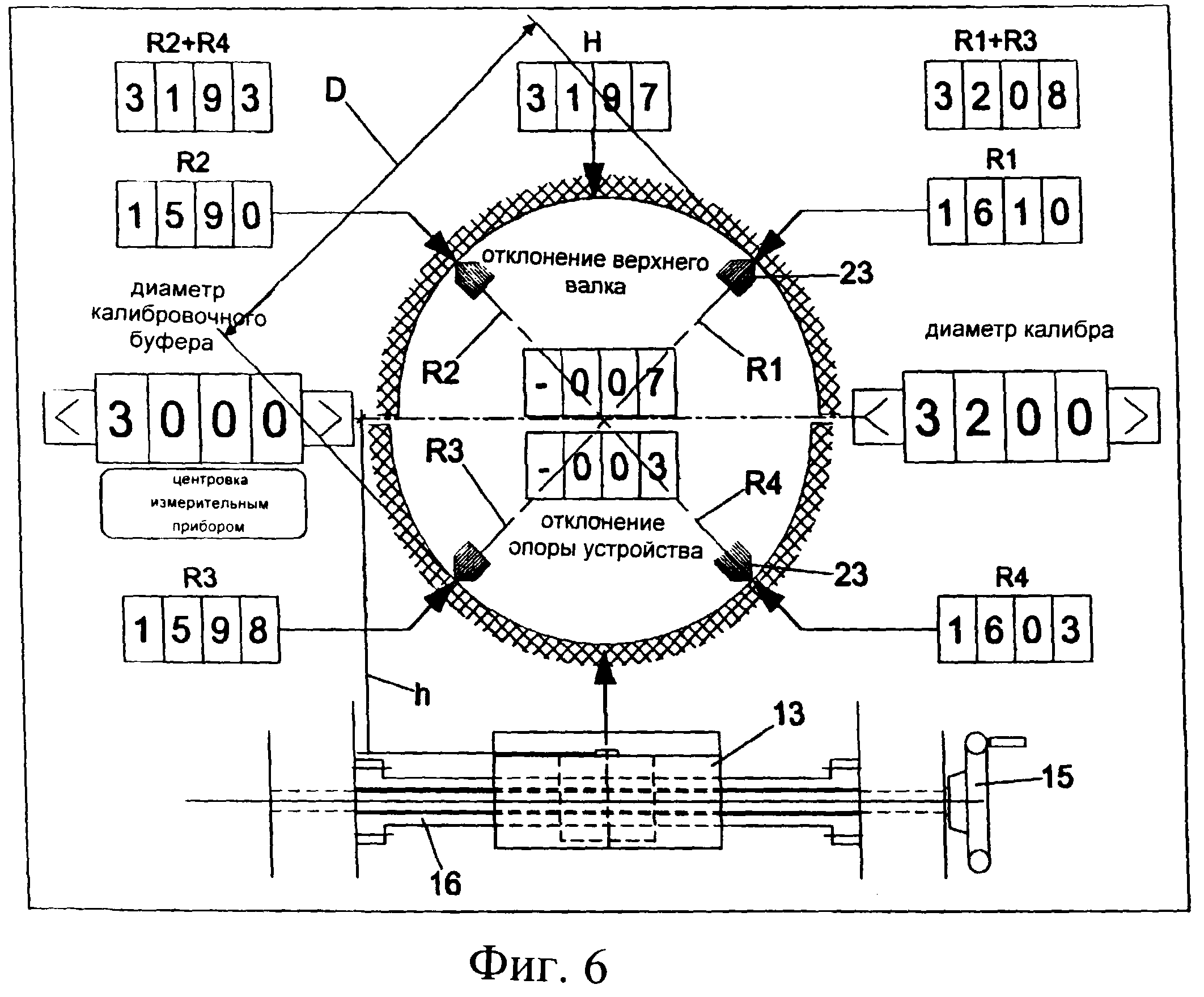
Фиг.6 представляет собой схему, иллюстрирующую замеры, выполняемые измерительным прибором согласно изобретению.
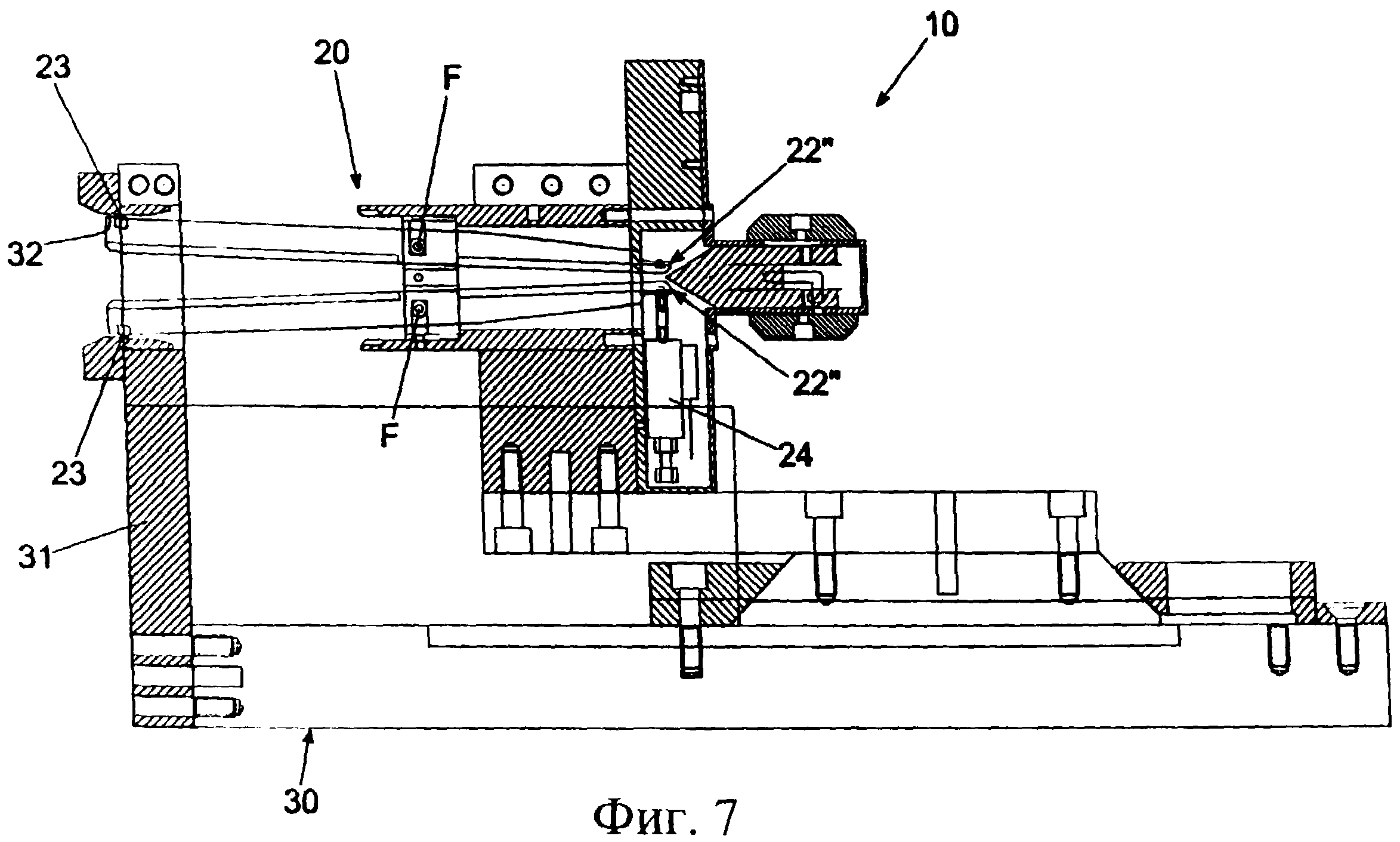
Фиг.7 схематично изображает разрез калибровочного стола измерительного прибора согласно изобретению.
Как показано на фиг.4а - 7, приспособление 10, предназначенное для центровки загрузочных устройств и калибров в прокатной клети 1, содержит измерительный прибор 20, основание 21 которого может быть при помощи клина закреплено на ползуне 13, предназначенном для крепления загрузочного устройства прокатной клети, вместо этого загрузочного направляющего устройства 5 (фиг.3).
Следует отметить, что общие детали прокатной клети, в которой применяется приспособление, выполненное в соответствии с изобретением, и прокатной клети известного уровня техники, соответствующей фиг.1 - 3, имеют одинаковые номера позиций.
Кроме того, измерительный прибор содержит четыре стержня 22, каждый из которых установлен с возможностью поворота на оси F, с возможностью колебания относительно указанной оси. Эти стержни в положении рабочего измерения наклонены под углом α относительно горизонтальной плоскости.
На конце 22' каждого стержня 22 установлен толкатель 23, предназначенный для создания контакта с поверхностью одного из ручьев 4' или 4'', которые образуют прокатный калибр 4. Таким образом, толкатель 23 определяет положение поверхности ручья.
Противоположный конец 22'' каждого стержня приводит в действие электронный датчик 24, который посредством соответствующего вычислительного алгоритма оценивает положение каждой поверхности относительно центра измерительного прибора.
Четыре стержня 22 могут независимо колебаться каждый вокруг своей оси F с обеспечением выполнения независимых измерений положения поверхности ручья 4', 4'', которое регулируется относительно центра измерительного прибора.
На практике стержни 22 ведут себя как рычаги, которые могут быть первого, второго или третьего типа.
Для перемещения ползуна 13 вдоль опоры 16, на которой он установлен, необходимо воздействовать на рукоятку 15 с шаровой головкой.
Посредством приспособления, выполненного в соответствии с изобретением, измеряют следующие параметры:
- диаметр D калибра 4;
- высоту h от центральной направляющей оси Х измерительного прибора до опорной плоскости;
- четыре лучевых отрезка R1-R4 между поверхностями ручьев и центральной направляющей осью Х измерительного прибора, причем соответственно лучи R1, R2 относятся к поверхности верхнего ручья 4', а лучи R3, R4 относятся к поверхности нижнего ручья 4''.
При осуществлении центрирования загрузочных устройств и калибров в прокатной клети осуществляют следующие этапы:
a) размещение и установку в прокатной клети приспособления (10), выполненного по п.4, вместо загрузочного устройства;
b) широкое разведение стержней до момента контакта толкателей (23) с поверхностями ручьев (4' и 4'');
c) определение четырех лучевых отрезков (R1-R4) между поверхностями ручьев (4' и 4'') и центральной направляющей осью (X) измерительного прибора, причем соответственно лучевые отрезки (R1, R2) относятся к верхнему ручью (4'), а лучевые отрезки (R3, R4) относятся к нижнему ручью (4'') калибра (4);
d) проверку равенства лучевых отрезков (R3) и (R4);
e) смещение ползуна (13) воздействием на рукоятку (15) с шаровой головкой до получения равенства лучевых отрезков (R3) и (R4) в случае, если (R3) отличается от (R4), с получением таким образом точного центрирования центрирующего клина загрузочного устройства клети с ручьем (4'') нижнего валка (3);
f) проверку равенства лучевых отрезков (R1) и (R2);
g) смещение верхнего валка (2) посредством соответствующих механизмов прокатной клети для центрирования верхнего и нижнего ручья, если (R2) отличается от (R1);
h) проверку условия, что раствор валков представляет собой значение, предусмотренное условиями прокатки, причем указанный раствор валков рассчитывают исходя из геометрических соотношений путем сравнения лучевых отрезков (R1-R4) с лучевым отрезком калибра (4), при этом указанный раствор валков Н, предусмотренный условиями прокатки, и соответствующий калибру 4 сравнивают с лучевыми отрезками (R1-R4), скомбинированными, например, в виде R1+R3 и/или R2+R4 (см. фиг.6);
i) переход к регулировке двух валков (2, 3), если имеется разница в показаниях;
l) регулировку высоты опоры (16), на которой установлен ползун, в случае, если величина значений лучевых отрезков (R1 и R4) или (R2 и R3) отличается друг от друга;
m) демонтаж приспособления (10);
n) установку загрузочного устройства в клеть заново.
Таким способом добиваются предварительной калибровки системы с заданной точностью, которая оказывается примерно в значениях допуска 0,01 мм.
Испытательный стенд 30, который оборудован стойкой 31 с калибровочным каналом 32, позволяет выполнять необходимые калибровки для обнуления измерительных приборов.
Реферат
Приспособление предназначено для повышения точности центровки загрузочных устройств и калибров в прокатной клети. Приспособление содержит измерительный прибор со средствами определения положения поверхностей калибров, электронный датчик определения положения и контрольно-измерительную аппаратуру для отображения данных об обнаруженном положении. Получение проката заданной формы и размеров, имеющего минимальные допуски, обеспечивается за счет того, что средства определения положения поверхностей калибров содержат четыре наклонных стержня, каждый из которых установлен с возможностью поворота на оси, с возможностью колебаний относительно указанной оси, при этом на конце каждого стержня имеется толкатель, предназначенный для создания контакта с поверхностью одного из ручьев, которые образуют калибр, для определения положения поверхности ручья относительно центральной оси. Способ включает установку в клети приспособления вместо загрузочного устройства, разведение стержней до момента контакта толкателей с поверхностями ручьев, определение четырех лучевых отрезков между поверхностями ручьев и центральной направляющей осью измерительного прибора, попарную проверку равенства лучевых отрезков, смещение ползуна воздействием на рукоятку с шаровой головкой до получения равенства лучевых отрезков для точного центрирования центрирующего клина загрузочного устройства клети с ручьем нижнего валка, демонтаж приспособления, установку загрузочного устройства в клеть. 2 н. и 3 з.п. ф-лы, 7 ил.
Формула
a) размещение и установку в прокатной клети приспособления (10), выполненного по п.4, вместо загрузочного устройства;
b) широкое разведение стержней до момента контакта толкателей (23) с поверхностями ручьев (4' и 4'');
c) определение четырех лучевых отрезков (R1-R4) между поверхностями ручьев (4' и 4'') и центральной направляющей осью (X) измерительного прибора, причем соответственно лучевые отрезки (R1, R2) относятся к верхнему ручью (4'), а лучевые отрезки (R3, R4) относятся к нижнему ручью (4'') калибра (4);
d) проверку равенства лучевых отрезков (R3) и (R4);
e) смещение ползуна (13) воздействием на рукоятку (15) с шаровой головкой до получения равенства лучевых отрезков (R3) и (R4) в случае, если (R3) отличается от (R4), с получением таким образом точного центрирования центрирующего клина загрузочного устройства клети с ручьем (4'') нижнего валка (3);
f) проверку равенства лучевых отрезков (R1) и (R2);
g) смещение верхнего валка (2) посредством соответствующих механизмов прокатной клети для центрирования верхнего и нижнего ручья, если (R2) отличается от (R1);
h) проверку условия, что раствор валков представляет собой значение, предусмотренное условиями прокатки, причем указанный раствор валков рассчитывают исходя из геометрических соотношений путем сравнения лучевых отрезков (R1-R4) с лучевым отрезком калибра (4);
i) переход к регулировке двух валков (2, 3), если имеется разница в показаниях;
l) регулировку высоты опоры (16), на которой установлен ползун, в случае, если величина значений лучевых отрезков (R1 и R4) или (R2 и R3) отличается друг от друга;
m) демонтаж приспособления (10);
n) установку загрузочного устройства в клеть заново.
Комментарии