Фильтрующий элемент и способ его изготовления - RU2719188C1
Код документа: RU2719188C1
Чертежи
Описание
Настоящее изобретение относится к фильтрующему элементу для генерирующего аэрозоль изделия, содержащему полую трубчатую часть с внутренней поверхностью. Настоящее изобретение также относится к формирующему устройству и способу изготовления фильтрующего элемента для генерирующего аэрозоль изделия.
Известна модификация вкуса и/или аромата аэрозоля в генерирующем аэрозоль изделии посредством вкусоароматического вещества. Согласно традиционным решениям, вкусоароматические вещества могут быть обеспечены в капсулах внутри фильтра курительного изделия. Однако в таком случае вкусоароматическое вещество выделяется лишь при разломе капсулы пользователем.
В качестве альтернативы, вкусоароматические вещества могут быть нанесены на внутреннюю облицовку генерирующего аэрозоль изделия.
Например, в US 3062218 A раскрыта обычная сигарета. В этой сигарете, показанной на фиг. 2, предусмотрены табачный стержень и фильтр. Фильтр выполнен в виде цилиндра, при этом внутренняя поверхность цилиндра может быть покрыта ментолом для модификации вкуса и/или аромата сигаретного дыма.
Сходным образом, в US 9220298 B1 раскрыта обычная сигарета с бумажной оберткой, окружающей табак, и открытым пространством, смежным с табаком. Внутренняя поверхность бумажной обертки может быть покрыта вкусоароматическим веществом для курения.
Однако вкусоароматические вещества могут влиять на стабильность продукта с течением времени. Например, ментол может вступать в реакцию с обычным клеем, используемым для связывания компонентов с оберточной бумагой курительного изделия. Соответственно, распределение ментолового вкусоароматического вещества между компонентами и оберточным материалом курительных изделий может не быть предпочтительным решением, поскольку оно может создавать проблемы с точки зрения качества.
Другое решение для обеспечения непрерывного вкуса и/или аромата состоит в обеспечении вкусоароматического вещества внутри одного из компонентов стержня, например фильтра курительного изделия. Однако, поскольку фильтр изготовлен из волокон, уложенных случайным образом, путь воздушного потока в фильтре является случайным. Для создания идентичных ощущений от одного курительного изделия к другому все волокна фильтра должны быть равномерно оснащены вкусоароматическим веществом. Кроме того, благодаря обеспечению вкусоароматического вещества в фильтрующем материале, обеспечена возможность модификации сопротивления затяжке (resistance to draw, RTD) курительного изделия, которое показывает, с какой силой пользователь должен осуществлять затяжку на курительном изделии, и которое является критическим параметром ощущений от курения, подлежащим точному регулированию.
Было бы желательно иметь генерирующее аэрозоль изделие, в котором была бы обеспечена возможность точного и легкого регулирования вкуса и/или аромата аэрозоля.
Согласно первому аспекту настоящего изобретения, предложен фильтрующий элемент для генерирующего аэрозоль изделия, содержащий полую трубчатую часть с внутренней поверхностью. На внутреннюю поверхность полой трубчатой части непосредственно нанесено вкусоароматическое вещество. Внутренняя поверхность полой трубчатой части может быть покрыта вкусоароматическим веществом. Предпочтительно, вкусоароматическое вещество пропитывает полую трубчатую часть, так что эта полая трубчатая часть пропитана вкусоароматическим веществом. Таким образом, вкусоароматическое вещество может быть абсорбировано внутренней поверхностью полой трубчатой части. Вместо вкусоароматического вещества может использоваться активное вещество. Вместо вкусоароматического вещества может использоваться расходное вещество.
Предпочтительно, вкусоароматическое вещество нанесено лишь на внутреннюю поверхность полой трубчатой части. В результате объем фильтрующего материала в фильтрующем элементе, через который может втягиваться воздух, не изменяется. Следовательно, сопротивление затяжке остается постоянным при нанесении вкусоароматического вещества. Согласно данному аспекту, внутренняя поверхность полой трубчатой части может быть выполнена непроницаемой для текучей среды или жидкости, так что исключается возможность проникновения вкусоароматического вещества внутрь фильтрующего материала. Внутренняя поверхность полой трубчатой части может быть оснащена дополнительным слоем, непроницаемым для текучей среды или жидкости. Внутренняя поверхность полой трубчатой части может быть нагрета или сжата, чтобы она стала непроницаемой для текучей среды или жидкости. Фильтрующий материал также может быть пропитан вкусоароматическим веществом. В этом случае вкусоароматическое вещество может пропитывать фильтрующий материал лишь в той степени, при которой сопротивление затяжке не изменяется или изменяется несущественно. Волокна фильтрующего материала могут быть пропитаны вкусоароматическим веществом без помех для прохождения воздушного потока через пустоты фильтрующего материала. Объем фильтрующего элемента, который является определяющим фактором сопротивления затяжке, определяется внутренней поверхностью фильтрующего элемента, наблюдаемой в поперечном сечении фильтрующего элемента, а также длиной фильтра. Следовательно, объем фильтрующего элемента, доступный для определения сопротивления затяжке, не подвергается негативному влиянию вкусоароматического вещества.
Благодаря наличию полой трубчатой части в фильтрующем элементе, обеспечено преимущество, состоящее в том, что точно известен путь воздушного потока внутри такой полой трубчатой части, поскольку воздух (и аэрозоль) проходят, главным образом, в полой трубчатой части. Таким образом обеспечена возможность регулирования количества вкусоароматического вещества, которое выделяется в аэрозоль, путем обеспечения надлежащего количества вкусоароматического вещества в полой трубчатой части.
Полая трубчатая часть может быть выровнена по центру внутри фильтрующего элемента таким образом, чтобы фильтрующий элемент имел симметричный профиль. Таким образом обеспечена возможность повышения стабильности размеров фильтрующего элемента.
Предпочтительно, вкусоароматическое вещество обеспечено в виде текучей среды. Более предпочтительно, вкусоароматическое вещество является жидким. Примерами вкусоароматических веществ являются вкусоароматические вещества на основе спирта, на основе гликоля или на основе воды, эфирные масла, олеорезины, абсолютные масла, растительные концентраты, растительные экстракты, дистилляты, а также природно-антропогенные химические вещества. Примерами вкусоароматических веществ, которые могут быть использованы, являются табак, бергамот, корица, мята колосистая, мята перечная, ваниль, апельсин, экстракт герани, линалоол, кофе, ментол, эвкалипт, гвоздика, имбирь и цитрусы. Обычно вкусоароматическое вещество может быть обеспечено в виде вещества, модифицирующего аэрозоль. Вкусоароматическое вещество может быть твердым при комнатной температуре. Вкусоароматическое вещество может быть термоплавким. Вкусоароматическое вещество может быть жидким при комнатной температуре.
Благодаря нанесению вкусоароматического вещества на внутреннюю поверхность полой трубчатой части, обеспечивается возможность размещения большей части вкусоароматического вещества на внутренней области полой трубчатой части. С этой целью полая трубчатая часть содержит внутреннюю область, обращенную радиально внутрь к полой трубчатой части, и внешнюю область, обращенную радиально наружу. Материал полой трубчатой части может быть выбран таким образом, чтобы вкусоароматическое вещество, которое нанесено на внутреннюю поверхность полой трубчатой части, по существу обеспечивало заправку вкусоароматическим веществом указанной внутренней области. Внешняя область может оставаться по существу свободной от вкусоароматического вещества.
В целом, производство фильтрующих стержней начинается с изготовления фильтрующего материала из смеси различных ингредиентов. Сырьем для производства сигаретных фильтров обычно является целлюлоза, например, получаемая из древесины. Целлюлозу затем ацетилируют, превращая ее в материал, называемый ацетилцеллюлозой или, для краткости, просто «ацетатом», растворяют и скручивают в виде непрерывных синтетических волокон, расположенных в пучке, называемом фильтрующим жгутом. Этот жгут обычно раскрывают, пластифицируют, придают ему форму и нарезают по длине для выполнения функции фильтра. Пластификатор растворяет ацетилцеллюлозные волокна, так что они слипаются в один блок под действием давления и тепла, фильтрующий материал затвердевает и образуется фильтрующий стержень. Фильтры обычно обернуты в оберточный материал, который во многих случаях содержит бумажную полосу.
Возможно также производство фильтров, которые не обернуты в оберточную бумагу. При производстве необернутых фильтрующих заглушек, фильтрующему материалу придают нужную форму в формирующем устройстве. Используют такой материал и такой процесс формообразования, чтобы фильтрующий стержень в достаточной степени сохранял свою форму даже после выхода из формирующего устройства, и таким образом обеспечивают возможность неиспользования оберточной бумаги, применяемой в других случаях для стабилизации формы. В ходе изготовления необернутых фильтрующих заглушек поток фильтрующего материала в формирующем устройстве подвергают воздействию давления и тепла. Подача необходимой тепловой энергии в фильтрующий материал может осуществляться различными способами, например, с помощью горячего воздуха, такого как пар, или с помощью микроволновой энергии, или путем термообработки.
Кроме того, возможно изготовление полых фильтров, т.е. фильтров, которые содержат полую трубчатую часть, проходящую через фильтр вдоль его продольной оси. Предпочтительно, фильтр представляет собой полый фильтр. Предпочтительно, фильтр представляет собой полую ацетатную трубку.
Кроме того, сопротивление затяжке в полой трубчатой части фильтрующего элемента, с покрытием из вкусоароматического вещества на внутренней поверхности или без него, предпочтительно равно нулю. Полая трубчатая часть фильтрующего элемента предпочтительно не влияет на общее RTD генерирующего аэрозоль изделия.
В контексте данного документа термин «стержень» используется для описания по существу цилиндрического элемента с по существу круглым, овальным или эллиптическим поперечным сечением.
Фильтрующий материал может содержать любой подходящий материал или материалы. Примеры подходящих материалов включают, но без ограничения, ацетилцеллюлозу, целлюлозу, восстановленную целлюлозу, полимолочную кислоту, поливиниловый спирт, нейлон, полигидроксибутират, полипропилен, бумагу, термопластичный материал, такой как крахмал, нетканые материалы и их комбинации. Один или более материалов могут быть выполнены в виде структуры с открытыми порами. Предпочтительно, фильтрующий материал содержит ацетилцеллюлозный жгут.
Фильтрующий материал может содержать дополнительный материал. Например, дополнительный материал может быть включен в фильтрующий жгут. Например, фильтрующий материал может содержать сорбент. Термин «сорбент» относится к адсорбенту, абсорбенту или веществу, которое может выполнять обе эти функции. Фильтрующий материал может содержать адгезив или пластификатор или их комбинацию.
Предпочтительно, фильтрующий материал содержит пластификатор. Пластификатор предпочтительно имеет функцию связующего компонента. В частности, в вышеупомянутых необернутых фильтрах плотность или жесткость фильтрующего материала должна быть выше, чем в стандартных обернутых фильтрах, ввиду отсутствия ограничивающего действия оберточной бумаги на фильтрующий материал. Следовательно, фильтрующий материал, после придания ему стержнеобразной формы, должен сохранять четко определенную форму с по существу постоянным диаметром без помощи какого-либо дополнительного внешнего материала.
Более жесткий фильтрующий материал может быть необходим вследствие того, что фильтр является полым. В полых фильтрах полая трубчатая часть может ослаблять общую конструкцию самого фильтра. Во избежание деформаций полой трубчатой части, например, из-за сжатия фильтра, предпочтительно, чтобы материал, из которого выполнена полая трубчатая часть, был более жестким, чем материал, из которого выполнена стандартная фильтрующая заглушка.
Фильтры, выполненные согласно настоящему изобретению, могут предпочтительно использоваться в образующих аэрозоль изделиях. Образующие аэрозоль изделия согласно настоящему изобретению могут иметь форму сигарет с фильтром или других курительных изделий, в которых табачный материал сжигают для образования дыма. Настоящее изобретение также охватывает изделия, в которых табачный материал нагревают для образования аэрозоля, а не сжигают, и изделия, в которых генерируют никотинсодержащий аэрозоль из табачного материала, табачного экстракта или другого источника никотина без сжигания или нагрева. Эти изделия, в которых образуют аэрозоль без сжигания или образуют дым путем сжигания, в целом называют «образующими аэрозоль изделиями». Образующие аэрозоль изделия могут представлять собой целые образующие аэрозоль изделия в собранном виде или компоненты образующих аэрозоль изделий, которые объединяются с одним или более другими компонентами с целью получения собранного изделия для образования аэрозоля, например потребляемой части нагреваемого курительного устройства.
Образующее аэрозоль изделие может представлять собой изделие, которое генерирует аэрозоль, непосредственно вдыхаемый в легкие пользователя через рот пользователя. Образующее аэрозоль изделие может быть похоже на традиционное курительное изделие, такое как сигарета, и оно может содержать табак. Образующее аэрозоль изделие может быть одноразовым. Образующее аэрозоль изделие может, в качестве альтернативы, быть частично многоразовым и содержать возобновляемый или сменный образующий аэрозоль субстрат.
С целью придания фильтрующему материалу, который предпочтительно содержит пластификатор, формы непрерывного стержня, используемого в дальнейшем для производства фильтров, обеспечивают формирующее устройство. Формирующее устройство содержит трубчатый элемент, который может быть заполнен фильтрующим материалом. Формирующее устройство также содержит стержнеобразный элемент с соплом для выпуска вкусоароматического вещества. Стержнеобразный элемент по меньшей мере частично расположен внутри трубчатого элемента. Сопло расположено на внешней поверхности стержнеобразного элемента для выпуска вкусоароматического вещества.
Подаваемый от источника фильтрующий материал, такой как фильтрующий жгут, продвигают в направлении формирующего устройства. Следовательно, впускное отверстие формирующего устройства присоединено к концу линии подачи фильтрующего материала. Формирующее устройство выполнено с возможностью придания фильтрующему материалу формы стержнеобразного фильтрующего тела и оснащено выпускным отверстием для доставки сформированного непрерывного фильтрующего тела для дальнейшей обработки. Формирующее устройство содержит трубчатый элемент, выполненный таким образом, чтобы обеспечивать возможность прохождения через него фильтрующего материала для придания фильтрующему материалу формы непрерывного фильтрующего тела. Трубчатый элемент может быть воронкообразным со стороны впускного отверстия для облегчения вставки фильтрующего материала. Внутренние стенки трубчатого элемента предпочтительно образуют внешнюю поверхность непрерывного фильтрующего тела и предпочтительно определяют, помимо прочего, его диаметр. Внутренние стенки трубчатого элемента «сжимают» фильтрующий материал в стержень. Кроме того, с целью придания фильтрующему материалу жесткости и по существу постоянной формы, может также быть предусмотрен источник тепла, выполненный с возможностью нагрева фильтрующего материала, проходящего в трубчатом элементе, так что связующий материал, такой как пластификатор, который может присутствовать в фильтрующем материале, будет обеспечивать связывание волокон фильтрующего материала между собой. Пластификаторы представляют собой добавки, которые увеличивают пластичность или текучесть материала.
Источник тепла может представлять собой, например, микроволновой источник, инфракрасный источник или источник пара, такого как водяной пар. Источник пара может иметь температуру более чем приблизительно 120 градусов по Цельсию, например более чем приблизительно 200 градусов по Цельсию. Выбор источника зависит от типа пластификатора и от способа, с помощью которого может быть активирован пластификатор. Предпочтительно, фильтрующий материал нагревают до температуры по меньшей мере приблизительно 30 градусов по Цельсию, предпочтительно по меньшей мере приблизительно 35 градусов по Цельсию, предпочтительно по меньшей мере приблизительно 40 градусов по Цельсию.
Для формирования полой трубчатой части в фильтрующем стержне формирующее устройство содержит стержнеобразный элемент. Стержнеобразный элемент по меньшей мере частично расположен внутри трубчатого элемента таким образом, что внешние стенки стержнеобразного элемента предпочтительно образуют внутреннюю поверхность непрерывного фильтрующего тела, т. е. внутреннюю поверхность полой трубчатой части фильтрующего стержня. Таким образом, внешние стенки стержнеобразного элемента определяют диаметр полой трубчатой части в фильтрующем стержне. Внешние стенки стержнеобразного элемента «сжимают» фильтрующий материал в стержень. Стержнеобразный элемент размещают внутри трубчатого элемента таким образом, чтобы фильтрующий материал спрессовывался или зажимался между внутренними стенками трубчатого элемента и внешними стенками стержнеобразного элемента.
Стержнеобразный элемент может содержать нагревательный элемент для нагрева стержнеобразного элемента. Благодаря нагреву стержнеобразного элемента, обеспечена возможность придания жесткости и по существу постоянной формы стержнеобразному элементу, как описано со ссылкой на нагревательный элемент трубчатого элемента. Нагревательный элемент выполнен таким образом, что обеспечена возможность связывания волокон фильтрующего материала между собой с помощью связующего материала, такого как пластификатор, который может присутствовать в фильтрующем материале. Нагревательный элемент в стержнеобразном элементе может быть предусмотрен вместо или в дополнение к нагревательному элементу в трубчатом элементе. Нагревательный элемент в стержнеобразном элементе может нагревать полый фильтрующий стержень, начиная с внутренней поверхности полой трубчатой части фильтрующего стержня. С другой стороны, нагревательный элемент в трубчатом элементе может нагревать полый фильтрующий стержень, начиная с внешней стороны фильтрующего стержня. Предпочтительно, как стержнеобразный элемент, так и трубчатый элемент содержат нагревательные элементы для равномерного нагрева полого фильтрующего стержня.
Предпочтительно, стержнеобразный элемент является полым, так что обеспечена возможность нагрева этого стержнеобразного элемента в результате циркуляции горячего пара внутри стержнеобразного элемента. В стержнеобразном элементе может быть предусмотрен микроволновой источник, инфракрасный источник или резистивный элемент. Пар может иметь температуру более чем приблизительно 120 градусов по Цельсию, например, более чем приблизительно 200 градусов по Цельсию. Выбор источника зависит от типа пластификатора и способа, с помощью которого может быть активирован пластификатор. Предпочтительно, фильтрующий материал нагревают до температуры по меньшей мере приблизительно 30 градусов по Цельсию, предпочтительно по меньшей мере приблизительно 35 градусов по Цельсию, предпочтительно по меньшей мере приблизительно 40 градусов по Цельсию.
Стержнеобразный элемент содержит сопло для выпуска вкусоароматического вещества. Вкусоароматическое вещество предпочтительно представляет собой жидкое вкусоароматическое вещество, как подробно описано выше. Сопло предпочтительно расположено на внешней поверхности стержнеобразного элемента таким образом, что обеспечена возможность выпуска вкусоароматического вещества радиально наружу из стержнеобразного элемента. В результате выпуска вкусоароматического вещества из стержнеобразного элемента, происходит нанесение вкусоароматического вещества на внутреннюю поверхность полой трубчатой части фильтрующего стержня. Иначе говоря, полый фильтрующий стержень, предпочтительно полый ацетилцеллюлозный стержень, оснащается покрытием из вкусоароматического вещества с внутренней стороны фильтрующего стержня на поверхности полой трубчатой части фильтрующего стержня. Таким образом обеспечена возможность точного регулирования вкуса и/или аромата аэрозоля, втягиваемого через фильтр, поскольку аэрозоль втягивается через фильтр преимущественно через имеющую покрытие полую трубчатую часть фильтрующего стержня.
Сопло может содержать множество сопел, так что осуществляется равномерный выпуск вкусоароматического вещества из стержнеобразного элемента. Может быть предусмотрено одно сопло или два сопла или более чем два сопла. Сопло может быть выполнено в виде продольной прорези или в виде небольших отверстий по существу круглой формы. Сопло или стержнеобразный элемент могут иметь возможность поворота, так что обеспечена возможность содействия равномерному выпуску вкусоароматического вещества. Несколько сопел могут быть распределены равномерно по внешней окружной поверхности стержнеобразного элемента. Множество сопел могут образовывать кольцеобразную конфигурацию на внешней окружной поверхности стержнеобразного элемента.
Сопло может содержать питающую трубку внутри стержнеобразного элемента для подачи вкусоароматического вещества в сопло. Таким образом обеспечена возможность получения гладкой внешней поверхности стержнеобразного элемента, и благодаря этому, обеспечена возможность создания гладкой внутренней поверхности полой трубчатой части фильтрующего стержня. Предложен также способ изготовления фильтрующего элемента для генерирующего аэрозоль изделия. Способ включает в себя этапы, на которых обеспечивают полую трубчатую часть с внутренней поверхностью в фильтрующем элементе; и наносят вкусоароматическое вещество на внутреннюю поверхность полой трубчатой части фильтрующего элемента.
Способ также может включать в себя этапы, на которых заполняют формирующее устройство фильтрующим материалом для формирования фильтрующего элемента; обеспечивают в формирующем устройстве стержнеобразный элемент, содержащий сопло для выпуска вкусоароматического вещества; размещают указанный стержнеобразный элемент в формирующем устройстве таким образом, чтобы в экструдируемом фильтрующем материале была образована полая трубчатая часть; и выпускают вкусоароматическое вещество из сопла стержнеобразного элемента таким образом, чтобы вкусоароматическое вещество было нанесено на внутреннюю поверхность полой трубчатой части экструдируемого фильтрующего материала.
Термин «экструдируемый» включает продукты, изготавливаемые с помощью процессов, в которых материал выдавливают через фильеру нужного поперечного сечения. Данный термин распространяется также на продукты, которые производят с помощью иных процессов, таких как вытягивание соответствующего материала.
Кроме того, согласно способу стержнеобразный элемент может содержать нагревательный элемент для нагрева стержнеобразного элемента, и способ включает в себя дополнительный этап, на котором нагревают стержнеобразный элемент для связывания экструдируемого фильтрующего материала и формирования полой трубчатой части в экструдируемом фильтрующем материале.
Настоящее изобретение будет далее описано исключительно на примерах, со ссылками на сопроводительные чертежи, на которых:
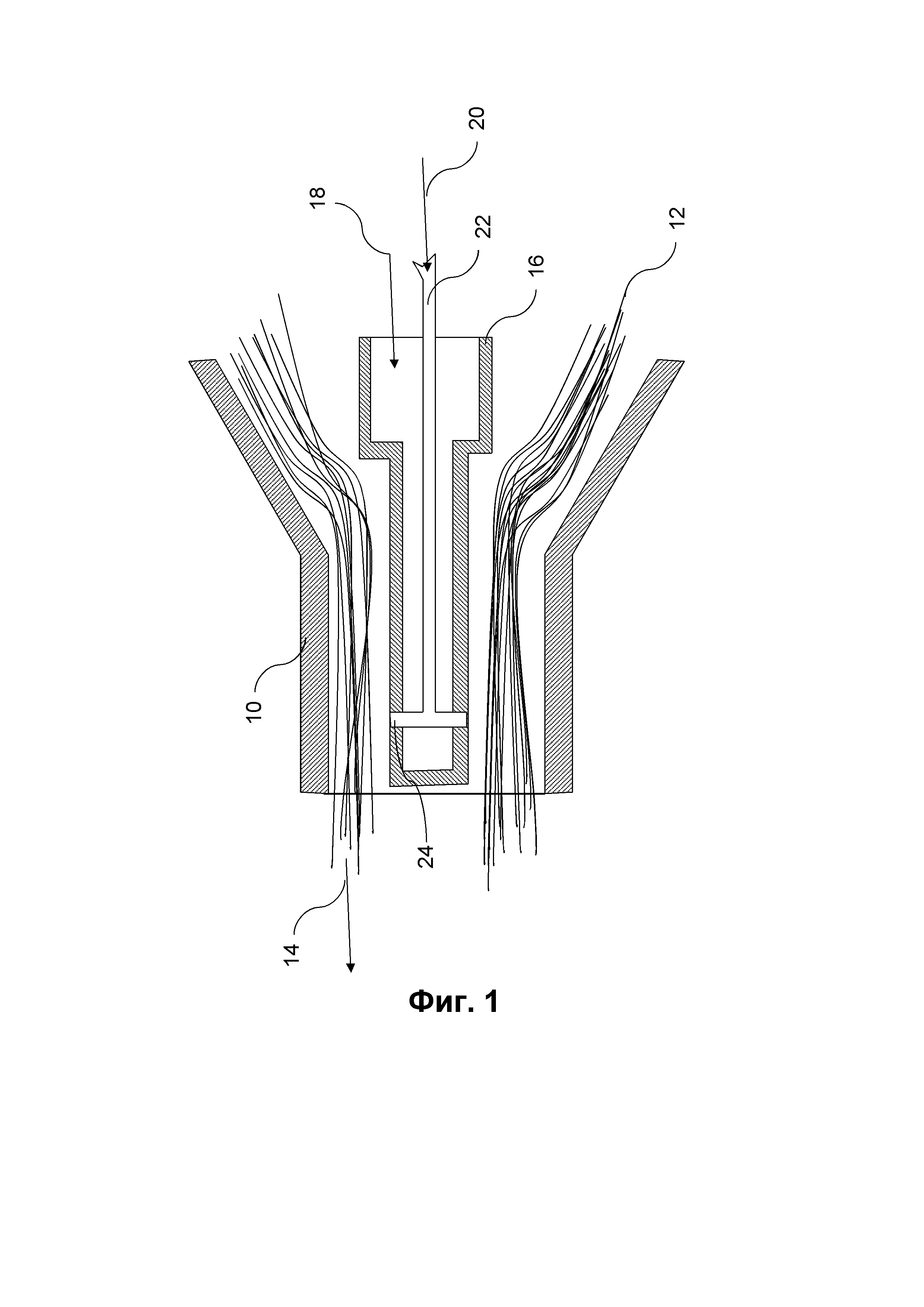
на фиг. 1 показан вид в поперечном сечении формирующего устройства согласно настоящему изобретению для изготовления фильтрующего элемента для генерирующего аэрозоль изделия.
Формирующее устройство, показанное на фиг. 1, содержит трубчатый элемент 10. Трубчатый элемент 10 является воронкообразным с впускной стороны. Трубчатый элемент 10 имеет такую форму, что обеспечена возможность ввода фильтрующего материала 12 внутрь трубчатого элемента 10.
Фильтрующий материал 12 продвигают через трубчатый элемент 10 с помощью обычных средств вдоль направления, указанного стрелкой 14, т.е. в направлении выпускного отверстия трубчатого элемента 10. Таким образом создают непрерывный фильтрующий стержень. Формирующее устройство может содержать нагревательный элемент для нагрева фильтрующего материала 12, при этом фильтрующий материал 12 продвигается через трубчатый элемент 10 таким образом, что связующее вещество внутри фильтрующего материала 12 вступает в реакцию с ним и происходит связывание фильтрующего материала 12. В результате связывания фильтрующего материала 12 определяется форма готового фильтрующего стержня.
Фильтрующий стержень, который создан с помощью настоящего изобретения, представляет собой полую ацетатную трубку. Следовательно, фильтрующий материал представляет собой ацетилцеллюлозу. Для создания полой трубчатой части внутри фильтрующего стержня, внутри трубчатого элемента 10 размещают стержнеобразный элемент 16. Стержнеобразный элемент 16 имеет цилиндрическую внешнюю форму, так что внешняя форма стержнеобразного элемента 16 определяет внутренний диаметр полой трубчатой части фильтрующего стержня. Иначе говоря, диаметр стержнеобразного элемента 16 определяет диаметр полой трубчатой части готового фильтрующего стержня.
Стержнеобразный элемент 16 оснащен полым участком 18, так что обеспечена возможность циркуляции нагретого пара внутри стержнеобразного элемента 16. Стержнеобразный элемент 16 закрыт на удалении от области ввода горячего пара, обозначенной ссылочным номером 18, так что исключена возможность непосредственного контакта горячего пара с фильтрующим материалом 12. Благодаря циркуляции горячего пара внутри стержнеобразного элемента 16, обеспечена возможность нагрева стержнеобразного элемента 16 для содействия связыванию окружающего фильтрующего материала 12 при продвижении фильтрующего материала 12 через трубчатый элемент 10.
Кроме того, вкусоароматическое вещество 20 продвигается через стержнеобразный элемент 16 посредством питающей трубки 22 в направлении сопла 24. Вкусоароматическое вещество 20 выдается или распыляется на окружающий фильтрующий материал 12 при продвижении фильтрующего материала 12 через трубчатый элемент 10. Вкусоароматическое вещество 20 обеспечено в виде жидкого вкусоароматического вещества. В результате, на внутренней поверхности полой трубчатой части фильтрующего материала 12 образуется покрытие из вкусоароматического вещества 20. На выходе получают готовый фильтрующий стержень в виде полой ацетатной трубки с покрытием, состоящим из вкусоароматического вещества. После этого фильтрующий стержень может быть подвергнут дополнительной обработке, например, путем резки непрерывного фильтрующего стержня на меньшие фильтрующие сегменты.
Реферат
Настоящее изобретение относится к фильтрующему элементу для генерирующего аэрозоль изделия, содержащему полую трубчатую часть с внутренней поверхностью. Непосредственно на внутреннюю поверхность полой трубчатой части нанесено вкусоароматическое вещество (20). Настоящее изобретение также относится к формирующему устройству и способу изготовления фильтрующего элемента для генерирующего аэрозоль изделия.3 н. и 11 з.п. ф-лы, 1 ил.
Комментарии