Устройство и способ охлаждения металлических полос или листов - RU2736535C1
Код документа: RU2736535C1
Чертежи

Описание
Изобретение относится к устройству для охлаждения металлических полос или листов, транспортируемых на транспортировочном участке, по ограничительной части п. 1.
При изготовлении стальных материалов на их механические свойства можно влиять различными способами. Посредством добавления определенных легирующих элементов достигается повышение прочности (твердорастворное упрочнение). Кроме того, во время прокатки также может быть снижена температура чистовой прокатной линии, чтобы достичь более высокой плотности дислокаций (дислокационное упрочнение). В результате легирования с помощью микролегирующих элементов, например, Nb, V или Ti, возникают выделения, вызывающие повышение прочности (дисперсионное упрочнение). Однако вышеуказанные технические процессы имеют недостаток, заключающийся в том, что они негативно влияют на вязкость изготавливаемых материалов. Напротив, мелкозернистая кристаллическая структура (упрочнение в результате изменения величины зерен) положительно влияет на прочностные и одновременно на вязкостные свойства изготавливаемых стальных материалов. Небольшой размер зерен улучшает прочностные и вязкостные свойства стального материала.
Вышеуказанная добавка легирующих и/или микролегирующих элементов, известная из эксплуатации литейно-прокатных установок и полосовых станов горячей прокатки, имеет недостаток, состоящий в том, что такая добавка является дорогой и, кроме того, ограничивается различными условиями.
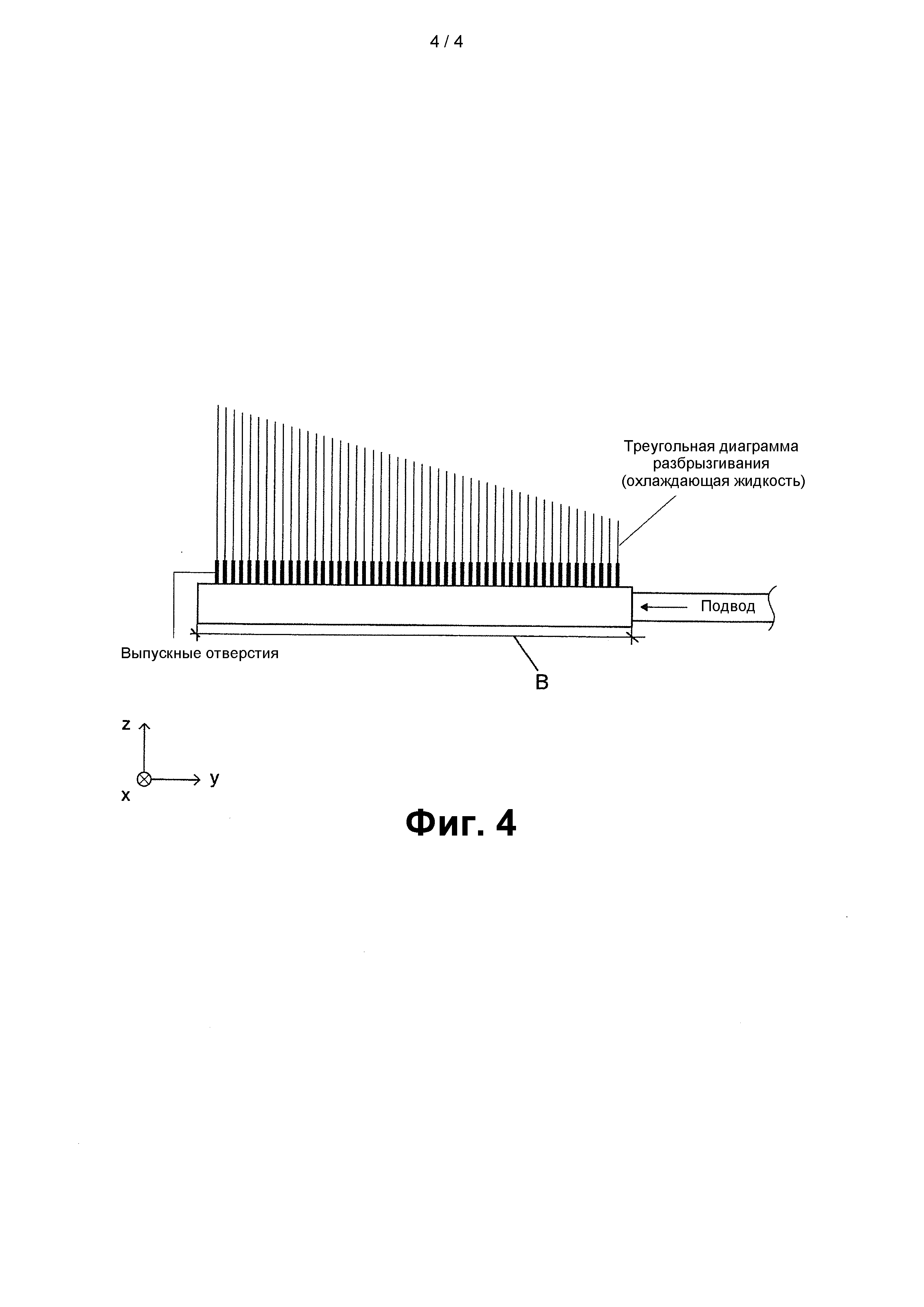
Из уровня техники известно, что при изготовлении металлических полос или, соответственно, листов может быть предусмотрено охлаждение металлических полос и, соответственно, листов посредством охлаждающих балок, проходящих по ширине транспортировочного участка, вдоль которого транспортируются металлические полосы или, соответственно, листы. На фиг. 4 схематично и упрощенно показан вид сбоку обычной охлаждающей балки, в которой геометрия выпускных отверстий по ширине В транспортировочного участка или, соответственно, вдоль продольной оси охлаждающей балки остается постоянной.
При изготовлении стальных материалов уменьшение размера (ферритных) зерен обычно приводит к повышению прочности, что описывается уравнением Холла-Петча. В соответствии с этим увеличение прочности обратно пропорционально размеру зерен. Посредством увеличения скорости охлаждения достигается уменьшение размера зерен конечного продукта, так что благодаря усилению охлаждения возможно изготовление более прочных материалов. В этой связи также следует отметить, что вязкостные свойства конечного продукта улучшаются за счет более мелких ферритных зерен, что описывается соотношением Коттрелла-Петча.
Если с целью уменьшения размера зерен количество воды, выпускаемой из охлаждающей балки на металлические полосы или, соответственно, листы, повышается, в случае обычной охлаждающей балки, выполненной согласно фиг. 4, из-за гидродинамических изменений водного потока возникает неравномерная подача по ширине В транспортировочного участка. При повышении количества воды скоростное давление на той стороне, которая противоположна подводу (на фиг. 4 - на торце охлаждающей балки, показанном в левой части чертежа), увеличивается и вследствие этого мешает неограниченному формированию высоты разбрызгивания в направлении поверхности металлической полосы или, соответственно, листа. Вследствие этого возникает треугольная диаграмма разбрызгивания, схематично и упрощенно показанная на фиг. 4. При этом высота каждой водяной струи возле выпускных отверстий соответствует количеству выпускаемой охлаждающей жидкости. Таким образом, в направлении от подвода (или, соответственно, в направлении торца охлаждающей балки, показанного в левой части чертежа), количество выпускаемой охлаждающей жидкости увеличивается, что приводит к невыгодному неравномерному распределению температуры по ширине В транспортировочного участка.
Из DE 4009868 А1 известно устройство с признаками по ограничительной части п. 1 формулы изобретения.
В JP Н08 164410 А показано устройство для охлаждения металлических полос или, соответственно, листов, в котором с верхней стороны металлической полосы расположена охлаждающая балка, а выпускные отверстия охлаждающей балки в виде трубок на обоих торцах охлаждающей балки питаются охлаждающей жидкостью посредством множества подающих трубопроводов.
Соответственно в основе изобретения лежит задача, при изготовлении металлических полос или, соответственно, листов оптимизировать охлаждение простыми средствами, чтобы посредством этого достичь лучших механических свойств металлического материала.
Вышеуказанная задача решается посредством устройства, имеющему признаки, определенные в п. 1.
Устройство по настоящему изобретению предназначено для охлаждения транспортируемых на транспортировочном участке металлических полос, причем охлаждающая жидкость выпускается в направлении металлической полосы через выходные отверстия охлаждающих балок, которые расположены друг против друга с верхней и нижней стороны охлаждаемой металлической полосы или, соответственно, металлического листа, и в каждом случае проходят по ширине транспортировочного участка. При этом охлаждающую жидкость в удельном количестве от 100 до 200 м3/(м2*ч) выпускают на поверхность металлической полосы, причем распределение охлаждающей жидкости по ширине транспортировочного участка является параболическим. Это параболическое распределение количества охлаждающей жидкости по ширине транспортировочного участка учитывает тот факт, что при указанных высоких удельных количествах охлаждающей жидкости на кромках металлической полосы из-за стекающей в указанном месте охлаждающей жидкости получается дополнительное охлаждение, которым невозможно пренебречь. Таким образом, вследствие параболического распределения количества, при котором на краях транспортировочного участка или, соответственно, металлической полосы предусматривается меньшее количество охлаждающей жидкости по сравнению с серединой транспортировочного участка, можно эффективно предотвратить возникновение неравномерного охлаждения в виде переохлаждения на краях или, соответственно, кромках металлической полосы. Для этого в предлагаемом изобретением устройстве предусмотрено, что с отдельными выпускными отверстиями сопоставлено соответствующее согласованное проходное сечение, причем проходное сечение выпускного отверстия рядом с торцом охлаждающей балки, находящимся противоположно месту для соединения подводящего трубопровода для подачи охлаждающей жидкости, меньше проходного сечения выпускного отверстия, расположенного непосредственно у указанного места соединения.
С отдельными выпускными отверстиями каждой охлаждающей балки, расположенной с верхней и нижней стороны охлаждаемой металлической полосы или, соответственно, листа сопоставлено соответствующее согласованное проходное сечение, а с ним сопоставлена соответствующая диафрагма, расположенная во входной области сопоставленных выпускных отверстий. Расположение каждой из указанных диафрагм во входной области сопоставленного с ней выпускного отверстия означает, что указанные диафрагмы расположены выше по гидравлическому потоку, чем выпускные отверстия. В этом отношении следует заметить, что проходное сечение, сопоставленное с соответствующими отдельными выпускными отверстиями и согласованное с ними, достигается или, соответственно, определяется благодаря исполнению отдельных диафрагм. Это дает то преимущество, что выпускные отверстия, например, могут быть выполнены посредством множества трубок, каждая из которых имеет одинаковое проходное сечение, что приводит к преимуществам в издержках производства.
Каждое из отдельных выпускных отверстий может быть выполнено в виде трубки, расположенной на корпусе охлаждающей балки. В этом случае может быть предусмотрено, как пояснено выше, что перед отдельными трубками выше по гидравлическому потоку расположены диафрагмы, определяющие для отдельных выпускных отверстий соответствующее согласованное проходное сечение.
Поясненное выше распределение охлаждающей жидкости на поверхности металлической полосы, с ее верхней и нижней стороны приводит к равномерному охлаждению металлической полосы с верхней и, соответственно, нижней стороны. В результате того, что подача охлаждающей жидкости на поверхность металлической полосы с нижней стороны металлической полосы по меньшей мере на 20% выше чем с верхней стороны металлической полосы, возникает или, соответственно, достигается наилучшая ровность изготавливаемой металлической полосы.
Охлаждающая балка по настоящему изобретению может быть установлена во множестве охлаждающих групп, расположенных вдоль транспортировочного участка для металлической полосы. Для настройки равномерного распределения температуры для металлической полосы вдоль транспортировочного участка в соответствии с изобретением может быть предусмотрено, что между отдельными охлаждающими группами установлены поперечные устройства смыва, причем посредством поперечного устройства смыва надежно удаляется вода, находящаяся на металлической полосе. Это предотвращает попадание или, соответственно, поступление вместе с металлической полосой охлаждающей жидкости, предпочтительно воды, в моталку, благодаря чему предотвращается нежелательное охлаждение металлической полосы из-за этой воды.
При помощи настоящего изобретения можно эффективно увеличить скорость охлаждения металлической полосы при ее изготовлении, с равномерным распределением температуры по ширине полосы. Указанное увеличение скорости охлаждения приводит к уменьшению размера ферритных зерен, что, в свою очередь, приводит к улучшению прочностных свойств изготавливаемой металлической полосы. Соответственно благодаря применению настоящего изобретения и получающейся в результате более тонкой структуры ферритных зерен, а также связанному с этим повышению прочности можно отказаться от содержания легирующих элементов, в противном случае используемых для повышения прочности. Это позволяет производить металлические полосы или, соответственно, стали такой же прочности, как прежде, но с меньшими затратами. Это возможно, в частности, в случае марок стали, прочность которых повышается с помощью микролегирующих элементов Ti, V и Nb.
Ниже при помощи схематичных, упрощенных чертежей подробно описываются предпочтительные варианты осуществления изобретения.
На чертежах изображено:
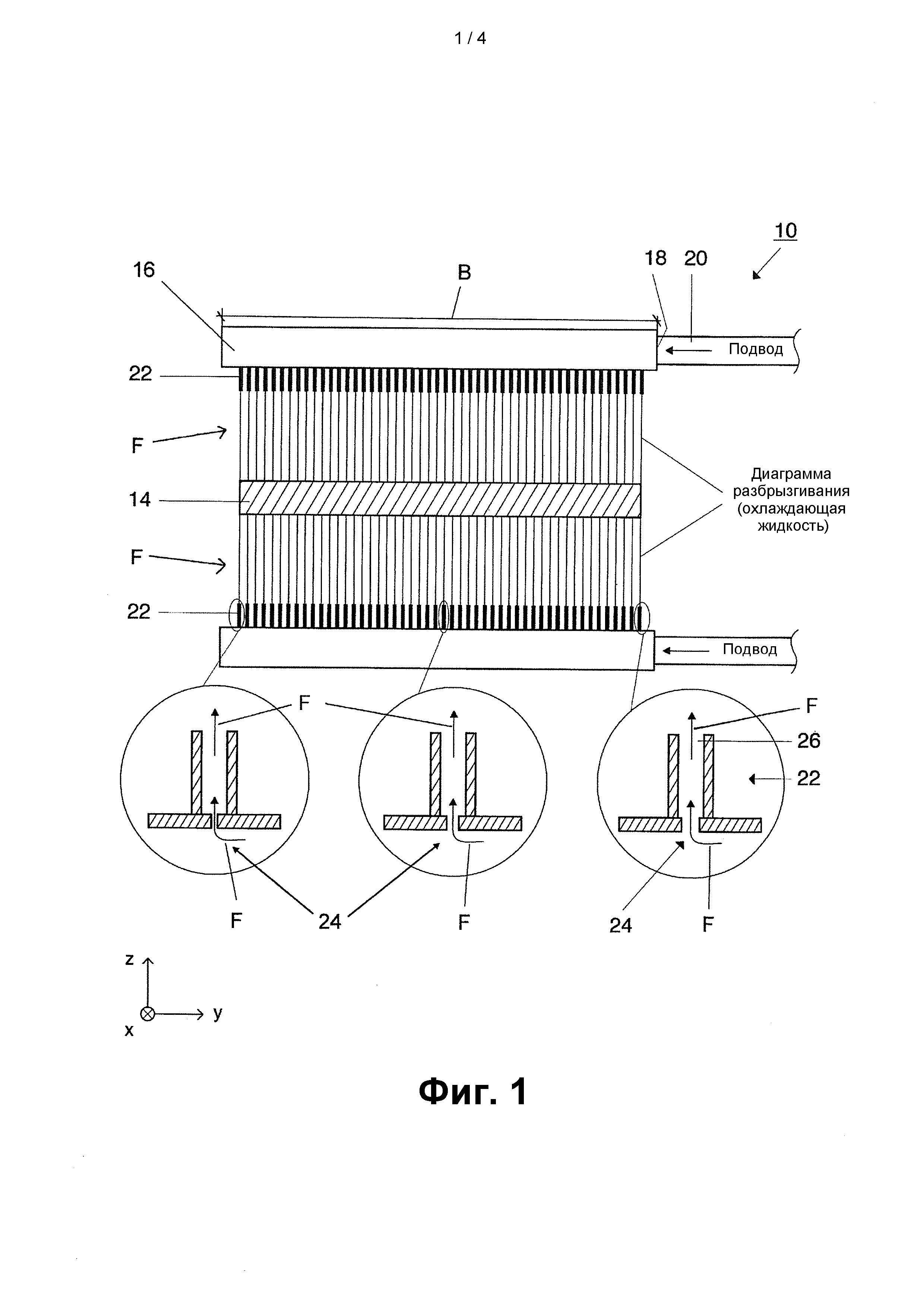
фиг. 1 - вид в разрезе вдоль линии А-А (см. фиг. 2) устройства для охлаждения металлической полосы, выполненного в соответствии с изобретением, причем охлаждающие балки расположены с верхней стороны и с нижней стороны металлической полосы;
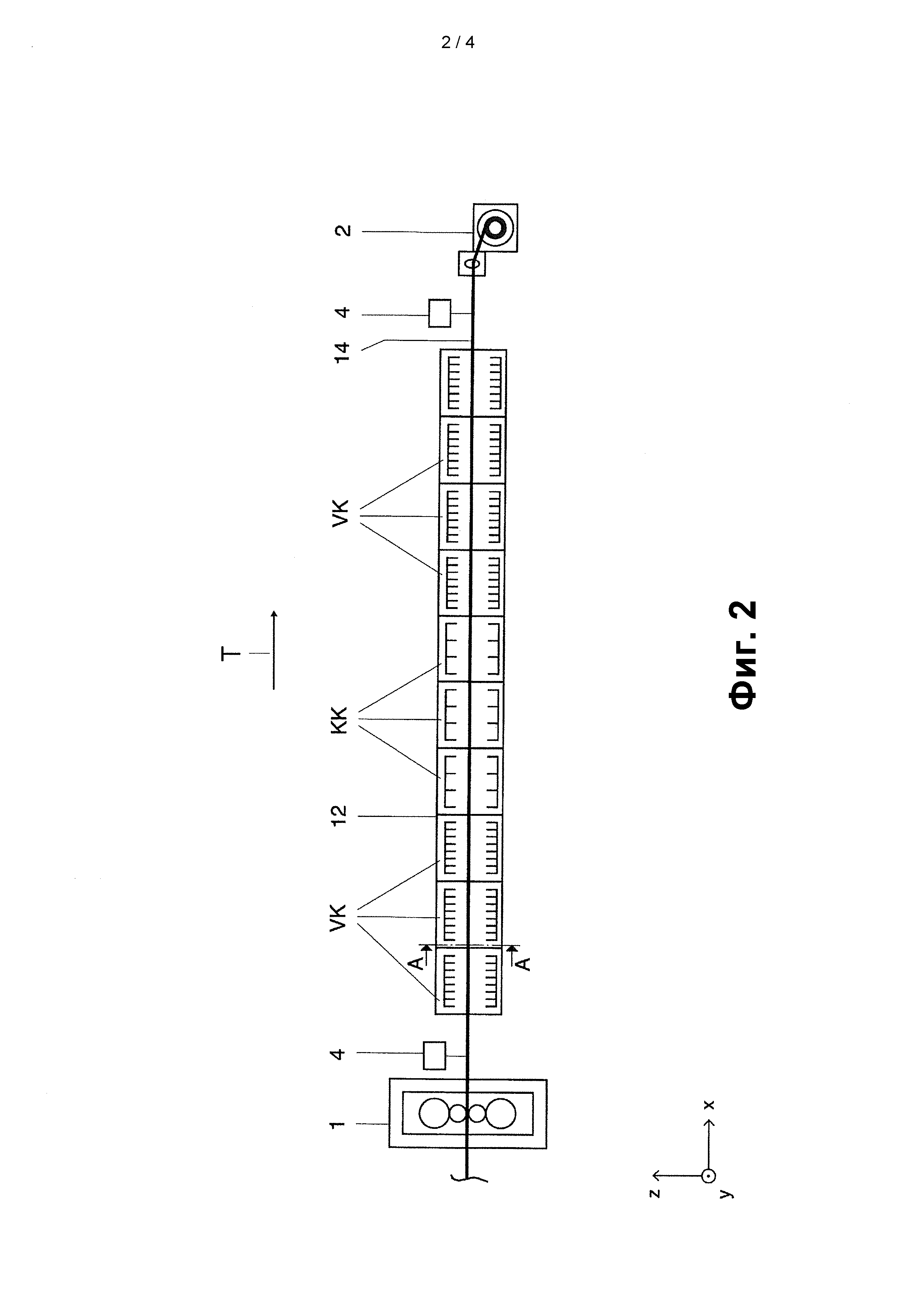
фиг. 2 - схематичный вид сбоку транспортировочного участка или, соответственно, чистовой прокатной линии с расположенной перед ней клетью для изготовления металлической полосы и после нее устройством для ламинарного охлаждения вместе с мотальным устройством;
фиг. 3 - вид в разрезе вдоль линии А-А (см. фиг. 2) предлагаемого изобретением устройства, выполненного согласно еще одному варианту осуществления;
фиг. 4 - вид в разрезе обычной охлаждающей балки.
Ниже со ссылкой на фиг. 1-3 поясняются предпочтительные варианты осуществления предлагаемого изобретением устройства 10 для охлаждения металлической полосы и соответствующий способ. На чертеже устройство 10 показано лишь упрощенно и, в частности, не в масштабе.
Устройство 10 предназначено для охлаждения металлической полосы 14, транспортируемой на транспортировочном участке 12. Транспортировочный участок 12 в принципе упрощенно показан на виде сбоку на фиг. 2. Транспортировочный участок 12 может представлять собой часть чистовой линии, последняя клеть или, соответственно, валки которой на фиг. 2 обозначены ссылочным знаком "1". Из указанных валков 1 металлическая полоса 14 транспортируется в направлении моталки 2, т.е. на фиг. 2 - слева направо. Вдоль транспортировочного участка 12 расположено множество т.н. усиленных охлаждающих групп VK, а именно, если в отношении направления Т транспортировки (см. фиг. 2) металлической полосы 14 смотреть вдоль транспортировочного участка 12, выше по потоку и ниже по потоку от множества обычных охлаждающих групп KK. Для определения температуры металлической полосы, транспортируемой на транспортировочном участке 12, рядом с охлаждающими группами расположено множество пирометров 4.
Здесь следует особо заметить, что на чертеже нанесена декартова система координат. При этом направление по оси X соответствует направлению транспортировки металлической полосы 14 вдоль транспортировочного участка 12. Направление по оси Y соответствует ширине транспортировочного участка 12 или, соответственно, металлической полосы 14. Направление по оси Z соответствует вертикальной протяженности и показывает общую высоту устройства 10.
На фиг. 1 показан разрез вдоль линии А-А (см. фиг. 2), который представляет собой вид сбоку устройства 10, выполненного не в соответствии с настоящим изобретением и являющегося частью усиленной охлаждающей группы VK. Относительно продольной оси металлической полосы 14, т.е. выше и ниже нее, устройство 10 имеет симметричную форму, так что для упрощения фиг. 1 ссылочными знаками снабжены только компоненты указанного устройства 10, расположенные над металлической полосой 14.
Устройство 10 содержит охлаждающие балки 16, расположенные с верхней стороны и с нижней стороны металлической полосы 14. На торце каждой из указанных охлаждающих балок 16 имеется место 18 соединения, к которому может быть присоединен подводящий трубопровод 20 для охлаждающей жидкости. Посредством подводящих трубопроводов 20 охлаждающие балки 16 снабжаются охлаждающей жидкостью, на фиг. 1 это обозначено термином "Подвод" и соответствующими стрелками в подающих трубопроводах 20.
Вдоль продольной оси охлаждающих балок 16 имеется множество выпускных отверстий 22, выполненных в виде так называемых трубок. Трубки 22 предназначены для выпуска охлаждающей жидкости в направлении металлической полосы 14. На фиг. 1 разбрызгиваемая охлаждающая жидкость показана в идеализированном виде посредством соответствующих вертикальных линий F, падающих на металлическую полосу 14 с ее верхней стороны и с ее нижней стороны.
Выше по гидравлическому потоку перед каждым выпускным отверстием охлаждающей балки 16, выполненным в виде отдельной трубки 22, расположена диафрагма 24. На фиг. 1 в кружках в качестве примера и в принципе в сильно упрощенном виде показано три таких диафрагмы 24. Здесь охлаждающая жидкость, текущая через указанные диафрагмы 24 в направлении устья 26 выпускного отверстия 22, в каждом случае обозначена изогнутой стрелкой F.
Относительно диафрагм 24 следует особо заметить, что все они имеют разное проходное сечение, которое вдоль продольной оси охлаждающей балки 16, а именно в направлении от места 18 соединения, постепенно уменьшается. Из сравнения диафрагм 24, в качестве примера показанных в трех кружках на фиг. 1, видно, что в плоскости чертежа на фиг. 1 проходное сечение указанных диафрагм 24 в направлении справа налево выполнено постепенно убывающим и, соответственно, становится меньше. Таким образом, с отдельными выпускными отверстиями 22 сопоставлены соответствующие согласованные проходные сечения.
Что касается охлаждающей балки 16, которая на фиг. 1 расположена с верхней стороны металлической полосы 14, разумеется, проходные сечения диафрагм 24 таким же образом, как было пояснено выше, постепенно уменьшаются в направлении от места 18 соединения.
Если из трубок 22 охлаждающих балок 16 на металлическую полосу 14 выпускаются сравнительно большие количества охлаждающей жидкости - с верхней стороны металлической полосы 14, например, с удельным количеством от 40 до 150 м3/(м2*ч), а с нижней стороны металлической полосы 14, например, с удельным количеством от 40 до 200 м3/(м2*ч), то благодаря характерному уменьшению проходного сечения диафрагм 24 вдоль продольной оси охлаждающей балки 16, в направлении от места 18 соединения возникает желательное линейно-равномерное распределение охлаждающей жидкости F по ширине В транспортировочного участка или, соответственно, металлической полосы 14. Это наглядно показано на фиг. 1 с помощью диаграммы разбрызгивания. В результате получается равномерный температурный профиль металлической полосы 14 по ее ширине В, и именно, как с ее верхней стороны, так и с ее нижней стороны.
На фиг. 3 также показан разрез вдоль линии А-А (см. фиг. 2), который представляет собой вид сбоку устройства 10, выполненного в соответствии с настоящим изобретением. Как и на фиг. 1, этот вариант осуществления в соответствии с настоящим изобретением содержит две противоположные охлаждающие балки 16, между которыми на или, соответственно, вдоль транспортировочного участка 12 транспортируется металлическая полоса 14. Однако с целью упрощенного представления металлическая полоса 14 на фиг. 3 не показана.
В варианте осуществления, показанном на фиг. 3, посредством трубок 22 охлаждающих балок с верхней стороны и с нижней стороны металлической полосы 14 на ее поверхность выпускаются очень большие удельные количества охлаждающей жидкости, например, количества, составляющие от 100 до 200 м3/(м2*ч). При таких больших количествах воды из-за охлаждающей воды, стекающей по кромке полосы или, соответственно, по краю металлической полосы 14, получается дополнительное охлаждение, которым невозможно пренебречь. Соответственно проходные сечения диафрагм 24, расположенные выше по гидравлическому потоку относительно соответствующих отдельных выпускных отверстий 22, выбраны так, что по ширине В транспортировочного участка 12 или, соответственно, вдоль продольной оси охлаждающих балок 16 возникает параболическое распределение охлаждающей жидкости. При этом, как и в варианте осуществления, показанном на фиг. 1, проходное сечение диафрагмы 24 для выпускного отверстия 22, расположенного рядом с торцом охлаждающей балки 16, противоположным месту 18 соединения (на фиг. 3 эта область расположена с краю слева), меньше проходного сечения диафрагмы 24 для выпускного отверстия 22 (на фиг. 3 эта область расположена с краю справа), расположенного непосредственно рядом с местом 18 соединения. Это видно из сравнения двух кружков фиг. 3, в которых показаны диафрагмы 24, расположенные на соответствующих торцах охлаждающей балки 16. Как пояснено выше, благодаря этому можно избежать неблагоприятного формирования скоростного давления в области выпускного отверстия 22, расположенного непосредственно рядом с местом 18 соединения.
При реализации настоящего изобретения может быть предусмотрено, что устройство согласно фиг. 1 и/или согласно фиг. 3 установлено вдоль транспортировочного участка 12 согласно фиг. 2 в так называемых усиленных охлаждающих группах, каждая из которых имеет обозначение "VK". Благодаря охлаждающим группам VK, усиленным таким образом, можно повысить скорость охлаждения металлической полосы 14, транспортируемой на транспортировочном участке 12, в передней области и задней области участка охлаждения. При этом в пределах указанных усиленных охлаждающих групп VK удельная подача на поверхности металлической полосы 14 соответствует значениям, указанным в связи с пояснениями в отношении охлаждения с верхней стороны и с нижней стороны металлической полосы 14. Благодаря высокой удельной подаче охлаждающей жидкости возможно увеличение скорости охлаждения по меньшей мере на 40% по сравнению с обычными охлаждающими группами KK. Вследствие этого температуру металлической полосы 14 - при неизменной скорости транспортировки - можно снизить до определенной температуры за более короткое время или, соответственно, на более коротком расстоянии перемещения, или альтернативно при изготовлении металлической полосы 14 при необходимости установить большую скорость транспортировки.
Перечень ссылочных обозначений
1 валки
2 моталка
4 пирометр
10 устройство
12 транспортировочный участок
14 металлическая полоса / металлический лист
16 охлаждающая балка
18 место соединения
20 подводящий трубопровод
22 выпускное отверстие (выпускные отверстия)
24 диафрагма
26 устье выпускного отверстия 22
В ширина транспортировочного участка 12
F охлаждающая жидкость
KK обычная охлаждающая группа
Т направление транспортировки (металлической полосы 10 вдоль транспортировочного участка 12)
VK усиленная охлаждающая группа.
Реферат
Изобретение относится к устройству (10) и способу охлаждения металлических полос или листов, транспортируемых на транспортировочном участке (12), в частности горячекатаных полос, на выходе прокатного стана. Устройство (10) содержит охлаждающие балки (16), расположенные напротив друг друга с верхней и нижней стороны охлаждаемой металлической полосы или листа (14) и проходящие по ширине (B) транспортировочного участка (12), причем на своем торце каждая охлаждающая балка (16) имеет место (18) соединения, к которому присоединен подводящий трубопровод (20) для охлаждающей жидкости (F), и множество выпускных отверстий (22), выполненных вдоль продольной оси охлаждающей балки (16) с возможностью обеспечения выпуска охлаждающей жидкости (F) в направлении охлаждаемой металлической полосы или листа (14). При этом отдельные выпускные отверстия (22) выполнены в виде трубок, расположенных на корпусе охлаждающей балки (16), при этом отдельные выпускные отверстия (22) охлаждающей балки (16), расположенной с верхней стороны охлаждаемой металлической полосы или листа (14), выполнены с возможностью выпуска на верхнюю сторону металлической полосы или листа (14) удельного количества охлаждающей жидкости (F), составляющего от 40 до 200 м3/(м2⋅ч), при этом отдельные выпускные отверстия (22) охлаждающей балки (16), расположенной с нижней стороны охлаждаемой металлической полосы или листа (14), выполнены с возможностью выпуска на нижнюю сторону металлической полосы или листа (14) удельного количества охлаждающей жидкости (F), составляющего от 40 до 200 м3/(м2⋅ч), и при этом отдельные выпускные отверстия (22) каждой охлаждающей балки (16), расположенной с верхней или нижней стороны охлаждаемой металлической полосы или листа (14), имеют диафрагму (24) с заданным проходным сечением, расположенную во входной области выпускных отверстий (22), при этом проходное сечение выпускного отверстия (22) диафрагмы (24), расположенной у торца охлаждающей балки (16), противоположного месту (18) соединения, меньше проходного сечения выпускного отверстия (22) диафрагмы (24), расположенной у места (18) соединения, причем проходные сечения выпускных отверстий (22) диафрагм (24) выбраны с возможностью параболического распределения охлаждающей жидкости (F) по ширине (B) транспортировочного участка (12). Технический результат заключается в улучшении механических свойств металлического материала. 5 н. и 10 з.п. ф-лы, 4 ил.
Комментарии