Способ изготовления сегмента для направления потока для курительного изделия - RU2685865C2
Код документа: RU2685865C2
Чертежи






Описание
Настоящее изобретение относится к способу изготовления сегмента для направления потока воздуха для курительного изделия. Изобретение дополнительно относится к устройству для изготовления сегмента для направления потока воздуха для курительного изделия.
Известные сегменты для направления потока воздуха, или подобные полые сегменты с воздухопроницаемым пористым материалом, изготавливают в по меньшей мере двухуровневом процессе. Первым уровнем является изготовление полой трубки, и затем в отдельном процессе воздухопроницаемый пористый материал обеспечивают вокруг полой трубки, а затем оборачивают наружным материалом обертки.
Например, в US 4,648,858 описывается устройство для изготовления стержня фильтра, содержащего полую трубку, проходящую в продольном направлении через стержень фильтра. Устройство содержит подающую катушку предварительно сформованной полой трубки, устройство подачи листа фильтрующего материала и форматную трубу, в которую непрерывно, одновременно подаются лист фильтрующего материала и полая трубка для обертывания листа фильтрующего материала в цилиндрическую конфигурацию, окружая полую трубку в продольном направлении. Устройство также содержит устройство для нанесения пластификатора или клея для покрытия поверхности наружной стенки трубки пластификатором или клеем перед ее подачей в форматную трубу и направляющее сопло трубки, расположенное на впускном отверстии форматной трубы для позиционирования и направления полой трубки в форматную трубу.
В US 4,179,323 описывается подобное устройство для изготовления полого стержня фильтра. Устройство содержит барабан, через который передается подаваемая длина предварительно сформованной трубки, сопло, окружающее барабан для формообразования потока волокнистого фильтрующего материала вокруг барабана, и средство формования для обертывания листа бумаги вокруг волокнистого фильтрующего материала и трубки для получения стержня фильтра. Барабан может быть регулируемым по отношению к средству формования для обеспечения расположения трубки точно по центру в стержне фильтра.
Целью настоящего изобретения является обеспечение способа и устройства, которые делают возможным более эффективное изготовление сегментов для направления потока воздуха для курительных изделий.
Согласно аспекту настоящего изобретения предлагается способ изготовления сегмента для направления потока воздуха для курительного изделия. Способ включает этапы: подачи по существу непрерывного листа материала, при этом листовой материал имеет первую продольную кромку и вторую продольную кромку; нанесения клея на первую сторону листового материала, смежную с первой кромкой листового материала; формования листового материала в канал; формования канала из листового материала в закрытую трубку, при этом первую кромку накладывают внахлест на вторую кромку; сжатия трубки из листового материала для приклеивания первой стороны первой кромки ко второй стороне второй кромки; подачи по меньшей мере одного по существу непрерывного пористого материала вокруг сформованной трубки из листового материала для формования по существу непрерывного сегмента для направления потока воздуха; и нарезания по существу непрерывного сегмента для направления потока воздуха для формования отдельных сегментов для направления потока воздуха.
Предпочтительно, пористый материал прикрепляют к сформованной трубке из листового материала, применяя клей, нанесенный на листовой материал. Чтобы сделать возможным прикрепление пористого материала для формования трубки из листового материала, этап нанесения клея на первую сторону листового материала предпочтительно включает нанесение достаточного количества клея таким образом, что по меньшей мере часть клея выдавливают из шва между первой кромкой и второй кромкой листового материала во время этапа сжатия.
Пористый материал может быть альтернативно прикреплен посредством отдельно наносимого клея. Альтернативно, пористый материал могут удерживать на месте вокруг сформованной трубки из листового материала любым другим подходящим способом фиксации, известным специалистам в данной области техники, в том числе, например, выполнением конгревного тиснения, крючками или любыми другими подходящими средствами, которые обеспечивают сопротивление движению пористого материала вокруг сформованной трубки из листового материала.
Предоставление такого способа делает возможным изготовление сегментов для направления потока воздуха "онлайн", что увеличивает эффективность процесса изготовления путем уменьшения количества этапов изготовления по сравнению с известными способами изготовления сегментов для направления потока воздуха или полых сегментов фильтра.
В значении, в котором он используется в настоящем описании, термин "онлайн" относится к процессу, который происходит в рамках непрерывной последовательности операций.
В значении, в котором он используется в настоящем описании, термин “сформованная трубка” относится к закрытой трубке из листового материала после того, как первая сторона первой кромки и вторая сторона второй кромки были склеены вместе.
Кроме того, предоставление такого способа позволяет уменьшить пространство, необходимое для машин, так как сегменты для направления потока воздуха могут быть изготовлены "онлайн".
Если клей нанесен на первую сторону листового материала, смежную с первой кромкой листового материала, первая сторона листового материала может быть направлена внутрь канала. В этом варианте осуществления вторая сторона листового материала, смежная со второй кромкой листового материала, направлена наружу канала.
В альтернативном варианте осуществления первая сторона листового материала может быть направлена наружу канала. В этом варианте осуществления вторая сторона листового материала, смежная со второй кромкой листового материала, направлена внутрь канала
Чтобы еще дополнительно увеличить эффективность процесса, способ может включать этап обертывания сегмента для направления потока воздуха в наружный листовой материал. Предпочтительно, наружный листовой материал является наружной оберткой, которая является по существу воздухонепроницаемой. Сегменты для направления потока воздуха в соответствии с изобретением могут содержать наружные обертки, выполненные из любого подходящего материала или комбинации материалов. Подходящие материалы хорошо известны из уровня техники и включают, но этим не ограничиваются, сигаретную бумагу.
В варианте осуществления, в котором сегмент для направления потока воздуха обернут наружным листовым материалом, наружный листовой материал имеет первую продольную кромку и вторую продольную кромку. Способ предпочтительно включает: нанесение клея на первую сторону наружного листового материала, смежную с первой кромкой наружного листового материала; формование наружного листового материала в канал вокруг сегмента для направления потока воздуха; формование канала из наружного листового материала в закрытую трубку, при этом первую кромку накладывают внахлест на вторую кромку; управление внешними условиями, связанными с наружным листовым материалом в области, смежной с клеем; и сжатие трубки из наружного листового материала для приклеивания первой стороны первой кромки ко второй стороне второй кромки.
Если клей нанесен на первую сторону наружного листового материала, смежную с первой кромкой наружного листового материала, первая сторона наружного листового материала может быть направлена внутрь канала, частично окружая сформованную трубку из листового материала. В этом варианте осуществления вторая сторона наружного листового материала, смежная со второй кромкой наружного листового материала, направлена наружу канала.
В альтернативном варианте осуществления первая сторона наружного листового материала может быть направлена наружу канала, частично окружая сформованную трубку из листового материала. В этом варианте осуществления вторая сторона наружного листового материала, смежная со второй кромкой наружного листового материала, направлена внутрь канала.
В одном варианте осуществления клей нанесен на первую сторону наружного листового материала, смежную с первой кромкой наружного листового материала. В этом варианте осуществления первая сторона наружного листового материал направлена внутрь канала.
В альтернативном варианте осуществления клей нанесен на вторую сторону наружного листового материала, смежную с первой кромкой наружного листового материала. В этом варианте осуществления первая сторона наружного листового материала направлена внутрь канала, в то время как вторая сторона наружного листового материала направлена наружу канала.
Предпочтительно, клей нанесен в виде по существу непрерывной линии.
Предпочтительно, способ дополнительно включает управление внешними условиями, связанными с листовым материалом, в области, смежной с клеем.
Предпочтительно, клей является активируемым при нагревании, и такие клеи хорошо известны из уровня техники. В альтернативном варианте осуществления клей является активируемым при давлении. Если клей является активируемым при нагревании, этап управления внешними условиями, связанными с листовым материалом, включает управление температурой. Управление температурой может происходить посредством активного нагрева. Активным нагревателем может быть нагреваемый валик, такой как электрически нагреваемый валик.
В альтернативном варианте осуществления управление температурой может происходить посредством пассивного нагрева. Пассивный нагрев производится при трении между листовым материалом и машинами, используемыми для формования элемента для направления потока воздуха.
Этап управления температурой листового материала может включать охлаждение. Охладитель может быть термоэлектрическим охладителем, таким как охладитель с эффектом Пельтье, или, альтернативно, охладитель может быть обычным тепловым насосом, использующим охлаждающую жидкость.
В дополнительном варианте осуществления второй клей может быть нанесен на первую сторону листового материала, смежную с первой кромкой листового материала и смежную с первым клеем. Альтернативно, второй клей может быть нанесен на вторую сторону листового материала, смежную со второй кромкой листового материала. В этом варианте осуществления один клей является относительно быстро застывающим клеем, а другой клей является относительно медленно застывающим клеем. Предпочтительно, в этом альтернативном варианте осуществления первый и второй клеи расположены таким образом, что они не накладываются внахлест друг на друга, когда первая сторона первой кромки наложена внахлест на вторую сторону второй кромки листового материала. Предпочтительно, быстро застывающий клей является термоклеем или другим подобным относительно быстро застывающим клеем, известным из уровня техники. Предпочтительно, другим клеем является клей ПВА или другой подобный медленно застывающий клей. Другой клей предпочтительно имеет большую прочность склеивания, уменьшенную воздухопроницаемость и улучшенную термостойкость по сравнению с быстро застывающим клеем. Посредством нанесения двух по существу непрерывных линий клея таким образом быстро застывающий клей позволяет листовому материалу быстро закрепляться в положении, пока второй клей застывает, и, таким образом, может быть обеспечен более быстрый процесс, в то же время сохраняя нужные свойства трубки, имеющей низкую воздухопроницаемость, высокую прочность склеивания и высокое сопротивление термической деградации.
Как будет понятно, подобный этап нанесения второго клея способа может быть применен для герметизации обертки наружного листового материала.
Способ предпочтительно может дополнительно включать: подачу дополнительного по существу непрерывного листа материала, при этом дополнительный листовой материал имеет первую продольную кромку и вторую продольную кромку; нанесение клея на первую сторону дополнительного листового материала, смежную с первой кромкой дополнительного листового материала; формование дополнительного листового материала в канал, частично окружающий сформованную трубку из листового материала; формования канала из дополнительного листового материала в закрытую трубку, окружающую сформованную трубку из листового материала, при этом первую кромку дополнительного листового материала накладывают внахлест на вторую кромку дополнительного листового материала; управление внешними условиями, связанными с дополнительным листовым материалом, в области, смежной с клеем; и сжатие трубки из дополнительного листового материала для приклеивания первой стороны первой кромки ко второй стороне второй кромки; при этом наложенная внахлест часть дополнительного листового материала расположена на расстоянии от наложенной внахлест частью листового материала.
В значении, в котором он используется в настоящем описании, термин “расположенный на расстоянии от” относится к наложенным внахлест частям, расположенным на расстоянии вокруг окружности сформованных трубок.
Если клей нанесен на первую сторону дополнительного листового материала, смежную с первой кромкой дополнительного листового материала, первая сторона дополнительного листового материала может быть направлена внутрь канала, частично окружая сформованную трубку из листового материала. В этом варианте осуществления вторая сторона дополнительного листового материала, смежная со второй кромкой дополнительного листового материала, направлена наружу канала.
В альтернативном варианте осуществления первая сторона дополнительного листового материала может быть направлена наружу канала, частично окружая сформованную трубку из листового материала. В этом варианте осуществления вторая сторона дополнительного листового материала, смежная со второй кромкой дополнительного листового материала, направлена внутрь канала.
Предпочтительно, наложенная внахлест часть дополнительного листового материала является по существу диаметрально противоположной наложенной внахлест части листового материала. Посредством обеспечения дополнительного листового материала для формования второй трубки, окружающей первую трубку таким образом, что получают трубку с двойной стенкой, можно обеспечить трубку, которая является еще более воздухонепроницаемой, чем трубка с одной стенкой. Такая трубка с двойной стенкой делает возможным изготовление более эффективного сегмента для направления потока воздуха.
Листовой материал, применяемый для формования трубки, имеет толщину предпочтительно от примерно 60 мкм (микрон) до примерно 160 мкм. В одном варианте осуществления, в котором трубка имеет одну стенку, листовой материал имеет толщину предпочтительно примерно 140 мкм. В дополнительном варианте осуществления, в котором трубка имеет двойную стенку, листовой материал имеет толщину от примерно 70 мкм до примерно 90 мкм, более предпочтительно от примерно 75 мкм до примерно 85 мкм.
По существу непрерывный листовой материал предпочтительно имеет такую ширину, что сформованная трубка имеет внутренний диаметр от примерно 2 мм до примерно 5 мм, и первая кромка наложена внахлест на вторую кромку на от примерно 1 мм до примерно 4 мм. Предпочтительно, листовой материал подают как предварительно нарезанный листовой материал определенной ширины. В альтернативном варианте осуществления способ дополнительно включает нарезание листового материала до желаемой ширины перед этапом нанесения клея.
Способ может дополнительно включать перфорирование листового материала смежно со второй продольной кромкой. В альтернативном варианте осуществления материал может быть обеспечен перфорационными отверстиями перед подачей листового материала в машину для изготовления сегментов для направления потока воздуха. Перфорационные отверстия предпочтительно расположены в области, в которой нанесен клей. Посредством выполнения перфорационных отверстий в этой области клей может проникать в перфорационные отверстия и способствовать улучшенному соединению первой продольной кромки и второй продольной кромки листового материала. Таким образом может быть обеспечена улучшенная воздухонепроницаемая герметизация для предотвращения утечки воздуха из закрытой трубки без закрытия трубки во время применения в курительном изделии.
В некоторых вариантах осуществления, в которых предусмотрен наружный листовой материал, продольная кромка наружного листового материала может быть перфорирована в области, в которой нанесен клей. Аналогично, посредством выполнения перфорационных отверстий в этой области клей может проникать в перфорационные отверстия и способствовать улучшенному соединению первой продольной кромки и второй продольной кромки листового материала.
В варианте осуществления, включающем обертывание сегмента для направления потока воздуха наружным листовым материалом, способ может дополнительно включать: обертывание наружного листового материала дополнительным наружным лист материалом, при этом дополнительный наружный листовой материал имеет первую продольную кромку и вторую продольную кромку; нанесение клея на дополнительный наружный листовой материал смежно с первой кромкой дополнительного наружного листового материала; формование дополнительного наружного листового материала в канал, частично окружающий сформованную трубку из наружного листового материала; формование канала из дополнительного наружного листового материал в закрытую трубку, окружая сформованную трубку из наружного листового материала, при этом первую кромку дополнительного наружного листового материала накладывают внахлест на вторую кромку дополнительного наружного листового материала; управление внешними условиями, связанными с дополнительным наружным листовым материалом в области, смежной с клеем; и сжатие трубки из дополнительного наружного листового материала для приклеивания первой стороны первой кромки ко второй стороне второй кромки; при этом наложенная внахлест часть дополнительного наружного листового материала расположена на расстоянии от наложенной внахлест части листового материала.
Предпочтительно, наложенная внахлест часть дополнительного наружного листового материала является по существу диаметрально противоположной наложенной внахлест части наружного листового материала. Посредством обеспечения дополнительного наружного листового материала для формования второй обертки, окружающей первую обертку таким образом, что обеспечивается обертка с двойной стенкой, может быть получена обертка, которая еще более воздухонепроницаемая, чем обертка с одной стенкой. Подобная обертка с двойной стенкой делает возможным изготовление более эффективного сегмента для направления потока воздуха.
Наружный листовой материал, применяемый для обертки, может быть тоньше, чем листовой материал, применяемый для внутренней сформованной трубки сегмента для направления потока воздуха. Наружный листовой материал имеет толщину предпочтительно от примерно 20 мкм (микрон) до примерно 160 мкм. Более предпочтительно, наружный листовой материал имеет толщину от примерно 40 мкм до примерно 140 мкм. В вариантах осуществления, в которых обертка имеет одну стенку, наружный листовой материал имеет толщину наиболее предпочтительно от примерно 50 мкм до примерно 120 мкм. В дополнительном варианте осуществления, в котором обертка имеет двойную стенку, наружный листовой материал имеет толщину от примерно 20 мкм до примерно 60 мкм.
Когда способ включает обеспечение наружного листового материала, способ предпочтительно дополнительно включает обеспечение дополнительного материала в по меньшей мере одном месте внутри объема, занятого пористым материалом для увеличения сопротивления втягиванию воздуха через объем, занятый пористым материалом. Посредством обеспечения дополнительного материала сопротивлением втягиванию сегмента для направления потока воздуха можно управлять для управления потоком воздуха через этот объем. В этом варианте осуществления сопротивление втягиванию вдоль продольного направления сегмента для направления потока воздуха через объем, занятый пористым материалом, не одинаково.
В значении, в котором он используется в настоящем описании, термин “объем, занятый пористым материалом” относится к объему, ограниченному наружной поверхностью сформованной трубки из листового материала с одной стороны и внутренней поверхностью сформованной трубки из наружного листового материала с другой стороны.
Предпочтительно, дополнительный материал обеспечивают в положении, по существу равноудаленном от каждого конца сегмента для направления потока воздуха. Обеспечение материала в положении, по существу равноудаленном от каждого конца сегмента для направления потока воздуха, так сказать примерно в центре сегмента для направления потока воздуха, позволяет обеспечить по существу симметричный сегмент для направления потока воздуха. Посредством выполнения по существу симметричного сегмента для направления потока воздуха производственный процесс размещения сегмента для направления потока воздуха в курительном изделии может быть упрощен, поскольку нет необходимости знать ориентацию сегмента для направления потока воздуха.
В альтернативном варианте осуществления дополнительный материал может быть расположен на или в направлении одного конца сегмента для направления потока воздуха. В этом альтернативном варианте осуществления дополнительный материал, расположенный на или около одного конца сегмента для направления потока воздуха, может быть воздухонепроницаемым и по существу герметизировать сегмент для направления потока воздуха от потока воздуха через него.
Дополнительный материал уменьшает площадь поперечного сечения для потока воздуха в объеме, занимаемом пористым материалом, и, следовательно, увеличивает сопротивление втягиванию через объем, занятый пористым материалом. Может быть применен любой подходящий материал, в частности это может быть любой клей, гранулы, бумага, любые другие подобные материалы или их любая комбинация. Посредством обеспечения клея этап обеспечения дополнительного материала может быть упрощен. Подходящие материалы известны из уровня техники и включают, но этим не ограничиваются, картон, пластмассу, парафин, силикон, керамику и их комбинации.
Обеспеченный пористый материал является воздухопроницаемым и предпочтительно по существу термостабильным при температуре аэрозоля, генерируемого перемещением тепла от источника тепла к субстрату, образующему аэрозоль, при применении в курительном изделии, как описано в данном документе. Подходящие пористые материалы хорошо известны из уровня техники и включают, но этим не ограничиваются, ацетилцеллюлозным волокном, гофрированной бумагой, хлопком, керамическими и полимерными пеноматериалами с открытыми порами, табачным материалом и их комбинациями. В некоторых предпочтительных вариантах осуществления пористый материал является по существу равномерным пористым материалом, и особенно предпочтительно пористый материал является ацетилцеллюлозным волокном.
Этап подачи по меньшей мере одного по существу непрерывного пористого материала предпочтительно включает подачу двух или более по существу непрерывных пористых материалов, при этом два или более пористых материала расположены по существу симметрично относительно сформованной трубки. Например, могут быть выполнены две, три, четыре, пять, шесть или более подач пористого материала.
В некоторых вариантах осуществления пористый материал подают предпочтительно в форме жгута. Преимущественно, применение нескольких жгутов пористого материала позволяет сформованной трубке оставаться в центре сегмента для направления потока воздуха.
В одном варианте осуществления клей, нанесенный для соединения первой кромки листового материала со второй кромкой листового материала, расположен таким образом, что любой излишек клея действует для приклеивания пористого материала к сформованной трубке.
В некоторых вариантах осуществления способ включает выполнение по меньшей мере одного впускного отверстия для воздуха в наружном листовом материале. Способ может включать выполнение от одного до 20 впускных отверстий для воздуха, предпочтительно от одного до десяти впускных отверстий для воздуха. По меньшей мере одно впускное отверстие для воздуха предпочтительно расположено в направлении первого конца элемента для направления потока воздуха. По меньшей мере одно впускное отверстие для воздуха предпочтительно выполнено после сегмента для направления потока воздуха, было обернуто наиболее удаленным от центра листом материала, окружающим сегмент для направления потока воздуха в курительном изделии в соответствии с изобретением.
Способ может включать обеспечение нескольких рядов впускных отверстий для воздуха, при этом каждый ряд содержит несколько впускных отверстий для воздуха. В данном варианте осуществления ряды предпочтительно окружают сегмент для направления потока воздуха. Ряды впускных отверстий для воздуха могут быть отстоят друг от друга на расстоянии от приблизительно 0,5 мм до приблизительно 5,0 мм вдоль продольной длины сегмента для направления потока воздуха. Предпочтительно, ряды впускных отверстий отстоят друг от друга на расстоянии приблизительно 1,0 мм.
Способ может дополнительно включать обеспечение сегмента для направления потока воздуха со средством, модифицирующим аэрозоль. Подходящие средства, модифицирующие аэрозоль, включают, но этим не ограничиваются, ароматизаторы и химически воспринимаемые средства.
В значении, в котором он используется в настоящем описании, термин «ароматизатор» используется для описания любого средства, которое при использовании придает одно или оба из вкуса и запаха аэрозолю, генерируемому субстратом, образующим аэрозоль, курительного изделия, содержащего сегмент для направления потока воздуха.
В значении, в котором он используется в настоящем описании, термин «химически воспринимаемое средство» используется для описания любого средства, которое при использовании воспринимается в ротовой или обонятельной полостях пользователя за счет восприятия, отличного от восприятия посредством клеток вкусовых рецепторов или обонятельных рецепторов или в дополнение к ним. Восприятие химически воспринимаемых средств обычно происходит посредством «тройничной реакции» либо посредством тройничного нерва, языкоглоточного нерва, блуждающего нерва или некоторой их комбинации. Обычно химически воспринимаемые средства воспринимаются как горячее, острое ощущения, ощущение охлаждения или успокаивающее ощущение.
Направляющий аэрозоль сегмент может содержать средство, модифицирующее аэрозоль, являющееся как ароматизатором, так и химически воспринимаемым средством. Например, направляющий аэрозоль сегмент может содержать ментол или другой ароматизатор, создающий химически воспринимаемый эффект охлаждения.
Направляющий аэрозоль элемент может содержать комбинацию двух или более средств, модифицирующих аэрозоль.
Предпочтительно, элемент для направления потока воздуха содержит ароматизатор. Элемент для направления потока воздуха может содержать любой ароматизатор, способный высвобождать одно или оба из аромата или запаха в воздух, втягиваемый через сегмент для направления потока воздуха.
Каждый направляющий аэрозоль сегмент может содержать любое подходящее количество средства, модифицирующего аэрозоль. В одном предпочтительном варианте осуществления изобретения направляющий аэрозоль элемент содержит приблизительно 1,5 мг или более ароматизатора.
В одном варианте осуществления ментол содержится в виде нити или любого другого подходящего субстрата, включая, но этим не ограничиваясь, капсулу, которая может удерживать ментол внутри сформованной трубки. Альтернативно или дополнительно, нить или любой другой подходящий субстрат, который может удерживать ментол, расположены снаружи сформованной трубки, находящейся внутри пористого материала. Альтернативно или дополнительно, гранула ментола может применяться внутри сформованной трубки, снаружи сформованной трубки, внутри пористого материала, ко внутреннему пространству наружного листового материала или любой их комбинации.
Согласно дополнительному аспекту настоящего изобретения предлагается устройство для изготовления сегмента для направления потока воздуха для курительного изделия. Устройство содержит: устройство подачи для подачи по существу непрерывного листа материала, при этом листовой материал имеет первую продольную кромку и вторую продольную кромку; средство для нанесения клея на первую сторону листового материала, смежную с первой кромкой листового материала; средство для формования листового материала в канал; средство для формования канала из листового материала в закрытую трубку, при этом первая кромка наложена внахлест на вторую кромку; средство для сжатия трубки из листового материала для приклеивания первой стороны первой кромки ко второй стороне второй кромки; по меньшей мере одно устройство подачи, при этом по меньшей мере одно устройство подачи выполнено для подачи по существу непрерывного пористого материала вокруг сформованной трубки, при этом пористый материал прикреплен к сформованной трубке из листового материала. Резец нарезает по существу непрерывный сегмент для направления потока воздуха для формования отдельных сегментов для направления потока воздуха.
Предпочтительно, устройство дополнительно содержит средства для управления внешними условиями, связанными с листовым материалом в области, смежной с в клеем.
Пористый материал предпочтительно прикреплен посредством клея, нанесенного на первую сторону листового материала для формования по существу непрерывного сегмента для направления потока воздуха. Пористый материал предпочтительно прикреплен посредством клея, используемого для приклеивания первой стороны первой кромки ко второй стороне второй кромки. Пористый материал может быть альтернативно прикреплен посредством отдельно наносимого клея. Альтернативно, пористый материал могут удерживать на месте вокруг сформованной трубки из листового материала любым другим подходящим способом фиксации, известным специалистам в данной области техники, в том числе, например, выполнением конгревного тиснения, крючками или любыми другими подходящими средствами, которые обеспечивают сопротивление движению пористого материала вокруг сформованной трубки из листового материала.
Предоставление такого устройства делает возможным изготовление сегментов для направления потока воздуха “онлайн”, что увеличивает эффективность процесса изготовления посредством снижения сложности устройства по сравнению с известным сегментом для направления потока воздуха или полым сегментом фильтра.
Дополнительно, предоставление такого устройства делает возможным уменьшение пространства, требуемого для машин, поскольку сегменты для направления потока воздуха могут быть изготовлены “онлайн”.
Для того чтобы дополнительно улучшить эффективность устройства для изготовления, устройство может дополнительно содержать средства для обертывания сегмента для направления потока воздуха наружным листовым материалом, таким как, например, отделка для сигареты или стержня фильтра. Предпочтительно, наружный листовой материал является наружной оберткой, которая является по существу воздухонепроницаемой. Сегменты для направления потока воздуха в соответствии с изобретением могут содержать наружные обертки, выполненные из любого подходящего материала или комбинации материалов. Подходящие материалы хорошо известны из уровня техники и включают, но этим не ограничиваются, сигаретную бумагу.
Предпочтительно, средство для формования листового материала в канал содержит первый валик, при этом первый валик имеет по существу симметричную вогнутую контактную поверхность. Средство для формования канала из листового материала в закрытую трубку предпочтительно дополнительно содержит набор вторых валиков, при этом каждый из вторых валиков имеет несимметричную вогнутую контактную поверхность.
В значении, в котором он используется в настоящем описании, термин “контактная поверхность” относится к части валика, предназначенной для контакта с и деформирования листового материала.
Предпочтительно, средство сжатия содержит третий валик, при этом третий валик выполнен с по существу симметричной вогнутой контактной поверхностью для обеспечения закрытого соединения первой кромки и второй кромки.
Средство сжатия предпочтительно дополнительно содержат барабан. Барабан расположен внутри закрытой трубки таким образом, что соединение первой кромки и второй кромки сжато между барабаном и третьим валиком.
В одном варианте осуществления барабан имеет плоскую поверхность с противолежащими плоскими поверхностными элементами для прижимания шва трубки к барабану. В альтернативном варианте осуществления барабан не имеет плоской поверхности, а предпочтительно имеет изогнутую поверхность с противолежащим изогнутым валиком, который предпочтительно нагрет, для прижимания шва трубки к барабану.
В значении, в котором он используется в настоящем описании, термин “шов” относится к наложенному внахлест соединению первой и второй продольных кромок листового материала.
Устройство предпочтительно дополнительно содержит средства для обеспечения дополнительного материала в по меньшей мере одном месте внутри объема, ограниченного сформованной трубкой из листового материала с одной стороны и сформованной трубкой из наружного листового материала с другой стороны, для увеличения сопротивления втягиванию через объем, занятый пористым материалом. Посредством предоставления дополнительного материала можно управлять сопротивлением втягиванию через объем, занятый пористым материалом, чтобы управлять потоком воздуха через этот объем. В этом варианте осуществления сопротивление втягиванию вдоль продольного направления сегмента для направления потока воздуха в объеме, занятом пористым материалом, неодинаково.
Предпочтительно, дополнительный материал обеспечивают в положении, по существу равноудаленном от каждого конца сегмента для направления потока воздуха. Обеспечение материала в положении, по существу равноудаленном от каждого конца сегмента для направления потока воздуха, другими словами примерно в центре сегмента для направления потока воздуха, делает возможным обеспечение по существу симметричного сегмента для направления потока воздуха. Посредством обеспечения по существу симметричного сегмента для направления потока воздуха может быть упрощено устройство для изготовления для размещения сегмента для направления потока воздуха в курительном изделии, поскольку не требуется знание ориентации сегмента для направления потока воздуха.
В альтернативном варианте осуществления дополнительный материал может быть расположен на или в направлении одного конца сегмента для направления потока воздуха. В этом альтернативном варианте осуществления пористый материал может быть нагрет таким образом, что он плавиться, а затем отверждается для формования дополнительного материала, который увеличивает сопротивление втягиванию.
Дополнительный материал уменьшает площадь поперечного сечения сегмента для направления потока воздуха, и, таким образом, увеличивает сопротивление втягиванию через объем, занятый пористым материалом. Может быть применен любой подходящий материал, в частности это может быть любой клей, гранулы, бумага, любые другие подобные материалы или их любая комбинация. Подходящие материалы известны из уровня техники и включают, но этим не ограничиваются, картон, пластмассу, парафин, силикон, керамику и их комбинации.
Сегмент для направления потока воздуха может быть нарезан, для того чтобы иметь длину от примерно 7 мм до примерно 50 мм, более предпочтительно длину от примерно 10 мм до примерно 45 мм и еще более предпочтительно от примерно 15 мм до примерно 30 мм. Сегмент для направления потока воздуха может иметь другие длины в зависимости от требуемой полной длины курительного изделия, а также от наличия и длины других компонентов в курительном изделии.
Сегмент для направления потока воздуха предпочтительно имеет наружный диаметр от примерно 5 мм до примерно 9 мм, более предпочтительно от примерно 7 мм до примерно 8 мм, еще более предпочтительно примерно 7,8 мм.
Согласно еще одному дополнительному аспекту настоящего изобретения предлагается курительное изделие. Курительное изделие содержит мундштук, субстрат, образующий аэрозоль, горючий источник тепла и сегмент для направления потока воздуха, описанный в данном документе. Сегмент для направления потока воздуха является смежным в продольном направлении с субстратом, образующим аэрозоль. Предпочтительно, курительное изделие содержит наружную обертку. Наружная обертка упрощает соединение компонентов курительного изделия.
Субстрат, образующий аэрозоль, расположен предпочтительно ниже по потоку от источника тепла, источник тепла предпочтительно расположен на дальнем конце курительного изделия, а мундштук расположен на конце, подносимом ко рту.
Курительное изделие предпочтительно дополнительно содержит по меньшей мере одно впускное отверстие для воздуха ниже по потоку от субстрата, образующего аэрозоль; и проход для потока воздуха, проходящий между по меньшей мере одним впускным отверстием для воздуха и концом, подносимым ко рту, курительного изделия. Проход для потока воздуха содержит первую часть, проходящую в продольном направлении выше по потоку от по меньшей мере одного впускного отверстия для воздуха к субстрату, образующему аэрозоль, и вторую часть, проходящую в продольном направлении ниже по потоку от первой части к концу, подносимому ко рту, курительного изделия.
В значении, в котором он используется в настоящем описании, термин «проход для потока воздуха» используется для описания маршрута, по которому воздух может втягиваться через курительное изделие для вдыхания пользователем.
Используемые в данном документе выражения «выше по потоку» и «передний» и «ниже по потоку» и «задний» употребляются для описания относительных положений компонентов или частей компонентов курительного изделия относительно направления, в котором пользователь затягивается курительное изделие во время его использования. Курительные изделия согласно изобретению содержат конец, подносимый ко рту, и противоположный дальний конец. При использовании пользователь делает затяжку через конец, подносимый ко рту, курительного изделия. Конец, подносимый ко рту, находится ниже по потоку от дальнего конца.
В некоторых вариантах осуществления по меньшей мере одно впускное отверстие для воздуха предусмотрено в сегменте для направления потока воздуха, как описано в данном документе. В значении, в каком он используется в настоящем описании, термин «впускное отверстие для воздуха» используется для описания одного или нескольких отверстий, щелей, прорезей или других отверстий в наружном листовом материале, таком как бумага наружной обертки или любые другие материалы, окружающие компоненты курительных изделий согласно изобретению, через которые воздух может втягиваться в первую часть прохода для потока воздуха. Количество, форма, размер и расположение впускных отверстий для воздуха могут соответственно корректироваться для достижения хороших курительных характеристик.
В предпочтительном варианте осуществления первая часть прохода для потока воздуха и вторая часть прохода для потока воздуха являются концентрическими. Первая часть прохода для потока воздуха предпочтительно окружает вторую часть прохода для потока воздуха. Как будет понятно, в этом предпочтительном варианте осуществления первая часть прохода для потока воздуха ограничена наружной поверхностью сформованной трубки из листового материала и внутренней поверхностью наружного листового материала и содержит пористый материал, расположенный вокруг сформованной трубки. В этом предпочтительном варианте осуществления вторая часть прохода для потока воздуха ограничена внутренней поверхностью сформованной трубки.
Предоставление курительного изделия, содержащего такой сегмент для направления потока воздуха, приводит к втягиванию холодного воздуха сквозь по меньшей мере одно впускное отверстие для воздуха и его прохождению преимущественно выше по потоку сквозь первую часть сегмента для направления потока воздуха к субстрату, образующему аэрозоль. Преимущественно, холодный воздух, втянутый сквозь субстрат, образующий аэрозоль, уменьшает температуру субстрата, образующего аэрозоль, курительного изделия. Это может существенно предотвратить или сдержать скачки температуры субстрата, образующего аэрозоль, когда пользователь затягивается, и, таким образом, преимущественно предотвращает или уменьшает горение или пиролиз субстрата, образующего аэрозоль. Кроме этого, преимущественно холодный воздух, втянутый сквозь субстрат, образующий аэрозоль, может уменьшить влияние режима совершения пользователем затяжек на состав основной струи аэрозоля.
В значении, в котором он используется в настоящем описании, термин «холодный воздух» используется для описания окружающего воздуха, значительно не нагреваемого источником тепла, при осуществлении пользователем затягивания.
Предпочтительно курительные изделия согласно изобретению содержат субстраты, образующие аэрозоль, содержащие материал, способный выделять летучие соединения при нагреве. Предпочтительно, материал, способный выделять летучие соединения при нагреве, представляет собой наполнение из материала растительного происхождения, более предпочтительно наполнение из гомогенизированного материала растительного происхождения. Например, субстрат, образующий аэрозоль, может содержать один или несколько материалов, полученных из растений, включая, но этим не ограничиваясь, табак, чай, например зеленый чай, мяту перечную, лавр, эвкалипт, базилик, шалфей, вербену и полынь эстрагон. Материал растительного происхождения может содержать добавки, включая, но этим не ограничиваясь, увлажнители, ароматизаторы, связующие и их смеси. Предпочтительно, материал растительного происхождения в основном состоит из табачного материала, наиболее предпочтительно из гомогенизированного табачного материала.
Мундштук курительного изделия может содержать, например, фильтр, изготовленный из ацетилцеллюлозы, бумаги или других подходящих фильтрующих материалов. Альтернативно или дополнительно, мундштук может содержать один или несколько сегментов, содержащих абсорбенты, адсорбенты, ароматизаторы и другие модификаторы аэрозолей и добавки или их комбинации.
Курительные изделия согласно изобретению предпочтительно дополнительно содержат камеру расширения ниже по потоку относительно субстрата, образующего аэрозоль, и ниже по потоку относительно элемента для направления потока воздуха, в случае его наличия. Наличие камеры расширения преимущественно обеспечивает возможность дополнительного охлаждения аэрозоля, генерируемого за счет теплопередачи от горючего источника тепла к субстрату, образующему аэрозоль. Камера расширения также предпочтительно обеспечивает возможность регулирования до требуемого значения полной длины курительных изделий согласно изобретению, например до длины, аналогичной длине обычных сигарет, посредством соответствующего выбора длины камеры расширения. Предпочтительно, камера расширения представляет собой удлиненную полую трубку.
В значении, в котором он используется в настоящем описании, термин «длина» используется для описания размера в продольном направлении курительного изделия между дальним или расположенным выше по потоку концом и между ближним или расположенным ниже по потоку концом.
Любой признак в одном аспекте изобретения может быть применен к другим аспектам изобретения в любом целесообразном сочетании. В частности, аспекты способа могут быть применены к аспектам устройства, и наоборот. Более того, любые, некоторые и/или все признаки в одном аспекте могут быть применены к любым, некоторым и/или всем признакам в любом другом аспекте, в любом целесообразном сочетании.
Также следует понимать, что отдельно взятые сочетания различных признаков, описанных и определенных в любых аспектах изобретения, могут быть реализованы, и/или предоставлены, и/или использованы независимо.
Изобретение будет далее описано лишь на примере со ссылками на сопроводительные графические материалы, на которых:
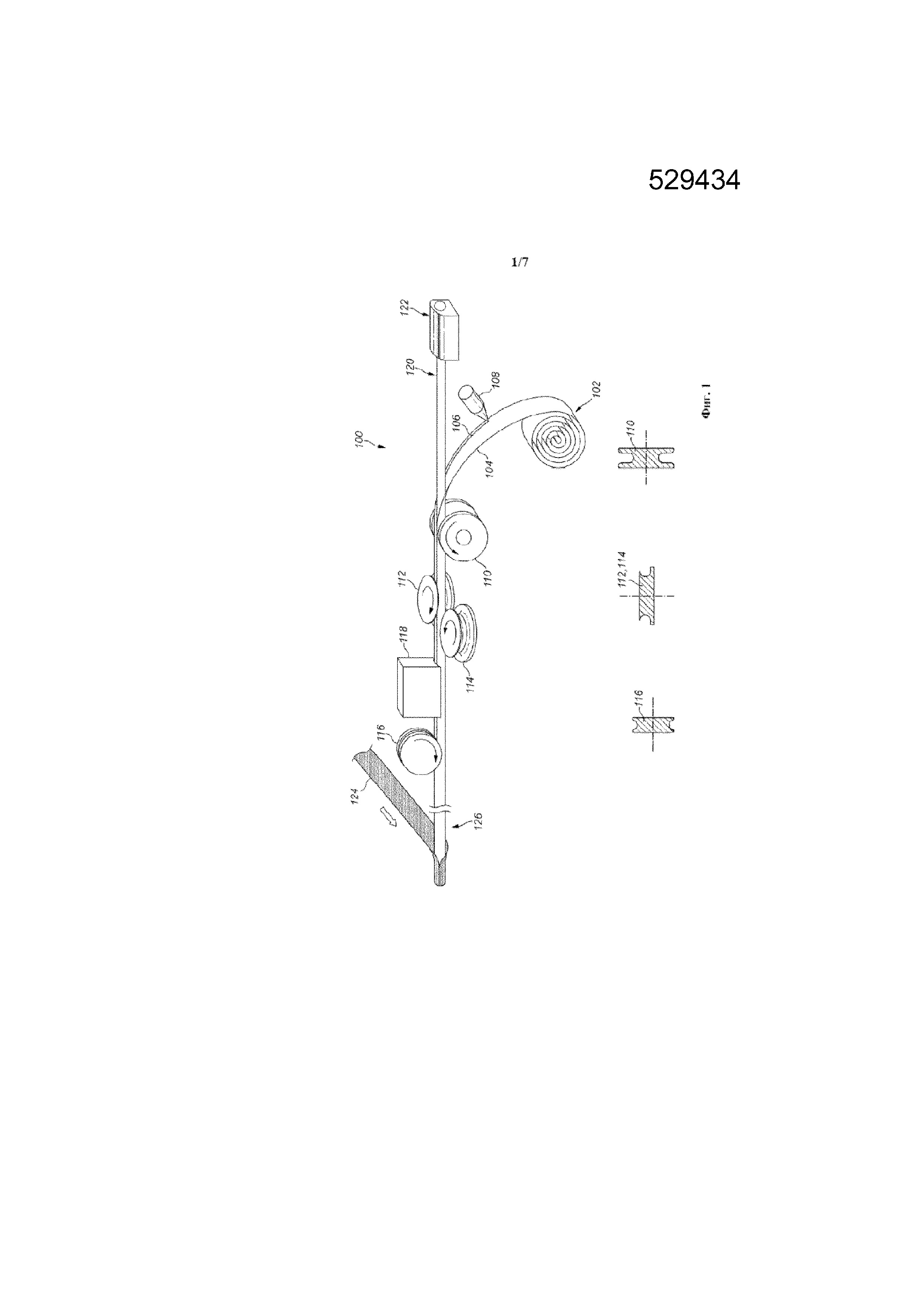
- на фиг. 1 показан схематический вид устройства в соответствии с изобретением;
- на фиг. 2 показан барабан, имеющий изогнутую контактную поверхность вместе с соответствующим изогнутым валиком;
- на фиг. 3 показан барабан, имеющий плоскую контактную поверхность вместе с соответствующим плоским валиком;
- на фиг. 4 показан сегмент для направления потока воздуха, изготовленный в соответствии с одним вариантом осуществления изобретения;
- на фиг. 5 показан сегмент для направления потока воздуха, изготовленный в соответствии с альтернативным вариантом осуществления изобретения;
- на фиг. 6 показан сегмент для направления потока воздуха, изготовленный в соответствии с дополнительным альтернативным вариантом осуществления изобретения;
- на фиг. 7 показан листовой материал, сформованный в трубку, содержащую перфорационные отверстия;
- на фиг. 8 показана сформованная трубка, имеющая двойную стенку;
- на фиг. 9 показано поперечное сечение сегмента для направления потока воздуха, содержащего три жгута пористого материала;
- на фиг. 10 показано поперечное сечение сегмента для направления потока воздуха, содержащего шесть жгутов пористого материала;
- на фиг. 11 показано поперечное сечение сегмента для направления потока воздуха, содержащего нить ароматизатора внутри сформованной трубки;
- на фиг. 12 показано поперечное сечение сегмента для направления потока воздуха, содержащего нить ароматизатора внутри пористого материала; и
- на фиг. 13 показано курительное изделие, содержащее сегмент для направления потока воздуха в соответствии с изобретение.
На фиг. 1 показано схематическое изображение устройства 100 для изготовления сегментов для направления потока воздуха для курительных изделий. Устройство 100 содержит катушку 102 по существу непрерывного листового материала, при этом листовой материал 104 подается с катушки на валики для формования закрытой трубки из листового материала. По существу непрерывная линия клея 106 наносится на первую продольную кромку листового материала 104 от устройства 108 для нанесения клея. Валики для формования закрытой трубки из листового материала содержат: первый валик 110, имеющий по существу симметричный и относительно глубокий вогнутый профиль поперечного сечения; набор вторых валиков 112, 114, каждый из которых имеет ассиметричный вогнутый профиль поперечного сечения; и третий валик 116, имеющий по существу симметричный и относительно неглубокий вогнутый профиль поперечного сечения.
В этом примере нагреватель 118 расположен между набором вторых валиков 112, 114 и третьим валиком 116. В других примерах охладитель (не показан) может быть предусмотрен в дополнение к нагревателю 118 или вместо нагревателя.
Устройство дополнительно содержит барабан 120, вокруг которого закрытая трубка формуется посредством валиков 110, 112, 114 и 116. Барабан удерживается в постоянном положении относительно валиков посредством держателя 122 барабана. В этом примере, и как показано на фиг. 2, барабан 120 имеет непрерывно изогнутый профиль поперечного сечения, такой как круговой профиль поперечного сечения. В других примерах, и как показано на фиг. 3, барабан 300 имеет изогнутый профиль поперечного сечения с плоским участком 302. В этом примере валик 304 имеет плоский профиль поперечного сечения и применяется вместо валика 116.
Устройство дополнительно содержит устройство подачи (не показано) для подачи пористого материала 124 вокруг сформованной закрытой трубки 126. Кроме того, обеспечены средства (не показаны) для растяжения в поперечном направлении и истончения подаваемого пористого материала. В одном примере средство для растяжения и истончения пористого материала является набором цилиндрических валиков. Пористый материал предпочтительно является волокнами ацетилцеллюлозы в форме жгута материала, но могут быть применены другие подобные пористые материалы. В предпочтительном примере несколько жгутов волокон ацетилцеллюлозы подаются вокруг сформованной закрытой трубки. Например, предусмотрены три, четыре, пять, шесть или более жгутов пористого материала.
В одном примере устройство дополнительно содержит средства для подачи наружного листового материала и обертывания наружного листового материала вокруг пористого материала для формования по существу непрерывного сегмента для направления потока воздуха. Средства для обертывания наружного листового материала могут быть подобными валикам для формования закрытой трубки, как описано выше. Другими словами, может быть предусмотрено несколько валиков с вогнутыми профилями для поэтапного обертывания наружного листового материала вокруг пористого материала. Альтернативно, может применена линейная отделка.
Резец (не показан) выполнен для того, чтобы, после того как пористый материал размещен вокруг сформованной закрытой трубки, осуществлять резку индивидуальных, отдельных сегментов для направления потока воздуха. Резец может быть резцом-летучкой или другим подобным подходящим резцом.
При применении устройство изготавливает сегменты для направления потока воздуха, как описано далее. Устройство 108 для нанесения клея наносит клей на листовой материал 104, когда он подается с катушки 102. Устройство для нанесения клея расположено таким образом, что непрерывная линия клея наносится смежно с первой продольной кромкой листового материала. Листовой материал направляется вокруг барабана 120 и формуется в канал первым валиком 110. Канал из листового материал затем по существу закрывается набором вторых валиков 112, 114 таким образом, что клей соединяет первую и вторую продольные кромки вместе. В этом примере клей является активируемым при нагревании, и в связи с этим нагреватель 118 прикладывает тепло к шву, сформованному между первой и второй продольными кромками для отверждения клея. Третий валик 116 затем прикладывает давление к шву и сжимает шов между валиком и барабаном, чтобы обеспечить изготовление по существу воздухонепроницаемого шва. Пористый материал затем располагается вокруг сформованной закрытой трубки. Излишний клей в области шва может быть использован для прикрепления пористого материала к сформованной закрытой трубке. Наружный материал обертки затем располагается вокруг пористого материала для формования по существу непрерывного сегмента для направления потока воздуха.
В одном примере устройство дополнительно содержит средства для обеспечения дополнительного материала внутри пористого материала. Дополнительный материал может быть обеспечен устройством для нанесения клея, или контейнером гранул, или подобным. Дополнительный материал обеспечивается внутри пористого материала для создания ограничения потока для увеличения сопротивления втягиванию через объем, занятый пористым материалом, в области дополнительного материала. В одном примере дополнительный материал расположен посередине сегмента для направления потока воздуха.
Один пример отдельного сегмента 400 для направления потока воздуха, изготовленный в соответствии с настоящим изобретением, показан на фиг. 4. Сегмент 400 для направления потока воздуха содержит полую трубку 402, расположенную центрально внутри сегмента для направления потока воздуха. Полая трубка формуется, как описано выше. Полая трубка 402 окружается пористым материалом 404, таким как волокна ацетилцеллюлозы, и оборачивается наружным листовым материалом 406. Наружный листовой материал является воздухонепроницаемым материалом, таким как сигаретная бумага. Пористый материал предпочтительно имеет по существу однородную структуру. В примере показано, что сегмент для направления потока воздуха обеспечен несколькими впускными отверстиями 408 для воздуха, расположенными по окружности вокруг сегмента для направления потока воздуха. Впускные отверстия 408 для воздуха являются перфорационными отверстиями в наружной обертке 406. Впускные отверстия для воздуха могут быть выполнены в листовом материале обертки онлайн или офлайн.
Дополнительный пример отдельного сегмента 500 для направления потока воздуха, изготовленного в соответствии с настоящим изобретением, показан на фиг. 5. Подобно сегменту 400 для направления потока воздуха, сегмент содержит полую трубку 502, расположенную центрально внутри сегмента для направления потока воздуха. Полая трубка формуется, как описано выше. Полая трубка 502 окружается пористым материалом 504, таким как волокна ацетилцеллюлозы, и оборачивается наружным листовым материалом 506. Пористый материал предпочтительно имеет по существу однородную структуру. В примере показано, что сегмент для направления потока воздуха обеспечен несколькими впускными отверстиями 508 для воздуха, расположенными по окружности вокруг сегмента для направления потока воздуха. Впускные отверстия 508 для воздуха являются перфорационными отверстиями в наружной обертке 506. Дополнительный материал, в этом примере клей, расположен внутри пористого материала 504 для уменьшения площади поперечного сечения потока сегмента для направления потока воздуха.
Еще один дополнительный пример отдельного сегмента 600 для направления потока воздуха, изготовленного в соответствии с настоящем изобретением, показан на фиг. 6. Подобно сегменту 400 для направления потока воздуха, сегмент содержит полую трубку 602, расположенную центрально внутри сегмента для направления потока воздуха. Полая трубка формуется, как описано выше. Полая трубка 602 окружается пористым материалом 604, таким как волокна ацетилцеллюлозы, и оборачивается наружным листовым материалом 606. Пористый материал предпочтительно имеет по существу однородную структуру. В примере показано, что сегмент для направления потока воздуха обеспечен несколькими впускными отверстиями 608 для воздуха, расположенными по окружности вокруг сегмента для направления потока воздуха. Впускные отверстия 608 для воздуха являются перфорационными отверстиями в наружной обертке 606. Уплотнение 610 расположено на одном конце сегмента для направления потока воздуха. Уплотнение может быть по существу воздухонепроницаемым. Уплотнение может быть сформовано посредством нанесения клея, нагревания пористого материала в достаточной мере для расплавления материала, а затем при отверждении формования уплотнения или любыми другими подходящими средствами.
На фиг. 7 показана сформованная закрытая трубка 700, такая как трубки 126, 402, 502 и 602. Как можно увидеть, перфорационные отверстия 702 выполнены в листовом материале. Клей, расположенный на первой продольной кромке листового материала, таким образом, может затекать в перфорационные отверстия для образования более прочного соединения первой и второй продольных кромок.
На фиг. 8 показана альтернативная сформованная закрытая трубка, изготовленная в соответствии с изобретением. Первая трубка 802 сформована, как описано выше. В этом альтернативном варианте вторая трубка 804 сформована вокруг первой трубки таким же образом, как описано выше. Как будет понятно, вторая катушка листового материала подает второй листовой материал на второй набор формовочных валиков. Валики являются по существу такими же, как валики, которые описаны выше. Как можно видеть, шов второй трубки 804 расположен диаметрально противоположно относительно шва первой трубки 802 для улучшения воздухонепроницаемости сформованной полой трубки 800. Чтобы сделать возможным выполнение такой второй трубки, второй листовой материал подают с противоположной стороны барабана 120, как первый листовой материал.
На фиг. 9 показано поперечное сечение сегмента 900 для направления потока воздуха, изготовленного в соответствии с одним вариантом осуществления изобретения. Как можно увидеть, сегмент 900 для направления потока воздуха содержит полую центральную трубку 902, пористый материал 904, окружающий полую трубку 902, и наружную обертку. Полая трубка изготовлена, как описано выше. Три жгута пористого материала 904 предусмотрены и расположены одинаково вокруг полой трубки. Наличие трех жгутов пористого материала делают более легким равномерное распределение материала вокруг полой трубки. На фиг. 10 показан подобный, но альтернативный вариант осуществления сегмента 1000 для направления потока воздуха, содержащий полую центральную трубку 1002, шесть жгутов пористого материала 1004 и наружную обертку 1006.
На фиг. 11 показано поперечное сечение примера сегмента 1100 для направления потока воздуха. Сегмент 1100 содержит полую центральную трубку 1102, окруженную пористым материалом 1104 и обернутую наружной оберткой 1106. Пористый материал 1104 может содержать несколько жгутов пористого материала. Этот пример дополнительно содержит нить 1108 ароматизатора, которая содержит ароматизатор, такой как ментол. Нить ароматизатора расположена внутри полой трубки посредством ее подачи через барабан. В одном примере нить 1108 ароматизатора прикреплена к внутренней стенке полой трубки с применением клея, при этом клей может быть избытком клея из соединения первой и второй продольных кромок листового материала.
На фиг. 12 показано поперечное сечение альтернативного примера сегмента 1200 для направления потока воздуха, также содержащего нить ароматизатора. Сегмент 1200 содержит полую центральную трубку 1202, окруженную пористым материалом 1204 и обернутую наружной оберткой 1206. Пористый материал 1204 может содержать несколько жгутов пористого материала. Этот пример дополнительно содержит нить 1208 ароматизатора, которая содержит ароматизатор, такой как ментол. Нить ароматизатора расположена без полой трубки, посредством ее подачи с пористым материалом. В одном примере нить 1208 ароматизатора прикреплена к наружной стенке полой трубки с применением клея, при этом клей может быть избытком клея из соединения первой и второй продольных кромок листового материала.
На фиг. 13 показан пример курительного изделия, содержащего сегмент для направления потока воздуха, изготовленный в соответствии с настоящим изобретением. Курительное изделие 1300 содержит горючий углеродсодержащий источник 1302 тепла, субстрат 1304, образующий аэрозоль, сегмент 1306 для направления потока воздуха, изготовленный в соответствии с настоящим изобретением, камеру 1308 расширения и мундштук 1310, соприкасающиеся и расположенные на одной оси. Горючий углеродсодержащий источник 1302 тепла, субстрат 1304, образующий аэрозоль, элемент 1306 для направления потока воздуха, камера 1308 расширения и мундштук 1310 обернуты наружной оберткой 1312 из сигаретной бумаги с низкой воздухопроницаемостью.
Субстрат 1304, образующий аэрозоль, расположен непосредственно ниже по потоку относительно горючего углеродсодержащего источника 1302 тепла и содержит цилиндрический штранг 1314 из табачного материала, содержащий глицерин в качестве вещества для образования аэрозоля и окруженный фицеллой 1316.
Между расположенным ниже по потоку концом горючего источника 1302 тепла и расположенным выше по потоку концом субстрата 1304, образующего аэрозоль, расположена негорючая по существу воздухонепроницаемая перегородка. Как показано на фиг. 1, негорючая по существу воздухонепроницаемая перегородка состоит из негорючего по существу воздухонепроницаемого барьерного покрытия 1318, выполненного на всей задней стороне горючего углеродсодержащего источника 1302 тепла.
Теплопроводный элемент 1320, состоящий из трубчатого слоя алюминиевой фольги, окружает заднюю часть горючего углеродсодержащего источника 1302 тепла и находится с ней в непосредственном контакте, примыкая к передней части субстрата 1304, образующего аэрозоль. Как показано на фиг. 1, задняя часть субстрата 1304, образующего аэрозоль, не окружена теплопроводным элементом 1320.
Сегмент 1306 для направления потока воздуха расположен ниже по потоку относительно субстрата 1304, образующего аэрозоль, и содержит по существу воздухонепроницаемую полую трубку 1326 с открытым концом, изготовленную, например, из картона, имеющую уменьшенный диаметр по сравнению с субстратом 1304, образующим аэрозоль. Расположенный выше по потоку конец полой трубки 1326 с открытыми концами примыкает к субстрату 1304, образующему аэрозоль. Полая трубка 1326 с открытым концом окружена пористым материалом 1328, изготовленным, например, из волокна ацетилцеллюлозы, и имеет по существу такой же диаметр, что и субстрат 1304, образующий аэрозоль.
Как также показано на фиг. 13, в наружной обертке 1312, окружающей внутреннюю обертку, предусмотрено расположение по окружности впускных отверстий 1332 для воздуха.
Камера 1308 расширения расположена ниже по потоку относительно элемента 1306 для направления потока воздуха и содержит полую трубку 1334 с открытыми концами, изготовленную, например, из картона, которая имеет по существу такой же диаметр, что и субстрат 1304, образующий аэрозоль.
Мундштук 1310 курительного изделия 1300 расположен ниже по потоку от камеры 1308 расширения и содержит цилиндрический штранг 1336 из волокна ацетилцеллюлозы с очень низкой эффективностью фильтрации, окруженный фицеллой 1338. Мундштук 1310 может быть окружен ободковой бумагой (не показана).
Варианты осуществления изобретения и примеры, описанные выше, поясняют изобретение, но не ограничивают его. Ясно, что возможны другие варианты осуществления изобретения, и следует понимать, что конкретные варианты осуществления изобретения, описанные в настоящем документе, не предназначены для ограничения объема изобретения.
Реферат
Изобретение относится к способу изготовления сегмента для направления потока воздуха для курительного изделия. Способ изготовление сегмента для направления потока воздуха для курительного изделия включает этапы подачи по существу непрерывного листа материала, при этом листовой материал имеет первую продольную кромку и вторую продольную кромку; нанесения клея на первую сторону листового материала, смежную с первой кромкой листового материала; формования листового материала в канал; формования канала из листового материала в закрытую трубку, при этом первую кромку накладывают внахлест на вторую кромку; сжатия трубки из листового материала для приклеивания первой стороны первой кромки ко второй стороне второй кромки; подачи по меньшей мере одного по существу непрерывного пористого материала вокруг сформованной трубки из листового материала для формования по существу непрерывного сегмента для направления потока воздуха; и нарезания по существу непрерывного сегмента для направления потока воздуха для формования отдельных сегментов для направления потока воздуха. Техническим результатом изобретения является создание способа, который делает возможным более эффективное изготовление сегментов для направления потока воздуха для курительных изделий. 3 н. и 15 з.п. ф-лы, 13 ил.
Комментарии