Способ прокатки для прокатываемого материала для введения ступени в прокатываемый материал - RU2432219C2
Код документа: RU2432219C2
Чертежи











Описание
Настоящее изобретение относится к способу прокатки для прокатываемого материала, в частности полосового прокатываемого материала, который содержит начало прокатываемого материала и конец прокатываемого материала, причем прокатываемый материал, начиная с начала прокатываемого материала, прокатывают в очаге деформации прокатной клети на первый заданный размер.
Настоящее изобретение относится далее к носителю данных с запомненной на носителе данных компьютерной программой, причем компьютерная программа содержит машинный код, причем машинный код вызывает осуществление подобного способа прокатки, когда машинный код выполняют управляющей вычислительной машиной для прокатной клети. Настоящее изобретение относится также к управляющей вычислительной машине для прокатной клети, которая выполнена таким образом, - в частности, программирована, - что прокатная клеть управляется ею согласно подобному способу прокатки. Наконец, настоящее изобретение относится к прокатываемому материалу, в частности полосовому прокатываемому материалу.
Способы прокатки, носители данных, управляющие вычислительные машины и прокатываемые материалы названного вначале вида являются общеизвестными. В частности, в способах прокатки названного вначале вида, весь прокатываемый материал, а именно от начала прокатываемого материала до конца прокатываемого материала прокатывают на первый заданный размер.
В некоторых случаях было бы целесообразным и полезным, прокатывать прокатываемый материал до различных заданных размеров, причем прокатываемый материал должен сохраняться в виде взаимосвязанного по себе, сплошного блока.
В уровне техники прежде всего известно, прокатывать весь прокатываемый материал на первый заданный размер и затем разделять прокатываемый материал, причем один из получающихся таким образом отрезков прокатываемого материала прокатывают на второй заданный размер. В этом случае оба отрезка прокатываемого материала, однако, больше не являются связанными.
Из DE 2245650 А1 известен способ прокатки, при котором управляющей вычислительной машиной во время прокатки прокатываемого материала в прокатной клети непрерывно определяют, какое место прокатываемого материала как раз находится в очаге деформации, и прокатку прокатываемого материала на первый заданный размер заканчивают, когда находящееся как раз в очаге деформации место прокатываемого материала соответствует предварительно определенному первому месту изменения прокатываемого материала, которое лежит между началом прокатываемого материала и концом прокатываемого материала. После достижения первого места изменения процесс прокатки реверсируют, так что прокатываемый материал достижения первого места изменения проходит через прокатную клеть обратным ходом. При этом очаг деформации прокатной клети не изменяют, так что реверсивный проход выполняют в качестве прогладочного прохода.
Из JP 60037201 А можно извлечь подобное содержание раскрытия.
Из JP 01087007 А известен способ прокатки, при котором в прокатываемый материал в заранее определенной области изменения вводят рампу.
Из специальной статьи "Видения и инновативные решения в преобразовательной технике", Доротея Великонья, Stahl und Eisen 124 (2004), №8, стр.36 до 38 известен лист, который при рассмотрении в продольном направлении имеет области различной толщины. Из специальной статьи "Приспособленные к нагрузке листы посредством гибкой прокатки", Райнер Копп и Андреас Хаугер, VDI-Z Специальная обработка плоского проката, октябрь 98, стр.50 до 53, можно извлечь аналогичное содержание раскрытия.
Из ЕР 1121990 А2 известен способ прокатки, посредством которого можно изготавливать полосы с периодически изменяемой толщиной полосы.
Задача настоящего изобретения состоит в том, чтобы создать способ прокатки, носитель данных и управляющую вычислительную машину для прокатной клети, посредством которых можно изготавливать прокатываемый материал, который выполнен по себе сплошным и в продольном направлении имеет по меньшей мере два участка, которые имеют отличные друг от друга размеры, причем способ прокатки должен быть реализуемым независимо от того, является ли очаг деформации настраиваемым только в свободном от нагрузки состоянии или также под нагрузкой.
Задача для способа прокатки решается тем, что прокатную клеть разводят, когда место прокатываемого материала, которое как раз находится в очаге деформации, соответствует первому месту изменения, так что в первом месте изменения в прокатываемый материал вводится первая ступень и прокатываемый материал после разведения прокатной клети проходит через очаг деформации без деформации.
В соответствии с этим задачу для носителя данных решают за счет того, что на нем запомнена компьютерная программа, которая служит для выполнения подобного способа прокатки, когда компьютерная программа выполняется управляющим вычислительным устройством для прокатной клети.
Наконец, задача решается управляющим вычислительным устройством для прокатной клети, которое выполнено таким образом, в частности, программировано, так, что прокатная клеть управляется им согласно подобному способу прокатки.
Свободный от деформации проход прокатываемого материала через - тогда разведенную - прокатную клеть может происходить альтернативно вперед (то есть в предыдущем направлении прокатки) или обратно.
Если свободный от деформации проход происходит в обратном направлении, возможно, что прокатываемый материал после прокатки на первый заданный размер, начиная с начала прокатываемого материала, прокатывают в очаге деформации прокатной клети на третий заданный размер, пока место прокатываемого материала, которое находится как раз в очаге деформации, соответствует второму месту изменения.
Второе место изменения может лежать между началом прокатываемого материала и первым местом изменения, так что в прокатываемый материал на втором месте изменения вводится вторая ступень. Второе место изменения может также соответствовать первому месту изменения, так что первая ступень повышается.
Если прокатываемый материал, в противоположность этому, полностью прошел через прокатную клеть, является возможным, что прокатываемый материал тогда, начиная с конца прокатываемого материала, прокатывают на второй заданный размер, пока место, которое находится как раз в очаге деформации, соответствует второму месту изменения, которое лежит между первым местом изменения и концом прокатываемого материала, так что на втором месте изменения в прокатываемый материал вводится вторая ступень. Также в этом случае, само собой разумеется, на втором месте изменения прокатку на второй заданный размер заканчивают и прокатную клеть разводят.
Дальнейшие преимущества и подробности получаются из последующего описания примеров выполнения в связи с чертежами. При этом в принципиальном представлении показывают:
ФИГ.1 - принципиальную конструкцию расположения валков,
ФИГ.2 - блок-схему процесса,
ФИГ.3-14 - различные состояния при прокатке прокатываемого материала и
ФИГ.15 - прокатанный прокатываемый материал.
Согласно ФИГ.1 должен прокатываться прокатываемый материал 1. Прокатываемый материал 1 является при этом предпочтительно полосовым прокатываемым материалом 1. Однако можно было бы прокатывать также прутковый или трубный прокатываемый материал.
Прокатываемый материал 1 имеет начало 2 прокатываемого материала и конец 3 прокатываемого материала. Далее намечено по меньшей мере одно место изменения 4, в последующем называемое также первое место изменения 4.
Место изменения 4 предпочтительно не является определенным посредством своего расстояния относительно начала 2 прокатываемого материала или, соответственно, конца 3 прокатываемого материала, так как это расстояние при прокатке прокатываемого материала 1 изменяется. Более того, место изменения 4 определено предпочтительно посредством количества прокатываемого материала 1, которое находится между местом изменения 4 и началом 2 прокатываемого материала или, соответственно, концом 3 прокатываемого материала.
Прокатываемый материал 1 прокатывают в прокатной клети 5. Прокатная клеть 5, со своей стороны, управляется управляющей вычислительной машиной 6. В управляющую вычислительную машину 6 вводят компьютерную программу 7. Ввод компьютерной программы 7 можно производить, например, посредством переносного или другого носителя данных 8, на котором запомнена компьютерная программа 7 (исключительно) в форме, допускающей автоматическое считывание машиной. За счет ввода компьютерной программы 7 управляющая вычислительная машина 6 программируется (или, соответственно, в более общем виде - выполняется) таким образом, что она выполняет способ прокатки, который в последующем описывается в связи с ФИГ.2-14.
Согласно ФИГ.2 управляющая вычислительная машина 6 в шаге S1 управляет прокатной клетью 5 таким образом, что прокатываемый материал 1 прокатывается от начала 2 прокатываемого материала на первый заданный размер d1* (в случае полосового прокатываемого материала 1 таким образом до первой заданной толщины d1*). Определение необходимых для этого управляющих параметров для прокатной клети 5 посредством таблицы прокатки и параметров прокатной клети 5 является общеизвестным для специалистов. Собственно процесс прокатки, то есть формоизменение прокатываемого материала 1, происходит в очаге деформации 9 прокатной клети 5.
В шаге S2 управляющая вычислительная машина 6 определяет, какое место 10 прокатываемого материала 1 как раз находится в очаге деформации 9. Определение места 10 может предприниматься, например, через общеизвестное слежение за материалом 11.
В шаге S3 управляющая вычислительная машина 6 сравнивает место 10, определенное в шаге S2, с первым местом изменения 4. Если первое место изменения 4 еще не достигнуто - смотри, например, ФИГ.3 - управляющая вычислительная машина 6 возвращается обратно к шагу S2. Вследствие этого возврата к шагу S2, во-первых, продолжают процесс прокатки, который был начат в шаге S1. Во-вторых, шаг S2 выполняют снова, так что в результате управляющая вычислительная машина 6 во время прокатки прокатываемого материала 1 в прокатной клети 5 постоянно определяет, какое место 10 прокатываемого материала 1 как раз находится в очаге деформации 9.
Если первое место изменения 4, в противоположность этому, достигнуто, - смотри ФИГ.4 -, управляющая вычислительная машина 6 заканчивает в шаге S4 за счет соответствующего управления прокатной клетью 5 прокатку прокатываемого материала 1 на первый заданный размер d1*. За счет этого, независимо от последующих мер, предпринимаюемых в шаге S5 и на которых более детально остановятся позднее, в прокатываемый материал 1 в первом месте изменения 4 вводится первая ступень 12.
Последующие меры шага S5 имеют различную природу. В самом простом случае - смотри ФИГ.5 - прокатная клеть 5 (разумеется вследствие соответствующего управления управляющей вычислительной машиной 6) разводится, если место 10, которое находится как раз в очаге деформации 9, соответствует первому месту изменения 4. Разведение прокатной клети 5 имеет преимущество, что оно является возможным также посредством исполнительных органов, которые являются перемещаемыми только без нагрузки.
Затем прокатываемый материал 1 удаляют из прокатной клети 5 вперед (смотри стрелку V) или назад (смотри стрелку R). Прокатываемый материал 1, следовательно, так как прокатная клеть 5 разведена, проходит через очаг деформации 9 без деформации.
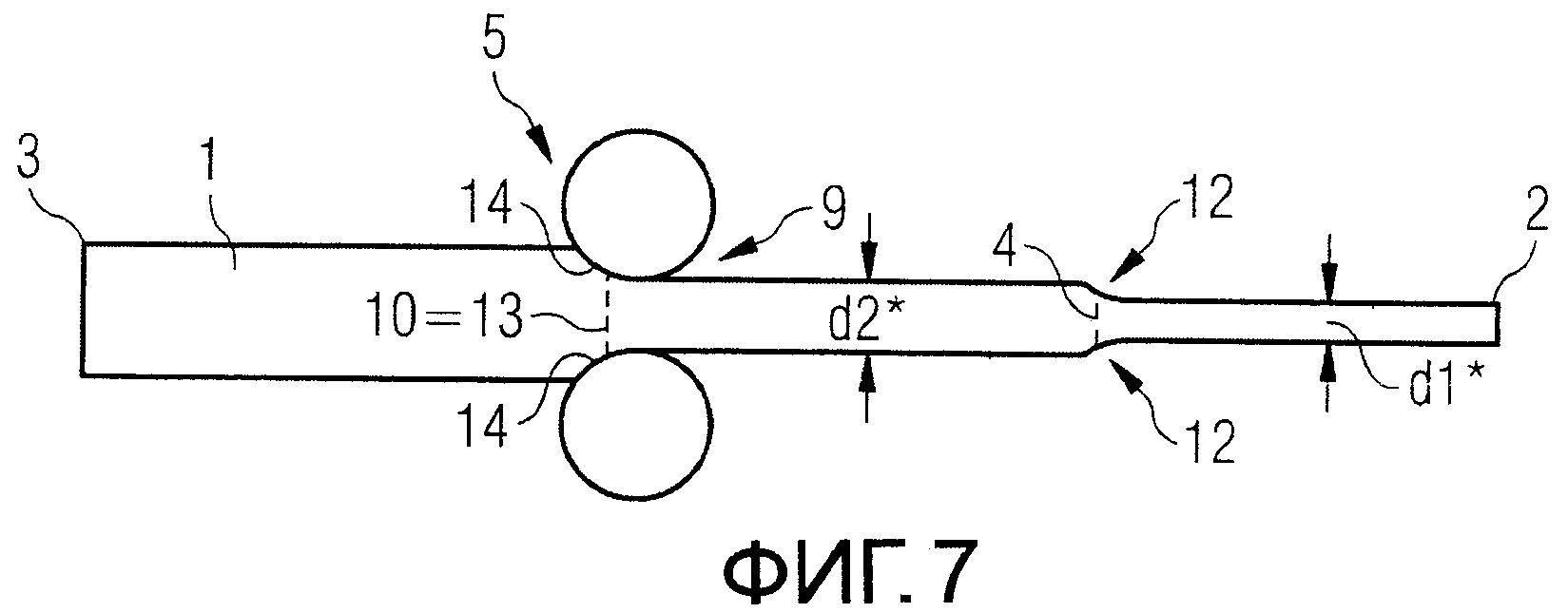
Однако является также возможным, что после окончания прокатки на первый заданный размер d1* прокатку, как таковую, продолжают. В противоположность к чистому разведению прокатной клети 5 в этом случае требуется, чтобы исполнительные органы являлись перемещаемыми под нагрузкой. В этом случае прокатную клеть 5 можно, например, - смотри ФИГ 6 - настраивать управляющей вычислительной машиной 6 на новый (второй) заданный размер d2*, а прокатываемый материал 1 от достижения первого места изменения 4 в направлении к концу 3 прокатываемого материала прокатывать на второй заданный размер d2*.
Второй заданный размер d2* может быть меньшим, чем первый заданный размер d1*. Предпочтительно он является большим, чем первый заданный размер d1*, так как в этом случае является возможной более быстрая настройка на второй заданный размер d2*.
В случае продолжения прокатки является возможным, что прокатываемый материал 1 прокатывают на второй заданный размер d2*, пока прокатываемый материал 1 является полностью прокатанным, то есть конец 3 прокатываемого материала прошел через очаг деформации 9. Однако является также возможным, смотри ФИГ.7, что прокатку прокатываемого материала 1 на второй заданный размер d2* заканчивают, если место 10 прокатываемого материала 1, которое как раз находится в очаге деформации 9, соответствует предварительно определенному второму месту изменения 13, которое лежит между первым местом изменения 4 и концом 3 прокатываемого материала. В этом случае во втором месте изменения 13 в прокатываемый материал 1 вводится вторая ступень 14.
Образ действий для введения второй ступени 14 на втором месте изменения 13 является полностью аналогичным к введению первой ступени 12 на первом месте изменения 4. От пояснения подробностей относительно этого поэтому отказываются.
Также меры, которые предпринимают после введения второй ступени 14, являются полностью аналогичными мерам, которые предпринимают после введения первой ступени 12 на первом месте изменения 4. В частности, можно разводить прокатную клеть 5, смотри ФИГ.8, продолжать процесс прокатки со следующим заданным размером и т.д.
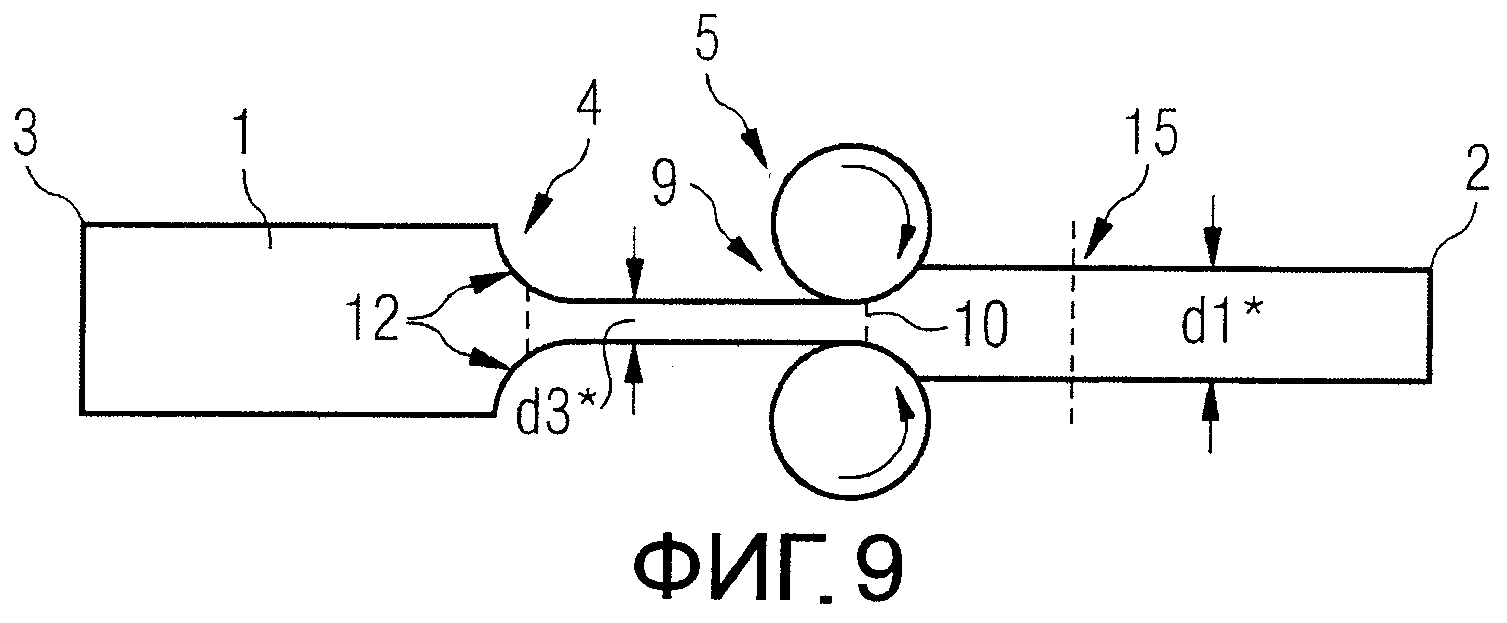
Если очаг деформации 9 является регулируемым под нагрузкой, то исходя из состояния, представленного на ФИГ.4, в рамках шага S5 является далее возможным продолжать процесс прокатки от достижения первого места изменения 4, причем прокатываемый материал 1 прокатывают, однако, в направлении к началу 2 прокатываемого материала. В этом случае прокатываемый материал прокатывают на второй заданный размер d3*, причем второй заданный размер d3* - сравни ФИГ.9 - является меньше, чем первый заданный размер d1*.
Теоретически является возможным, что прокатываемый материал 1 прокатывают дальше только от места, которое лежит между первым местом изменения 4 и началом 2 прокатываемого материала. Как правило, однако прокатку на второй заданный размер d3* начинают непосредственно в первом месте изменения 4.
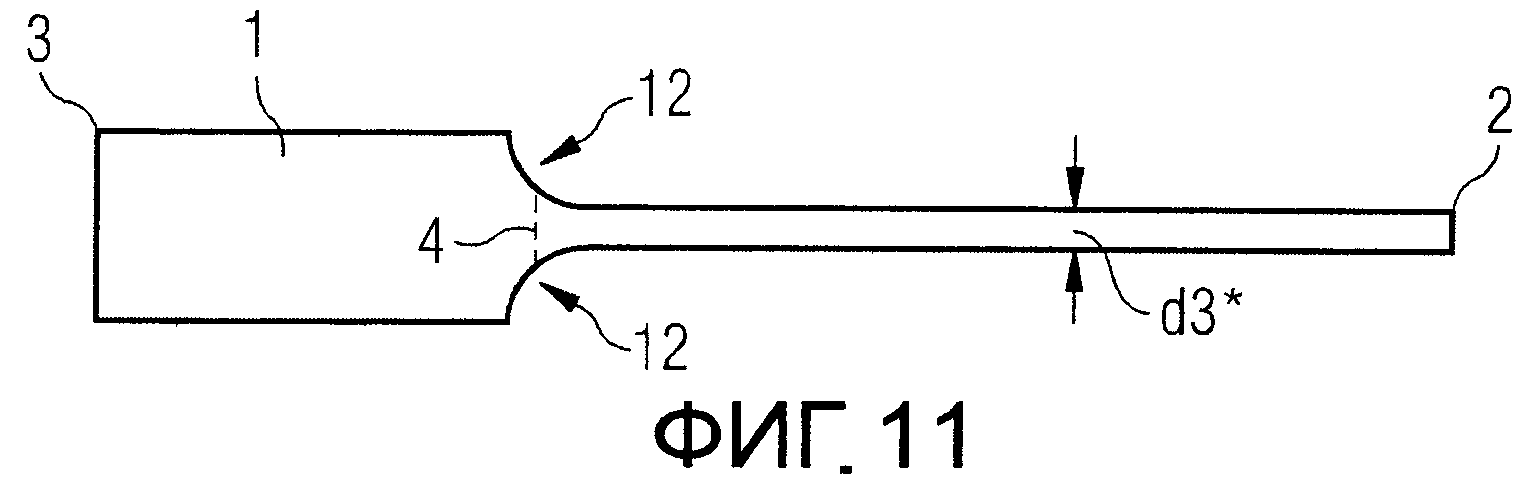
Далее является возможным, что прокатку прокатываемого материала 1 на второй заданный размер d3* заканчивают, если место 10 прокатываемого материала 1, которое находится как раз в очаге деформации 9, соответствует заранее определенному второму месту изменения 15. Второе место изменения 15 лежит в этом случае между началом 2 прокатываемого материала и первым местом изменения 4. В этом случае в прокатываемый материал 1 на втором месте изменения 15 вводится вторая ступень 16. Это представлено на ФИГ 10. Как правило, однако, прокатываемый материал 1 до начала 2 прокатываемого материала прокатывают на второй заданный размер d3*. Это состояние представлено на ФИГ 11.
Также если продолжение прокатки от первого места изменения 4 является принципиально возможным: Как правило, прокатную клеть 5 разводят, так что от первого места изменения 4 прокатываемый материал 1 проходит через очаг деформации 9 без деформации. Этот образ действий имеет преимуществом, что он является реализуемым независимо от того, является ли очаг деформации 9 регулируемым только в состоянии без нагрузки или также под нагрузкой. Независимо от этого прокатываемый материал 1, однако, когда-нибудь или полностью прошел через очаг деформации 9 (то есть до конца 3 прокатываемого материала) или однако прокатываемый материал 1 был полностью вытянут обратно из очага деформации 9 (то есть до начала 2 прокатываемого материала). На этих обоих случаях еще раз остановимся в последующем.
Если прокатываемый материал 1 полностью прошел через очаг деформации 9 (то есть до конца 3 прокатываемого материала), является возможным, начиная с конца 3 прокатываемого материала, прокатывать прокатываемый материал 1 на второй заданный размер d4*, пока место 10, которое как раз находится в очаге деформации 9, соответствует второму месту изменения 17, которое лежит между первым местом изменения 4 и концом 3 прокатываемого материала 1. В этом случае во втором месте изменения 17 в прокатываемый материал 1 вводится вторая ступень 18. Образ действий при этом является полностью аналогичным к введению первой ступени 12 в первом месте изменения 4, так что от детальных пояснений относительно образа действий можно отказаться. Прокатываемый материал 1 с введенной в него второй ступенью 18 представлен на ФИГ.12. При необходимости также при этом проходе в прокатываемый материал 1 можно вводить больше, чем одну ступень.
Если прокатываемый материал 1 полностью, то есть включительно до начала 2 прокатываемого материала, был вытянут обратно из очага деформации 9, является возможным прокатывать прокатываемый материал 1 после прокатки на первый заданный размер d1* или, соответственно, в случае выполнения согласно ФИГ.11 после прокатки на второй заданный размер d3*, на третий заданный размер d5*. В этом случае процесс прокатки начинают с началом 2 прокатываемого материала и выполняют, пока место 10 прокатываемого материала 1, которое как раз находится в очаге деформации 9, соответствует второму месту изменения 19.
Возможно, что - смотри ФИГ.13 - второе место изменения 19 лежит между началом 2 прокатываемого материала и первым местом изменения 4. В этом случае в прокатываемый материал 1 во втором месте изменения 19 вводится вторая, дополнительная ступень 20. Однако также возможно, что второе место изменения 19 соответствует первому месту изменения 4. В этом случае - смотри ФИГ 14 - повышается первая ступень 12.
Посредством описанного выше образа действий тем самым является простым образом возможным, изготавливать прокатываемый материал 1, который, согласно ФИГ.15, имеет несколько участков 21-25, которые имеют различные друг от друга размеры d1* до d5*. Изготовление представленного на ФИГ.15 прокатываемого материала 1 является возможным, в частности, также тогда, когда прокатная клеть 5 содержит исполнительные устройства для регулировки очага деформации 9, которые являются перемещаемыми только в свободном от нагрузки состоянии, то есть не также под нагрузкой. Оба описанных выше образа действий при этом являются почти как угодно комбинируемыми друг с другом.
Реферат
Изобретение предназначено для упрощения изготовления проката, имеющего участки разных размеров. Прокатываемый материал (1), начиная от его начала (2), прокатывают в очаге деформации (9) прокатной клети (5) на первый заданный размер (d1*). Упрощение производства путем настройки очага деформации как в свободном от нагрузки состоянии, так и под нагрузкой обеспечивается за счет того, что во время прокатки прокатываемого материала (1) в прокатной клети (5) посредством управляющей вычислительной машины (6) непрерывно определяют, какое место (10) прокатываемого материала (1) находится в очаге деформации (9), при этом, если находящееся в очаге деформации (9) место (10) прокатываемого материала (1) соответствует предварительно определенному первому месту изменения (4) прокатываемого материала (1), которое лежит между началом (2) и концом (3) прокатываемого материала, прокатку прокатываемого материала (1) на первый заданный размер (d1*) заканчивают так, что в прокатываемый материал (1) в первом месте изменения (4) вводится первая ступень (12). 3 н. и 5 з.п. ф-лы, 15 ил.
Комментарии