Производственный объект - RU2644968C2
Код документа: RU2644968C2
Чертежи









Описание
[0001] Настоящая заявка испрашивает приоритет по предварительной заявке на выдачу патента США № 61/827,096, поданной 24 мая 2013 года; предварительной заявке на выдачу патента США № 61/827,103, поданной 24 мая 2013 года; и предварительной заявке на выдачу патента США № 61/921,164, поданной 27 декабря 2013 года, все из которых включены в материалы настоящей заявки посредством ссылки во всей полноте.
ОБЛАСТЬ ТЕХНИКИ
[0002] Настоящее изобретение относится к способу и устройству для производства воздухоразделительных установок в удаленном местоположении, используя мобильный производственный объект.
УРОВЕНЬ ТЕХНИКИ
[0003] Воздухоразделительные установки (ВРУ, ASU) обычно производятся в производственных цехах и транспортируются в свои места установки по дорогам и водным путям. По существу, дороги, водные пути и подмостовые габариты создают практическое ограничение на размеры ВРУ. Тем не менее, потребность рынка в ВРУ существенно возросла и, по прогнозам, вырастет еще больше. По существу, отрасль промышленности сталкивается с серьезным вызовом, пытаясь удовлетворить эту потребность экономичным образом.
[0004] В прошлом, если пользователю требовалось больше кислорода, чем обычно могла произвести ВРУ, установка всего лишь добавляла бы дополнительные ВРУ до тех пор, пока не будет удовлетворена потребность (например, две установки мощностью 2000 тонн в день вместо одной мощностью 4000 тонн в день). В то время как эта установка может обеспечить необходимые потоки, она создает дополнительные проблемы, связанные с техническим обслуживанием, и стоит больше, чем работа одной ВРУ.
[0005] Следовательно, существует очевидная необходимость в способе производства и устройстве, которые позволили бы очень большим ВРУ производиться и доставляться в места, в которых они необходимы, в частности, когда эти места расположены в удаленных областях, непригодных для больших грузовиков. Области, не имеющие выхода к воде и расположенные далеко от судоходных рек, также страдают от вышеупомянутых проблем.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0006] Варианты осуществления настоящего изобретения направлены на устройство и способ, которые удовлетворяют по меньшей мере одну из этих потребностей. Некоторые варианты осуществления настоящего изобретения относятся к использованию удаленного производственного объекта (RMY). Обеспечиваемые преимущества включают в себя:
обеспечение производственной гибкости и реактивности посредством предоставления дополнительных мощностей для существующих производственных мощностей;
обслуживание всех частей мира, в частности не имеющих выхода к воде местоположений; и
минимизация логистических трудностей и снижение затрат, связанных с транспортировкой сверхгабаритного оборудования на большие расстояния.
[0007] В одном из вариантов осуществления изобретения предложен удаленный производственный объект, выполненный с возможностью производства криогенной дистилляционной колонны для использования в воздухоразделительной установке (ВРУ). В одном из вариантов осуществления удаленный производственный объект может включать в себя производственное помещение, содержащее ограждение и выполненное с возможностью собирать снабженную насадкой секцию колонны низкого давления, при этом снабженная насадкой секция колонны предпочтительно имеет диаметр, превышающий пять метров. Производственное помещение также может дополнительно включать в себя вертикальный валок для прокатки листов, выполненный с возможностью вертикальной прокатки листа для создания частичной оболочки; подъемное устройство, выполненное с возможностью перемещения частичной оболочки от вертикального валка для прокатки листов на сборочный стол, выполненный с возможностью поддерживать две или более частичных оболочек одновременно; первый сварочный аппарат, выполненный с возможностью сваривать вместе две или более частичных оболочек для формирования звена, в то же время поддерживая две или более частичных оболочек неподвижными; участок сборки секции колонны, содержащий второй сварочный аппарат, расположенный на нем, участок сборки секции колонны, выполненный с возможностью класть верхнее звено на нижнее звено, при этом второй сварочный аппарат выполнен с возможностью сваривать верхнее звено и нижнее звено вместе, чтобы сформировать секцию колонны, в то же время поддерживая верхнее звено и нижнее звено неподвижными; участок установки распределителя, выполненный с возможностью принимать по меньшей мере одну секцию колонны и устанавливать распределитель внутрь секции колонны, чтобы сформировать секцию колонны с распределителем; и участок установки насадки, выполненный с возможностью принимать секцию колонны с распределителем и устанавливать насадку внутрь секции колонны с распределителем, чтобы сформировать снабженную насадкой секцию колонны.
[0008] В опциональных вариантах осуществления удаленного производственного объекта:
удаленный производственный объект также может включать в себя участок сборки колонны, содержащий пол и не содержащий ограждения, участок сборки колонны, выполненный с возможностью принимать множество снабженных насадкой секций колонны, при этом пол выполнен с возможностью поддерживать вес множества снабженных насадкой секций колонны;
удаленный производственный объект может дополнительно включать в себя кран, расположенный на участке сборки колонны, кран, выполненный с возможностью складывать множество снабженных насадкой секций колонны друг на друга для формирования колонны;
удаленный производственный объект может дополнительно включать в себя группу рельсов, выполненных с возможностью сопряжения с системой роликов подвижной платформы;
удаленный производственный объект может дополнительно включать в себя лебедку, закрепленную на полу участка сборки колонны, лебедка, выполненная с возможностью перемещать подвижную платформу из производственного помещения на участок сборки колонны;
удаленный производственный объект может дополнительно включать в себя средство для перемещения снабженной насадкой секции колонны из производственного помещения на участок сборки колонны;
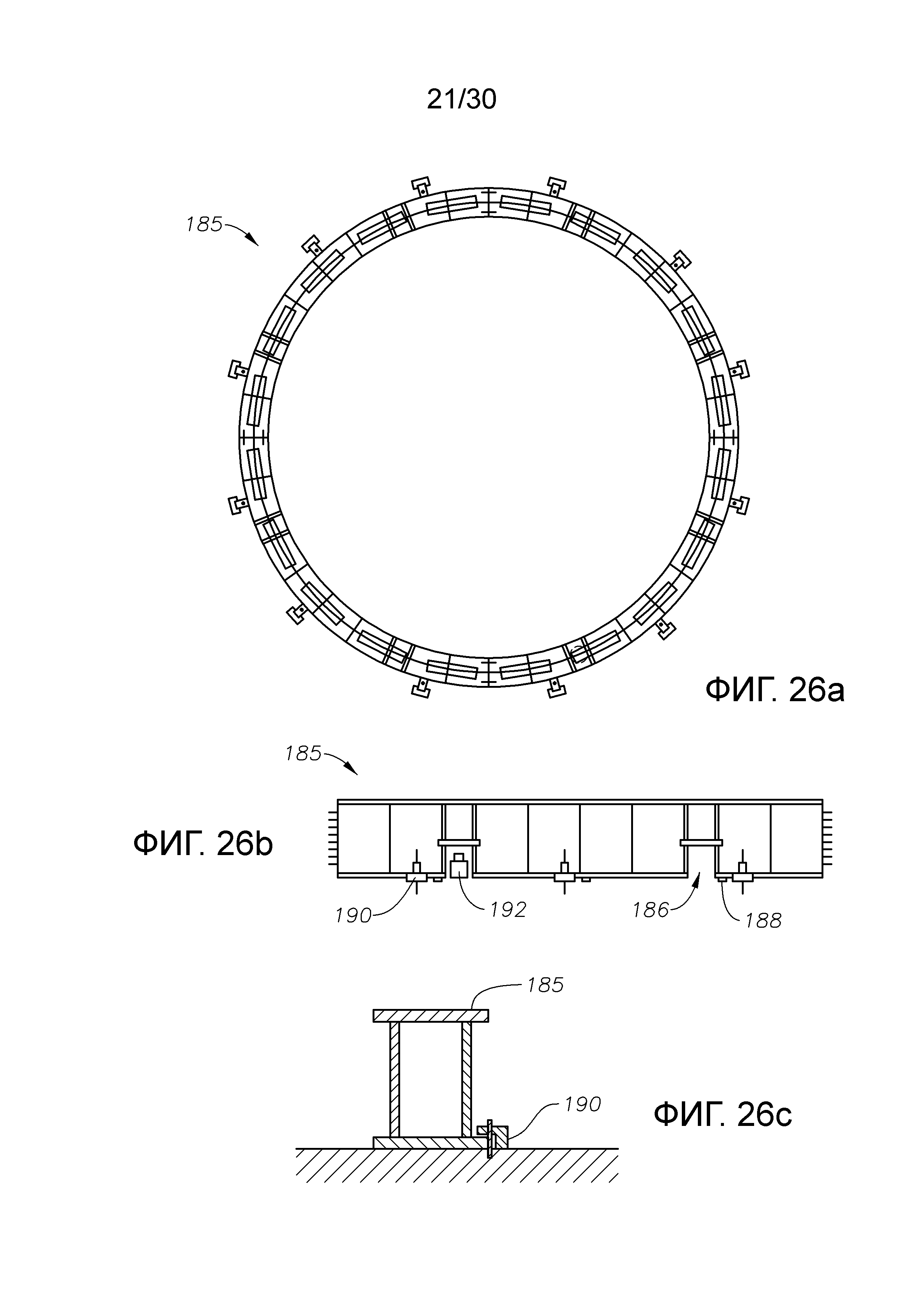
удаленный производственный объект может дополнительно включать в себя основание для регулировки уровня двора, основание (185) для регулировки уровня двора, выполненное с возможностью принимать множество снабженных насадкой секций колонны и обеспечивать регулировку уровня множества снабженных насадкой секций колонны, если пол является неровным;
основание для регулировки уровня двора может иметь кольцеобразную форму;
основание для регулировки уровня двора может дополнительно включать в себя множество выемок в своей нижней части, которые выполнены с возможностью принимать подъемную систему, размещаемую внутри выемок, и поднимать уровень основания для регулировки уровня двора в области выемки;
основание для регулировки уровня двора закреплено на полу;
первый сварочный аппарат выполнен с возможностью осуществлять сварку в вертикальном направлении, а второй сварочный аппарат выполнен с возможностью осуществлять сварку в горизонтальном направлении;
производственное помещение также может включать в себя участок отделки, выполненный с возможностью принимать звено из первого сварочного аппарата, участок отделки, содержащий внутренние подмости и наружные подмости, выполненные с возможностью обеспечивать пользователю доступ к внутренней и наружной поверхностям звена;
участок отделки выполнен с возможностью принимать звено, в то время как внутренние подмости и наружные подмости уже возведены;
удаленный производственный объект может дополнительно включать в себя устройство подъема звена, выполненное с возможностью транспортировать звено на участок отделки, при этом устройство подъема звена может включать в себя множество опорных плеч, каждое из которых содержит прикрепленный к нему листовой захват, и соединительный элемент, выполненный с возможностью соединяться с мостовым краном, с тем чтобы устройство подъема звена в соединении с мостовым краном было пригодно для перемещения звена по производственному помещению;
при этом листовой захват выполнен с возможностью перемещения вдоль длины опорного плеча, с тем чтобы устройство подъема звена было пригодно для перемещения звеньев разных диаметров;
удаленный производственный объект может дополнительно включать в себя участок хранения листов; участок загрузки листов; и средство для транспортировки листа с участка хранения листов на участок загрузки листов;
при этом средство для транспортировки листа на участок загрузки листов содержит устройство подъема листов, выполненное с возможностью поднимать лист, и мостовой кран, выполненный с возможностью поддерживать и перемещать устройство подъема листов;
при этом удаленный производственный объект может также включать в себя участок производства насадки для создания насадки, участок производства насадки, содержащий: прессовочный модуль, расположенный на платформе прессовочного модуля; и систему промывки, расположенную на платформе системы промывки;
удаленный производственный объект может дополнительно включать в себя участок сборки насадки, выполненный с возможностью принимать насадку с участка производства насадки, участок сборки насадки, содержащий рабочий стол, выполненный с возможностью обеспечивать формирование сборки насадки;
удаленный производственный объект может дополнительно включать в себя устройство подъема насадки, выполненное с возможностью поднимать и перемещать сборку насадки с рабочего стола на поддон для насадки;
при этом устройство подъема насадки может включать в себя центральный элемент, множество подъемных плеч, тянущихся наружу из центрального элемента, и соединительные скобы, расположенные на каждом подъемном плече, соединительные скобы, выполненные с возможностью зацепления с держателем, установленным на насадочную ленту, при этом насадочная лента расположена вокруг окружности уровня насадки и выполнена с возможностью поддерживать уровень насадки по существу круглым;
удаленный производственный объект может дополнительно включать в себя прицеп и поддон для насадки, выполненный с возможностью поддерживать множество сборок насадки, при этом прицеп выполнен с возможностью поднимать поддон для насадки с земли и поддерживать вес поддона для насадки, с тем чтобы его можно было перемещать по производственному объекту;
при этом производственное помещение может включать в себя более одного здания; и/или
удаленный производственный объект может дополнительно включать в себя станцию очистки, выполненную с возможностью обеспечивать пользователю доступ к внутренней поверхности секции колонны, станция очистки, содержащая: опору станции очистки, выполненную с возможностью обеспечивать зазор под секцией колонны; средство для подъема и опускания пользователя во внутренней области секции колонны.
[0009] В одном из вариантов осуществления изобретения предложен способ для производства криогенных дистилляционных колонн на удаленном производственном объекте для использования в воздухоразделительной установке (ВРУ). В одном из вариантов осуществления способ может состоять в том, что: формируют первое звено, при этом этап формирования первого звена может состоять в том, что: (a) получают первый лист; (b) прокатывают первый лист, используя вертикальный валок для прокатки листов, с тем чтобы первый лист прошел вертикальную прокатку для создания первой частичной оболочки; (c) перемещают первую частичную оболочку на сборочный стол, выполненный с возможностью поддерживать две или более частичных оболочек одновременно; (d) получают второй лист; (e) прокатывают второй лист, используя вертикальный валок для прокатки листов, с тем чтобы второй лист прошел вертикальную прокатку для создания второй частичной оболочки; (f) перемещают вторую частичную оболочку на сборочный стол, выполненный с возможностью поддерживать две или более частичных оболочек одновременно; и (g) располагают первую частичную оболочку вместе со второй частичной оболочкой и сваривают первую частичную оболочку со второй частичной оболочкой, используя первый сварочный аппарат, чтобы сформировать первое звено, в то время как первая частичная оболочка и вторая частичная оболочка неподвижны; формируют второе звено, при этом этап формирования второго звена может включать в себя повторение этапов (a)-(g) для формирования второго звена; формируют снабженную насадкой секцию колонны, при этом этап формирования снабженной насадкой секции колонны состоит в том, что: пригоняют и соединяют первое звено со вторым звеном и сваривают первое звено со вторым звеном, используя второй сварочный аппарат, чтобы сформировать первую секцию колонны; (i) устанавливают распределитель внутрь первой секции колонны, чтобы сформировать секцию колонны с распределителем; (j) устанавливают насадку внутрь секции колонны с распределителем и над распределителем, чтобы сформировать снабженную насадкой секцию колонны; повторяют этапы (a)-(j) для формирования множества снабженных насадкой секций колонны; и объединяют множество снабженных насадкой секций колонны для формирования колонны.
[0010] В опциональных вариантах осуществления способа для производства криогенных дистилляционных колонн на удаленном производственном объекте:
этап складывания друг на друга множества снабженных насадкой секций колонны для формирования колонны выполняется на участке сборки колонны, содержащем пол и не содержащем ограждения, участок сборки колонны, выполненный с возможностью принимать множество снабженных насадкой секций колонны, при этом пол выполнен с возможностью поддерживать по меньшей мере вес множества снабженных насадкой секций колонны;
участок сборки колонны может дополнительно включать в себя кран, расположенный на участке сборки колонны, кран, выполненный с возможностью складывать множество снабженных насадкой секций колонны друг на друга для формирования колонны;
пол по существу выровнен по уровню;
способ может дополнительно включать в себя этап перемещения снабженной насадкой секции колонны на участок сборки колонны, используя комбинацию из группы рельсов, выполненных с возможностью сопряжения с системой роликов подвижной платформы, и средства для перемещения подвижной платформы;
средство для перемещения подвижной платформы выбирается из группы, состоящей из лебедки, вилочного погрузчика и их комбинации;
средство для перемещения подвижной платформы может включать в себя лебедку, при этом лебедка закреплена на полу участка сборки колонны, лебедка, выполненная с возможностью перемещать подвижную платформу на участок сборки колонны;
способ может также включать в себя этап регулировки уровня колонны на участке сборки колонны, используя основание для регулировки уровня двора;
основание для регулировки уровня двора выполнено с возможностью позволять снабженной насадкой секции колонны располагаться на верхней поверхности основания для регулировки уровня двора, основание для регулировки уровня двора, дополнительно содержащее нижнюю поверхность, выполненную с возможностью поддерживать прочный контакт с поверхностью земли удаленного производственного объекта, при этом основание для регулировки уровня двора выполнено с возможностью регулировать уровень верхней поверхности основания для регулировки уровня двора, чтобы учитывать неровность или наклон поверхности земли удаленного производственного объекта;
способ может также включать в себя этап перемещения первого звена на участок отделки, используя устройство подъема звена;
способ может также включать в себя этап установки скругляющего кольца вокруг окружности первого звена, скругляющее кольцо, выполненное с возможностью обеспечивать поддержку первого звена, с тем чтобы первое звено сохраняло по существу цилиндрическую форму;
способ может также включать в себя этап установки множества подъемных петель на скругляющее кольцо, подъемные петли, выполненные с возможностью позволять первому звену подниматься посредством крана на участке сборки колонны;
этапы a-j выполняются в производственном помещении, содержащем ограждение;
производственное помещение является чистым помещением;
способ может также включать в себя этап создания насадки на участке создания насадки для создания насадки, участок создания насадки, содержащий: прессовочный модуль, расположенный на платформе прессовочного модуля; и систему промывки, расположенную на платформе системы промывки;
этап (j) может также включать в себя установку насадки в виде свободных полос насадки;
этап (j) может также включать в себя установку блока полос насадки за один раз, при этом блок полос насадки состоит из по меньшей мере 5 полос насадки;
способ может также включать в себя этап создания оболочки испарителя, которая выполнена с возможностью принимать испаритель, при этом этап формирования оболочки испарителя содержит повторение этапов: формирования первого звена, формирования второго звена и этапа (h);
полоса насадки используется на этапе (h);
способ может также включать в себя этап создания дренажных отверстий в подкладке, при этом дренажные отверстия выполнены с возможностью позволять жидкости, попадающей между подкладкой и оболочкой испарителя, стекать через дренажные отверстия во время работы;
дренажные отверстия являются круглыми; и/или
способ может также включать в себя этап создания улучшения кривизны первого звена, используя формовочное устройство.
[0011] В одном из вариантов осуществления изобретения предложен способ для производства криогенных дистилляционных колонн в удаленном местоположении вдали от долговременного производственного объекта. В одном из вариантов осуществления способ может состоять в том, что: формируют множество секций колонны, каждая из которых имеет диаметр D, каждая секция колонны, содержащая множество звеньев, которые были горизонтально сварены друг с другом, при этом каждое звено составлено из двух или более частичных оболочек, которые были вертикально сварены друг с другом, при этом каждая из двух или более частичных оболочек была создана посредством вертикальной прокатки прямоугольного листа, имеющего длину, составляющую по меньшей мере

[0012] В опциональных вариантах осуществления способа для производства криогенных дистилляционных колонн в удаленном местоположении вдали от долговременного производственного объекта:
этап складывания друг на друга множества снабженных насадкой секций колонны для формирования колонны выполняется на участке сборки колонны, содержащем пол и не содержащем ограждения, участок сборки колонны, выполненный с возможностью принимать множество снабженных насадкой секций колонны, при этом пол выполнен с возможностью поддерживать по меньшей мере 40 тонн;
участок сборки колонны может дополнительно включать в себя кран, расположенный на участке сборки колонны, кран, выполненный с возможностью складывать множество снабженных насадкой секций колонны друг на друга для формирования колонны;
пол по существу выровнен по уровню;
диаметр первого звена превышает 4.5 метра; и/или
диаметр первого звена превышает длину, которую можно транспортировать посредством доступных дорог.
[0013] В другом аспекте изобретения предложен сборочный стол для использования на удаленном производственном объекте. В одном из вариантов осуществления сборочный стол выполнен с возможностью складываться, тем самым обеспечивая уменьшенную занимаемую площадь во время транспортировки. В одном из вариантов осуществления сборочный стол может включать в себя центральное опорное основание; множество плеч, прикрепленных к центральному опорному основанию; вторичный опорный элемент, прикрепленный к каждому плечу, выполненный с возможностью обеспечивать опору для сборочного стола и придавать ему высоту при использовании; и центрирующий направляющий элемент прикрепленный к каждому плечу, центрирующий направляющий элемент, выполненный с возможностью съемным образом принимать нижнюю часть частичной оболочки, центрирующий направляющий элемент, расположенный в предопределенном местоположении своего плеча.
[0014] В опциональных аспектах сборочного стола:
каждое плечо тянется радиально наружу из центрального опорного основания;
каждое плечо с возможностью отсоединения соединено с центральным опорным основанием;
каждый вторичный опорный элемент с возможностью отсоединения соединен со своим соответствующим плечом;
каждое плечо шарнирно соединено с центральным опорным основанием;
каждый вторичный опорный элемент шарнирно соединен со своим соответствующим плечом;
каждое плечо может перемещаться между открытым положением и закрытым положением;
открытое положение по существу перпендикулярно продольной оси центрального опорного основания;
закрытое положение по существу параллельно продольной оси центрального опорного основания;
вторичный опорный элемент тянется вниз до земли, когда плечо повернуто в открытое положение;
каждый центрирующий направляющий элемент приварен к своему соответствующему плечу;
каждый центрирующий направляющий элемент может перемещаться вдоль длины своего соответствующего плеча, с тем чтобы центрирующий направляющий элемент мог принимать частичные оболочки разных диаметров;
каждый центрирующий направляющий элемент скользящим образом прикреплен к своему соответствующему плечу, с тем чтобы центрирующий направляющий элемент мог перемещаться вдоль длины плеча, чтобы принимать частичные оболочки разных диаметров;
перемещение одного центрирующего направляющего элемента вызывает равное перемещение оставшихся центрирующих направляющих элементов;
каждый центрирующий направляющий элемент содержит клиновидное отверстие, выполненное с возможностью направлять частичную оболочку на место;
каждый вторичный опорный элемент прикреплен к своему соответствующему плечу в удаленном местоположении от центрального опорного основания;
каждый вторичный опорный элемент может иметь переменную длину, с тем чтобы каждый вторичный опорный элемент можно было вытянуть по отдельности, чтобы обеспечить регулировку уровня на неровных поверхностях;
центральное опорное основание выполнено с возможностью привинчивания к полу при использовании;
центральное опорное основание является по существу цилиндрическим;
сборочный стол выполнен с возможностью поддерживать вес сборки подмостей; и/или
сборочный стол может включать в себя средство для прикрепления сборки подмостей.
[0015] В еще одном аспекте изобретения предложена сборка подмостей, выполненная с возможностью использования со сборочным столом. В одном из вариантов осуществления сборка подмостей может включать в себя внутренние подмости и наружные подмости, при этом каждые из внутренних подмостей и наружных подмостей включают в себя: множество главных стоек, содержащих нижний конец и верхний конец; выдвижное плечо, соединенное с каждой из главных стоек, при этом выдвижное плечо сконфигурировано, чтобы тянуться по существу перпендикулярно из главной стойки; и третичную опору подмостей, соединенную с выдвижным плечом и главной стойкой, третичная опора, выполненная с возможностью переносить по меньшей мере часть силы с выдвижного плеча на главную стойку, при этом сборка подмостей выполнена с возможностью прикрепляться к сборочному столу, с тем чтобы сборка подмостей поддерживалась сборочным столом.
[0016] В опциональных аспектах сборки подмостей:
выдвижное плечо выполнено с возможностью перемещения между первым положением и вторым положением вдоль по существу горизонтальной плоскости;
сборка подмостей выполнена с возможностью прикрепляться к разным местоположениям сборочного стола;
сборка подмостей может также включать в себя вторичную опору подмостей, соединенную с нижним концом каждой из главных стоек и вторичным опорным элементом сборочного стола, с тем чтобы сборка подмостей принимала конструкционную поддержку со стороны сборочного стола;
сборка подмостей может также включать в себя вторичную стойку, соединенную с третичной опорой и тянущуюся вверх над выдвижным плечом;
сборка подмостей выполнена с возможностью принимать звенья разных диаметров;
сборка подмостей сконфигурирована так, чтобы, когда выдвижные плечи внутренних подмостей и выдвижные плечи наружных подмостей полностью вытянуты, промежуток существовал между концами выдвижных плеч, при этом промежуток является достаточно большим для того, чтобы звено могло вставляться в промежуток или извлекаться из него, не касаясь подмостей;
выдвижные плечи выполнены с возможностью фиксации на разных длинах вытягивания, с тем чтобы сборка подмостей могла принимать звенья разных диаметров;
при этом вторичная опора подмостей выполнена с возможностью приспосабливаться к разным длинам вытягивания, с тем чтобы сборка подмостей могла принимать звенья разных диаметров;
сборка подмостей может также включать в себя вторичную звенья, расположенные на каждой из вторичных стоек, звенья, выполненные с возможностью закреплять перила на множестве вторичных стоек;
главные стойки закреплены на полу;
сборка подмостей может также включать в себя мостик, поддерживаемый выдвижными плечами;
при этом мостик может включать в себя первую часть и вторую часть, при этом первая часть закреплена на выдвижных плечах, а вторая часть поддерживается выдвижными плечами; и/или
при этом высота главных стоек меньше порогового значения, с тем чтобы сборка подмостей позволяла звену перемещаться в сборку подмостей и из нее, в то время как сборка подмостей собрана.
[0017] В еще одном аспекте изобретения предложена сборка подмостей, выполненная с возможностью использования со сборочным столом. В одном из вариантов осуществления сборочный стол выполнен с возможностью складываться, чтобы обеспечить уменьшенную занимаемую площадь во время транспортировки, сборочный стол, содержащий центральное опорное основание; множество плеч, прикрепленных к центральному опорному основанию; вторичный опорный элемент, прикрепленный к каждому плечу для обеспечения опоры для сборочного стола и придания ему высоты при использовании; и центрирующий направляющий элемент, прикрепленный к каждому плечу, центрирующий направляющий элемент, выполненный с возможностью съемным образом принимать нижнюю часть звена, сборка подмостей, содержащая внутренние подмости и наружные подмости, при этом каждые из внутренних подмостей и наружных подмостей могут включать в себя: множество главных стоек, содержащих нижний конец и верхний конец; вторичную опору подмостей, соединенную с нижним концом каждой из главных стоек и вторичным опорным элементом сборочного стола, с тем чтобы сборка подмостей принимала конструкционную поддержку со стороны сборочного стола; выдвижное плечо, соединенное с верхним концом каждой из главных стоек, при этом выдвижное плечо сконфигурировано, чтобы тянуться по существу перпендикулярно из главной стойки между первым положением и вторым положением; третичную опору подмостей, соединенную с выдвижным плечом и главной стойкой, третичная опора, выполненная с возможностью переносить часть силы с выдвижного плеча на главную стойку; и вторичную стойку, соединенную с третичной опорой и тянущуюся вверх над выдвижным плечом, при этом подмости выполнены с возможностью принимать звенья разных диаметров.
[0018] В еще одном аспекте изобретения предложена тележка для поддержки листа во время вертикальной прокатки листа. В одном из вариантов осуществления тележка может включать в себя опорный корпус, выполненный с возможностью обеспечивать опору для тележки; множество колес, выполненных с возможностью позволять тележке перемещаться по полу; подъемное плечо, поддерживаемое опорным корпусом, при этом подъемное плечо может перемещаться между первым положением и вторым положением; ручку насоса, выполненную с возможностью поднимать подъемное плечо между первым положением и вторым положением; и держатель листа, выполненный с возможностью перемещаться вместе с подъемным плечом и удерживать лист на месте относительно тележки.
[0019] В опциональных аспектах тележки:
держатель листа также может включать в себя шарнирно-рычажный зажим, выполненный с возможностью увеличивать силу, которую держатель листа прикладывает к листу;
держатель листа также может включать в себя шарнирно-рычажный зажим и листовой зажим, при этом шарнирно-рычажный зажим выполнен с возможностью перемещать листовой зажим, с тем чтобы сила, прикладываемая держателем листа к листу, увеличивалась;
тележка также может включать в себя опорный кронштейн, с возможностью поворота поддерживаемый подъемным плечом, при этом опорный кронштейн соединяет держатель листа и подъемное плечо, с тем чтобы опорный кронштейн позволял держателю листа оставаться по существу в одинаковом положении, по мере того как подъемное плечо перемещается между первым положением и вторым положением;
тележка также может включать в себя подвесной элемент, расположенный между множеством колес и опорным корпусом, при этом подвесной элемент выполнен с возможностью обеспечивать стабильность опорного корпуса, когда тележка перемещается по неровному полу;
первое положение является по существу плоским;
угол, образуемый подъемным плечом и опорным корпусом, когда подъемное плечо находится во втором положении, составляет менее 90°;
множество колес выполнено с возможностью позволять перемещение на 360°; и/или
тележка также может включать в себя разжимное устройство, выполненное с возможностью управляемым образом опускать подъемное плечо в первое положение.
[0020] В еще одном аспекте изобретения предложен способ вертикальной прокатки листа. В одном из вариантов осуществления способ может состоять в том, что: получают первую тележку; располагают лист в вертикальном положении; перемещают первую тележку под лист; регулируют подъемное плечо первой тележки, с тем чтобы держатель листа первой тележки оказался в положении, которое является подходящим для приема листа; с возможностью освобождения закрепляют лист на месте на первой тележке, с тем чтобы первая тележка перемещалась вместе с листом; получают вторую тележку; перемещают вторую тележку под лист; регулируют подъемное плечо второй тележки, с тем чтобы держатель листа второй тележки оказался в положении, которое является подходящим для приема листа; с возможностью освобождения закрепляют лист на месте на второй тележке, с тем чтобы вторая тележка перемещалась вместе с листом; и вводят лист в машину для вертикальной прокатки и прокатывают лист, чтобы получить прокатанную оболочку.
[0021] В опциональных аспектах способа для вертикальной прокатки листа:
Способ для вертикальной прокатки листа также может включать в себя этап освобождения листа из первой тележки в любой момент после того, как первая тележка становится ненужной для обеспечения поддержки, и перед тем, как первая тележка столкнется с машиной для вертикальной прокатки;
перед этапом введения листа в машину для вертикальной прокатки, подъемное плечо первой и второй тележки регулируется, с тем чтобы лист находился приблизительно посередине в машине для вертикальной прокатки во время прокатки;
используют третью тележку для обеспечения поддержки для части листа после того, как лист частично прошел прокатку;
третья тележка является либо первой тележкой после того, как лист был освобожден из первой тележки, либо другой тележкой;
первая тележка является тележкой в соответствии с описанием в любом месте в материалах настоящей заявки;
держатель листа также может включать в себя шарнирно-рычажный зажим, при этом шарнирно-рычажный зажим выполнен с возможностью перемещать листовой зажим, с тем чтобы сила, прикладываемая держателем листа к листу, увеличивалась;
первое положение является по существу плоским;
угол, образуемый подъемным плечом и опорным корпусом, когда подъемное плечо находится во втором положении, составляет менее 90°;
множество колес выполнено с возможностью позволять перемещение на 360°;
первая тележка также может включать в себя разжимное устройство, выполненное с возможностью управляемым образом опускать подъемное плечо в первое положение;
первая тележка также может включать в себя опорный кронштейн, с возможностью поворота поддерживаемый подъемным плечом, при этом опорный кронштейн соединяет держатель листа и подъемное плечо, с тем чтобы опорный кронштейн позволял держателю листа оставаться по существу в одинаковом положении, по мере того как подъемное плечо перемещается между первым положением и вторым положением; и/или
первая тележка также может включать в себя подвесной элемент, расположенный между множеством колес и опорным корпусом, при этом подвесной элемент выполнен с возможностью обеспечивать стабильность опорного корпуса, когда тележка перемещается по неровному полу.
[0022] В еще одном аспекте изобретения предложен способ для перемещения снабженной насадкой секции колонны по удаленному производственному объекту. В одном из вариантов осуществления снабженная насадкой секция колонны может включать в себя первое звено, второе звено, насадку, расположенную внутри первого звена и второго звена, и множество распределителей. В одном из вариантов осуществления способ может состоять в том, что: размещают снабженную насадкой секцию колонны на подвижной платформе, подвижная платформа, выполненная с возможностью поддерживать и распределять вес снабженной насадкой секции колонны; и перемещают снабженную насадкой секцию колонны из первой точки во вторую точку, вторая точка, расположенная на открытом участке, приспособленном для складывания множества снабженных насадкой секций колонны друг на друга для формирования колонны.
[0023] В опциональных аспектах способа для перемещения снабженной насадкой секции колонны по удаленному производственному объекту:
подвижная платформа является регулируемой, с тем чтобы подвижная платформа могла принимать снабженные насадкой секции колонны разных диаметров;
подвижная платформа также может включать в себя средство для приема снабженных насадкой секций колонны разных диаметров;
подвижная платформа также может включать в себя раму основания, опорные стойки и подвижную балку, опорные стойки, тянущиеся вверх, подвижная балка, соединенная с рамой основания и опорными стойками, подвижная балка, выполненная с возможностью обеспечивать поперечную стабильность опорных стоек посредством соединения;
при этом подвижная балка и опорные стойки выполнены с возможностью перемещения по раме основания, с тем чтобы подвижная платформа могла принимать снабженные насадкой секции колонны разных диаметров;
подвижная платформа также может включать в себя опорное основание, закрепленное сверху на опорных стойках;
опорные стойки выполнены с возможностью сопряжения с гнездами опорного основания для обеспечения увеличения стабильности;
опорные стойки выполнены с возможностью поднимать опорное основание с земли, тем самым обеспечивая доступ пользователя под снабженную насадкой секцию колонны;
опорное основание изготовлено из конструкционной углеродистой стали;
опорное основание может иметь кольцеобразную форму;
опорное основание выполнено с возможностью дополнительно распределять вес снабженной насадкой секции колонны по подвижной платформе;
снабженная насадкой секция колонны закреплена на опорном основании;
снабженная насадкой секция колонны закреплена на опорном основании, используя сварочный элемент жесткости;
при этом этап перемещения снабженной насадкой секции колонны из первой точки во вторую точку дополнительно содержит этапы соединения подвижной платформы с лебедкой посредством кабеля и использования лебедки для прикладывания тяговой силы для перемещения снабженной насадкой секции колонны во вторую точку;
подвижная платформа также может включать в себя множество многотоннажных роликов, которые выполнены с возможностью сопряжения с группой рельсов, расположенных на земле, с тем чтобы подвижная платформа передвигалась по существу по прямому пути во время перемещения из первой точки во вторую точку.
группа рельсов располагается на верхней поверхности земли; и/или
группа рельсов располагается в углублении в земле, с тем чтобы рельсы не выступали выше верхней поверхности земли.
[0024] В еще одном аспекте изобретения предложена подвижная платформа для перемещения снабженной насадкой секции колонны по удаленному производственному объекту. В одном из вариантов осуществления снабженная насадкой секция колонны может включать в себя первое звено, второе звено, насадку, расположенную внутри первого звена и второго звена, и распределитель, подвижная платформа, выполненная с возможностью поддерживать и распределять вес снабженной насадкой секции колонны. В одном из вариантов осуществления подвижная платформа может включать в себя раму основания, опорные стойки и подвижную балку, при этом подвижная балка и опорные стойки выполнены с возможностью перемещения по раме основания, с тем чтобы подвижная платформа могла принимать снабженные насадкой секции колонны разных диаметров.
[0025] В опциональных аспектах подвижной платформы:
опорные стойки выполнены с возможностью сопряжения с гнездами опорного основания для обеспечения увеличения стабильности;
опорные стойки тянутся вверх из рамы основания и выполнены с возможностью поднимать опорное основание с земли, тем самым обеспечивая доступ пользователя под снабженную насадкой секцию колонны;
опорное основание может включать в себя отверстие, выполненное с возможностью предоставлять пользователю доступ к нижней стороне снабженной насадкой секции колонны, когда снабженная насадкой секция колонны находится на опорном основании; и/или
подвижная платформа также может включать в себя множество многотоннажных роликов, которые выполнены с возможностью сопряжения с группой рельсов, расположенных на земле, с тем чтобы подвижная платформа передвигалась по существу по прямому пути во время перемещения из первой точки во вторую точку.
[0026] В еще одном аспекте изобретения предложена система для перемещения тяжелых объектов по удаленному производственному объекту. В одном из вариантов осуществления система может включать в себя пару рельсов, расположенных на земле производственного объекта; множество многотоннажных роликов, выполненных с возможностью сопряжения с рельсами, каждый многотоннажный ролик, выполненный с возможностью прикрепления к подвижной платформе, которая выполнена с возможностью принимать снабженную насадкой секцию колонны; и лебедку, расположенную между парой рельсов и закрепленную на земле производственного объекта, лебедка, содержащая катушку кабеля с одним концом, выполненным с возможностью прикрепления к подвижной платформе, лебедка, выполненная с возможностью прикладывать силу, чтобы заставлять подвижную платформу перемещаться вдоль длины пары рельсов.
[0027] В опциональных аспектах системы для перемещения тяжелых объектов по удаленному производственному объекту:
каждый многотоннажный ролик также может включать в себя раму корпуса, тянущуюся вдоль продольной оси; верхнюю пластину, закрепленную на раме корпуса, верхняя пластина, выполненная с возможностью прикрепления к подвижной платформе; и множество отдельных роликов, выполненных с возможностью перемещения вокруг несущего элемента и расположенных внутри рамы корпуса, множество отдельных роликов, выполненных с возможностью поддерживать раму корпуса и облегчать продольное перемещение рамы корпуса вдоль длины рельса;
каждый многотоннажный ролик также может включать в себя группу направляющих, которые выполнены с возможностью предотвращать поперечное перемещение многотоннажного ролика, когда он находится в сопряжении с рельсом;
при этом пара рельсов выступает над землей;
при этом пара рельсов углублена в землю, с тем чтобы верхняя часть рельса не выступала выше поверхности земли;
система также может включать в себя подвижную платформу для перемещения снабженной насадкой секции колонны по производственному объекту, снабженная насадкой секция колонны, содержащая первое звено, второе звено, насадку, расположенную внутри первого звена и второго звена, и распределитель, подвижная платформа, выполненная с возможностью поддерживать и распределять вес снабженной насадкой секции колонны, подвижная платформа, содержащая раму основания, опорные стойки и подвижную балку, при этом подвижная балка и опорные стойки выполнены с возможностью перемещения по раме основания, с тем чтобы подвижная платформа могла принимать снабженные насадкой секции колонны разных диаметров;
опорные стойки выполнены с возможностью сопряжения с гнездами опорного основания для обеспечения увеличения стабильности;
опорные стойки тянутся вверх из рамы основания и выполнены с возможностью поднимать опорное основание с земли, тем самым обеспечивая доступ пользователя под снабженную насадкой секцию колонны; и/или
опорное основание также может включать в себя отверстие, выполненное с возможностью предоставлять пользователю доступ к нижней стороне снабженной насадкой секции колонны, когда снабженная насадкой секция колонны находится на опорном основании.
[0028] В еще одном аспекте изобретения предложена система для распределения веса секции колонны во время подъема посредством крана. В одном из вариантов осуществления система может включать в себя скругляющее кольцо, расположенное вокруг внешней окружности секции колонны, скругляющее кольцо, выполненное с возможностью обеспечивать поддержку секции колонны, с тем чтобы секция колонны сохраняла по существу цилиндрическую форму во время перемещения секции колонны; множество клиньев, выполненных с возможностью загоняться между скругляющим кольцом и внешней окружностью секции колонны, чтобы улучшить пригонку между скругляющим кольцом и секцией колонны; и множество подъемных петель, при этом подъемная петля выполнена с возможностью принимать подъемную силу от крана и переносить эту подъемную силу на скругляющее кольцо.
[0029] В опциональных аспектах системы для распределения веса секции колонны во время подъема посредством крана:
система для распределения веса секции колонны также может включать в себя множество усиливающих подкладок, при этом каждая усиливающая подкладка прикреплена к наружной поверхности секции колонны, при этом по меньшей мере часть подъемных петель прикреплена к усиливающим подкладкам;
усиливающая подкладка выполнена с возможностью предотвращать срезание секции колонны во время подъема;
усиливающая подкладка прикреплена к секции колонны посредством сварки;
усиливающая подкладка расположена над скругляющим кольцом и под ним;
усиливающая подкладка расположена только под скругляющим кольцом;
каждая подъемная петля прикреплена к скругляющему кольцу;
скругляющее кольцо выполнено с возможностью разборки, с тем чтобы скругляющее кольцо можно было снять с секции колонны и повторно использовать для второй секции колонны;
скругляющее кольцо составлено из множества сегментов, привинченных друг к другу;
клинья в целом имеют L-образную форму;
клинья выполнены с возможностью иметь разную ширину, с тем чтобы клинья приспосабливались к оболочкам разной толщины;
каждая подъемная петля содержит отверстие, которое выполнено с возможностью принимать подъемную силу от крана;
каждая подъемная петля привинчена к скругляющему кольцу;
множество подъемных петель равномерно распределены по скругляющему кольцу;
каждая подъемная петля также может включать в себя верхний элемент и нижний элемент, верхний элемент, выполненный с возможностью располагаться над скругляющим кольцом, нижний элемент, выполненный с возможностью располагаться под скругляющим кольцом, при этом подъемная петля выполнена с возможностью закрепляться на скругляющем кольце посредством привинчивания верхнего элемента к нижнему элементу;
верхний элемент подъемной петли выполнен с возможностью извлечения из скругляющего кольца без извлечения нижнего элемента;
система для распределения веса секции колонны также может включать в себя верхнюю часть, тянущуюся из верхнего элемента подъемной петли, верхняя часть, имеющая по существу полукруглую форму в верхней стороне, верхняя часть, содержащая усиленное отверстие, выполненное с возможностью принимать подъемную силу от крана; и/или
усиленное отверстие выполнено с возможностью оперативного соединения с петлей Crosby.
[0030] В еще одном аспекте изобретения предложена сборка подвесной платформы для использования в получении доступа к секции колонны. В одном из вариантов осуществления сборка подвесной платформы может включать в себя мостик, выполненный с возможностью позволять пользователю ходить по подвесной платформе; заднюю опору, тянущуюся вертикально из мостика в точке, удаленной от сложенной колонны; наклонную стойку, тянущуюся вниз и в сторону из мостика; подкладку под стойку, расположенную в конце наклонной стойки, подкладка под стойку, выполненная с возможностью покоиться на наружной поверхности сложенной колонны; вертикальную стойку, соединенную с мостиком и наклонной стойкой; и держатель, расположенный на мостике в точке рядом с наружной поверхностью сложенной колонны, при этом держатель выполнен с возможностью сопряжения со скобой, прикрепленной к секции колонны, с тем чтобы, когда к мостику прикладывается направленная вниз сила, скоба предотвращала падение мостика на землю.
[0031] В опциональных аспектах сборки подвесной платформы:
скоба имеет в целом v-образную форму;
скоба приварена к сложенной колонне;
сборка подвесной платформы также может включать в себя усиливающую полосу, прикрепленную к наружной поверхности секции колонны, при этом скоба приварена на усиливающую полосу;
сборка подвесной платформы также может включать в себя подкладку для скобы, прикрепленную к наружной поверхности секции колонны, при этом скоба приварена на подкладку для скобы;
подкладка под стойку выполнена с возможностью распределять вес подвесной платформы по сложенной колонне;
сборка подвесной платформы также может включать в себя вертикальное удлинение, тянущееся из задней опоры, вертикальное удлинение, содержащее множество плеч, тянущихся наружу из верхней части вертикального удлинения, при этом множество плечей выполнены с возможностью поддерживать наружный навес от непогоды, как описано в материалах настоящей заявки;
множество плеч по существу параллельны наружному краю мостика;
подвесная платформа выполнена с возможностью поддерживать вес пользователя, в то время как ни одна часть подвесной платформы не касается земли;
сборка подвесной платформы также может включать в себя перила, соединенные с задней опорой;
перила выполнены с возможностью регулировки длины, с тем чтобы платформу можно было приспосабливать к секциям колонны, имеющим разные диаметры; и/или
перила являются телескопическими.
[0032] В еще одном аспекте изобретения предложен способ получения доступа к сложенной колонне, используя любую сборку подвесной платформы, описанную в материалах настоящей заявки. В одном из вариантов осуществления способ может состоять в том, что: прикрепляют группу скоб к сложенной колонне; и устанавливают сборку подвесной платформы на сложенную колонну посредством вставки держателя в промежуток, сформированный между скобой и сложенной колонной.
[0033] В еще одном аспекте изобретения предложен способ установки испарителя на удаленном производственном объекте. В одном из вариантов осуществления способ может состоять в том, что: получают нижнюю ступень и верхнюю ступень испарителя; получают первую секцию колонны и вторую секцию колонны; устанавливают нижнюю ступень на нижнюю головку, с тем чтобы нижняя ступень находилась в сообщении для текучих сред с внутренним объемом нижней головки; устанавливают первую секцию колонны над нижней ступенью и вокруг нее и пригоняют и приваривают нижнюю часть первой секции колонны к нижней головке; устанавливают верхнюю ступень; и устанавливают вторую секцию колонны и пригоняют и приваривают нижнюю часть второго звена к первому звену.
[0034] В опциональных аспектах способа установки испарителя на удаленном производственном объекте:
этап получения первой секции колонны может дополнительно состоять в том, что: (a) получают первый лист; (b) прокатывают первый лист, используя вертикальный валок для прокатки листов, с тем чтобы первый лист прошел вертикальную прокатку для создания первой частичной оболочки; (c) перемещают первую частичную оболочку на сборочный стол, выполненный с возможностью поддерживать две или более частичных оболочек одновременно; (d) получают второй лист; (e) прокатывают второй лист, используя вертикальный валок для прокатки листов, с тем чтобы второй лист прошел вертикальную прокатку для создания второй частичной оболочки; (f) перемещают вторую частичную оболочку на сборочный стол, выполненный с возможностью поддерживать две или более частичных оболочек одновременно; и (g) располагают первую частичную оболочку вместе со второй частичной оболочкой и сваривают первую частичную оболочку со второй частичной оболочкой, используя первый сварочный аппарат, чтобы сформировать первое звено.
этап получения второй секции колонны также может включать в себя повторение этапов (a)-(g);
испаритель был заранее произведен и собран на главном объекте вдали от удаленного производственного объекта;
этап получения нижней ступени и верхней испарителя также может включать в себя этапы производства полностью собранного испарителя на объекте вдали от ужаленного производственного объекта; разделения полностью собранного испарителя на по меньшей мере две секции, которые содержат нижнюю ступень и верхнюю ступень, при этом нижняя ступень и верхняя ступень выполнены с возможностью транспортировки по дорогам; и транспортировки по меньшей мере двух секций с главного объекта на удаленный производственный объект;
нижняя ступень может включать в себя сборку из четырех трубок;
верхняя ступень может включать в себя сборку из четырех трубок;
этап установки верхней ступени может включать в себя сваривание соединений трубопровода между верхней ступенью и нижней головкой, с тем чтобы верхняя ступень находилась в сообщении для текучих сред с внутренним объемом нижней головки;
подкладка используется на этапе установки второй секции колонны над нижней ступенью и вокруг нее и пригонки и приваривания нижней части второй секции колонны к первой секции колонны;
способ установки испарителя может также включать в себя этап создания дренажных отверстий в подкладке, при этом дренажные отверстия выполнены с возможностью позволять жидкости, попадающей между подкладкой и секцией колонны, стекать через дренажные отверстия во время работы;
дренажные отверстия являются круглыми;
подкладка используется на этапе установки первой секции колонны над нижней ступенью и вокруг нее и пригонки и приваривания нижней части первой секции колонны к нижней головке; и/или
этап получения первой секции колонны и второй секции колонны может дополнительно состоять в том, что: формируют множество секций колонны, содержащих первую секцию колонны и вторую секцию колонны, каждая из которых имеет диаметр D, каждая секция колонны, содержащая множество звеньев, которые были горизонтально сварены друг с другом, при этом каждое звено составлено из двух или более частичных оболочек, которые были вертикально сварены друг с другом, при этом каждая из двух или более частичных оболочек была создана посредством вертикальной прокатки прямоугольного листа, имеющего длину, составляющую по меньшей мере

[0035] В еще одном аспекте изобретения предложено основание для регулировки уровня двора для регулировки уровня колонны во время сборки. В одном из вариантов осуществления основание для регулировки уровня двора выполнено с возможностью позволять снабженной насадкой секции колонны располагаться на верхней поверхности основания для регулировки уровня двора, основание для регулировки уровня двора может дополнительно включать в себя нижнюю поверхность, выполненную с возможностью поддерживать прочный контакт с поверхностью земли удаленного производственного объекта, при этом основание для регулировки уровня двора выполнено с возможностью регулировать уровень верхней поверхности основания для регулировки уровня двора, чтобы учитывать неровность или наклон поверхности земли удаленного производственного объекта.
[0036] В опциональных аспектах основания для регулировки уровня двора:
нижняя поверхность может включать в себя множество расположенных в ней выемок, каждая из которых выполнена с возможностью обеспечивать доступ подъемной системы к этой выемке, с тем чтобы подъемная система могла поднимать область верхней поверхности основания для регулировки уровня двора прямо над выемкой;
подъемная система выбрана из группы, состоящей из гидравлического подъемника, винтового подъемника, пневматического подъемника или их комбинации;
основание для регулировки уровня двора также может включать в себя множество выемок в своей нижней части, которые выполнены с возможностью принимать подъемную систему, размещаемую внутри выемок, и поднимать уровень основания для регулировки уровня двора в области выемки;
подъемная система выбрана из группы, состоящей из гидравлического подъемника, винтового подъемника, пневматического подъемника или их комбинации;
основание для регулировки уровня двора может иметь кольцеобразную форму;
основание для регулировки уровня двора может иметь форму гайки;
основание для регулировки уровня двора также может иметь внутренний диаметр, наружный диаметр и высоту;
основание для регулировки уровня двора закреплено на полу, предпочтительно используя систему зажимов;
основание для регулировки уровня двора выполнено с возможностью принимать вес 100 метрических тонн; и/или
основание для регулировки уровня двора также может включать в себя центрирующие направляющие элементы, расположенные на верхней поверхности основания для регулировки уровня двора, центрирующие направляющие элементы, выполненные с возможностью центрировать снабженную насадкой колонну на основании для регулировки уровня двора.
[0037] В еще одном аспекте изобретения предложен способ для регулировки уровня колонны во время сборки на удаленном производственном объекте. В одном из вариантов осуществления способ может состоять в том, что: устанавливают основание для регулировки уровня двора по п. 194 на землю на удаленном производственном объекте; измеряют горизонтальность верхней поверхности основания для регулировки уровня двора; регулируют основание для регулировки уровня двора до тех пор, пока основание для регулировки уровня двора не станет существенно выровненным по уровню; и размещают снабженную насадкой секцию колонны на верхней поверхности основания для регулировки уровня двора.
[0038] В опциональных аспектах способа для регулировки уровня колонны во время сборки на удаленном производственном объекте:
способ для регулировки уровня колонны также может включать в себя этап закрепления основания для регулировки уровня двора на земле, предпочтительно используя систему зажимов, более предпочтительно используя анкерные болты;
нижняя поверхность основания для регулировки уровня двора может включать в себя множество расположенных в ней выемок, каждая из которых выполнена с возможностью обеспечивать доступ подъемной системы к этой выемке, с тем чтобы подъемная система могла поднимать область верхней поверхности основания для регулировки уровня двора;
этап регулировки основания для регулировки уровня двора также может включать в себя этапы вставки подъемной системы в выемку, расположенную под частью верхней поверхности, которая нуждается в регулировке; и приведения в действие подъемной системы, чтобы поднять верхнюю поверхность.
основание для регулировки уровня двора может иметь кольцеобразную форму;
основание для регулировки уровня двора может иметь форму гайки;
основание для регулировки уровня двора может иметь внутренний диаметр, наружный диаметр и высоту;
способ для регулировки уровня колонны также может включать в себя этап регулировки основания для регулировки уровня двора после этапа размещения снабженной насадкой секции колонны на верхней поверхности основания для регулировки уровня двора;
система отвесной линии используется для измерения горизонтальности основания для регулировки уровня двора во время этапа регулировки основания для регулировки уровня двора после этапа размещения снабженной насадкой секции колонны на верхней поверхности основания для регулировки уровня двора; и/или
регулировка основания для регулировки уровня двора также может включать в себя этапы подъема части основания для регулировки уровня двора с помощью подъемной системы и размещения клина под основанием для регулировки уровня двора.
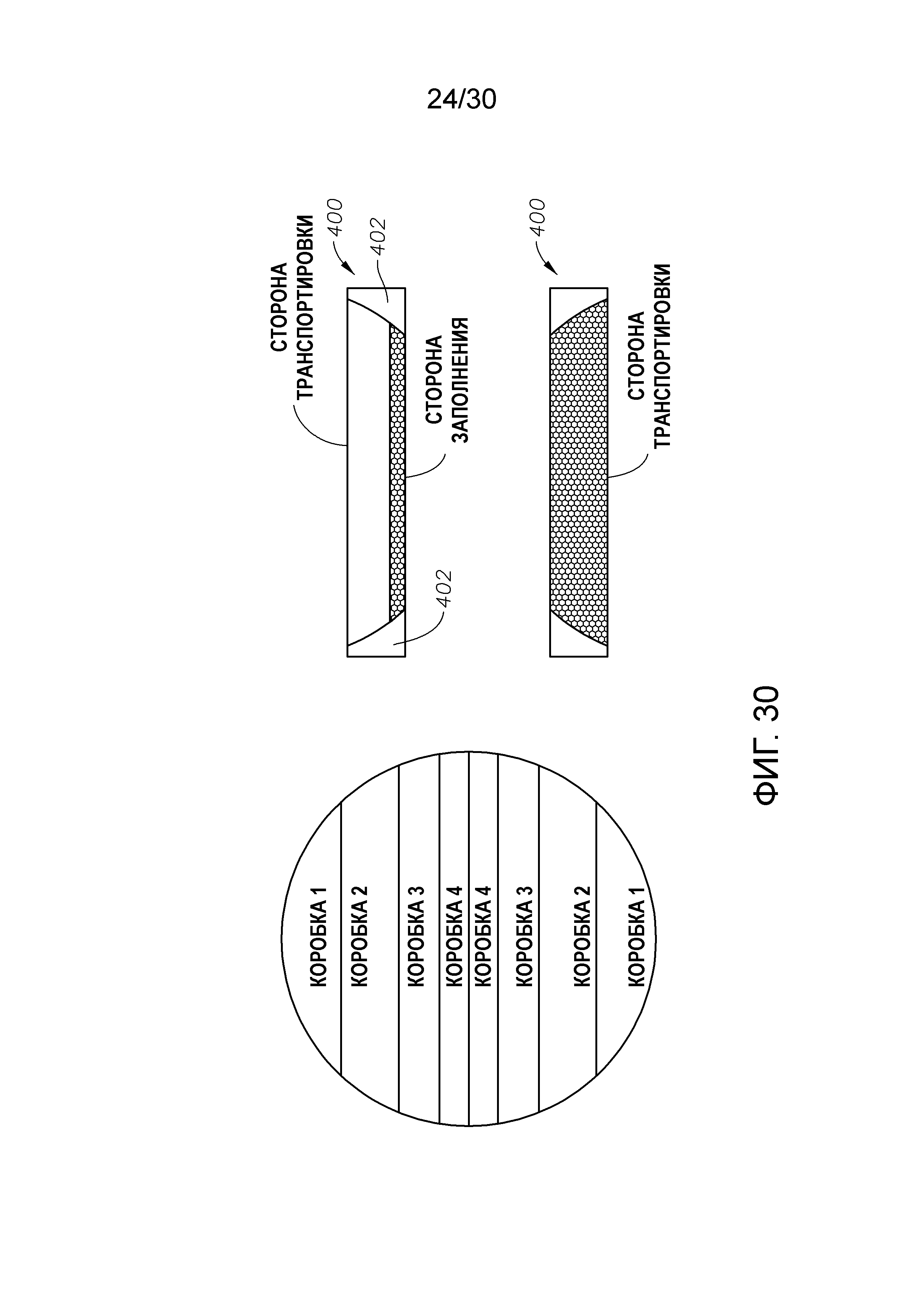
[0039] В еще одном аспекте изобретения предложен способ для установки насадки на удаленном производственном объекте. В одном из вариантов осуществления способ может состоять в том, что: производят структурированную насадку на объекте вдали от удаленного производственного объекта; разделяют уровень структурированной насадки на множество секций и затем размещают каждую секцию в отдельной коробке для транспортировки, при этом каждая коробка имеет внутренний профиль, сконфигурированный, чтобы соответствовать ее секции насадки, с тем чтобы уменьшить повреждение насадки во время транспортировки; транспортируют коробки на удаленный производственный объект; и устанавливают насадку в секцию колонны.
[0040] В опциональных аспектах способа для установки насадки на удаленном производственном объекте:
если длина полосы структурированной насадки превышает пороговое значение, полосу структурированной насадки размещают в коробке, имеющей длину, меньшую, чем пороговое значение, с тем чтобы полоса структурированной насадки формировала волнообразную форму внутри коробки, тем самым уменьшая кажущуюся длину полосы структурированной насадки;
внутренний профиль коробки соответствует волнообразной форме полосы структурированной насадки;
внутренний профиль коробки соответствует профилю окружности секции колонны, в которую устанавливается структурированная насадка;
каждая коробка выполнена с возможностью помещаться внутри секции колонны под любым углом;
длина каждой коробки меньше, чем диаметр секции колонны;
этап установки насадки в секцию колонны также может состоять в том, что: извлекают структурированную насадку из каждой коробки для уровня структурированной насадки; организуют упомянутую структурированную насадку на рабочем столе для формирования сборки насадки; и устанавливают граничную ленту вокруг периметра сборки насадки, при этом граничная лента выполнена с возможностью удерживать сборку насадки вместе по существу в круглой форме во время установки насадки в секцию колонны;
граничная полоса также может включать в себя уплотнение, которое выполнено с возможностью направлять жидкость, протекающую вдоль внутренней стенки секции колонны, в направлении насадки во время работы секции колонны;
этап установки насадки в секцию колонны также может состоять в том, что: a) вводят коробку во внутреннюю область секции колонны; и b) извлекают структурированную насадку из коробки и устанавливают упомянутую структурированную насадку в секцию колонны; и c) повторяют этапы a) и b) для формирования снабженной насадкой секции колонны; и/или
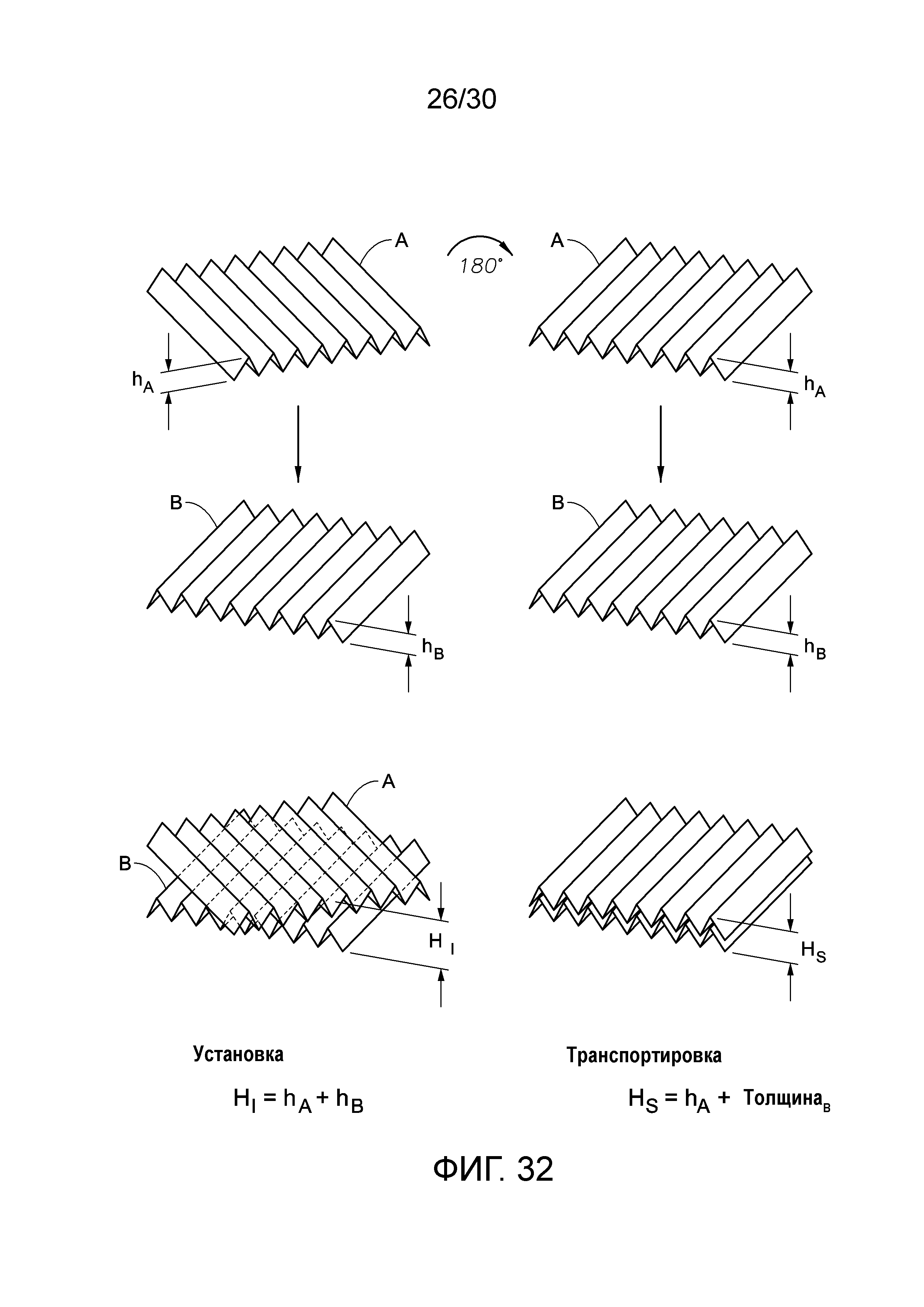
каждая секция включает в себя отдельные полосы насадки, при этом этап разделения уровня структурированной насадки на множество секций и затем размещения каждой секции в отдельной коробке для транспортировки дополнительно включает в себя этап размещения отдельных полос насадки в коробке чередующимся образом посредством переворота каждой второй полосы насадки, с тем чтобы профили последовательных полос насадки сопрягались, тем самым приводя к уменьшенной высоте упаковки.
[0041] В еще одном аспекте изобретения предложен навес от непогоды для обеспечения защиты во время сборки колонны на удаленном производственном объекте. В одном из вариантов осуществления навес от непогоды может включать в себя раму, установленную на подвесную платформу и тянущуюся вверх из подвесной платформы, подвесная платформа, поддерживаемая колонной; и защитное покрытие, установленное на раму, содержащее боковое покрытие и верхнее покрытие, защитное покрытие, выполненное с возможностью обеспечивать внутреннюю атмосферу внутри защитного покрытия, защищенную от наружных элементов, когда защитное покрытие закреплено на колонне.
[0042] В опциональных аспектах навеса от непогоды:
рама также может включать в себя вертикальные стойки, тянущиеся вверх из задней опоры подвесной платформы;
верхняя часть верхнего покрытия выполнена с возможностью закрепляться на колонне, а нижняя часть верхнего покрытия выполнена с возможностью закрепляться на раме;
верхнее покрытие также может включать в себя множество верхних петель, выполненных с возможностью принимать верхний ремешок, при этом верхний ремешок выполнен с возможностью закреплять верхнее покрытие на колонне, когда его затягивают;
верхнее покрытие также может включать в себя множество нижних петель, выполненных с возможностью принимать нижний ремешок, при этом нижний ремешок выполнен с возможностью закреплять верхнее покрытие на раме, когда его затягивают;
верхняя часть бокового покрытия выполнена с возможностью закрепляться на верхней части рамы, а нижняя часть бокового покрытия выполнена с возможностью закрепляться на колонне;
верхняя часть бокового покрытия также может включать в себя множество верхних боковых петель, выполненных с возможностью принимать верхний боковой ремешок, при этом верхний боковой ремешок выполнен с возможностью закреплять верхнюю часть бокового покрытия на раме, когда его затягивают;
нижняя часть бокового покрытия также может включать в себя множество нижних боковых петель, выполненных с возможностью принимать нижний боковой ремешок, при этом нижний боковой ремешок выполнен с возможностью закреплять нижнюю часть бокового покрытия на колонне, когда его затягивают;
нижняя часть верхнего покрытия окружает верхнюю часть бокового покрытия, с тем чтобы, когда нижняя часть верхнего покрытия закрепляется на раме, верхняя часть бокового покрытия также закреплялась на раме;
боковое покрытие также может включать в себя подвесные ремешки, расположенные в верхней части бокового покрытия, подвесные ремешки, выполненные с возможностью прикрепляться к боковым плечам рамы, с тем чтобы подвесные ремешки обеспечивали поддержку для бокового покрытия;
навес от непогоды также может включать в себя входную дверь, расположенную на панели стенки, входная дверь, выполненная с возможностью обеспечивать пользователю доступ к внутренней атмосфере внутри защитного покрытия;
боковое покрытие также может включать в себя множество дверных петель, выполненных с возможностью принимать дверной ремешок, при этом дверной ремешок выполнен с возможностью закреплять часть бокового покрытия над входной дверью на раме или подвесной платформе, когда дверной ремешок затягивают;
боковое покрытие может включать в себя множество секций стенок, прикрепленных друг к другу для формирования бокового покрытия;
боковое покрытие также может включать в себя множество застежек-молний, прикрепленных к краям секций стенок, застежки-молнии, выполненные с возможностью прикреплять множество секций стенок друг к другу;
верхнее покрытие может включать в себя множество секций верхнего покрытия, прикрепленных друг к другу для формирования верхнего покрытия;
верхнее покрытие также может включать в себя множество застежек-молний, прикрепленных к краям секций верхнего покрытия, застежки-молнии, выполненные с возможностью прикреплять множество секций верхнего покрытия друг к другу;
верхнее покрытие может включать в себя точки доступа к отвесной линии, выполненные с возможностью обеспечивать доступ к отвесной линии, в то же время поддерживая внутреннюю атмосферу внутри навеса от непогоды;
рама является складной; и/или
внутренняя атмосфера защитного покрытия приспособлена для приема мобильного нагревателя или кондиционера.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0043] Эти и другие признаки, аспекты и преимущества настоящего изобретения станут лучше понятны в отношении последующего описания, формулы изобретения и прилагаемых чертежей. Стоит отметить, однако, что прилагаемые чертежи иллюстрируют только несколько вариантов осуществления изобретения и, следовательно, не должны рассматриваться как ограничивающие его объем изобретения, так как он может допускать другие в равной степени эффективные варианты осуществления.
[0044] Фиг. 1 показывает вариант осуществления изобретения.
[0045] Фиг. 2 показывает вариант осуществления изобретения.
[0046] Фиг. 3 показывает вариант осуществления изобретения.
[0047] Фиг. 4 показывает вариант осуществления изобретения.
[0048] Фиг. 5 показывает вариант осуществления изобретения.
[0049] Фиг. 6 показывает вариант осуществления изобретения.
[0050] Фиг. 7 показывает вариант осуществления изобретения.
[0051] Фиг. 8 показывает вариант осуществления изобретения.
[0052] Фиг. 9 показывает вариант осуществления изобретения.
[0053] Фиг. 10 показывает вариант осуществления изобретения.
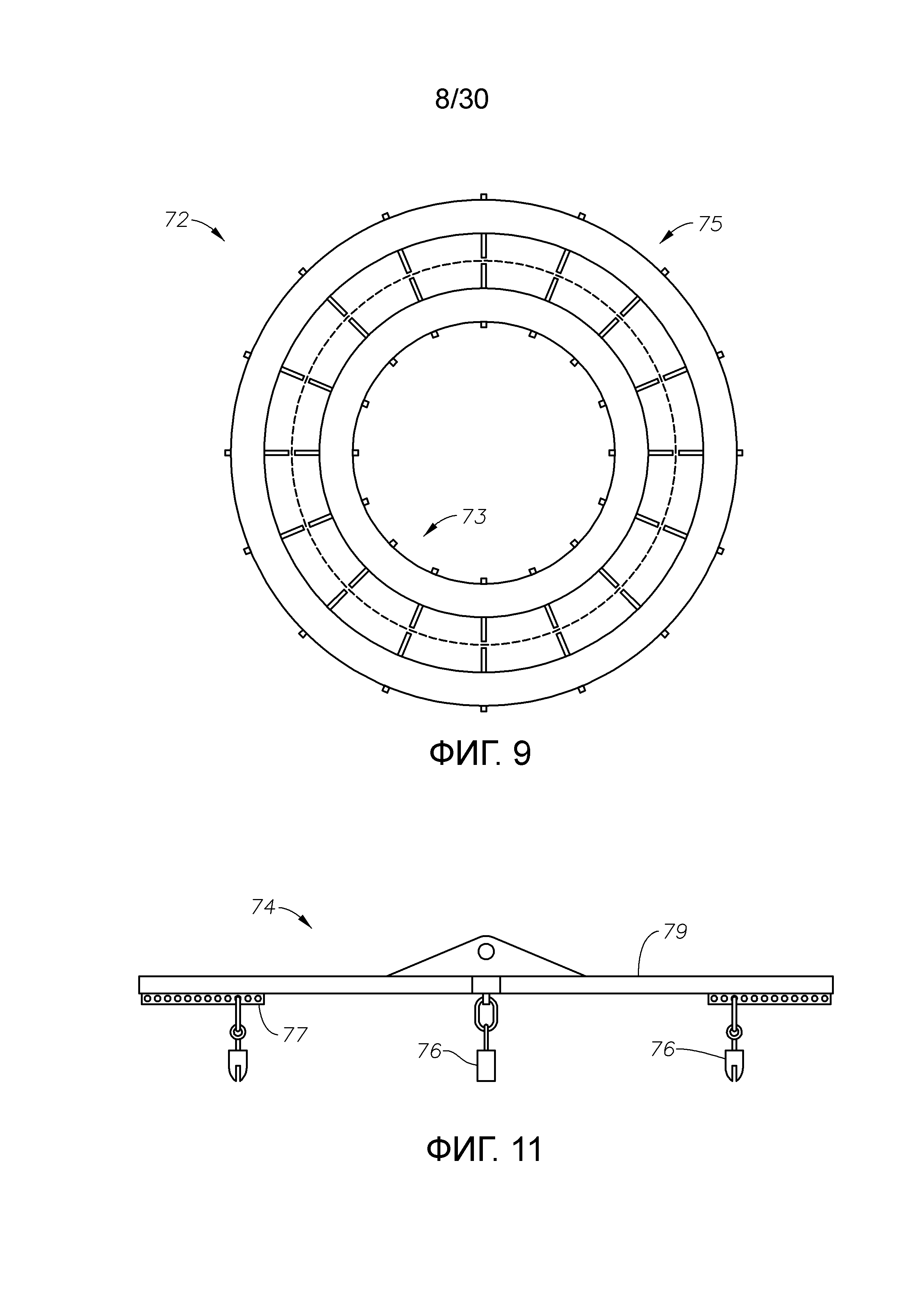
[0054] Фиг. 11 показывает вариант осуществления изобретения.
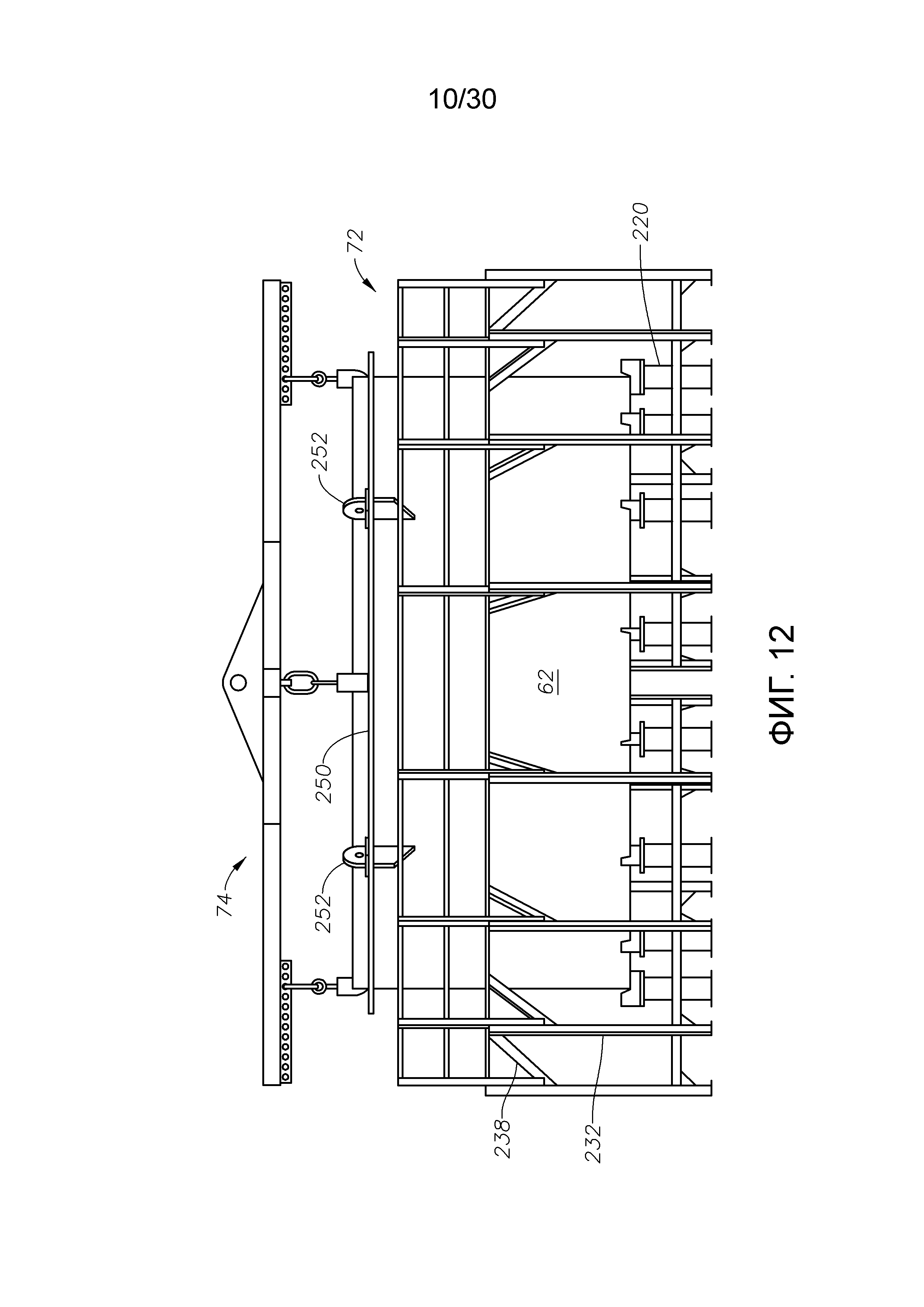
[0055] Фиг. 12 показывает вариант осуществления изобретения.
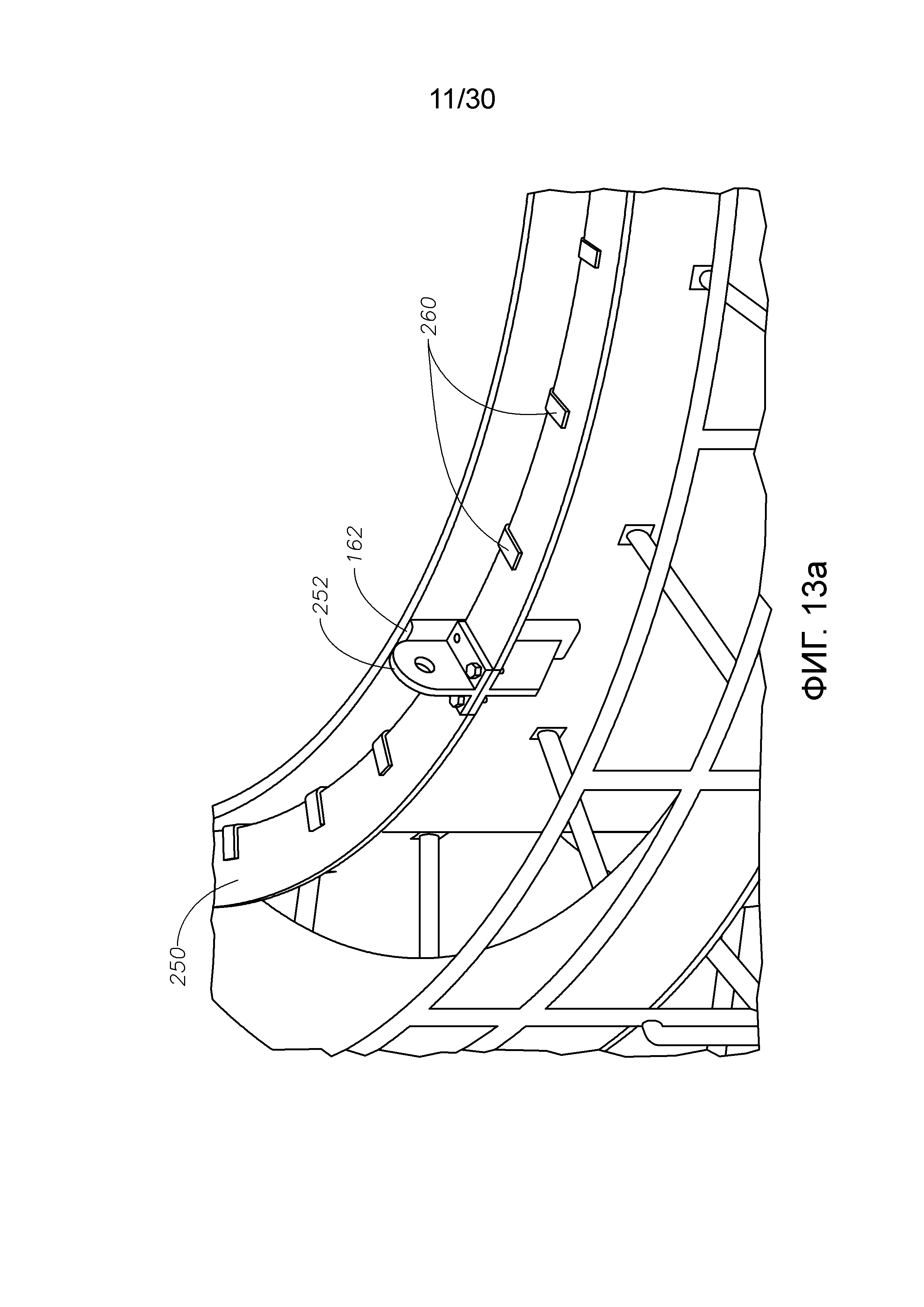
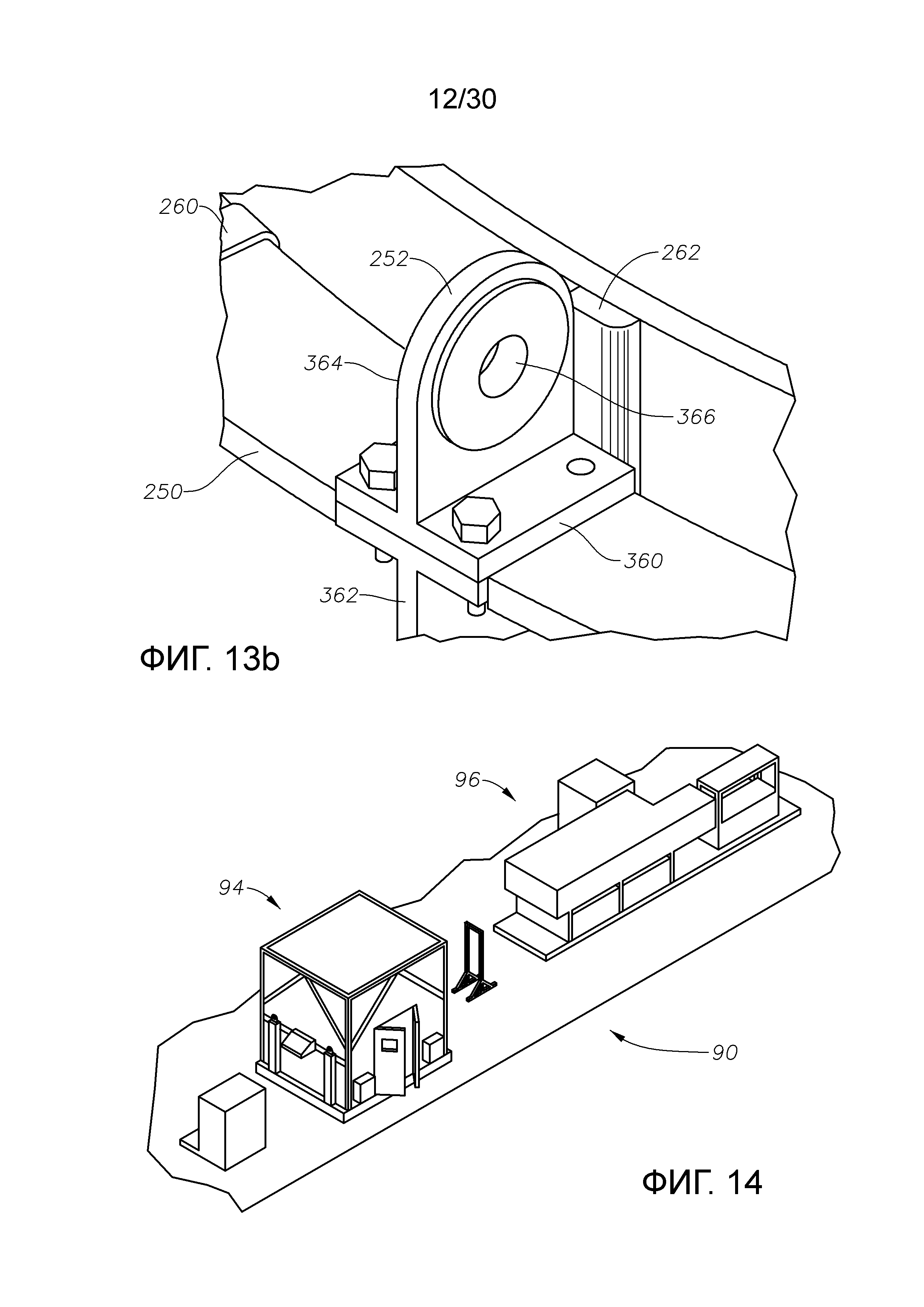
[0056] Фиг. 13a и фиг. 13b показывают вариант осуществления изобретения.
[0057] Фиг. 14 показывает вариант осуществления изобретения.
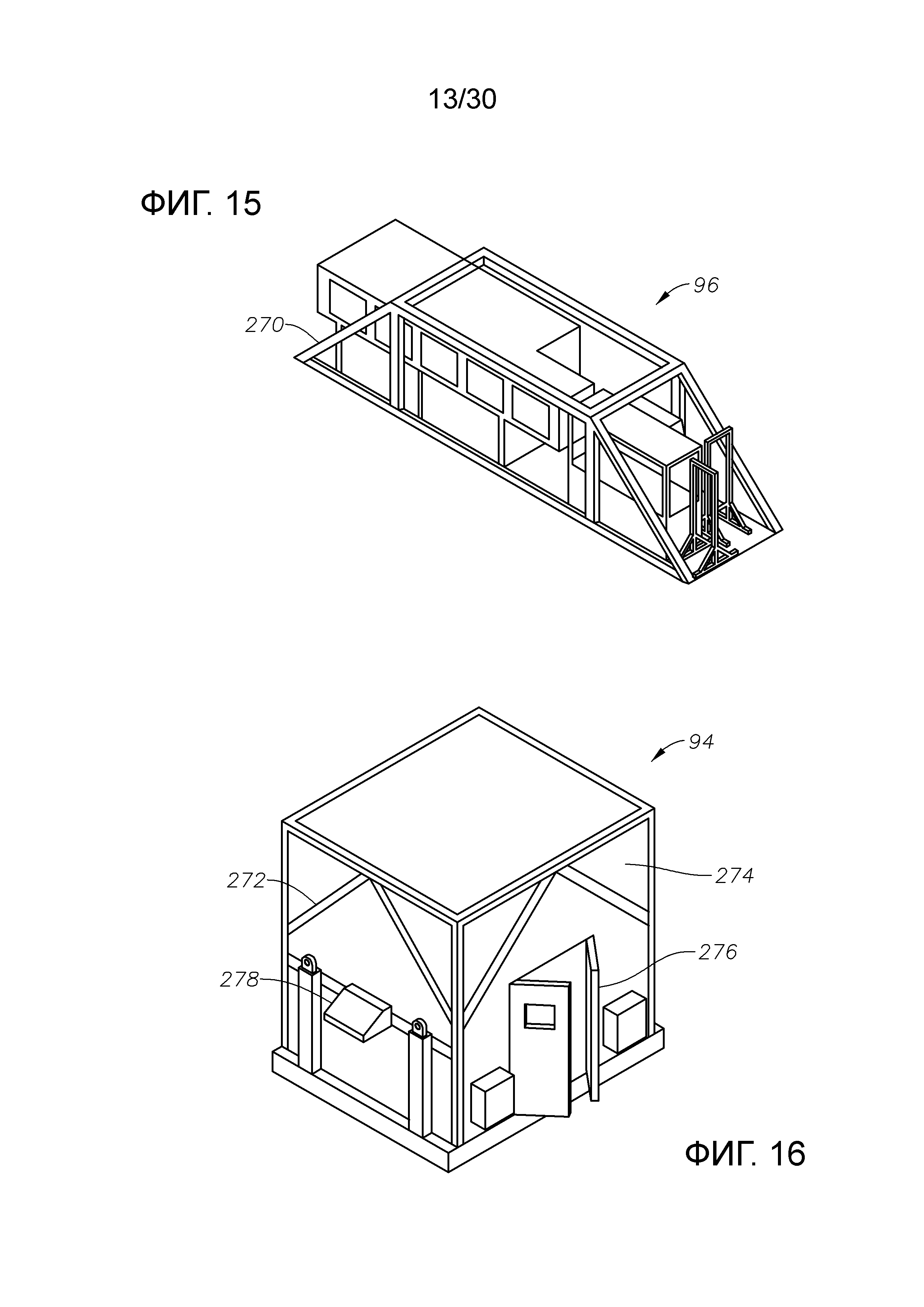
[0058] Фиг. 15 показывает вариант осуществления изобретения.
[0059] Фиг. 16 показывает вариант осуществления изобретения.
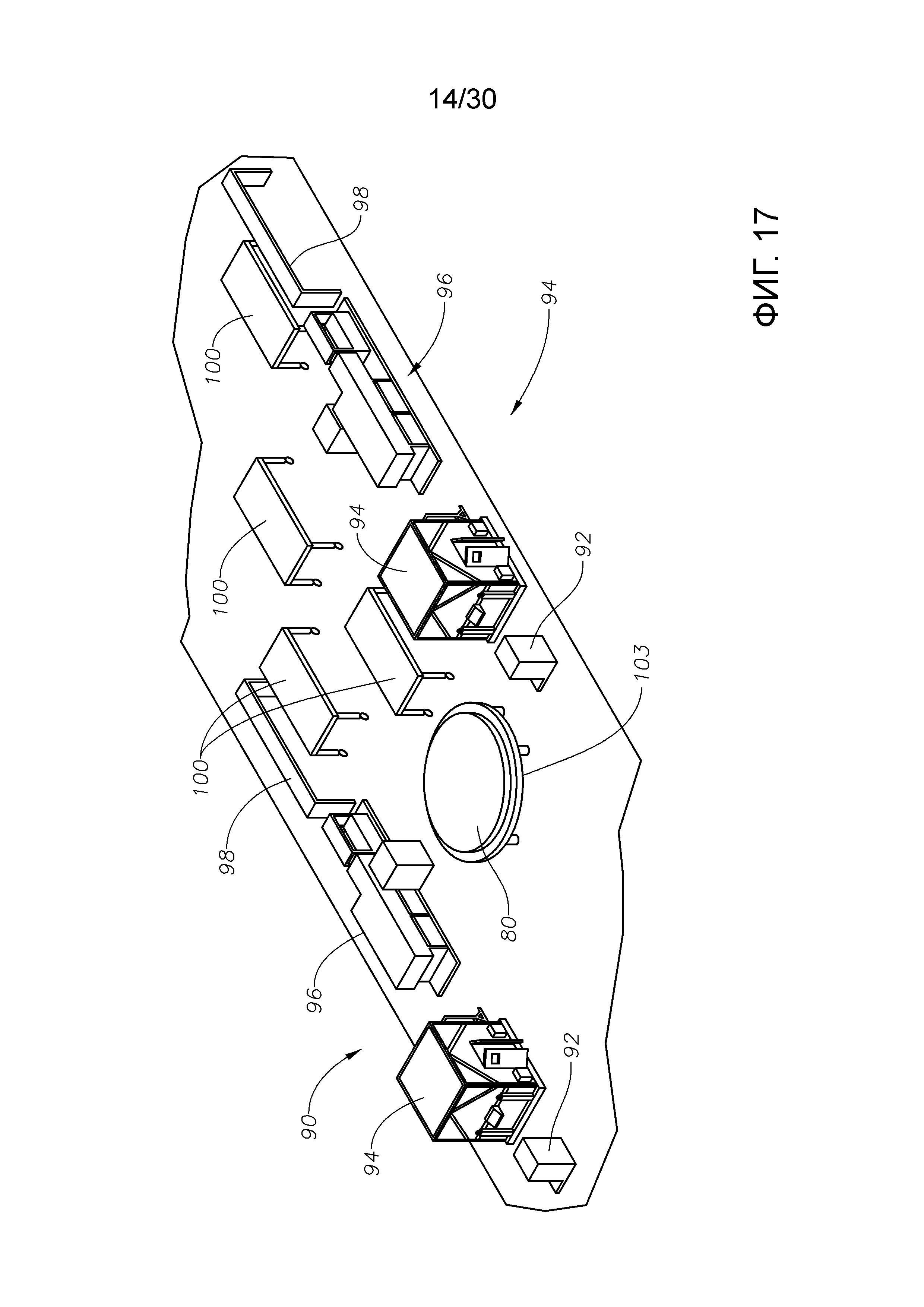
[0060] Фиг. 17 показывает вариант осуществления изобретения.
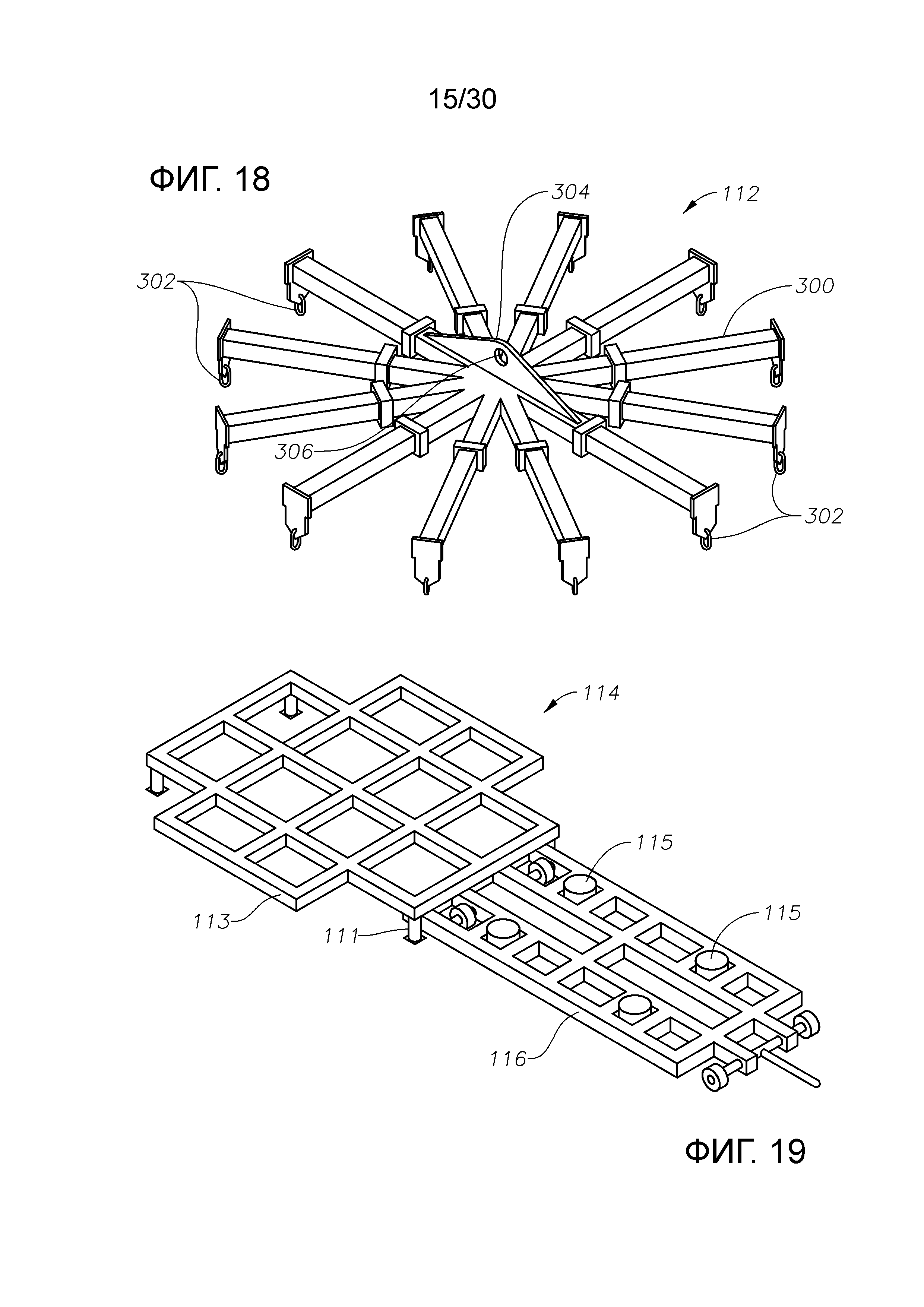
[0061] Фиг. 18 показывает вариант осуществления изобретения.
[0062] Фиг. 19 показывает вариант осуществления изобретения.
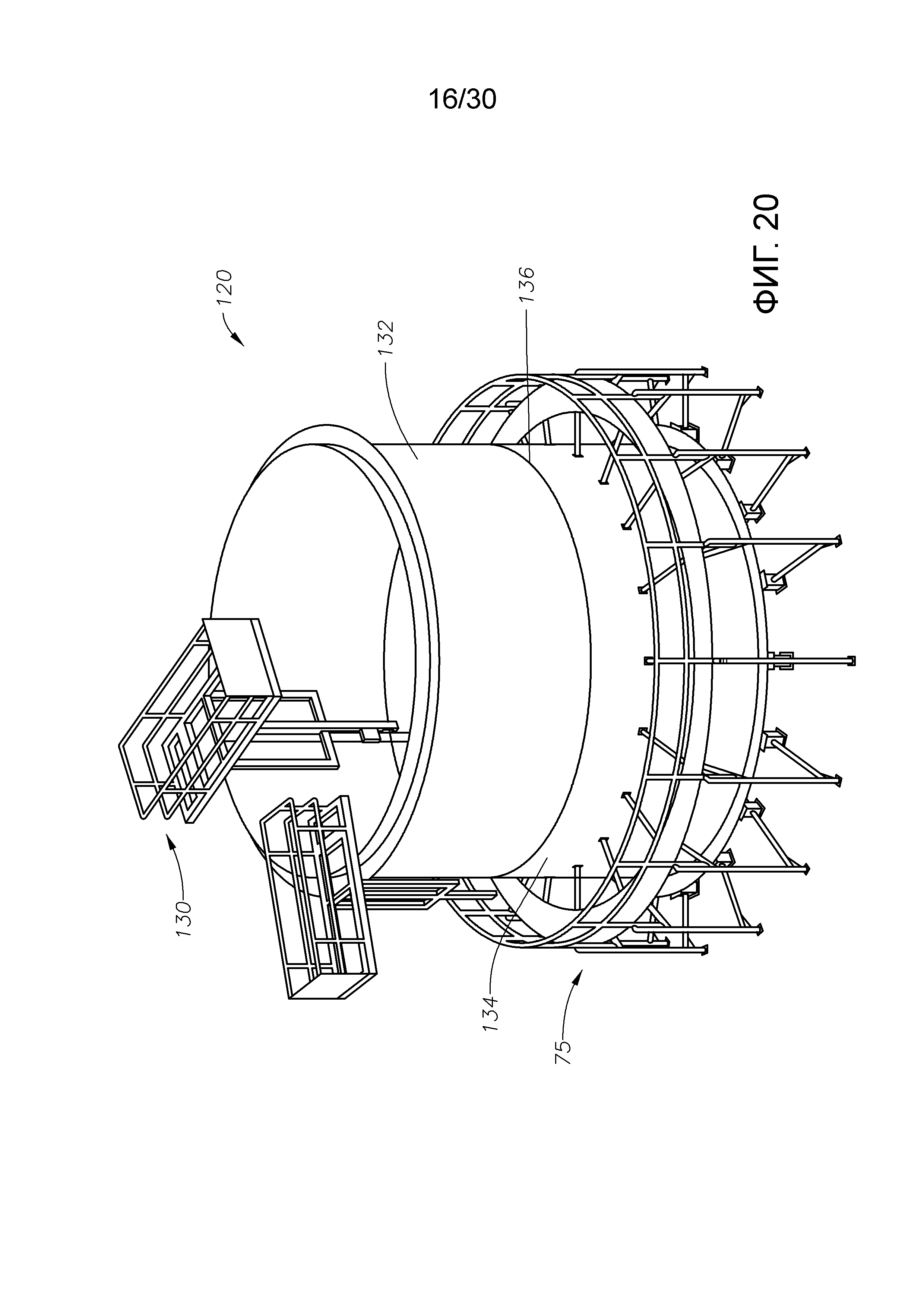
[0063] Фиг. 20 показывает вариант осуществления изобретения.
[0064] Фиг. 21 показывает вариант осуществления изобретения.
[0065] Фиг. 22 показывает вариант осуществления изобретения.
[0066] Фиг. 23 показывает вариант осуществления изобретения.
[0067] Фиг. 24a, фиг. 24b, фиг. 24c и фиг. 24d показывают вариант осуществления изобретения.
[0068] Фиг. 25a, фиг. 25b и фиг. 25c показывают вариант осуществления изобретения.
[0069] Фиг. 26a, фиг. 26b и фиг. 26c показывают вариант осуществления изобретения.
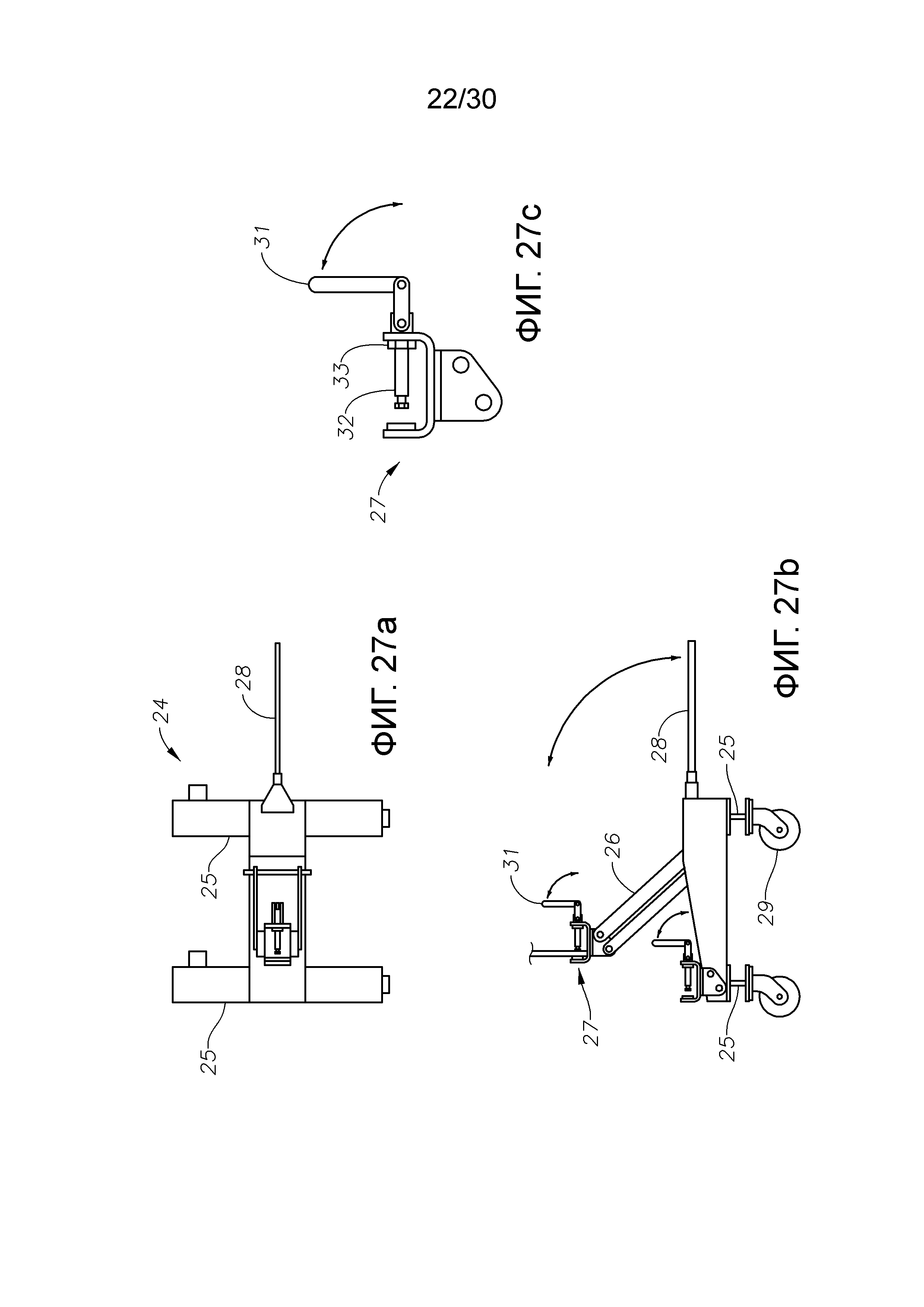
[0070] Фиг. 27a, фиг. 27b и фиг. 27c показывают вариант осуществления изобретения.
[0071] Фиг. 28 показывает вариант осуществления изобретения.
[0072] Фиг. 29 показывает вариант осуществления изобретения.
[0073] Фиг. 30 показывает вариант осуществления изобретения.
[0074] Фиг. 31 показывает вариант осуществления изобретения.
[0075] Фиг. 32 показывает вариант осуществления изобретения.
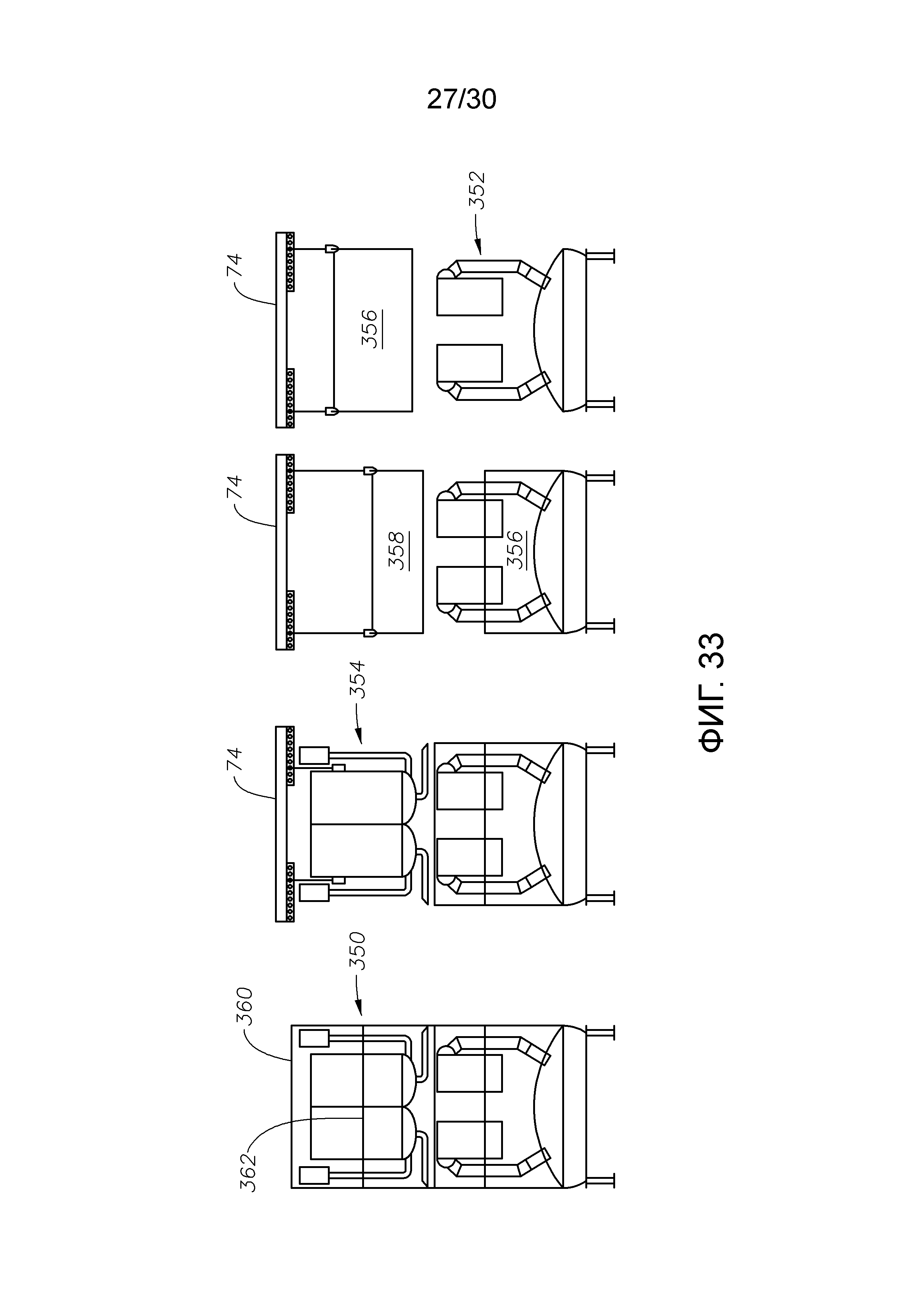
[0076] Фиг. 33 показывает вариант осуществления изобретения.
[0077] Фиг. 34 показывает вариант осуществления изобретения.
[0078] Фиг. 35 показывает вариант осуществления изобретения.
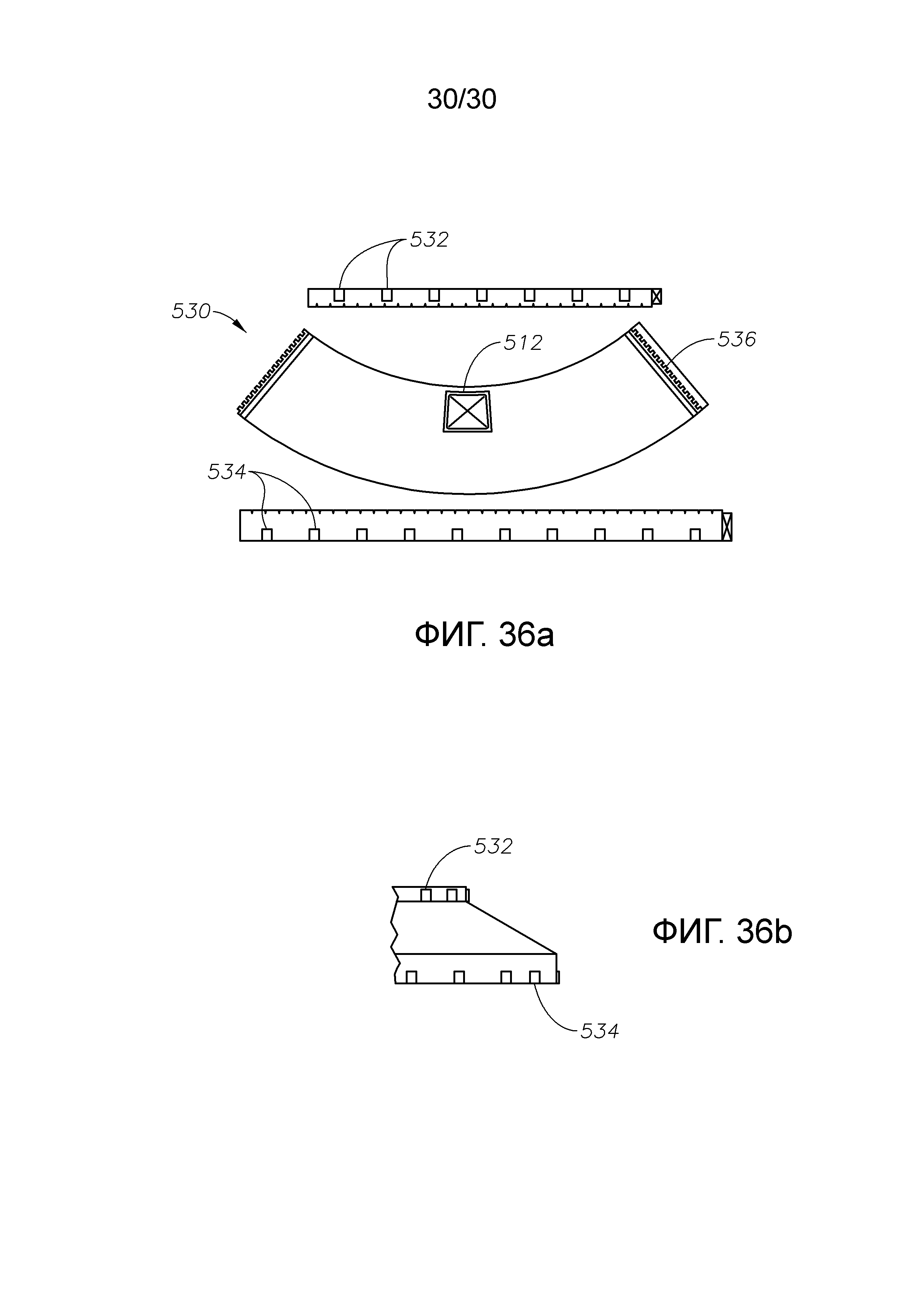
[0079] Фиг. 36 показывает вариант осуществления изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
[0080] Несмотря на то, что изобретение будет описано в связи с несколькими вариантами осуществления, будет принято во внимание, что ограничение изобретения этими вариантами осуществления не подразумевается. Напротив, оно предназначено для покрытия всех альтернативных вариантов, модификаций и эквивалентов, которые могут быть включены в пределы сущности и объема изобретения, которые определены прилагаемой формулой изобретения.
[0081] В некоторых вариантах осуществления главные факторы для определения того, какие компоненты ВРУ можно производить удаленно, могут включать в себя удаленное производство с использованием неопытного персонала, влияние транспортных издержек и все риски, связанные с производством в жестких условиях.
[0081] В одном из вариантов осуществления способ и устройство могут быть изменены или приспособлены к потребностям отдельного пользователя. Например, способ может включать в себя определение требований пользователя на поверхность земли, размеры зданий, оборудование/инструменты и коммунальное снабжение, которые, в свою очередь, будут определять конструкцию и строительные требования, долю или соотношение реального общего производства колонн и резервуаров, расписание и стоимость. Каждый из этих модулей может добавляться, объединяться или удаляться, чтобы приспособиться к любым предложениям, стратегиям и/или объединиться с любыми существующими производственными нагрузками.
[0083] В одном из вариантов осуществления удаленный производственный объект (RMY) является мобильным решением для производства колонн, которое может использоваться в индивидуальных проектах, при необходимости. Использование RMY применимо не для всех проектов. Например, использование RMY будет зависеть от некоторого количества факторов, несколько неограничивающих факторов могут включать в себя:
Расположение места;
Транспортные ограничения из-за инфраструктурных возможностей (чаще всего грузоподъемность моста или подмостовой габарит) или ограниченного доступа к водным путям;
Экономический анализ между транспортировкой и производством на месте;
Локальная доступность земли и коммунального снабжения;
Доступность и стоимость местной рабочей силы; и
Объем проекта, количество и размер групп колонн.
[0084] В одном из вариантов осуществления способ производства может включать в себя разные способы установки насадки. Например, листы насадки могут (1) напрямую вставляться внутрь оболочек колонны на RMY, (2) упаковываться в сегменты высотой 150 мм и напрямую вставляться внутрь оболочек колонны на RMY, и/или (3) производиться в виде блоков (“Frittes”) и напрямую вставляться внутрь оболочек колонны на RMY.
[0085] В другом варианте осуществления машина для вертикальной прокатки листов может использоваться для прокатки оболочек; тем не менее, из-за ограничений по размеру, способ предпочтительно включает в себя прокатку оболочек в сегментах, используя дуговая сварка трубчатым электродом (FCAW) в вертикальном положении для продольных сварных швов. Сварка оболочек вдоль окружности может также выполняться с использованием процесса FCAW в горизонтальном положении. Это преимущественно минимизирует деформацию соединений по сравнению с процессом полной GTAW (газовольфрамовой дуговой сварки) и увеличивает общую производительность.
[0086] В одном из вариантов осуществления трубки двух ступеней и коллекторы трубопровода для испарителя и теплообменника будут предварительно собраны и доставлены в виде предварительных сборок, используя традиционный транспорт, в то время как оболочки и головки будут производиться и собираться на RMY.
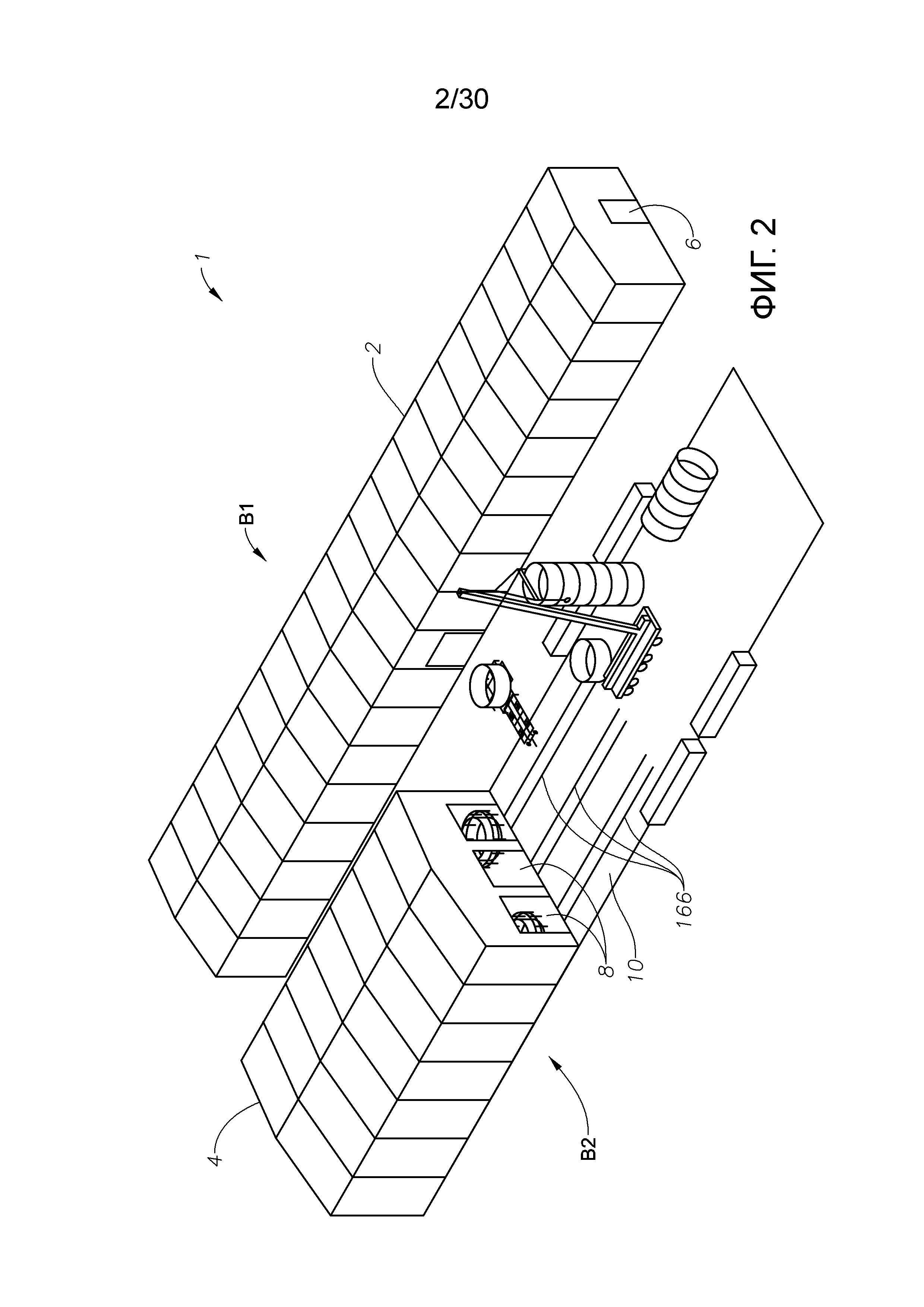
[0087] Фиг. 1 представляет вид в перспективе удаленного производственного объекта 1. В показанном варианте осуществления удаленный производственный объект 1 включает в себя здание один B1 и здание два B2 в виде отдельных строений, однако рядовые специалисты в данной области техники поймут, что изобретение этим не ограничено. В данном варианте осуществления удаленный производственный объект 1 включает в себя первое строение 2, второе строение 4 и наружный двор 10. Фиг. 2 представляет другой вид в перспективе удаленного производственного объекта 1, который показывает разные входные двери 6, 8 в B1 и B2 соответственно.
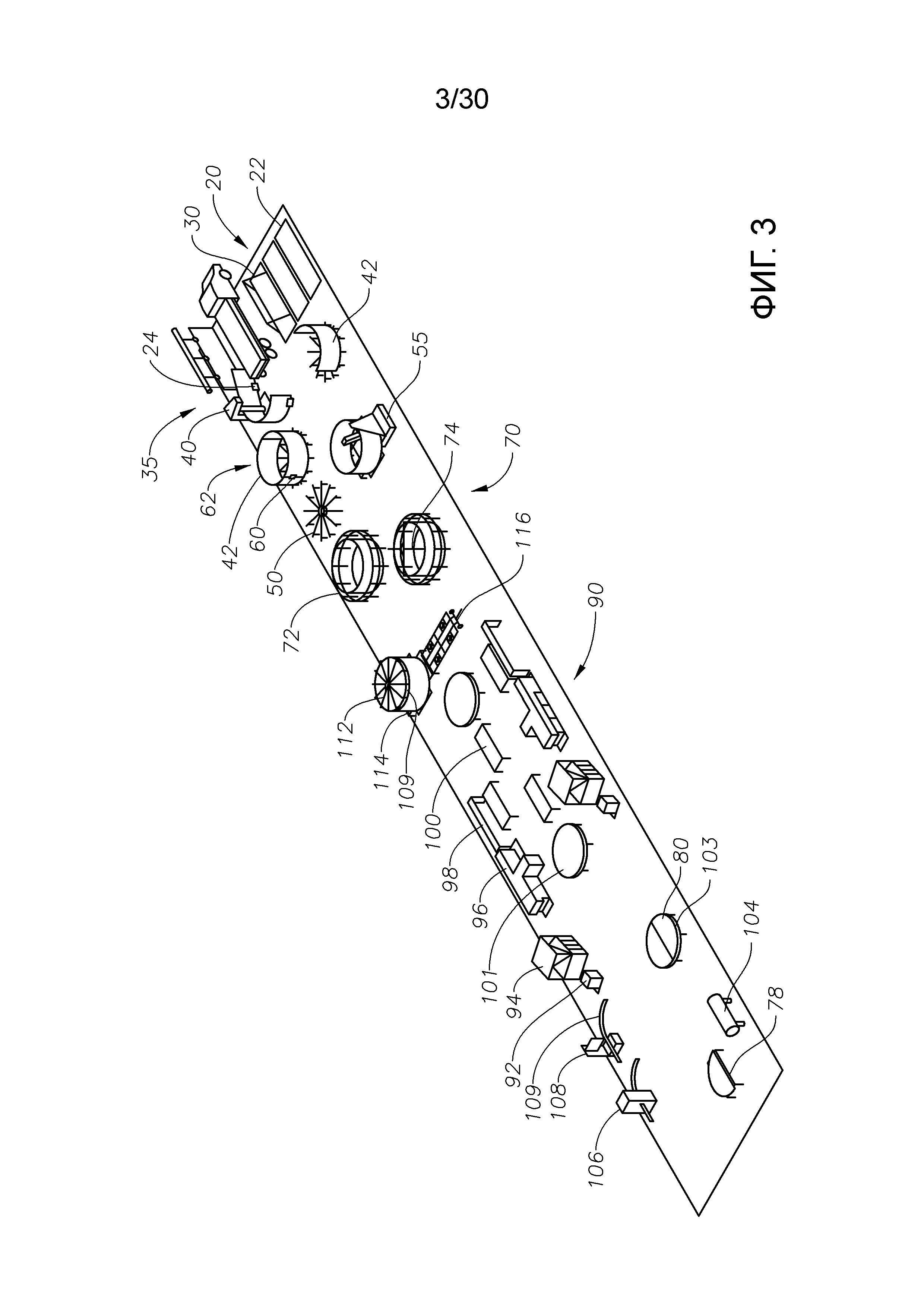
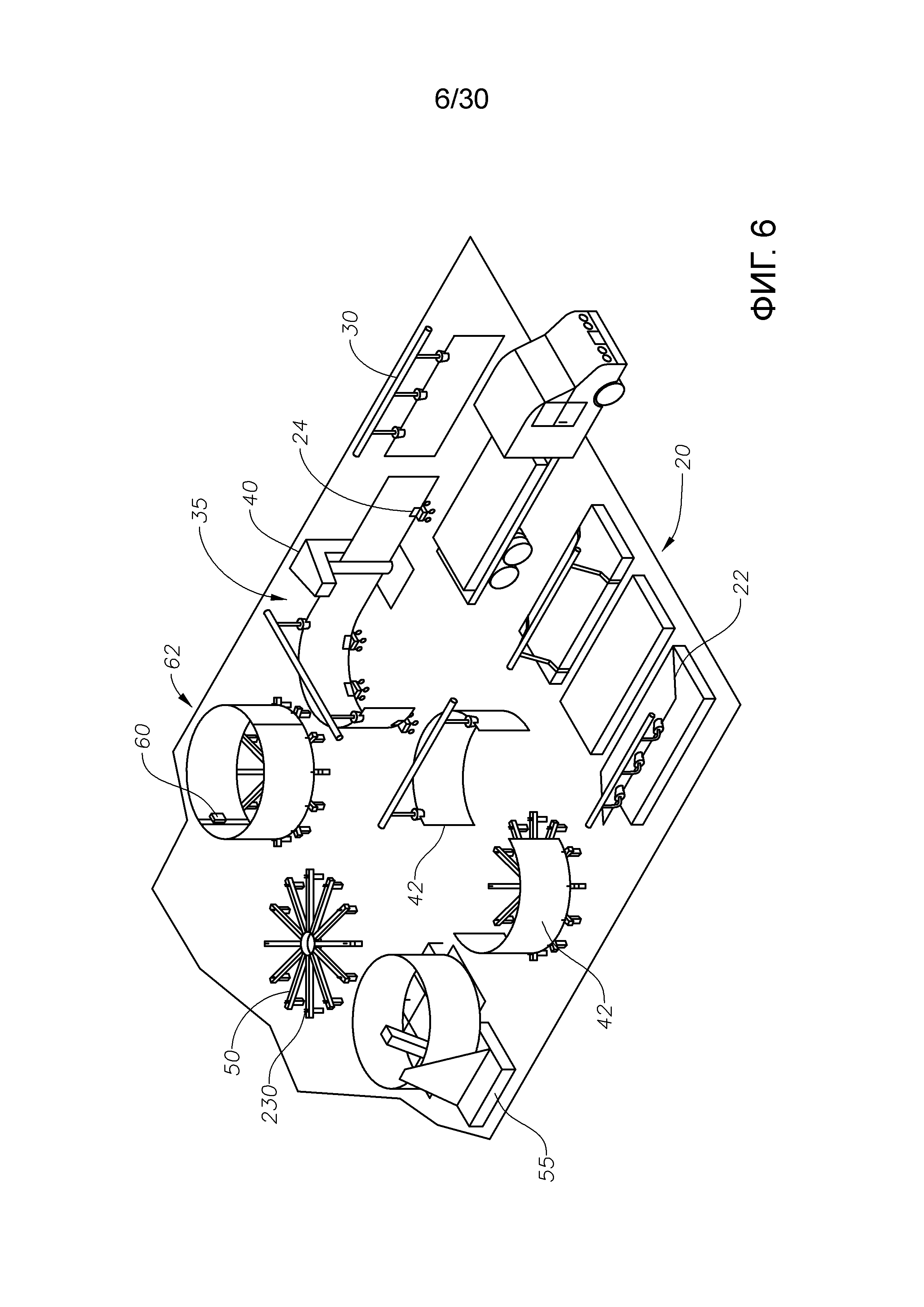
[0088] Фиг. 3 представляет расширенный вид в перспективе здания один B1 без первого строения 2, с тем чтобы предоставить вид внутренних станций в здании один B1. Начиная с правой стороны, грузовик для доставки может использоваться для доставки листа 22 в здание один B1. Каждый лист 22 имеет в целом прямоугольную форму и может иметь длину от примерно 6 до примерно 12 метров, толщину от примерно 6 до примерно 22 миллиметров и высоту от примерно 0.5 до примерно 2.5 метров. В одном из вариантов осуществления, лист 22 изготовлен из нержавеющей стали, предпочтительно, A240, TP304/304L или алюминия, предпочтительно, алюминия 5083. После приема листа 22 лист 22 перемещают на участок 20 хранения листов для хранения до возникновения потребности в нем. Как только возникает потребность в листе 22, его можно переместить на листопрокатный участок 35 с помощью устройства 30 подъема листов для подготовки к прокатке. Когда лист 22 надлежащим образом вертикально расположен на тележке 24, лист 22 подают через вертикальный валок 40 для прокатки листа 22 в вертикальной ориентации, с тем чтобы придать ему кривизну и сформировать половину 42 звена. Этот процесс повторяется с другим листом 22, чтобы создать другую половину 42 звена.
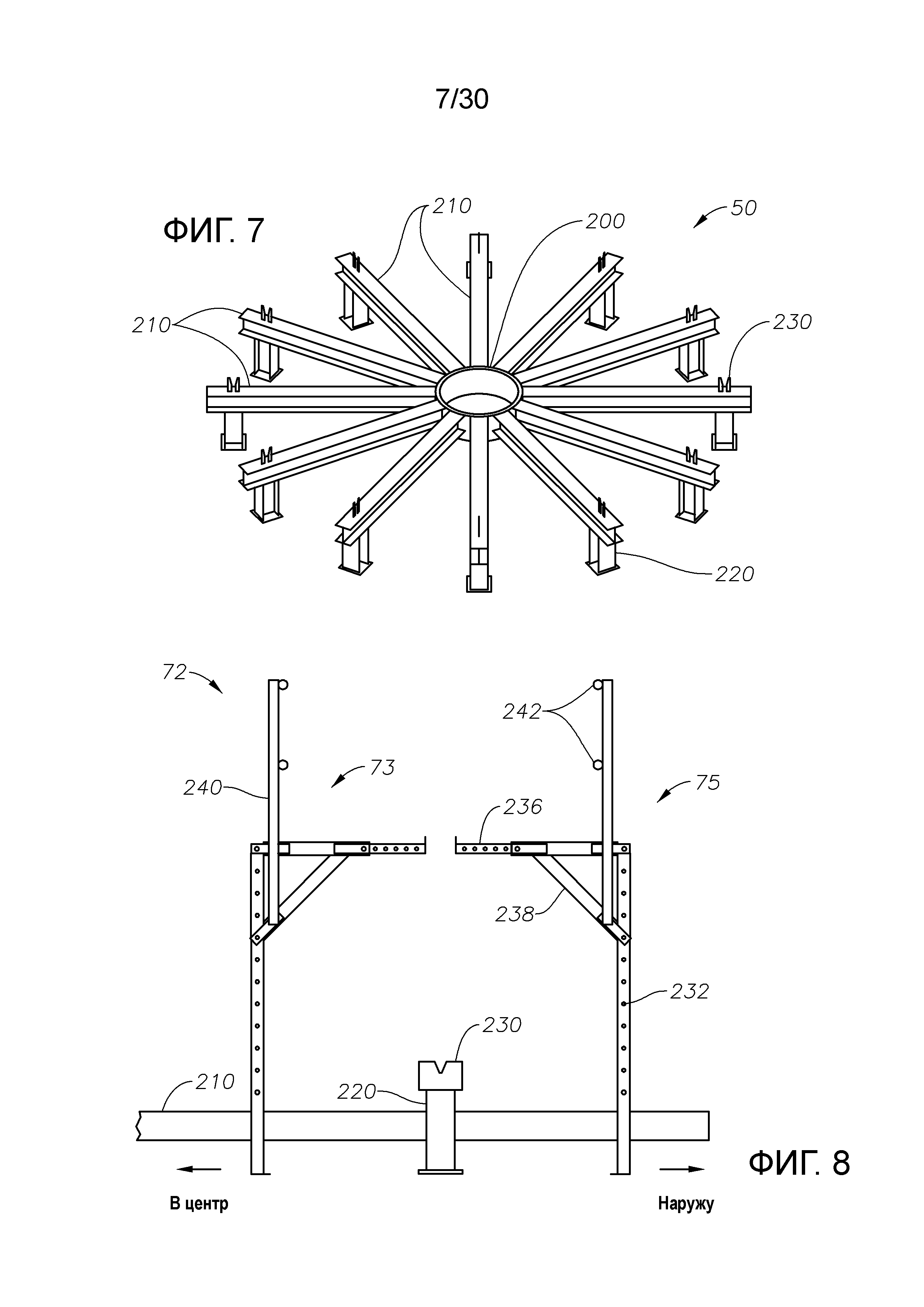
[0089] Две половины 42 звена затем размещаются на на сборочном столе 50, соединяются и свариваются друг с другом, используя вертикальный сварочный аппарат 60, чтобы сформировать целое звено 62. В одном из вариантов осуществления сварка выполняется как изнутри, так и снаружи. В опциональном варианте осуществления целое звено 62 может быть перемещено в формовочное устройство 55, чтобы улучшить кривизну целого звена 62, в частности в местах сварки.
[0090] После формования целое звено 62 может быть перемещено на участок 70 отделки. На этом участке многие элементы могут быть установлены внутри и снаружи целого звена 62 (как будет описано ниже). Подмости 72 возводятся внутри и снаружи целого звена 62, чтобы помочь, в соединении с устройством 74 подъема звена, в установке различных элементов внутри и снаружи целого звена 62.
[0091] Обращаясь к левой стороне фиг. 3, стол 78 приема распределителя принимает и поддерживает по меньшей мере одну половину распределителя 80. Две половины перемещаются на рабочий стол 102 и соединяются вместе, чтобы сформировать один распределитель 80. Вариант осуществления, показанный на фиг. 3, также включает в себя участок 90 производства насадки для формирования насадки на месте. В данном варианте осуществления участок 90 производства насадки включает в себя держатель 92 катушки, платформу 94 прессовочного модуля, платформу 96 промывки и разрезания, приемный стол 98 и передвижной стол 100. Держатель 92 катушки подает непрерывные металлические полосы (предпочтительно алюминиевые) на платформу 94 прессовочного модуля, чтобы формировать гофрированную насадку. Оттуда гофрированная насадка перемещается на платформу 96 промывки и разрезания, чтобы удалить масла и другие загрязнения с гофрированной насадки, а также чтобы разрезать гофрированную насадку на полосы подходящей длины. После разрезания отдельные полосы насадки перемещают на приемный стол 98, где полосы организуют и группируют вместе перед использованием передвижного стола 100 для переноса сгруппированных полос на рабочий стол 102, где они впоследствии соединяются вместе, чтобы сформировать готовую насадку.
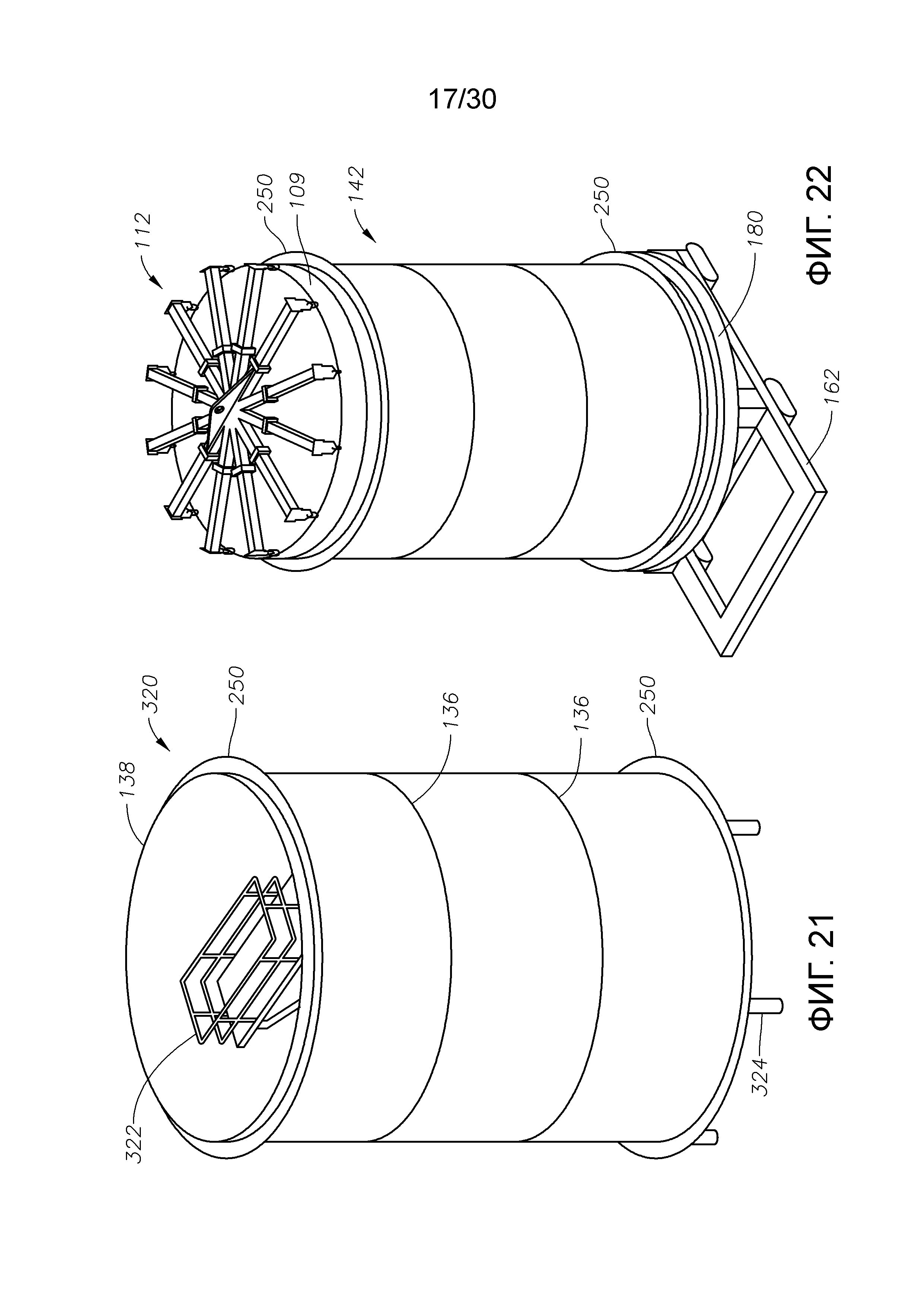
[0092] Гибочная машина 106 и режущая машина 108 помогают формировать насадочную ленту 109, которая размещается по окружности вокруг готовой насадки, чтобы сформировать сборку готовой насадки. В некоторых вариантах осуществления насадочная лента 109 включает в себя держатель, выполненный с возможностью подцепления устройством 112 подъема насадки. Когда накапливается подходящее количество насадки, устройство 112 подъема насадки поднимает насадку на поддон 114 для насадки, с тем чтобы насадку можно было переместить в здание два B2 для установки в секции колонны. В показанном варианте осуществления прицеп 116 проскальзывает под поддон 114 для насадки и поднимает поддон 114 для насадки с земли, с тем чтобы прицеп обеспечивал полную поддержку насадки. Прицеп 116 затем перемещают в здание два B2 с помощью вилочного погрузчика или другой подходящей машины.
[0093] Фиг. 4 предоставляет вид варианта осуществления, который включает в себя множество мостовых кранов 110. В данном варианте осуществления, каждый мостовой кран 110 может пересекать определенную точку здания один B1; с тем чтобы суммарный эффект всех мостовых кранов 110 был таковым, что покрывается вся длина здания один B1, тем самым позволяя различным элементам и узлам оборудования перемещаться по всему зданию B1. Дополнительно, фиг. 4 также показывает перемещение насадки из здания один B1, используя поддон 114 для насадки и прицеп 116.
[0094] Фиг. 5 представляет расширенный вид в перспективе здания два B2 без второго строения 4, с тем чтобы предоставить вид внутренних станций в здании два B2. Начиная с левой стороны, второе звено 132 перемещают на участок 120 сборки секции колонны и приваривают сверху первого звена 134, используя горизонтальный сварочный аппарат 130, чтобы сформировать секцию 138 колонны. В другом варианте осуществления при желании также может добавляться третье звено.
[0095] В опциональном варианте осуществления после этого секция 138 колонны может подвергаться неразрушающим испытаниям (не показаны), чтобы обеспечить целостность секций. В другом опциональном варианте осуществления внутренняя поверхность секции 138 колонны может промываться, чтобы удалить масло и другие загрязнения.
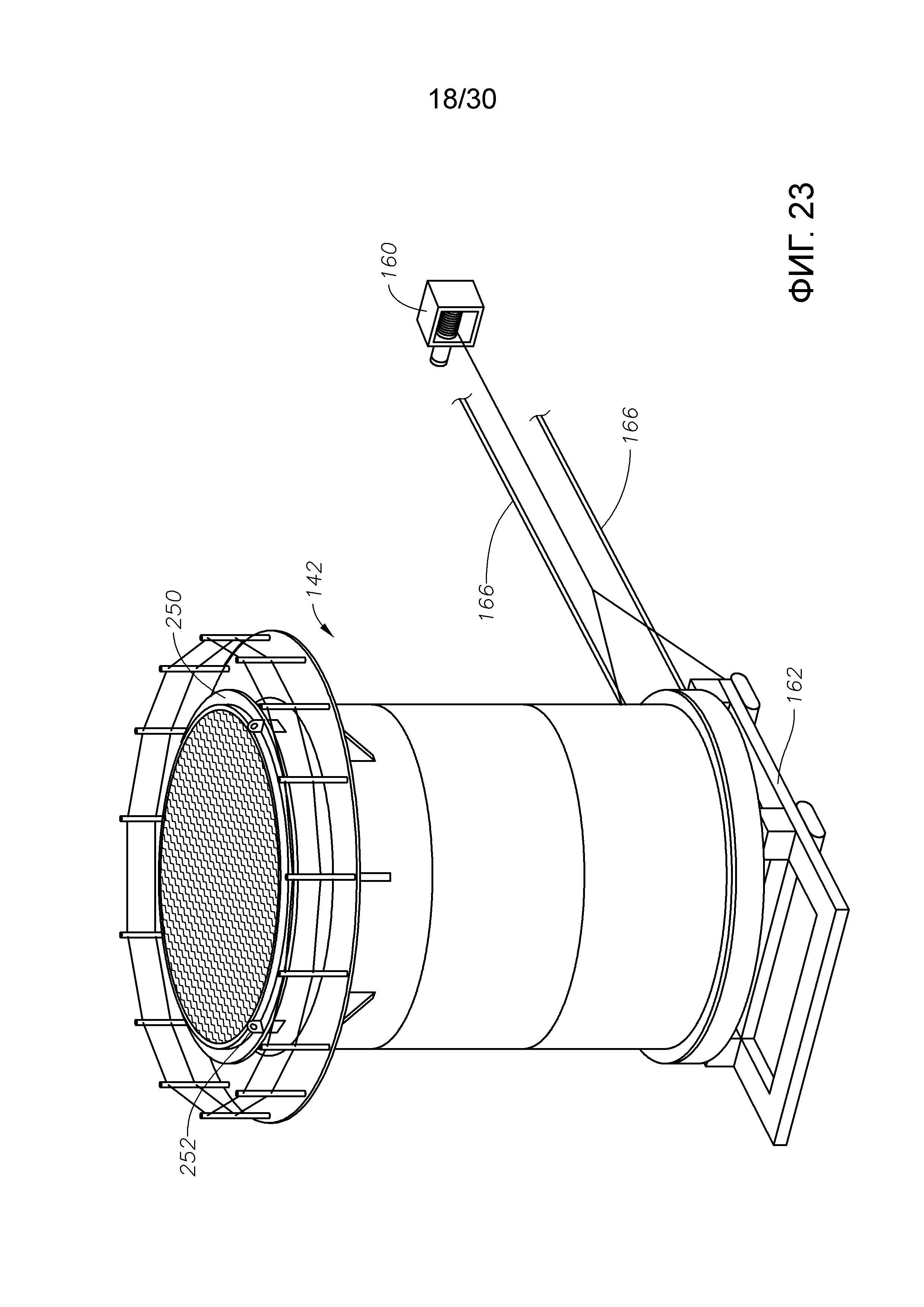
[0096] Секцию 138 колонны затем поднимают и размещают на подвижной платформе 162, которая может являться многотоннажной роликовой платформой. Секцию 138 колонны затем перемещают на участок 140 установки насадки и распределителей, на котором после этого распределители и насадка из здания один B1 поднимаются и устанавливаются внутри секции 138 колонны, чтобы получить снабженную насадкой секцию 142 колонны. Когда насадка и распределитель(и) установлены, снабженную насадкой секцию 142 колонны перемещают из здания два B2 на участок 150 сборки колонны на наружном дворе 10. Специалисты в данной области техники поймут, что участок 140 установки насадки и распределителей может находиться на одном участке, или может существовать отдельный участок для установки распределителей и другой отдельный участок для установки насадки. Термин участок установки насадки и распределителей подразумевается покрывающим обе альтернативы.
[0097] Когда он находится снаружи, кран 154 выполнен с возможностью складывать множество снабженных насадкой секций колонн друг на друга, с тем чтобы их можно было приварить друг к другу для формирования колонны 156. В показанном варианте осуществления после этого колонну 156 можно переместить в горизонтальное положение, подготовленное для транспортировки, и затем погрузить на грузовик для доставки в конечное место установки, которое предпочтительно находится на близком расстоянии.
[0098] Фиг. 6 предоставляет другой вид в перспективе участка хранения и загрузки, а также вертикальной прокатки и и вертикальной сварки. Как показано, листы 22 снимаются с грузовика для доставки и размещаются на участке 20 хранения листов. Когда лист 22 готов к прокатке, его поднимают с участка 20 хранения листов посредством устройства 30 подъема листов и перемещают на листопрокатный участок 35. Лист 22 затем размещают на двух или более тележках 24 перед подачей через вертикальный валок 40, чтобы придать ему кривизну, чтобы сформировать половину 42 звена. Половину 42 звена затем размещают на сборочном столе 50, соединяют со второй половиной 42 звена и затем вертикально сваривают друг с другом, чтобы сформировать целое звено 62. В одном из вариантов осуществления соединение может включать в себя пригонку и сварку прихваточным швом. В то время как варианты осуществления, конкретно описанные с помощью ссылок на фигуры, указывают ссылкой на половину звена, рядовые специалисты в данной области техники поймут, что для создания целого звена можно изготовить множество половин звеньев и затем подогнать их и сварить прихваточным швом друг с другом, чтобы сформировать целое звено. Как таковое, любое упоминание «половины» звена или «половины оболочки» не подразумевается ограниченным разделением звена лишь на две частичные оболочки. Скорее, объем настоящего изобретения подразумевается включающим в себя изготовление и сваривание друг с другом такого количества частичных оболочек/звеньев, которое необходимо для формирования целого звена.
[0099] Фиг. 7 предоставляет вид в перспективе сборочного стола 50. В показанном варианте осуществления стол 50 включает в себя центральное опорное основание 200, множество плеч 210, второй опорный элемент 220 и центрирующий направляющий элемент 230. В установленном состоянии каждое плечо 210 прикреплено к центральному опорному основанию 200. В варианте осуществления, показанном на фиг. 7, плечо 210 в целом имеет форму двутавровой балки и с возможностью отсоединения прикреплено центральному опорному основанию 200 (например, посредством гаек и болтов). В другом варианте осуществления плечи 210 могут быть шарнирно прикреплены к центральному опорному основанию 200, с тем чтобы, когда сборочный стол 50 готов к упаковке и транспортировке, дальний конец каждого плеча 210 мог поворачиваться в направлении центрального опорного основания 200, тем самым формируя более компактную конструкцию и ограничивая занимаемую площадь сборочного стола 50 во время транспортировки. В вариантах осуществления без шарнирного соединения каждое плечо 210 может просто отсоединяться от центрального опорного основания 200 и транспортироваться соответствующим образом. В одном из вариантов осуществления центральное опорное основание 200 может привинчиваться к полу при использовании.
[00100] В установленном состоянии второй опорный элемент 220 прикреплен к дальнем концу плеч 210 и выполнен с возможностью поднимать сборочный стол 50 с земли и обеспечивать опору для сборочного стола 50. В одном из вариантов осуществления второй опорный элемент 220 с возможностью отсоединения прикреплен к плечам 210. В варианте осуществления, показанном на фиг. 7, каждый второй опорный элемент 220 в целом имеет форму двутавровой балки; тем не менее, специалисты в данной области техники поймут, что другие формы также приемлемы. В другом варианте осуществления второй опорный элемент 220 может быть шарнирно прикреплен к плечам 210 так, чтобы, когда сборочный стол 50 готов к упаковке и транспортировке, второй опорный элемент 220 мог складываться в направлении либо к центральному опорному основанию 200, либо от него, так чтобы второй опорный элемент 220 становился по существу параллелен плечам 210, тем самым формируя более компактную конструкцию и ограничивая занимаемую площадь сборочного стола 50 во время транспортировки. В одном из вариантов осуществления второй опорный элемент 220 имеет ограниченную длину. В другом варианте осуществления второй опорный элемент 220 имеет длину, которая может быть увеличена. В другом варианте осуществления длина второго опорного элемента 220 может быть увеличена, чтобы обеспечить регулировку уровня на неровных поверхностях без необходимости использования клина.
[00101] Центрирующий направляющий элемент 230 прикрепляется предпочтительно в местоположении на плечах 210, которое находится прямо над вторым опорным элементом 220, с тем чтобы вес двух частичных оболочек находился прямо над вторым опорным элементом 220 во время сварки. В одном из вариантов осуществления центрирующие направляющие элементы 230 могут быть приварены к плечам 210. В другом варианте осуществления каждый центрирующий направляющий элемент 230 может быть подвижно соединен с каждым плечом (например, скользящим образом), с тем чтобы каждый центрирующий направляющий элемент 230 мог перемещаться вдоль длины плеча 210, тем самым приспосабливаясь к частичным оболочкам разных диаметров. В одном из вариантов осуществления центрирующие направляющие элементы 230 изготовлены из нержавеющей стали, предпочтительно нержавеющей стали 304, и сконфигурированы, чтобы иметь клиновидное отверстие, с тем чтобы каждая частичная оболочка проще направлялась на место.
[00102] В одном из вариантов осуществления центрирующий направляющий элемент 230 может состоять из двух отдельных деталей, хотя специалисты в данной области техники поймут, что это не является ограничением. В одном из вариантов осуществления промежуток, формирующийся в отверстии, немного больше, чем толщина частичной оболочки, с тем чтобы центрирующий направляющий элемент не находился в контакте с одной или с обеими сторонами частичной оболочки. В одном из вариантов осуществления частичная оболочка может блокироваться на месте посредством установки распорки (например, клина) известной толщины в одно из пространств между центрирующим направляющим элементом и частичной оболочкой, и затем, посредством использования второй распорки с противоположной стороны частичной оболочки, чтобы приложить противоположную силу к частичной оболочке, тем самым перемещая частичную оболочку в правильное положение. Это позволяет устанавливать частичную оболочку в положение с известным внутренним диаметром.
[00103] Фиг. 8 изображает вид сбоку внутренних подмостей 73 и наружных подмостей 75, прикрепляемых к сборочному столу 50, с целым звеном 62, удаленным для наглядности. В данном варианте осуществления главная стойка 232 соединена со вторым опорным элементом 220 через вторичную опору 234 подмостей. Выдвижное плечо 236 прикрепляется рядом с верхней частью главной стойки 232 и поддерживается третичной опорой 238 подмостей. Вторичная стойка 240 может прикрепляться к третичной опоре 238 подмостей и тянуться вверх. Вторичная стойка 240 может содержать звенья 242, которые выполнены с возможностью обеспечивать опору для перил или другого схожего устройства обеспечения безопасности. Выдвижное плечо 236 тянется в направлении целого звена 62, чтобы обеспечить опору для мостика (не показан), который лежит сверху на выдвижном плече 236 и выполнен с возможностью поддерживать по меньшей мере одного человека, тем самым позволяя упомянутому человеку получать доступ как к внутренней, так и к внешней поверхности целого звена 62.
[00104] В одном из вариантов осуществления подмости 72 могут быть уже возведены и прикреплены к сборочному столу 50 перед тем, как целое звено 62 опускают на место. В одном из вариантов осуществления выдвижное плечо 236 находится во втянутом положении перед установкой целого звена 62 на место, чтобы обеспечить большую свободу движения во время перемещения целого звена 62 на сборочный стол 50. Как только целое звено 62 установлено на место, выдвижное плечо 236 может быть вытянуто и зафиксировано.
[00105] Фиг. 9 изображает вид сверху подмостей 72. В показанном варианте осуществления целое звено 62 еще не установлено на место и сборочный стол 50 не показан для ясности. Как показано, подмости 72 включают в себя наружные подмости 75 и внутренние подмости 73. В показанном варианте осуществления целое звено 62 располагалось бы примерно посередине между наружными подмостями 75 и внутренними подмостями 73. Кроме того, в показанном варианте осуществления, пространство между наружными подмостями 75 и целым звеном 62 в настоящее время является пустым. Тем не менее, существенная доля этого пространства будет заполнена временными наружными подмостями, как только целое звено 62 будет установлено на сборочный стол 50 и выдвижное плечо 236 будет вытянуто. Подобным образом, пространство между внутренними подмостями 73 и целым звеном 62 в настоящее время является пустым. Тем не менее, существенная доля этого пространства будет заполнена временными внутренними подмостями, как только целое звено 62 будет установлено на сборочный стол 50 и выдвижное плечо 236 будет вытянуто.
[00106] Фиг. 10 предоставляет увеличенный вид в перспективе участка целого звена 62 с наружными подмостями 75. В показанном варианте осуществления небольшой промежуток G существует между концом выдвижного плеча 236 в вытянутом положении и целым звеном 62. В предпочтительном варианте осуществления промежуток составляет менее 5 см. Предназначение промежутка состоит в обеспечении достаточного пространства для перемещения звена в подмости и из них без необходимости разбирать все подмости. В показанном варианте осуществления, наружный мостик уже установлен; тем не менее, временный наружный мостик еще не был разложен, поэтому между целым звеном 62 и наружными подмостями 75 присутствует пустое пространство BA. Благодаря наличию этого пустого пространства BA, подмости 75 могут оставаться на месте, когда полностью отделанное целое звено 62 (то есть оболочка с установленным скругляющим кольцом и подъемными петлями) извлекается из участка отделки. В одном из вариантов осуществления наружный мостик 75 может быть сформирован из стали, деревянных планок, других металлических мостиков или тому подобного.
[00107] Фиг. 11 предоставляет вид сбоку устройства 74 подъема звена. В показанном варианте осуществления устройство 74 подъема звена включает в себя четыре опорных плеча 79, каждое из которых содержит прикрепленный к нему листовой захват 76. В случаях, когда есть вероятность того, что пользователь будет производить оболочки разных диаметров, устройство 74 подъема звена может включать в себя средство 77 для регулировки диаметра. В показанном варианте осуществления оно включает в себя пластину с множеством отверстий, распределенных по пластине. Листовой захват 76 может прикрепляться к одному из отверстий посредством любого подходящего соединения, например, петли Crosby, карабинера или тому подобного. Различные средства для регулировки могут включать в себя скользящий крючок, выполненный с возможностью скользить вдоль длины плеча и фиксироваться на месте.
[00108] Фиг. 12 предоставляет вид сбоку целого звена 62 во время этапа отделки. Как показано, целое звено 62 было установлено на участок 70 отделки, используя устройство 74 подъема звена. Подмости 72 уже возведены и предоставляют рабочему доступ для установки скругляющего кольца 250 и других узлов оборудования на наружную поверхность целого звена 62. Во время этого этапа скругляющее кольцо 250 устанавливается вокруг окружности целого звена 62. Множество подъемных петель 252 прикрепляются к скругляющему кольцу 250. Подъемные петли 252 позволяют снабженной насадкой секции 142 колонны (фиг. 5) быть поднятой краном. Как отмечалось ранее, временные наружные подмости могут быть преимущественно удалены, чтобы позволить целому звену 62 извлекаться из участка отделки, даже когда скругляющее кольцо 250 уже установлено. На обычных производственных объектах, снабженную насадкой секцию 142 колонны перемещают, используя цапфы, которые приварены к снабженной насадкой секции 142 колонны. Преимущественно использование подъемных петель согласно определенным вариантам осуществления изобретения обеспечивают уменьшенные требования на высоту для подъема, что позволяет использовать здание с меньшей высотой. Определенные варианты осуществления настоящего изобретения также требуют меньшего количества сварки приводят к меньшей деформации листов. Дополнительно, скругляющее кольцо может вызвать проблемы с доступом к цапфам, делая их непрактичными в присутствии скругляющего кольца.
[00109] В некоторых вариантах осуществления для оболочек, которые станут верхним звеном (то есть верхней оболочкой секции колонны), скобы 253 прикрепляются к наружной поверхности целого звена 62, чтобы обеспечить опору для подвесной платформы, чтобы предоставить пользователю доступ к верхней части секции колонны при установке распределителя и/или насадки. Фиг. 28 предоставляет вид сбоку второго звена 132 со скобами 253, прикрепленными к его наружной поверхности. Фиг. 29 предоставляет увеличенный изометрический вид одного из вариантов осуществления скобы 253. В данном варианте осуществления скоба 253 имеет в целом v-образную форму; однако это не является ограничением. Предпочтительно скоба 253 сконфигурирована так, чтобы, когда скоба 253 закреплена на наружной поверхности второго звена 132, она была способна поддерживать вес подвесной платформы 254. В одном из вариантов осуществления скобы 253 могут быть приварены на наружной поверхности второго звена 132. В дополнительном варианте осуществления скобы 253 могут быть приварены либо к усиливающему поясу 251, либо к подкладкам для скоб (не показаны) вместо того, чтоб быть напрямую приваренными к наружной поверхности. Для целей данной заявки фраза «скобы, закрепленные на наружной поверхности» охватывает все вышеупомянутые альтернативы. Усиливающий пояс 251 или подкладки для скоб могут быть приварены на наружной поверхности второго звена 132. Оба этих варианта помогают распределять силу, прикладываемую скобами к наружной поверхности второго звена 132, тем самым улучшая его целостность.
[00110] В одном из вариантов осуществления подвесная платформа 254 включает в себя держатель 255, подкладку 256 под стойку, мостик 257, заднюю опору 258, наклонную стойку 259 и вертикальную стойку 261. Держатель 255 выполнен с возможностью входить в зацепление со скобой 253, что приводит к возникновению силы, тянущей подвесную платформу 254 в направлении второго звена 132, всякий раз когда вес прикладывается к мостику 257. Подкладка 256 под стойку может располагаться в дальнем конце наклонной стойки 259, при использовании она покоится на стороне второго звена 132. Подкладка 256 под стойку выполнена с возможностью распределять вес подвесной платформы 254 по второму звену 132 без повреждения второго звена 132. В дополнительном варианте осуществления подвесная платформа 254 также может включать в себя вертикальное удлинение (не показано) для поддержки крыши. В одном из вариантов осуществления вертикальное удлинение может прикрепляться к задней опоре 258 или может быть уже встроено в заднюю опору 258 и просто вытягиваться из задней опоры 258. В дополнительном варианте осуществления вертикальное удлинение может содержать множество плеч, выступающих из вертикального удлинения, которые выполнены с возможностью поддерживать наружный навес от непогоды, который может использоваться для защиты от воздействия окружающей среды, после того как снабженное насадкой звено было перемещено наружу. Фиг. 34-36 предоставляют различные виды варианта осуществления наружного навеса от непогоды.
[00111] Фиг. 13a предоставляет изометрический вид этапа отделки. В показанном варианте осуществления могут обеспечиваться клинья 260, с тем чтобы скругляющее кольцо 250 могло принимать звенья разной толщины. В показанном варианте осуществления клинья 260 в целом имеют L-образную форму. Также на фиг. 13a показаны усиливающие подкладки 262. Усиливающие подкладки 262 прикреплены к наружной поверхности звена, предпочтительно посредством сварки. Усиливающие подкладки 262 располагаются между звеном и подъемной петлей 252 и помогают предотвратить истирание звена, когда его поднимают с помощью подъемной петли 252. Скругляющее кольцо 250 предпочтительно является разборным, с тем чтобы впоследствии его можно было удалить. Фиг. 13B предоставляет увеличенный вид в перспективе подъемной петли 252 и усиливающей подкладки 262.
[00112] Фиг. 14 предоставляет изометрический вид участка 90 производства насадки. В показанном варианте осуществления платформа 94 прессовочного модуля и платформа 96 промывки и разрезания обеспечиваются на платформах, что преимущественно позволяет платформе 94 прессовочного модуля и платформе 96 промывки и разрезания доставляться в виде целых узлов оборудования и находиться на подходящей высоте во время работы. Это является дополнительным преимуществом некоторых вариантов осуществления изобретения, так как пол в удаленных производственных местоположениях обычно не является ровным или даже плоским, как в обычном производственном помещении. В некоторых вариантах осуществления платформа 94 прессовочного модуля и платформа 96 промывки и разрезания выполнены с возможностью обеспечивать регулировку уровня, чтобы приспособиться к неровностям пола. Дополнительно, наличие платформ обеспечивает возможность экономить время во время сборки, разборки и транспортировки. Платформы также упрощают транспортировку в контейнерах.
[00113] Фиг. 15 предоставляет изометрический вид платформы 96 промывки и разрезания. В данном варианте осуществления балки 270 для поддержки платформы обеспечивают поддержку и структурную целостность платформы. В предпочтительном варианте осуществления платформа 96 промывки и разрезания производится на местном производственном объекте, а затем вставляется в подходящий транспортировочный контейнер для транспортировки на удаленный производственный объект. На месте балки 270 для поддержки платформы могут сохраняться или удаляться в зависимости от обстоятельств. По существу, платформа 96 промывки и разрезания выполнена с возможностью работать как с балками 270 для поддержки платформы, так и без них. Дополнительно, наличие платформ обеспечивает возможность экономить время во время сборки, разборки и транспортировки. Платформы также упрощают транспортировку в контейнерах.
[00114] Фиг. 16 предоставляет изометрический вид платформы 94 прессовочного модуля. В данном варианте осуществления балки 272 для поддержки платформы обеспечивают поддержку и структурную целостность платформы. В предпочтительном варианте осуществления платформа 94 прессовочного модуля производится на местном производственно объекте, а затем вставляется в подходящий транспортировочный контейнер или транспортируется без контейнера для перевозки на удаленный производственный объект. В предпочтительном варианте осуществления балки 272 для поддержки платформы остаются нетронутыми во время работы. Платформа 94 прессовочного модуля также может включать в себя стенки 274, которые помогают обеспечить ограждение для платформы 94 прессовочного модуля и уменьшить часть шума, связанного с работой платформы 94 прессовочного модуля. Платформа 94 прессовочного модуля также может включать в себя входную дверь 276, вход 278 для полос и выход для полос (не показан).
[00115] Фиг. 17 предоставляет другой увеличенный изометрический вид варианта осуществления, в котором участок 90 производства насадки включает в себя две платформы 94 прессовочного модуля и две платформы 96 промывки и разрезания. Две половины распределителя перемещаются на рабочий стол 103 для распределителя и соединяются вместе, чтобы сформировать один распределитель 80. Вариант осуществления, показанный на фиг. 17, также включает в себя более одного участка 90 производства насадки для формирования насадки на месте. В данном варианте осуществления участок 90 производства насадки включает в себя держатель 92 катушки, платформу 94 прессовочного модуля, платформу 96 промывки и разрезания, приемный стол 98 и передвижной стол 100. Держатель 92 катушки подает непрерывные металлические полосы (предпочтительно алюминиевые) на платформу 94 прессовочного модуля, чтобы формировать гофрированную насадку. Оттуда гофрированная насадка перемещается на платформу 96 промывки и разрезания, чтобы удалить масла и другие загрязнения с гофрированной насадки, а также чтобы разрезать гофрированную насадку на полосы подходящей длины. После разрезания полосы насадки перемещают на приемный стол 98, где полосы организуют и группируют вместе перед использованием передвижного стола 100 для переноса сгруппированных полос на рабочий стол 102, где они впоследствии соединяются вместе, чтобы сформировать сборку 101 насадки.
[00116] Фиг. 18 предоставляет изометрический вид устройства 112 подъема насадки. В показанном варианте осуществления устройство 112 подъема насадки включает в себя множество подъемных плеч 300, тянущихся наружу из центрального элемента 304, и соединительные скобы 302, расположенные на каждом подъемном плече 300. Устройство 112 подъема насадки выполнено с возможностью поднимать готовую сборку 101 насадки, используя соединительные скобы 302 в соединении с держателем с насадочной ленты 109, и класть одну сборку 101 насадки на другую сборку 101 насадки. Устройство 112 подъема насадки перемещает сборку насадки на поддон 114 для насадки, с тем чтобы множество сборок насадки можно было переместить в здание два B2 для установки или хранения. В одном из вариантов осуществления устройство 112 подъема насадки сконфигурировано так, чтобы подъемные плечи 300 можно было отсоединять от устройства 112 подъема насадки, чтобы обеспечить меньшую, более пригодную для транспортировки занимаемую площадь. Другие варианты могут включать в себя подъемные плечи 300, которые поворачиваются и фиксируются в открытом и закрытом положении, что также может обеспечить меньшую занимаемую площадь. В одном из вариантов осуществления устройство 112 подъема насадки сконфигурировано, чтобы подниматься, используя мостовой кран 110, через точку подъема.
[00117] Фиг. 19 предоставляет увеличенный изометрический вид поддона 114 для насадки и прицепа 116 без насадки, погруженной на поддон 114 для насадки. В показанном варианте осуществления поддон 114 для насадки включает в себя опорные ножки 111 поддона и конструкцию 113 для поддержки насадки. В одном из вариантов осуществления конструкция 113 для поддержки насадки выполнена с возможностью поддерживать вес насадки, который может превышать 15400 кг. Опорные ножки 111 не только обеспечивают опору для поддона 114 для насадки, но также преимущественно поднимают конструкцию 113 для поддержки насадки с земли, что позволяет прицепу 116 размещаться под поддоном 114 для насадки. Когда поддон 114 для насадки готов к перемещению, прицеп 116 может проскальзывать под поддон 114 для насадки до тех пор, пока подъемные элементы 115 не окажутся прямо под конструкцией 113 для поддержки насадки, с тем чтобы подъемные элементы 115 можно было вытянуть, тем самым поднимая поддон 114 для насадки с земли. После этого прицеп 116 может быть перемещен, используя любое подходящее машинное оборудование, например, вилочный погрузчик.
[00118] Фиг. 20 предоставляет увеличенный изометрический вид участка 120 сборки секции колонны. Второе звено 132 перемещают на участок 120 сборки секции колонны и приваривают сверху первого звена 134, используя горизонтальный сварочный аппарат 130, чтобы сформировать секцию колонны. В другом варианте осуществления (не показан) при желании также может добавляться третье звено. В показанном варианте осуществления внутренние подмости (не показаны) и наружные подмости 75 установлены так, чтобы пользователь мог ходить вдоль внутренней и наружной окружности во время работы горизонтального сварочного аппарата 130. В одном из вариантов осуществления используется автоматическая дуговая сварка трубчатым электродом. Горизонтальные сварочные аппараты общеизвестны в данной области техники; тем не менее, в некоторых вариантах осуществления изобретения, горизонтальный сварочный аппарат 130 сконфигурирован для дуговой сварки трубчатым электродом вместо дуговой сварки под флюсом (как обычно делают для горизонтальных сварочных аппаратов, известных до сих пор) и дополнительно сконфигурирован, чтобы сваривать меньшие диаметры, чем обычно, так как горизонтальные сварочные аппараты обычно используют для больших резервуаров-хранилищ для нефтеперерабатывающих заводов, имеющих диаметры порядка 40 метров. В другом варианте осуществления используется отдельные горизонтальный сварочный аппарат 130 для внутренней и наружной сварки.
[00119] В некоторых вариантах осуществления подкладка не используется при формировании сварных швов. Это делают из-за того, что подкладки могут вызвать накопление жидкого кислорода и/или углеводородов в области между подкладкой и звеном, что может привести к опасности возникновения пожара. Тем не менее, в некоторых вариантах осуществления пространство внутри звена является дефицитным, что предотвращает нахождение пользователя внутри звена во время сварки. Например, для некоторых звеньев, которые будут заключать в себе главный испаритель, могут иметь месть случаи, когда пространство не позволяет пользователю находиться внутри во время сварки, поэтому может использоваться подкладка. Тем не менее, как отмечено выше, использование подкладки может привести к возможным проблемам с безопасностью.
[00120] Чтобы снизить риск, связанный со скоплением жидкости, дренажные отверстия могут быть просверлены в подкладке перед установкой. В одном из вариантов осуществления отверстия могут просверливаться в разных местоположениях, например, через каждые два метра подкладки. В другом варианте осуществления местоположение каждого дренажного отверстия может находиться в точке, расположенной над кольцевым сварным швом, с тем чтобы любая жидкость, попадающая в пространство между подкладкой и звеном, могла проходить через дренажные отверстия. Если бы все отверстие находилось под кольцевым сварным швом, жидкость не смогла бы стекать из-за подкладки и осталась бы захваченной. По существу, предпочтительно располагать дренажные отверстия в подкладке в правильном местоположении таком, чтобы дренажные отверстия могли обеспечивать дренаж любой захваченной жидкости во время работы. Дренажные отверстия могут быть круглыми, продолговатыми или иметь любую другую форму, обеспечивающую возможность дренажа жидкости.
[00121] Фиг. 21 предоставляет увеличенный изометрический вид опциональной станции 320 очистки. В показанном варианте осуществления пользователь может подниматься и опускаться внутри секции 138 колонны с помощью ножничного подъемника 322, с тем чтобы пользователь мог помыть внутреннюю область секции колонны, чтобы удалить масло и/или загрязнения. В некоторых вариантах осуществления сваренные секции колонны поднимаются с пола, используя опору 324 станции очистки, что обеспечивает пользователю доступ к внутренней и наружной областям сваренных секций колонны.
[00121] Фиг. 22 предоставляет вид с торца участка 140 установки насадки и распределителей, на котором насадка и распределители из здания один B1 поднимаются и устанавливаются внутри секции 138 колонны, используя устройство 141 установки насадки. В одном из вариантов осуществления сначала устанавливается распределитель 80, а сборка 101 насадки устанавливается сверху распределителя 80. В одном из вариантов осуществления, устройство 141 установки насадки может включать в себя каркас 143 и кольцеобразную соединительную пластину 145. Каркас 143 надежно прикрепляют к кольцеобразной соединительной пластине 145. Кольцеобразная соединительная пластина 145 может содержать блокирующий механизм, выполненный с возможностью входить в зацепление с держателем 147, тем самым перенося подъемную силу на сборку 101 насадки.
[00123] В некоторых вариантах осуществления насадка может устанавливаться по одной полосе, в виде сборки (то есть целого круга) или частями. В случае установки частями насадка может прибывать в коробках, пользователь может входить внутрь секции 138 колонны, коробки могут опускаться внутрь секции 138 колонны и затем пользователь может извлекать части насадки из коробок и вручную заполнять область, пока она не будет завершена. Когда насадка и распределитель(и) установлены, снабженную насадкой секцию колонны перемещают из здания два B2 в наружный двор 10.
[00124] Фиг. 23 предоставляет один из вариантов осуществления для перемещения снабженных насадкой секций колонны из здания два B2 в наружный двор. В данном варианте осуществления лебедка 160 используется для перемещения снабженной насадкой секции 142 колонны. Снабженную насадкой секцию 142 колонны размещают на подвижной платформе 162, где подвижная платформа 162 выполнена с возможностью поддерживать вес снабженной насадкой секции 142 колонны. Дополнительно, подвижная платформа 162 выполнена с возможностью прикрепляться к кабелю лебедки 160, с тем чтобы лебедка 160 могла перемещать подвижную платформу 162 в направлении лебедки 160. В одном из вариантов осуществления подвижная платформа 162 может включать в себя множество многотоннажных роликов (340 на фиг. 24), которые выполнены с возможностью сопряжения с группой рельсов 166, расположенных на земле, с тем чтобы рельсы 166 помогали направлять подвижную платформу 162 к лебедке 160 без смещения подвижной платформы 162 влево или вправо. В одном из вариантов осуществления лебедка 160 закреплена на земле или полу. Рельсы 166 могут располагаться на поверхности земли или могут быть углублены в землю, с тем чтобы пол имел в целом плоскую поверхность.
[00125] Фиг. 24a-d предоставляют вариант осуществления многотоннажного ролика 340. В показанном варианте осуществления многотоннажный ролик 340 включает в себя группу направляющих 342 ролика, выполненных с возможностью сопряжения с рельсами 166. Несмотря на то, ролики являются общеизвестными и могут быть приобретены у компании Hilman Inc, некоторые варианты осуществления изобретения используют многотоннажные ролики, выполненные с возможностью сопряжения с рельсами 166 через направляющие 342 и прикрепляться к подвижной платформе 162 через верхнюю пластину 370. В одном из вариантов осуществления многотоннажный ролик 340 может включать в себя раму 372 корпуса, верхнюю пластину 370, закрепленную на раме 372 корпуса, множество отдельных роликов 374, выполненных с возможностью перемещения вокруг несущего элемента 376 и расположенных внутри рамы 372 корпуса, при этом ролики 374 выполнены с возможностью поддерживать раму 372 корпуса и облегчать продольное перемещение рамы 372 корпуса вдоль длины рельса 166. Направляющие 342 помогают предотвратить поперечное перемещение многотоннажного ролика при перемещении вдоль рельса 166.
[00126] Фиг. 25a, 25b и 25c предоставляют виды сверху подвижной платформы 162 в разных конфигурациях. В показанном варианте осуществления подвижная платформа 162 включает в себя раму 170 основания, подвижную балку 172 и опорные стойки 174. Как показано с помощью стрелок, подвижная балка 172 может перемещаться по раме 170 основания, с тем чтобы подвижная платформа 162 могла принимать опорные основания 180 разных диаметров, что позволяет подвижной платформе 162 быть приспосабливаемой к разным диаметрам секций колонн. В одном из вариантов осуществления опорные стойки 174 выступают вверх (то есть из чертежа) с тем, чтобы снабженная насадкой секция колонны была приподнята над землей, тем самым позволяя пользователю получать доступ к нижней части снабженной насадкой секции колонны. В одном из вариантов осуществления опорное основание 180 имеет кольцеобразную форму, такую, что у опорного основания 180 есть внешняя и внутренняя окружности, и высота. В другом варианте осуществления опорные стойки 174 выполнены с возможностью сопряжения с выемками в опорном основании 180. Это преимущественно помогает стабилизировать опорное основание 180 на подвижной платформе 162, особенно при перемещении или во время сильного ветра. В некоторых вариантах осуществления, опорное основание 180 изготовлено из конструкционной углеродистой стали. Опорное основание 180 помогает распределять вес снабженной насадкой секции 142 колонны более равномерно, тем самым снижая риск повреждения оболочки снабженной насадкой секции 142 колонны. В некоторых вариантах осуществления, снабженная насадкой секция 142 колонны может закрепляться на опорном основании 180, используя сварочный элемент жесткости. Однако специалисты в данной области техники поймут, что может использоваться форма, которая позволяет размещать снабженную насадкой секцию колонны и обеспечивает необходимую поддержку, например форма гайки, шестиугольника, восьмиугольника и т.д. в качестве неограничивающих примеров.
[00127] В одном из вариантов осуществления часть колонны, которая будет содержать главный испаритель в нижней части колонны низкого давления, может размещаться на подвижной платформе 162 без использования опорного основания 180 во время транспортировки из здания два B2 на участок 150 сборки колонны.
[00128] Фиг. 26a предоставляет вид сверху основания 185 для регулировки уровня двора, а фиг. 26b предоставляет вид сбоку основания 185 для регулировки уровня двора. Основание 185 для регулировки уровня двора может использоваться, чтобы помочь создать выровненную по уровню поверхность, на которой складывается колонна 156. На обычных производственных объектах основание 185 для регулировки уровня двора не используется, так как пол долговременных цехов изготовлен выровненным по уровню. Тем не менее, в некоторых ситуациях поверхность наружного двора 10 удаленного производственного объекта по существу не выровнена по уровню. В этих случаях некоторое изменение уровня может вызвать неравномерные напряжения в колонне 156 и в итоге привести к опасным условиям и/или несоответствующей требованиям колонне. Таким образом, основание 185 для регулировки уровня двора может использоваться, чтобы ослабить некоторые из этих проблем. В показанном варианте осуществления опорное основание 185 для регулировки уровня двора имеет кольцеобразную форму, такую, что у основания 185 для регулировки уровня двора есть внешняя и внутренняя окружности, и высота. Однако специалисты в данной области техники поймут, что может использоваться форма, которая позволяет размещать снабженную насадкой секцию колонны и обеспечивает необходимую поддержку, например форма гайки, шестиугольника, восьмиугольника и т.д. в качестве неограничивающих примеров. В некоторых вариантах осуществления, вся окружность не обязана напрямую покоиться на поверхности; тем не менее, предпочтительно, чтобы как можно большая часть нижней окружности покоилась на поверхности, чтобы минимизировать деформации оболочки из-за веса.
[00129] В одном из вариантов осуществления основание 185 для регулировки уровня двора включает в себя множество выемок 186, разнесенных по окружности, сконфигурированных так, чтобы позволить подъемной системе 192 размещаться в выемках 186 и поднимать уровень этой области, с тем чтобы можно было достичь регулировки уровня. В одном из вариантов осуществления подъемная система 192 может быть выбрана из группы, состоящей из гидравлического подъемника, винтового подъемника, пневматического подъемника или их комбинации. Домкрат является примером гидравлического подъемника. В одном из вариантов осуществления основание 185 для регулировки уровня двора может принимать вес около 100 метрических тонн. В одном из вариантов осуществления клинья 188 могут устанавливаться в местоположении рядом с выемками и под основанием 185 для регулировки уровня двора после его подъема, чтобы поддерживать уровень после удаления домкрата. В одном из вариантов осуществления система зажимов может использоваться для закрепления основания 185 для регулировки уровня двора на земле. В одном из вариантов осуществления могут использоваться анкерные болты или их механические эквиваленты. В одном из вариантов осуществления отвесная линия может использоваться для помощи в регулировке уровня. В одном из вариантов осуществления отвесная линия прикрепляется к верхней части снабженной насадкой секции колонны, и ей позволяют свободно свисать. Расстояние отвесной линии от верхней части снабженной насадкой колонны является известным значением, и основание для регулировки уровня двора регулируется до тех пор, пока измеренное расстояние отвесной линии рядом с нижней частью снабженной насадкой колонны не совпадет с известным расстоянием.
[00130] Фиг. 27 включает в себя несколько видов одного из вариантов осуществления тележки 24. В показанном варианте осуществления тележка 24 содержит опорный корпус 25, подъемное плечо 26, держатель 27 листа, ручку 28 насоса и колеса 29. В одном из вариантов осуществления держатель 27 листа с возможностью поворота прикреплен к подъемному плечу 26 через опорный кронштейн, с тем чтобы, когда подъемное плечо 26 перемещается между своим самым нижним и самым верхним положениями, держатель 27 листа поворачивался относительно подъемного плеча 26, тем самым поддерживая любой лист 22, удерживаемый держателем 27 листа, по существу в вертикальном положении. Ручка 28 насоса выполнена с возможностью вызывать перемещение подъемного плеча 26, что в одном из вариантов осуществления схоже с насосом-качалкой. Опорный корпус 25 обеспечивает опору для тележки 24. В одном из вариантов осуществления колеса 29 соединены с опорным корпусом 25. Колеса 29 предпочтительно являются рассчитанными на высокую нагрузку колесами с поворотным шкворнем. Держатель 27 выполнен с возможностью принимать лист 22, закреплять лист 22 на месте и затем освобождать свой захват листа 22, с тем чтобы лист 22 можно было извлечь из тележки 24 после перемещения. В одном из вариантов осуществления держатель 27 листа включает в себя шарнирно-рычажный зажим 31, листовой зажим 32 и шестигранную гайку 33 установки зажима. Шарнирно-рычажный зажим 31 выполнен с возможностью обеспечивать регулировку положения листового зажима 32, а шестигранная гайка 33 установки зажима обеспечивает более точную регулировку. Чтобы зафиксировать листовой зажим 32 на месте, шестигранную гайку 33 установки зажима поворачивают, чтобы отрегулировать установленное положение листового зажима 32, и затем шарнирно-рычажный зажим 31 перемещают, чтобы вызвать перемещение листового зажима 32 к листу 22 и прочно удерживать листовой зажим 22 на месте.
[00131] В вариантах осуществления в которых удаленный производственный объект не будет производить свою собственную насадку на месте, насадку можно производить на обычном производственном объекте. В случаях, когда диаметр насадки достаточно маленький, насадку можно разделять на секции и размещать в соответствующих коробках для транспортировки. Как показано на фиг. 30, весь уровень насадки можно транспортировать в восьми разных коробках. Каждая коробка 400 специально сконфигурирована для поддержки определенной части насадки. В показанном варианте осуществления коробка содержит опоры 402, встроенные в коробку, чтобы поддерживать насадку на месте и в безопасности во время транспортировки.
[00132] В некоторых случаях диаметр насадки является слишком большим для транспортировки и насадку нельзя производить на месте на удаленном производственном объекте. Дополнительно, в вариантах осуществления, в которых насадку устанавливают в секцию колонны посредством коробочной загрузки, коробки, содержащие полосы насадки рядом с серединой будут слишком большими для размещения внутри секции колонны. Фиг. 31 предоставляет решение этой проблемы. В данном варианте осуществления длина транспортной коробки для некоторых частей насадки фактически меньше, чем длина полос, размещенных в коробке (и, следовательно, меньше, чем диаметр секции колонны). Чтобы вместить дополнительную длину полосы, коробка содержит изогнутые опоры 404, которые заставляют полосу формировать волну, что эффективно укорачивает кажущуюся длину полос, тем самым позволяя полосам, которые обычно были бы слишком большими для коробки, транспортироваться в коробке, которая имеет подходящий размер для перевозки, и в некоторых вариантах осуществления для размещения внутри секции колонны во время установки.
[00133] В некоторых вариантах осуществления расходы на транспортировку могут быть дополнительно снижены посредством расположения отдельных полос насадки конкретным образом внутри коробок. Обычно, когда полосы насадки устанавливают в коробки, их ориентируют в целом так же, как они устанавливались бы внутри колонны. Однако некоторые варианты осуществления изобретения могут включать в себя этап поворота/переворачивания каждой второй полосы насадки на 180 градусов, с тем чтобы профили последовательных полос насадки теперь сопрягались друг с другом. Фиг. 32 предоставляет пример. Как показано, во время установки первая полоса A насадки и вторая полоса B насадки имеют смещенные профили. В то время как такая установка профилей является полезной во время работы, она может являться неэкономной во время транспортировки. Как показано, итоговая высота HI двух полос A, B насадки во время установки составляет hA+hB.
[00134] Тем не менее, в показанном варианте осуществления после переворота полосы A насадки на 180 градусов ее профиль сопрягается с профилем полосы B насадки. Следовательно, когда полосы насадки складываются друг на друга, общая высота HS во время транспортировки может быть уменьшена, так высота полосы B насадки устраняется, и только толщина B вносит вклад в общую высоту двух полос насадки. В обычной насадке высота каждой полосы насадки существенно превосходит толщину материала, и, следовательно, существенная экономия пространства может быть достигнута в некоторых вариантах осуществления изобретения.
[00135] Для вариантов осуществления в которых испаритель 350 производится на обычном производственном объекте (то есть не на удаленном производственном объекте) и является слишком большим для транспортировки, главный испаритель 350 может быть полностью произведен, а затем разрезан на по меньшей мере две секции: нижнюю ступень 352 и верхнюю ступень 354. В одном из вариантов осуществления вся работа как для нижней ступени 352, так и для верхней ступени 354 может быть полностью завершена на обычном производственном объекте, за исключением того, что некоторые технологические линии и переходные муфты (TJ) между алюминием и нержавеющей сталью могут быть полностью завершены на обычном производственном объекте и доставлены в удаленное место в виде одного компонента, с последующей сваркой в удаленном месте. Преимущественно некоторые варианты осуществления изобретения позволяют испарителю, который обычно был бы слишком велик для транспортировки, перевозиться в удаленное место, в то же время сохраняя высочайшие стандарты производства.
[00136] Фиг. 33 предоставляет вариант осуществления изобретения, в котором главный испаритель 350 устанавливают в удаленном месте. В показанном варианте осуществления (начиная с правой стороны) нижняя ступень 352 (установлены две трубки из состоящей из четырех трубок сборки) устанавливается первой и приваривается к нижней головке. Устройство 74 подъема звена затем доставляет первое звено 356 (например, целое звено 62) и опускает первое звено сверху и вокруг нижней ступени 352. После этого второе звено 358 доставляется, устанавливается и приваривается сверху первого звена 356. Затем верхняя ступень 354 (установлены две трубки из состоящей из четырех трубок сборки) устанавливается на нижнюю ступень 352. После этого еще два звена 360 и 362 могут надлежащим образом установлены и приварены, с тем чтобы главный испаритель 350 теперь был заключен внутри секции колонны. В другом варианте осуществления секция колонны (например, два или более звеньев, уже сваренных вместе) может устанавливаться вместо установки одного звена за раз.
[00137] Фиг. 34a предоставляет вид сбоку в разрезе навеса 500 от непогоды, в то время как фиг. 34b предоставляет вид сверху навеса 500 от непогоды. Подвесная платформа 254 прикреплена к снабженной насадкой секции 142 колонны и помогает обеспечивать конструкционную опору для навеса 500 от непогоды. Рама 502 может прикрепляться к подвесной платформе 254 и предпочтительно тянется вверх из подвесной платформы 254, с тем чтобы рама 502 могла обеспечивать опору для навеса 500 от непогоды на высоте, превышающей высоту подвесной платформы 254. В показанном варианте осуществления навес 500 от непогоды включает в себя защитное покрытие 510, которое установлено на раму. В одном из вариантов осуществления защитное покрытие 510 содержит боковое покрытие 520 и верхнее покрытие 530. Когда защитное покрытие 510 полностью установлено на снабженную насадкой секцию 142 колонны, внутри защитного покрытия 510 формируется внутренняя атмосфера 514, тем самым позволяя пользователю работать на снабженной насадкой секции колонны, не подвергаясь воздействию внешних погодных условий (например, дождя, снега, влажности, низкой или высокой температур, пыли и т.д.). В одном из вариантов осуществления, боковое покрытие 510 может включать в себя входную дверь 540, которая обеспечивает пользователю доступ во внутреннюю атмосферу 514.
[00138] Подвижные ступеньки 550 обеспечивают доступ к навесу 500 от непогоды. Фиг. 34b также показывает рельсы 166 и центрирующий направляющий рельс 167, который может использоваться для установки лебедки (не показана). Этот вид сверху также показывает четыре точки 512 доступа к отвесной линии, при этом отвесная линия может свисать с верхней части снабженной насадкой секции колонны, проходить через навес 500 от непогоды и свободно висеть в нижней части снабженной насадкой секции колонны, чтобы использоваться для помощи в регулировке уровня.
[00139] Фиг. 35a и фиг. 35b предоставляют более подробный вид сбоку бокового покрытия 520. В показанном варианте осуществления боковое покрытие может включать в себя множество секций 521a, 521b стенок. Фиг. 35a показывает сложенные вместе секции стенок, а Фиг. 35b показывает разделенные секции стенок. Боковое покрытие 520 включает в себя множество подвесных ремешков 522, которые выполнены с возможностью прикрепляться к части рамы, тем самым обеспечивая дополнительную поддержку для бокового покрытия 520. Боковое покрытие 520 также может содержать множество дверных петель 524. В действии дверные петли 524 могут быть схожи с петлями для ремня на брюках. В показанном варианте осуществления дверной ремешок может вставляться в дверные петли 524 и затягиваться, например, с помощью храповой системы затягивания, тем самым обеспечивая более плотное уплотнение. По существу, дверной ремешок функционирует схожим образом с ремнем.
[00140] В показанном варианте осуществления секции 521a, 521b стенок могут прикрепляться друг к другу с помощью соединителей 526 типа застежки-молнии. В другом варианте осуществления боковое покрытие 520 также может содержать множество нижних боковых петель 528, выполненных с возможностью принимать нижний боковой ремешок, при этом нижний боковой ремешок выполнен с возможностью закреплять нижнюю часть бокового покрытия 520 на снабженной насадкой секции 142 колонны, когда его затягивают.
[00141] Фиг. 36a предоставляет вид сверху разобранного верхнего покрытия 530, а фиг. 36b предоставляет частичный вид сбоку собранного верхнего покрытия 530. В показанном варианте осуществления верхнее покрытие 530 включает в себя множество верхних петель 532, выполненных с возможностью принимать верхний ремешок, при этом верхний ремешок выполнен с возможностью закреплять верхнее покрытие на колонне, когда его затягивают. Верхнее покрытие 530 также может включать в себя множество нижних петель 534, выполненных с возможностью принимать нижний ремешок, при этом нижний ремешок выполнен с возможностью закреплять верхнее покрытие на раме, когда его затягивают.
[00142] В одном из вариантов осуществления нижняя часть верхнего покрытия окружает верхнюю часть бокового покрытия, с тем чтобы, когда нижняя часть верхнего покрытия закрепляется на раме, верхняя часть бокового покрытия также закреплялась на раме. В одном из вариантов осуществления верхнее покрытие 530 может включать в себя множество секций верхнего покрытия, соединенных друг с другом для формирования верхнего покрытия 530. В другом варианте осуществления, верхнее покрытие 530 также может включать в себя застежки-молнии 536, прикрепленные к концам секций верхнего покрытия, застежки-молнии, выполненные с возможностью соединять вместе множество секций верхнего покрытия. Рядовые специалисты в данной области техники поймут, что варианты осуществления изобретения обеспечивают инновационный подход и эффективную стратегию решения текущих ограничений сегодняшней технологии. Некоторые варианты осуществления изобретения помогают обеспечить гибкость и реактивность производства посредством предоставления дополнительных возможностей современным методикам производства; работать во всех частях мира, в частности не имеющих выхода к воде; снизить необходимость в оборудовании для сверхгабаритной транспортировки; и обеспечить производственные мощности в областях на быстрорастущих рынках, которые в настоящий момент не имеют необходимой инфраструктуры для оборудовании для крупной транспортировки.
[00143] В то время как изобретение было описано в соединении с его конкретными вариантами осуществления, очевидно, что многие альтернативы, модификации и изменения будут очевидны специалистам в данной области техники в свете вышеприведенного описания. Соответственно, оно подразумевается охватывающим все такие альтернативы, модификации и изменения, которые попадают в пределы сущности и объема прилагаемой формулы изобретения. Настоящее изобретение может подходящим образом содержать, состоять из или главным образом состоять из раскрытых элементов, и может быть осуществлен на практике в отсутствие нераскрытого элемента. Дополнительно, слова, указывающие на порядок, такие как первый и второй, должны пониматься в примерном смысле, а не в ограничительном. Например, специалисты в данной области техники могут принять во внимание, что некоторые этапы могут быть объединены в один этап.
[00144] Формы единственного числа включают в себя ссылки на множество объектов, если контекст явно не предписывает иное.
[00145] «Опциональный» или «опционально» обозначает, что приведенное далее событие или ситуация могут происходить или не происходить. Описание включает в себя примеры, когда событие или ситуация происходят, и примеры, когда они не происходят.
[00146] Диапазоны в материалах настоящей заявки могут быть выражены в виде от приблизительно одного конкретного значения и/или до приблизительно другого конкретного значения. Когда приводится такой диапазон, стоит понимать, что другой вариант осуществления составляет от одного конкретного значения и/или до другого конкретного значения, вместе со всеми комбинациями в пределах упомянутого диапазона.
Реферат
Настоящее изобретение относится к способу и устройству для производства воздухоразделительных установок в удалённом местоположении, используя мобильный производственный объект. Техническим результатом является создание способа производства и устройства, которые позволили бы очень большим ВРУ производиться и доставляться в места, в которых они необходимы, в частности, когда эти места расположены в удалённых областях, непригодных для больших грузовиков. Технический результат достигается тем, что предложен производственный объект, выполненный с возможностью производства криогенной дистилляционной колонны для использования в воздухоразделительной установке. Удаленный производственный объект может включать в себя производственное помещение, содержащее ограждение. Производственное помещение также может дополнительно включать в себя вертикальный валок для прокатки листов; подъемное устройство, сборочный стол, выполненный с возможностью поддерживать две или более частичных оболочек одновременно; первый сварочный аппарат, выполненный с возможностью сваривать вместе две или более частичных оболочек вместе для формирования звена, в то же время поддерживая две или более частичных оболочек неподвижными; участок сборки секции колонны, содержащий второй сварочный аппарат, расположенный на нем, участок установки распределителя, выполненный с возможностью принимать по меньшей мере одну секцию колонны и устанавливать распределитель внутрь секции колонны, чтобы сформировать секцию колонны с распределителем; и участок установки насадки, выполненный с возможностью принимать секцию колонны с распределителем и устанавливать насадку внутрь секции колонны с распределителем, чтобы сформировать снабженную насадкой секцию колонны. 19 н. и 226 з.п. ф-лы, 49 ил.
Формула

Комментарии