Способ изготовления курительных изделий с мундштучными полостями - RU2636907C2
Код документа: RU2636907C2
Чертежи



Описание
Настоящее изобретение предлагает способ изготовления курительных изделий, каждое из которых имеет мундштучную полость, образованную полым трубчатым сегментом.
Сигареты с фильтром обычно включают цилиндрический стержень, содержащий резаный начиночный табак и окруженный бумажной оберткой, причем данный цилиндрический фильтр аксиально выровнен с примыкающим обернутым табачным стержнем. Цилиндрический фильтр обычно содержит фильтрующий материал, который окружает бумажная фицелла. Традиционно обернутый табачный стержень и фильтр соединяет полоска ободковой обертки, которая обычно состоит из непрозрачного бумажного материала и окружает по всей длине фильтр и прилегающую часть обернутого табачного стержня.
В уровне техники также предлагались курительные изделия, в которых табак нагревается, а не сгорает. В нагреваемых курительных изделиях аэрозоль образует при нагревании ароматизирующий субстрат, такой как табак. Известные нагреваемые курительные изделия включают, например, электронагреваемые курительные изделия, а также курительные изделия, в которых аэрозоль производится посредством передачи тепла от сгораемого топливного элемента или источника тепла к физически отделенному от него образующему аэрозоль материалу. В процессе курения, летучие соединения высвобождаются из образующего аэрозоль субстрата посредством передачи тепла от топливного элемента и увлекаются воздухом, втягиваемым через курительное изделие. Когда высвобождающиеся соединения охлаждаются, они конденсируются, образуя аэрозоль, который вдыхает курильщик. Кроме того, известны курительные изделия, в которых содержащий никотин аэрозоль производит табачный материал, табачный экстракт или другой источник никотина без горения и нагревания.
Иногда оказывается желательным обеспечение фильтрующей секции курительного изделия мундштучной полостью. Однако такие мундштучные полости проявляют склонность к разрушению или деформации в процессе изготовления курительного изделия и в процессе последующего использования курильщиком, в частности, когда фильтрующий материал содержит одну или более разрушаемых содержащих ароматизатор капсул, которые должны разрушаться посредством сдавливания фильтра перед курением.
Таким образом, оказывается желательным предложение способа изготовления курительных изделий, имеющих мундштучные полости, причем данные полости являются устойчивыми к деформации и разрушению в процессе изготовления и последующего использования курительного изделия.
Соответственно, настоящее изобретение предлагает способ изготовления курительных изделий, причем данный способ включает первую стадию получения непрерывной конструкции из первых фильтрующих элементов, вторых фильтрующих сегментов и трубчатых элементов. Трубчатый элемент обеспечен между каждой парой последовательных первых фильтрующих элементов, и второй фильтрующий сегмент обеспечен между каждым первым фильтрующим элементом и каждым трубчатым элементом. Каждый второй фильтрующий сегмент содержит одну или более разрушаемых капсул, причем каждая разрушаемая капсула содержит внешнюю оболочку и внутреннюю сердцевину, содержащую добавку. Непрерывная конструкция, содержащая первые фильтрующие элементы, вторые фильтрующие сегменты и трубчатые элементы, затем обертывается непрерывным листом фицеллы, и получается обернутая фильтрующая конструкция, причем фицелла имеет поверхностную плотность менее 90 г/м2. Обернутую фильтрующую конструкцию разрезают в промежуточном положении вдоль каждого первого фильтрующего элемента для получения множества фильтрующих стержней, причем каждый фильтрующий стержень содержит два первых фильтрующих сегмента, трубчатый элемент, расположенный между первыми фильтрующими сегментами, и второй фильтрующий сегмент, расположенный между каждым первым фильтрующим сегментом и трубчатым элементом. Кроме того, табачный стержень находится в аксиальном выравнивании и смежно каждому первому фильтрующему сегменту одного из фильтрующих стержней, причем фильтрующий стержень и часть каждого табачного стержня окружает ободковая обертка. Наконец, ободковую обертку и фильтрующий стержень разрезают в промежуточном положении вдоль трубчатого элемента для получения множества курительных изделий, причем каждое курительное изделие содержит табачный стержень, соединенный с фильтром, где каждый фильтр содержит первый фильтрующий сегмент, расположенный после табачного стержня, второй фильтрующий сегмент, расположенный после первого фильтрующего сегмента, и полый трубчатый сегмент, расположенный между вторым фильтрующим сегментом и мундштучным концом фильтра. Полый трубчатый сегмент образует полость у мундштучного конца фильтра.
Предпочтительно полый трубчатый сегмент проходит от нижнего по потоку конца прилегающего фильтрующего сегмента до мундштучного края фильтра.
При упоминании в настоящем документе термины «расположенный выше по потоку» и «расположенный ниже по потоку» используются для описания относительного положения элементов или частей элементов курительного изделия по отношению к направлению, в котором курильщик втягивает воздух через курительное изделие в процессе его использования. Курительные изделия, которые описаны в настоящем документе, включают нижний по потоку конец и противоположный верхний по потоку конец. В процессе использования курильщик втягивает воздух через нижний по потоку конец курительного изделия. Нижний по потоку конец, который также называется «мундштучный конец» располагается после верхнего по потоку конца, который может также называться «дальний конец».
Посредством использования трубчатых элементов в фильтрующих стержнях, способом по изобретению предпочтительно производятся курительные изделия, в каждом из которых присутствует мундштучная полость, которая является устойчивой к разрушению или деформации в процессе изготовления. В частности, трубчатые элементы обеспечивают достаточную механическую жесткость, чтобы сопротивляться деформации в процессе разрезания обернутой фильтрующей конструкции для получения каждого фильтрующего стержня и в процессе разрезания трубчатых элементов для получения курительных изделий. Посредством создания такого сопротивления деформации за счет трубчатых элементов настоящее изобретение устраняет необходимость в использовании имеющих высокую поверхностную плотность жестких фицелл и ободковых оберток, которые в противном случае могли бы потребоваться, чтобы предотвращать разрушение мундштучной полости. Такие имеющие высокую поверхностную плотность фицеллы и ободковые обертки являются нежелательными, поскольку на них могут возникать морщины и складки в процессе изготовления курительного изделия, и они могут также вводить в процесс изготовления дорогостоящие стадии, например, вследствие необходимости встроенной вентиляции посредством лазерной перфорации. Кроме того, имеющие высокую поверхностную плотность фицеллы и ободковые обертки могут сделать затруднительным для курильщика деформацию фильтра для раздавливания одной или более капсул, которые содержатся в нем. Посредством устранения необходимости такой высокой поверхностной плотности фицелл и ободковых оберток и посредством получения мундштучной полости, в которой используется полый трубчатый сегмент, курительные изделия, полученные по изобретению, позволяют курильщику легко деформировать фильтр в первом фильтрующем сегменте, чтобы раздавливать одну или более капсул, которые содержатся в нем, и в то же время обеспечивается, что эта мундштучная полость является достаточно устойчивой к деформации или разрушению.
Непрерывный лист используемой фицеллы имеет поверхностную плотность менее чем около 90 г/м2, предпочтительно менее чем около 60 г/м2 и наиболее предпочтительно менее чем около 40 г/м2. Фицелла предпочтительно имеет поверхностную плотность более чем около 20 г/м2.
В вариантах выполнения, может оказаться желательным включение дополнительных сегментов фильтрующего материала в каждое курительное изделие. Предпочтительно способ по изобретению можно легко модифицировать, изготавливая такие многосегментные фильтрующие стержни посредством введения требуемого числа дополнительных фильтрующих сегментов между каждым первым фильтрующим элементом и каждым трубчатым элементом. Независимо от числа различных фильтрующих сегментов, используемых для получения обернутой фильтрующей конструкции, фильтрующие сегменты, прилегающие к каждому концу каждого трубчатого элемента, предпочтительно являются одинаковыми, то есть они предпочтительно имеют одинаковый состав.
Фильтрующий материал внутри каждого фильтрующего сегмента предпочтительно представляет собой стержень из волокнистого фильтрующего материала, такого как жгут из ацетата целлюлозы или бумага. Пластификатор фильтра можно наносить на волокнистый фильтрующий материал традиционным способом, разбрызгивая его на отдельные волокна, предпочтительно перед нанесением какого-либо дополнительного материала на фильтрующий материал. Курительные изделия, полученные по изобретению, могут включать множество различных типов фильтрующих сегментов или сочетаний фильтрующих сегментов, которые являются известными специалистам в данной области техники, включая ограничители и сегменты, которые используются, чтобы регулировать сопротивление затяжке (RTD). В качестве альтернативы или в качестве дополнения, курительные изделия, полученные по изобретению, могут включать один или более сегментов, содержащих углерод, предпочтительно стержневой сегмент, содержащий углерод.
В некоторых случаях может оказаться желательным получение фильтра, имеющего приспособление для высвобождения ароматизатора или другой добавки по требованию, обычно посредством ручного высвобождения курильщиком непосредственно перед курением курительного изделия. Таким образом, способ может дополнительно включать стадию введения содержащего ароматизатор материала в фильтрующий сегмент фильтра. Содержащий ароматизатор материал можно вводить в первый фильтрующий сегмент. В качестве дополнения или в качестве альтернативы, содержащий ароматизатор материал можно вводить во второй фильтрующий сегмент.
В вариантах выполнения, содержащий ароматизатор материал содержит одну или более разрушаемых капсул, содержащихся в объеме второго фильтрующего сегмента. Предпочтительно второй фильтрующий сегмент содержит одну или более разрушаемых капсул, диспергированных в объеме волокнистого фильтрующего материала.
Согласно вариантам выполнения, включающим содержащий ароматизатор материал, фильтрующий сегмент, включающий содержащий ароматизатор материал, предпочтительно окружает фицелла, которая является по существу непроницаемой для ароматизирующей добавки. Это предпочтительно задерживает перенос добавки через фицеллу на внешнюю поверхность фильтра, где она может нежелательно вступать в контакт с пальцами курильщика, когда фильтр содержится в курительном изделии.
Чтобы дополнительно повышать сопротивление каждого трубчатого элемента деформации в процессе получения фильтрующих стержней и курительных изделий, стенка каждого трубчатого элемента предпочтительно имеет толщину по меньшей мере около 100 мкм, предпочтительнее по меньшей мере около 150 мкм. В качестве альтернативы или в качестве дополнения, толщина стенки составляет предпочтительно менее чем около 500 мкм, предпочтительнее менее чем около 350 мкм, наиболее предпочтительно менее чем около 250 мкм.
Каждый трубчатый элемент имеет длину предпочтительно по меньшей мере около 4 мм. Это не только создает мундштучную полость соответствующего размера, но также обеспечивает достаточное перекрывание между трубчатым элементом и фицеллой, чтобы поддерживать трубчатый элемент аксиально выровненным с прилегающим фильтрующим сегментом. В качестве дополнения или в качестве альтернативы, каждый трубчатый элемент предпочтительно имеет длину менее чем около 30 мм.
В вариантах выполнения, каждый трубчатый элемент может включать покрывающий слой на своей внутренней поверхности. Этот покрывающий слой может способствовать задержке поглощения влаги трубчатым элемент в процессе курения курительного изделия, таким образом, сохраняя сопротивление мундштучной полости деформации. Подходящие покрывающие материалы включают, но не ограничиваются этим, воски, полимерные материалы и их комбинации. Особенно подходящие воски включают растительные воски, а другие, особенно подходящие материалы представляют собой этилцеллюлозу и нитроцеллюлозу.
В вариантах выполнения, трубчатые элементы могут быть получены из полимерного материала или бумажного материала. Например, трубчатые элементы могут быть получены из экструдированных пластиковых трубок. Предпочтительно трубчатые элементы изготавливают из множества перекрывающихся бумажных слоев, такого как множество параллельных намотанных бумажных слоев или множество спирально намотанных бумажных слоев, что может дополнительно увеличивать сопротивление трубчатых элементов деформации или разрушению. Предпочтительно каждый трубчатый элемент содержит по меньшей мере два бумажных слоя. В качестве альтернативы или в качестве дополнения, каждый трубчатый элемент предпочтительно содержит менее одиннадцать бумажных слоев.
Примерный способ изготовления трубчатого элемента из множества намотанных бумажных слоев включает обертывание множества по существу непрерывных бумажных полосок перекрывающимся образом вокруг цилиндрической оправки. Полоски обертываются параллельно или по спирали, таким образом, что на оправке образуется по существу непрерывная трубка. Полученную трубку можно обертывать вокруг оправки, например, используя резиновую ленту, таким образом, что бумажные слои непрерывно натягиваются и обертываются вокруг оправки. Полученную трубку можно затем разрезать, получая требуемые трубчатые элементы, после оправки.
Чтобы задерживать перенос влаги от одного бумажного слоя к другому в процессе курения курительного изделия, прилегающие бумажные слои каждого трубчатого элемента предпочтительно скрепляются друг с другом промежуточным слоем клея, который создает препятствие переносу влаги между слоями. Это можно осуществлять в качестве дополнения или в качестве альтернативы покрытию, нанесенному на внутреннюю поверхность каждого трубчатого элемента, как описано выше. Такое покрытие можно, в качестве дополнения или в качестве альтернативы, наносить между прилегающими слоями трубчатого элемента.
Первая стадия разрезания включает разрезание обернутой фильтрующей конструкции в промежуточном положении вдоль каждого первого фильтрующего элемента таким образом, что каждый фильтрующий стержень содержит единственный трубчатый элемент, расположенный между двумя первыми фильтрующими сегментами. Каждый фильтрующий стержень используется для изготовления двух фильтров курительных изделий путем разрезания фильтрующий стержень в промежуточном положении вдоль трубчатого элемента. Таким образом, эти фильтрующие стержни могут быть известны как двухэлементные фильтрующие стержни.
Двухэлементные фильтрующие стержни можно изготавливать непосредственно из обернутой фильтрующей конструкции путем последовательного разрезания первых фильтрующих элементов. В качестве альтернативы, стадия разрезания может включать первую стадию разрезания обернутой фильтрующей конструкции в промежуточном положении вдоль каждого второго из первых фильтрующих элементов (то есть разрезается первый фильтрующий элемент, не разрезается следующий первый фильтрующий элемент, разрезается следующий первый фильтрующий элемент, не разрезается следующий фильтрующий элемент, и так далее) для получения фильтрующих стержней, в каждом из которых присутствуют два трубчатых элемента, расположенных между двумя первыми фильтрующими сегментами, и единственный первый фильтрующий элемент, расположенный между двумя трубчатыми элементами. Такие фильтрующие стержни могут быть известны как четырехэлементные фильтрующие стержни. Для получения курительных изделий четырехэлементные фильтрующие стержни разрезаются в промежуточном положении вдоль первого фильтрующего элемента, чтобы получились два двухэлементных фильтрующих стержня, и два двухэлементных фильтрующих стержня используются для получения четырех курительных изделий.
Курительные изделия, полученные способами, которые описаны выше, могут проявлять разность между овальностью трубчатого сегмента после деформации фильтра на 50% и овальностью трубчатого сегмента перед деформацией фильтра менее чем около 25% и предпочтительно менее чем около 20%. Например, если овальность трубчатого сегмента перед деформацией составляет 5%, овальность трубчатого сегмента после деформации фильтра на 50% составляет предпочтительно менее 30% и предпочтительнее менее 25%. Таким образом, трубчатый сегмент обеспечивает мундштучную полость, которая является устойчивой к разрушению или деформации.
Ниже подробно описана конкретная процедура исследования для выполнения деформации фильтра по изобретению.
Термин «овальность», который используется в настоящем документе, означает степень отклонения от идеального круга. Овальность выражается в процентах, и ее математическое определение представлено ниже:
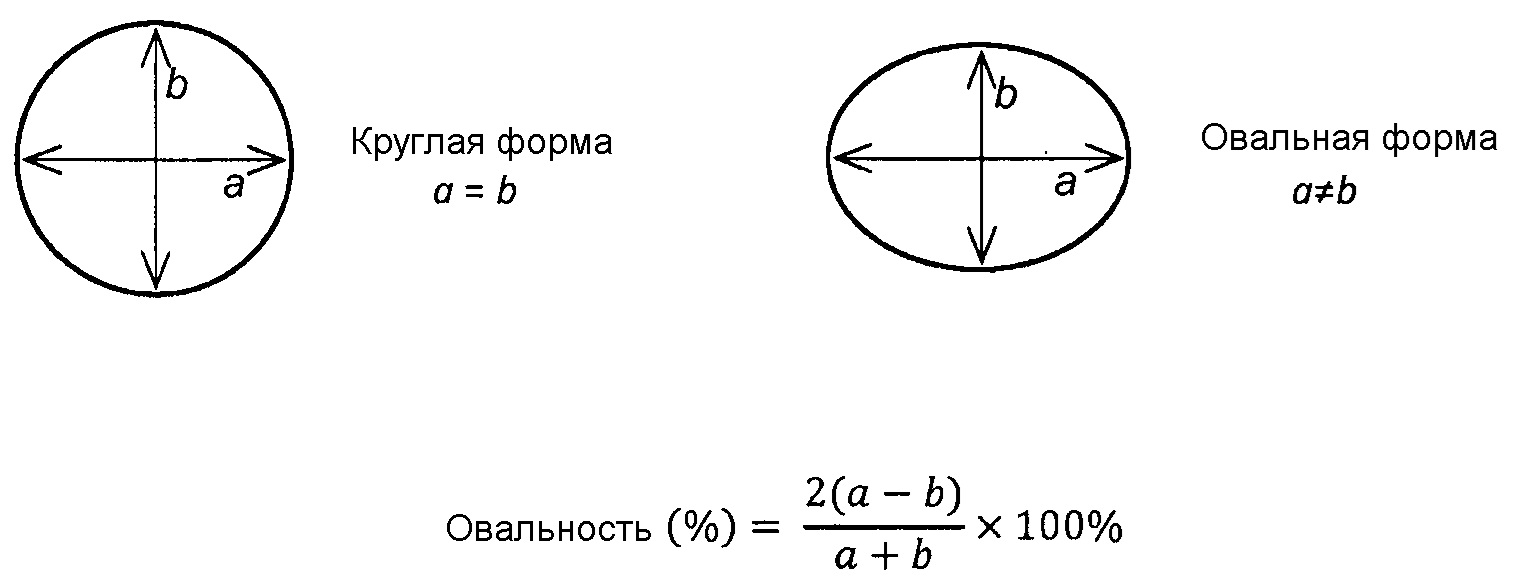
Чтобы определить овальность сегмента курительного изделия (такого как полый трубчатый сегмент) по изобретению, мундштук рассматривается в продольном направлении курительного изделия. Например, курительное изделие можно поставить мундштуком вниз на прозрачную подставку, таким образом, что изображение мундштука курительного изделия регистрируется подходящим устройством для регистрации изображений, которое расположено под данной подставкой. Размер «a» определяется как наибольший внешний диаметр сегмента в его нижнем по потоку конце, и размер «b» определяется как наименьший диаметр сегмента в его нижнем по потоку конце. Данный процесс повторяется для каждого из десяти курительных изделий, имеющих одинаковую конструкцию, и среднечисленное значение результатов измерения овальности десяти изделий принимается как овальность для данной конструкции курительного изделия.
Поскольку фильтры курительных изделий обычно имеют круглое поперечное сечение, сопротивление полого трубчатого сегмента разрушению или деформации может быть таким, что после деформации фильтра на 50% овальность полого трубчатого сегмента составляет предпочтительно менее 25% и предпочтительнее менее чем около 20%. В этом случае мундштучная полость курительных изделий сохраняет или восстанавливает обычно круглое поперечное сечение, даже после деформации фильтра на 50%. В качестве альтернативы или в качестве дополнения, овальность трубчатого сегмента после деформации фильтра на 67% составляет предпочтительно менее чем около 35% и предпочтительнее менее чем около 30%.
В вариантах выполнения, овальность полого трубчатого сегмента после деформации фильтра на 50%, осуществляемой после того, как курительное изделие подвергается исследованию курения, составляет предпочтительно менее чем около 35% и предпочтительнее менее чем около 30%. В качестве альтернативы или в качестве дополнения, овальность трубчатого сегмента после деформации фильтра на 67%, осуществляемой после того, как курительное изделие подвергается исследованию курения, составляет предпочтительно менее чем около 45%, предпочтительнее менее чем около 40%. Это предпочтительно обеспечивает сохранение овальности мундштучной полости в процессе курения курительного изделия.
Исследование курения, используемое для исследования курительных изделий согласно обоим аспектам настоящего изобретения, ниже описано более подробно. Если необходимо измерение овальности после исследований деформации, которые осуществляются до и после курения, следует использовать два образца курительных изделий, имеющих одинаковую конструкцию. То есть недеформированное невыкуренное курительное изделие следует использовать для исследования деформации до курения, а недеформированное изделие, имеющее такую же конструкцию, подвергается исследованию курения и используется для исследования деформации после курения.
Чтобы увеличивать сопротивление полого трубчатого сегмента раздавливанию, фильтр предпочтительно имеет перед курением прочность при сжатии по меньшей мере около 20 Н при сжатии на 50%. В качестве альтернативы или в качестве дополнения, перед курением прочность при сжатии фильтра на 50% составляет предпочтительно менее чем около 50 Н. Термин «прочность при сжатии» представляет собой величину силы, которая требуется для выполнения определенного сжатия фильтрующей секции курительного изделия. Прочность при сжатии измеряется с использованием исследование прочности при сжатии, которое ниже описано более подробно, причем прочность при сжатии курительного изделия данной конструкции представляет собой среднечисленное значение результатов измерений прочности при сжатии десяти образцов курительных изделий, имеющих одинаковую конструкцию.
Если курительное изделие содержит фильтрующий сегмент, содержащий одну или более разрушаемую капсулу, как описано выше, овальность трубчатого сегмента составляет предпочтительно менее 35% и предпочтительнее менее 30%, после исследования раздавливания капсулы, в котором к курительному изделию прилагается сила, соответствующая прочности на раздавливание одной или более капсул. Прочность на раздавливание капсулы соответствует силе сжатия, которая требуется для раздавливания капсулы и высвобождения добавки, содержащейся внутри капсулы, когда капсула находится внутри фильтрующего сегмента. Исследование раздавливания капсулы ниже описано более подробно.
Если исследование раздавливания капсулы осуществляется после того, как курительное изделие подвергается исследованию курения, овальность трубчатого сегмента составляет предпочтительно менее чем около 45% и предпочтительнее менее чем около 40% после исследования раздавливания капсулы.
Ободковая обертка может включать бумагу, имеющую поверхностную плотность менее чем около 70 г/м2 и предпочтительно менее чем около 50 г/м2. Ободковая обертка предпочтительно имеет поверхностную плотность более чем около 20 г/м2.
Курительные изделия, полученные по изобретению, могут представлять собой сигареты с фильтром или другие курительные изделия, в которых табачный материал сгорает, образуя дым. В качестве альтернативы, курительные изделия могут представлять собой изделия, в которых табачный материал нагревается, образуя аэрозоль, а не сгорает. В нагреваемом курительном изделии одного типа табачный материал нагревается одним или более электронагревательными элементами, производя аэрозоль. В нагреваемом курительном изделии другого типа аэрозоль производиться посредством передачи тепла от сгораемого или химического источника тепла к физически отделенному табачному материалу, который может быть расположен внутри, вокруг или после источника тепла. Кроме того, настоящее изобретение распространяется на курительные изделия, в которых содержащий никотин аэрозоль производится из табачного материала без горения и нагревания.
Процедуры исследования
Исследование деформации и прочности при сжатии
Курительное изделие, подлежащее исследованию, устанавливается между плоской поверхностью и круглой пластиной, противоположной плоской поверхности, причем круглая пластина имеет диаметр, составляющий 10 мм. Край круглой пластины, ближайший к мундштуку курительного изделия, располагается на расстоянии 8 мм от мундштука. Фильтр затем сжимают, перемещая круглую пластину по направлению к плоской поверхности с постоянной скоростью 100 мм/с. Сила, прилагаемая круглой пластиной, увеличивается до достижения желательной деформации части курительного изделия между круглой пластиной и плоской поверхностью. Например, для достижения деформации, составляющей 50%, сжимаемая часть курительного изделия сжимается до диаметра, составляющего 50% диаметра данной части перед сжатием. Аналогичным образом, для достижения деформации, составляющей 67%, курительное изделие сжимается до тех пор, пока диаметр сжимаемой части не уменьшится до диаметра, составляющего 33% диаметра данной части перед сжатием. Диаметр измеряется в направлении сжатия, которое представляет собой направление от плоской поверхности до круглой пластины. Когда достигается желательное сжатие, сила, требуемая для обеспечения данного сжатия, регистрируется как прочность при сжатии фильтра. Круглая пластина затем отводится таким образом, что устраняется сила сжатия. Курительное изделие выдерживают в течение 30 секунд для расширения перед тем, как осуществляются какие-либо дополнительные исследования или измерения.
Исследование курения
Чтобы моделировать курение курительного изделия, это курительное изделие подвергается исследованию курения в соответствии с условиями стандарта ISO (затяжки, имеющие объем по 35 мл и продолжительность по 2 секунды каждая, осуществляются с интервалами по 60 секунд). При данном исследовании в соответствии с условиями стандарта ISO курительное изделие исследуется в полностью открытом вентилируемом помещении.
Исследование раздавливания капсулы
Для выполнения исследования раздавливания капсулы по изобретению курительное изделие, содержащее разрушаемую капсулу, помещается между нижней пластиной, имеющий диаметр 150 мм, и верхней пластиной, имеющий диаметр 20 мм. Часть курительного изделия, в которой находится разрушаемая капсула, помещается между двумя пластинами таким образом, что капсула занимает центральное положение обеих пластин. Курительное изделие и капсула затем сжимаются посредством перемещения верхней пластины по направлению к нижней пластине при постоянной скорости, составляющей 30 мм/мин. Сила, прилагаемая верхней пластиной, увеличивается до тех пор, пока капсула не раздавливается, и в этот момент времени максимальная сжимающая нагрузка, прилагаемая верхней пластиной, регистрируется как прочность на раздавливание капсулы. Исследование прекращается, когда достигается максимальная сжимающая нагрузка, и затем верхняя пластина отводится от курительного изделия, устраняя приложенную силу сжатия. Курительное изделие затем выдерживается в течение 30 секунд для расширения перед тем как осуществляются какие-либо дополнительные исследования или измерения, такие как измерения овальности.
Настоящее изобретение дополнительно описано ниже исключительно в качестве примера со ссылкой на сопровождающие чертежи, на которых:
Фиг. 1 - способ изготовления множества фильтрующих стержней курительных изделий по изобретению;
Фиг. 2 - двухэлементный фильтрующий стержень;
Фиг. 3 - четырехэлементный фильтрующий стержень;
Фиг. 4 - примерный способ изготовления курительного изделия с использованием двухэлементного фильтрующего стержня по изобретению;
Фиг. 5 - курительное изделие, полученное способом по Фиг. 4;
Фиг. 6 - мундштук курительного изделия по Фиг. 5, с необернутым фильтром; и
Фиг. 7 - примерный способ изготовления трубчатого элемента.
На Фиг. 1 показан способ изготовления множества фильтрующих стержней курительных изделий по изобретению. По существу непрерывная конструкция фильтрующих компонентов образуется путем обеспечения множества трубчатых элементов 40, множества содержащих ароматизатор фильтрующих сегментов 20 и множества стержневых фильтрующих элементов 42. Трубчатый элемент 40 обеспечен между каждой парой последовательных стержневых фильтрующих элементов 42, и содержащий ароматизатор фильтрующий сегмент 20 обеспечен между каждым стержневым фильтрующим элементом 42 и каждым трубчатым элементом 40. По существу непрерывная конструкция фильтрующих компонентов затем обертывается непрерывным листом фицеллы 44 для получения обернутой фильтрующей конструкции.
Для получения множества фильтрующих стержней осуществляется множество первых разрезов 46, по меньшей мере, через некоторые из стержневых фильтрующих элементов 42 обернутой фильтрующей конструкции, причем каждый первый разрез 46 осуществляется в промежуточном положении вдоль соответствующего стержневого фильтрующего элемента 42. Упругость каждого трубчатого элемента 40 предпочтительно предотвращает разрушение определенных в нем полостей в течение процесса разрезания и последующего использования фильтрующих стержней и любых курительных изделий, содержащих фильтры, полученные из фильтрующих стержней.
Для получения двухэлементного фильтрующего стержня, как представлено на Фиг. 2, обернутая фильтрующая конструкция разрезается через каждый стержневой фильтрующий элемент 42, таким образом, что получается фильтрующий стержень, имеющий стержневой фильтрующий сегмент 18 на каждом конце, причем два содержащих ароматизатор фильтрующих сегмента 20 располагаются между двумя стержневыми фильтрующими сегментами 18, и трубчатый элемент 40 располагается между двумя содержащими ароматизатор фильтрующими сегментами 20. Двухэлементный фильтрующий стержень, в основном, образует два фильтра 14 курительных изделий, которые соединяют непрерывная фицелла 44 и трубчатый элемент 40.
В качестве альтернативы, четырехэлементный фильтрующий стержень, как представлено на Фиг. 3, можно изготавливать, разрезая в обернутой фильтрующей конструкции каждый второй фильтрующий элемент 42, таким образом, чтобы получался фильтрующий стержень, который, в основном, содержит два соединенных двухэлементных фильтрующих стержня.
Полученные фильтрующие стержни можно использовать для получения двух или более курительных изделий. Например, как представлено на Фиг. 4, двухэлементный фильтрующий стержень можно использовать для получения двух сигарет 10 с фильтром, устанавливая табачный стержень 12 в коаксиальной ориентации с каждым концом фильтрующего стержня. Ободковая обертка 50 затем обертывается вокруг фильтрующего стержня и части каждого табачного стержня 12, прилегающей к фильтрующему стержню. Ободковая обертка 50, фицелла 44 и трубчатый элемент 40 затем разрезаются по линии разреза 52 для получения двух сигарет с фильтром. Упругость трубчатого элемента 40 предотвращает разрушение или деформацию мундштучных полостей каждой сигареты 10 в течение процесса разрезания.
Как представлено на Фиг. 5 и 6, каждая сигарета 10 с фильтром содержит обернутый стержень 12, который содержит резаный начиночный табак и соединен одним концом к аксиально выровненному фильтру 14. Ободковая обертка 16 окружает фильтр 14 и часть обернутого табачного стержня 12, соединяя друг с другом две части сигареты 10.
Как представлено на Фиг. 6, фильтр 14 содержит стержневой фильтрующий сегмент 18, содержащий ароматизатор фильтрующий сегмент 20 и мундштучный полый трубчатый сегмент 22, полученный из части трубчатого элемента 40. Сегменты 18, 20 и 22 окружает соединительная фицелла 23, полученная из непрерывного листа фицеллы 44, которая соединяет три сегмента, образуя фильтр 14.
Стержневой фильтрующий сегмент 18 и содержащий ароматизатор фильтрующий сегмент 20 изготавливают из подходящего фильтрующего материала, такого как жгут из ацетата целлюлозы. Кроме того, содержащий ароматизатор фильтрующий сегмент 20 содержит подходящее ароматизатор, которое может присутствовать в форме одной или более разрушаемых капсул, находящихся внутри содержащего ароматизатор фильтрующего сегмента 20. В этом случае курильщик может раздавливать одну или более разрушаемых капсул, когда это желательно, сжимая содержащий ароматизатор фильтрующий сегмент 20 между пальцами.
Мундштучный полый трубчатый сегмент 22 образует в фильтре 14 мундштучную полость 24, которая проходит от нижнего по потоку конца содержащего ароматизатор фильтрующего сегмента 20 до мундштучного края фильтра 14. Мундштучный полый трубчатый сегмент 22 обеспечивает достаточную механическую прочность и упругость, чтобы сопротивляться деформации мундштучной полости 24, например, в процессе раздавливания одной или более разрушаемых капсул, когда они присутствуют в содержащем ароматизатор фильтрующем сегменте 20.
Фиг. 7 представляет примерный способ изготовления непрерывной трубки 30, которая может разрезаться для получения множества трубчатых элементов 40. Для получения непрерывной трубки 30 множество непрерывных слоев бумаги 32 спирально наматываются вокруг цилиндрической оправки 34 в смещенной перекрывающейся конфигурации. Подходящий клей можно наносить на один или более из данных слоев 32 с использованием клеевой ванны 36 перед обматыванием каждого слоя вокруг оправки 34. Слои 32 приводит в движение резиновая лента 38, таким образом, что непрерывная трубка 30 вращается вокруг оправки 34 до тех пор, пока она не разрезается на отрезки желательной длины в процессе последующей обработки.
Реферат
Изобретение относится к способу изготовления курительных изделий, который включает стадии получения непрерывной конструкции из первых фильтрующих элементов, вторых фильтрующих сегментов и трубчатых элементов, причем каждый второй фильтрующий сегмент содержит одну или более разрушаемых капсул, каждая из которых содержит внешнюю оболочку и внутреннюю сердцевину, содержащую добавку; обертывания непрерывной конструкции непрерывным листом фицеллы, разрезания обернутой фильтрующей конструкции в промежуточном положении вдоль каждого первого фильтрующего элемента размещения табачного стержня аксиально выравненно и смежно каждому первому фильтрующему сегменту фильтрующего стержня; обертывания фильтрующего стержня и части каждого табачного стержня ободковой оберткой; и разрезания ободковой обертки и фильтрующего стержня в промежуточном положении вдоль трубчатого элемента для получения множества курительных изделий, причем каждое курительное изделие содержит табачный стержень, соединенный с фильтром. Технический результат заключается в обеспечении мундштучной полости, устойчивой к деформации и разрушению в процессе изготовления и последующего использования курительного изделия. 4 н. и 7 з.п. ф-лы, 7 ил.
Формула
Документы, цитированные в отчёте о поиске
Фильтрующее устройство для сигареты и способ его изготовления
Патенты аналоги
Фильтрующее устройство для сигареты и способ его изготовления
Комментарии