Способ формования деталей кольцевого профиля - SU1757446A3
Код документа: SU1757446A3
Чертежи

Описание
Изобретение относится к обработке металлов давлением, а именно к раскатке, и может быть использовано в частности, для изготовления ободов транспортных средств.
Целью изобретения является повышение качества изделий
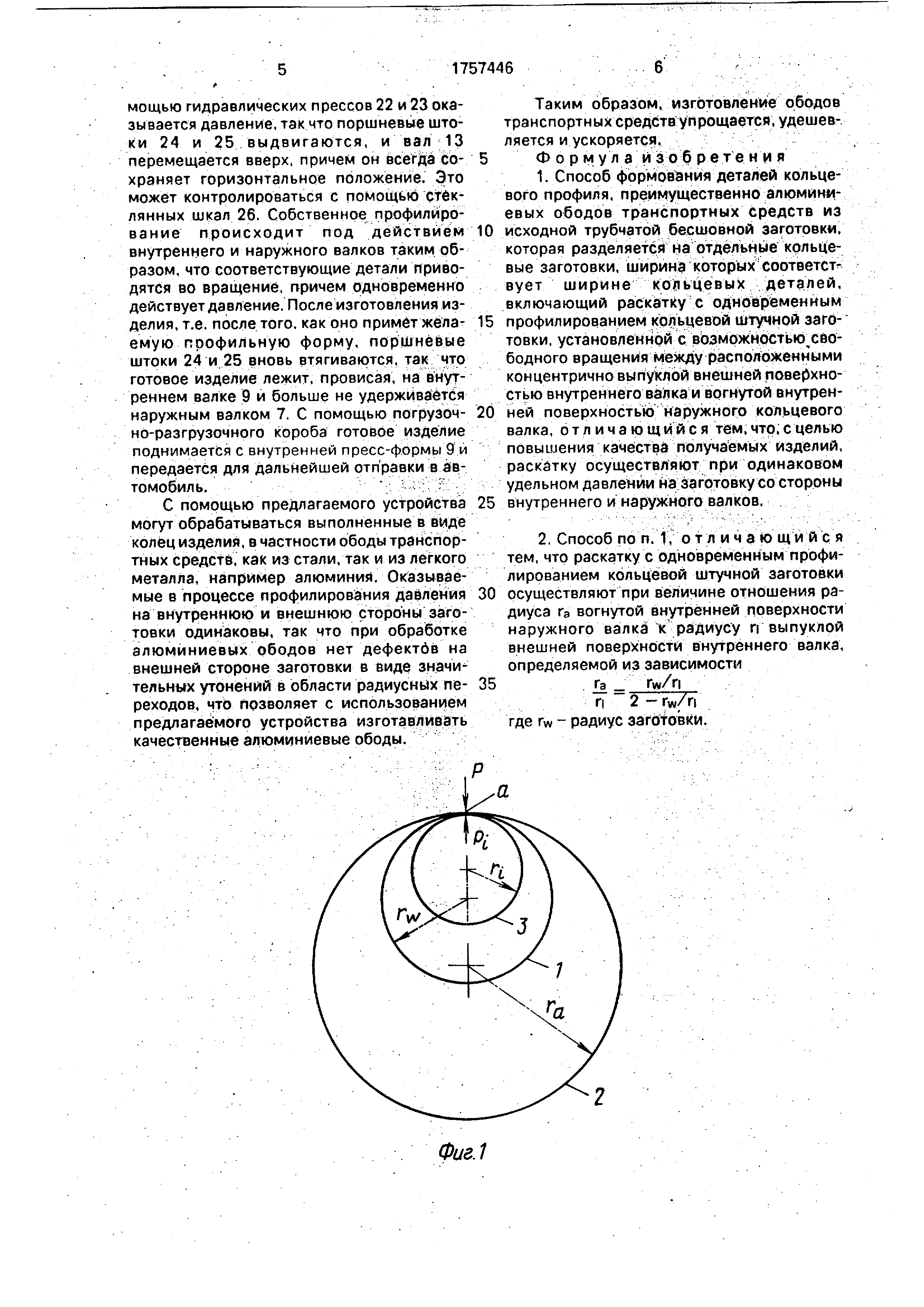
На фиг. 1 представлена схема осуществления способа; на фиг 2 - устройство для осуществления способа, разрез по вертикали: на фиг. 3 - то же, разрез по горизонтали; на фиг 4 - устройство, изометрия
Способ осуществляют следующим образом
Для получения трубчатой заготовки, которая не должна иметь шва, алюминиевая труба изготовлена прессованием на профильном прессе. Труба изготавливается от отлитых круглых прессованных заготовок, которые нагреваются до температуры горячего прессования, подаются в слиткоприем- ник профильного пресса и с помощью
пуансона прессуются через матрицу. Получается полуфабрикат в виде трубы, не имеющий шва, который затем разделяется на отдельные кольцеобразные заготовки 1 Кольцеообразные заготовки имеют ширину, приблизительно соответствующую ширине кольца, которое должно формоваться в обод
Кольцевая заготовка 1 помещается между наружным полым 2 и внутренним 3 валками (фиг 1) Наружный и внутренний валки вращаются и перемещаются в радиальном направлении, в результате чего осуществляется раскатка с одновременным профилиро- ванием внутренней и наружной поверхностей заготовки. Внутренняя сторона заготовки 1 обрабатывается вдоль общей линии контакта Наружная поверхность заготовки 1 формуется с помощью наружного валка 2, касающегося заготовки вдоль то же линии, но снаружи Внутренний валок 3 касается заготовки 1 своей выпуклой внешней
а
х|
4 О
ы
стороной, а наружный валок 2 касается заготовки 1 своей вогнутой внутренней стороной . В процессе раскатки давление на поверхность внешней стороны заготовки (обозначаются Ра), со стороны наружного валка равно давлению на поверхность внутренней стороны заготовки (Pi) со стороны внутреннего валка. Внутренний валок 3 имеет радиус п, заготовка - радиус rw, наружный валок - радиус га.
Отношение радиусов наружного и внутреннего валков определяется из условия ра- венства давления на наружную и внутреннюю сторону заготовки со стороны валков по формуле Герца:
Р 0,421
Гт L
где Р - сила, с которой валки прижимаются к заготовке;
Е - модуль упругости;
rm - средний радиус соответственно внутреннего и наружного валков;
L - длина тела качения.
Согласно формуле Герца давление со стороны наружного валка на внешнюю сторону заготовки Ра определяется из выражения
Ра 0,42(ZZlL
Гт1
J П
Гта J
rw
Соотношение между радиусами валков определяется из условия равенства давлений Pi Ра. Учитывая, что заготовка имеет радиус rw f vi, соотношение между внутренним и наружным радиусами определяется из зависимости
Га f rw/n
П 2 - f 2 - rw/n
Если допустить, что заготовка в 1,5 раза больше внутреннего валка п, то га/п 3. При
значении f 1,3 соотношение - 1,85.
Устройство имеет кожух 4, в котором с помощью шарикоподшипников 5 установлено наружное кольцо б, служащее для приема наружного полого валка 7. Этот наружный полый валок 7 выполнен кольцеобразным и имеет внутреннюю профилированную поверхность 8. С ним взаимодействует внутренний валок 9, выполненный также в виде тела вращения и имеющий внешнюю профилированную поверхность 10, соответствующую отпечатку профилированной поверхности 8 Диаметр
внутреннего валка 9 значительно меньше диаметра наружного валка 7, причем компоновка такова, что наружная поверхность внутреннего валка 9 касается внутренней
поверхности наружного валка 7, В месте контакта происходит профилирование заготовки 11 таким образом, что внутренний валок 3 прижимается к наружному валку 7. Кожух 4 ограничен спереди кольцеобразной
0 крышкой 12 подшипника.
Внутренний валок 9 расположен на валу 13, проходящем сквозь кожух 4 и установленном вне кожуха с помощью двух подшипников 14 и 15, подвижных в
5 вертикальном направлении по высоте. На
другом, противоположном внутреннему
валку 9 конце вала 13 с помощью упругой
муфты 16 прикреплен гидродвигатель 17.,
Для вертикального перемещения по вы0 соте вала 13 подшипники 14 и 15 расположены в скользящих элементах 18 и 19, которые, в свою очередь, находятся в направляющих 20 и 21. Скользящие элементы 18 и 19 находятся под воздействием гидрав5 лических цилиндров 22 и 23, поршневые штоки 24 и 25 которых связаны со скользящими элементами 18 и 19. Гидравлический цилиндр 22 значительно больше по размерам , чем гидравлический цилиндр 23, так
0 как цилиндром 22 должно передаваться значительно большее усилие, чем цилиндром 23, причем движение обоих цилиндров связано и контролируется с помощью стеклянных шкал 26.
5 Гидродвигатель 27 служит для привода наружного валка 7. Вал 28 предназначен для приема боковой направляющей 29, с помощью которой происходит центрирование заготовки 11. Подведение и отведение
0 заготовки происходит с помощью загрузоч- но-разгрузочного короба (не показан), перемещающегося на аксиальном валу 30. Для поворота боковой направляющей 29 имеется пневмоцилиндр 31 с передачей, закреп5 ленный на боковой стенке 32.
Обрабатываемые ободы подаются автоматически , причем необходимое для этого устройство установлено на фланцах 33 кожуха .
0 Устройство работает следующим образом .
Обрабатываемая заготовка 11 попадает на внутренний валок 9, который по диаметру значительно меньше самого маленького об5 рабатываемого обода Центрирование происходите помощью боковой направляющей 29. При всех этих операциях вал 13 занимает нижнее положение, в котором поршневые штоки 24 и 25 втянуты Для осуществления профилирования с помощью гидравлических прессов 22 и 23 оказывается давление, так что поршневые штоки 24 и 25 выдвигаются, и вал 13 перемещается вверх, причем он всегда со- храняет горизонтальное положение. Это может контролироваться с помощью стеклянных шкал 26. Собственное профилирование происходит под действием внутреннего и наружного валков таким образом , что соответствующие детали приводятся во вращение, причем одновременно действует давление. После изготовления изделия , т.е. после того, как оно примет жела- емую профильную форму, поршневые штоки 24 и 25 вновь втягиваются, так что готовое изделие лежит, провисая, на внутреннем валке 9 и больше не удерживается наружным валком 7. С помощью погрузоч- но-разгрузочного короба готовое изделие поднимается с внутренней пресс-формы 9 и передается для дальнейшей отправки в автомобиль .
С помощью предлагаемого устройства могут обрабатываться выполненные в виде колец изделия, в частности ободы транспортных средств, как из стали, так и из легкого металла, например алюминия. Оказываемые в процессе профилирования давления на внутреннюю и внешнюю стороны заготовки одинаковы, так что при обработке алюминиевых ободов нет дефектдв на внешней стороне заготовки в виде значительных утонений в области радиусных пе- реходов, что позволяет с использованием предлагаемого устройства изготавливать качественные алюминиевые ободы.
Таким образом, изготовление ободов транспортных средств упрощается, удешевляется и ускоряется.
Формула изобретения
1.Способ формования деталей кольцевого профиля, преимущественно алюминиевых ободов транспортных средств из исходной трубчатой бесшовной заготовки, которая разделяется на отдельные кольцевые заготовки, ширина которых соответствует ширине кольцевых деталей, включающий раскатку с одновременным профилированием кольцевой штучной заготовки , установленной с возможностью сво- бодного вращения между расположенными концентрично выпуклой внешней поверхностью внутреннего валка и вогнутой внутренней поверхностью наружного кольцевого валка, отличающийся тем, что. с целью повышения качества получаемых изделий, раскатку осуществляют при одинаковом удельном давлении на заготовку со стороны внутреннего и наружного валков.
2.Способ по п. 1, отличающийся тем, что раскатку с одновременным профилированием кольцевой штучной заготовки осуществляют при величине отношения радиуса г3 вогнутой внутренней поверхности наружного валка к радиусу п выпуклой внешней поверхности внутреннего валка, определяемой из зависимости
Га rw/ri
П 2 -rw/n где rw - радиус заготовки.


Реферат
Изобретение относится к раскатке кольцевых профилей обработкой металлов давлением . Сущность изобретения исходная трубчатая бесшовная заготовка разделяется на отдельные кольцевые заготовки Осуществляют раскатку с одновременным профилированием кольцевой штучной заготовки между расположенными концентрич- но внутренним и наружным валками Раскатку осуществляют при одинаковом удельном давлении на заготовку со стороны валков Величину отношения радиуса га вогнутой внутренней поверхности наружного валка к радиусу п выпуклой внешней поверхности внутреннего валка определяют по Гаfw/П зависимости - . где rw - ради- ч Ј rw/ п ус заготовки 1 з п ф-лы, 4 ил
Формула
Комментарии