Реверсивная прокатная клеть кварто - SU1755980A1
Код документа: SU1755980A1
Чертежи
Описание
Изобретение относится к прокатному производству, а именно к конструкции реверсивных четырехвалковых клетей (кварто), и может быть использовано при проектировании новых и реконструкции действующих прокатных станов.
Цель изобретения - повышение точности прокатки и стабилизации валковой системы во время прокатки путем смещения в горизонтальном напраТЦении рабочих вал- ков по разньГе стфоны относительно осей опорных валковг
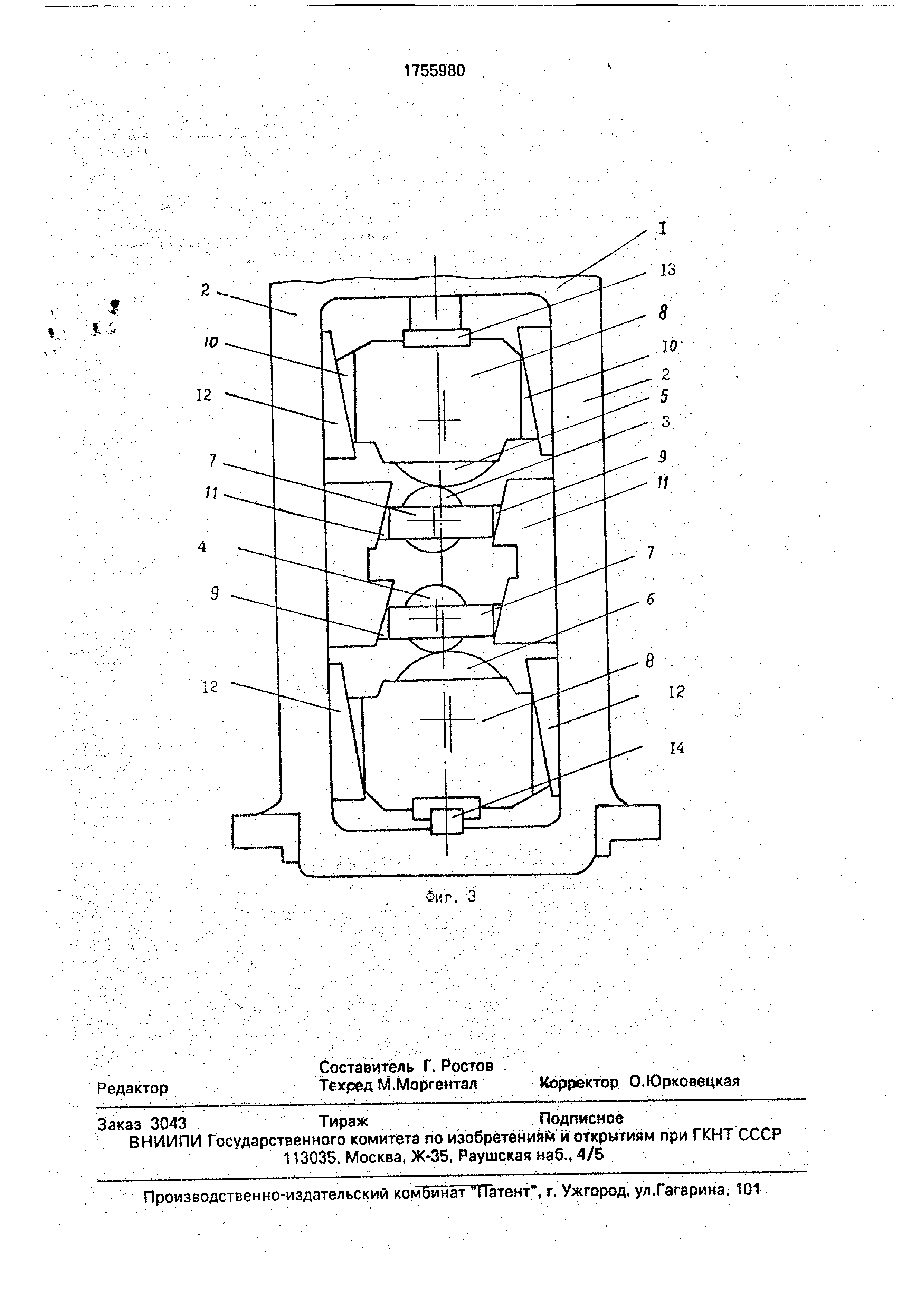
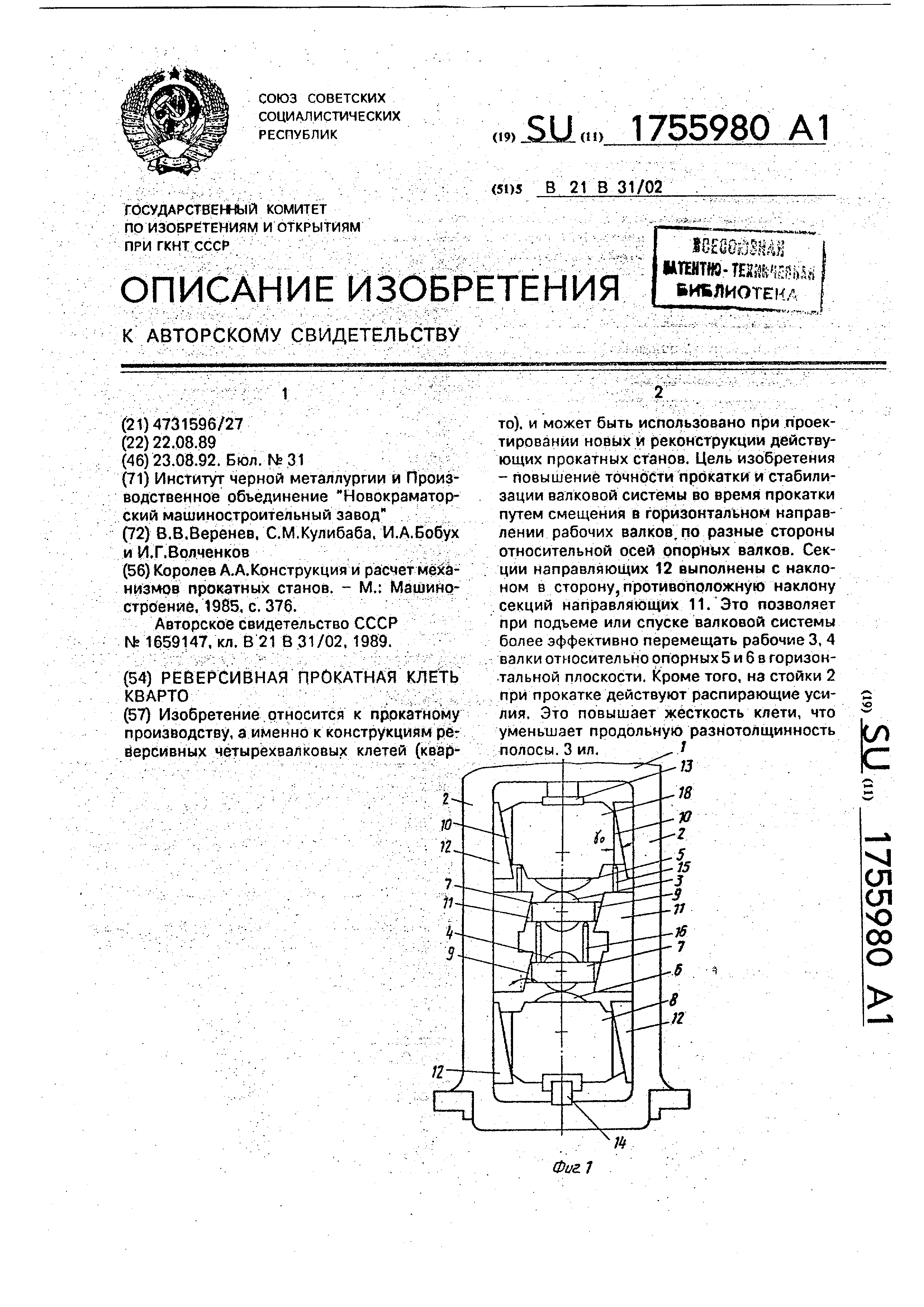
На фиг,1 изображен вид прокатной клети кварто со стороны перевалки, когда смещение рабочих валков относительно опорных отсутствует; на фиг.2 - положение валковой системы, соответствующее смещениям рабочих валков относительно опорных вправо,1 на фиг.З - то же, но влево.
Прокатная клеть содержит станину 1, состоящую из стоек 2, рабочие 3, 4 и опорные 5, 6 валки с подушками 7, 8, направляющие 9, 10 подушек 7, 8 рабочих и опорных валков, секции направляющих 11 и 12 стоек 2, нажимные устройства 13 и 14. Клеть со- держит также гидроцилиндры 15, 16 механизма уравновешивания верхних валков,
Клеть работает следующим образом.
Для смещения рабочих валков 3, 4 в горизонтальном направлении относительно опорных 5 и б вправо относительно исходного положения (фиг. 1) с помощью гидроцилиндров 15, 16 нажимных устройств 13 и 14 перемещают валковую систему вверх. Суче- том приведенных на фиг. 2 наклонов на- правляющих 9 и 11 подушек 7 и стоек 2 рабочие валки 3,4 относительно стоек смещаются в горизонтальнее направлении вправо, а опорные 5 и 6 влево. Для перемещения валков в положение, приведенное на фиг.З, т.е. в положение обратного смещения по отношению к фиг,2, валковую систему перемещают вниз. В этом случае рабочие валки 4 и 3 смещаются влево относительно опорных 5, 6, а опорные - вправо отно- сительно рабочих.
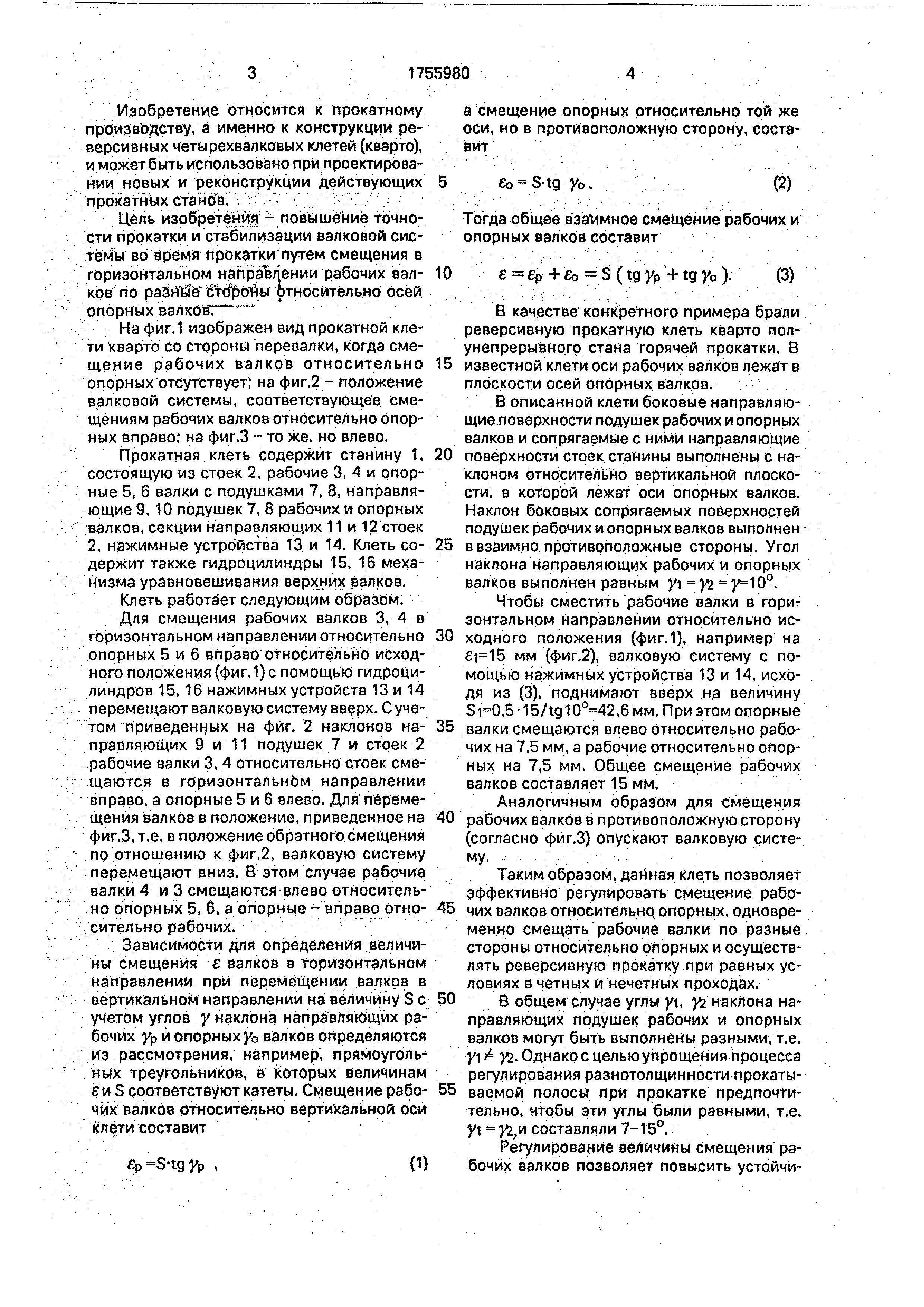
Зависимости для определения величины смещения е валков в горизонтальном направлении при перемещении валков в вертикальном направлении на величину S с учетом углов у наклона направляющих рабочих ур и опорных у0 валков определяются из рассмотрения, например, прямоугольных треугольников, в которых величинам е и S соответствуют катеты. Смещение рабо- чих валков относительно вертикальной оси клети составит
Јр S-tg ур
(D
а смещение опорных относительно той же оси, но в противоположную сторону, составит
Јo Stg уо.
(2)
Тогда общее взаимное смещение рабочих и опорных валков составит
Ј Ер + ЕО S (tg ур + tg уо ).
(3)
В качестве конкретного примера брали реверсивную прокатную клеть кварто полунепрерывного стана горячей прокатки. В известной клети оси рабочих валков лежат в плоскости осей опорных валков.
В описанной клети боковые направляющие поверхности подушек рабочих и опорных валков и сопрягаемые с ними направляющие поверхности стоек станины выполнены с наклоном относительно вертикальной плоскости , в которой лежат оси опорных валков. Наклон боковых сопрягаемых поверхностей подушек рабочих и опорных валков выполнен в взаимно противоположные стороны. Угол наклона направляющих рабочих и опорных валков выполнен равным .
Чтобы сместить рабочие валки в горизонтальном направлении относительно исходного положения (фиг.1), например на мм (фиг.2), валковую систему с помощью нажимных устройства 13 и 14, исходя из (3), поднимают вверх на величину ,5 15/tg10° 42,6 мм. При этом опорные валки смещаются влево относительно рабочих на 7,5 мм, а рабочие относительно опорных на 7,5 мм. Общее смещение рабочих валков составляет 15 мм.
Аналогичным образом для смещения рабочих валков в противоположную сторону (согласно фиг.З) опускают валковую систему .
Таким образом, данная клеть позволяет эффективно регулировать смещение рабочих валков относительно опорных, одновременно смещать рабочие валки по разные стороны относительно опорных и осуществлять реверсивную прокатку при равных условиях в четных и нечетных проходах.
В общем случае углы yi, уг наклона направляющих подушек рабочих и опорных валков могут быть выполнены разными, т.е. У У2. Однако с целью упрощения процесса регулирования разнотолщинности прокатываемой полосы при прокатке предпочтительно , чтобы эти углы были равными, т.е. У У2,и составляли 7-15°.
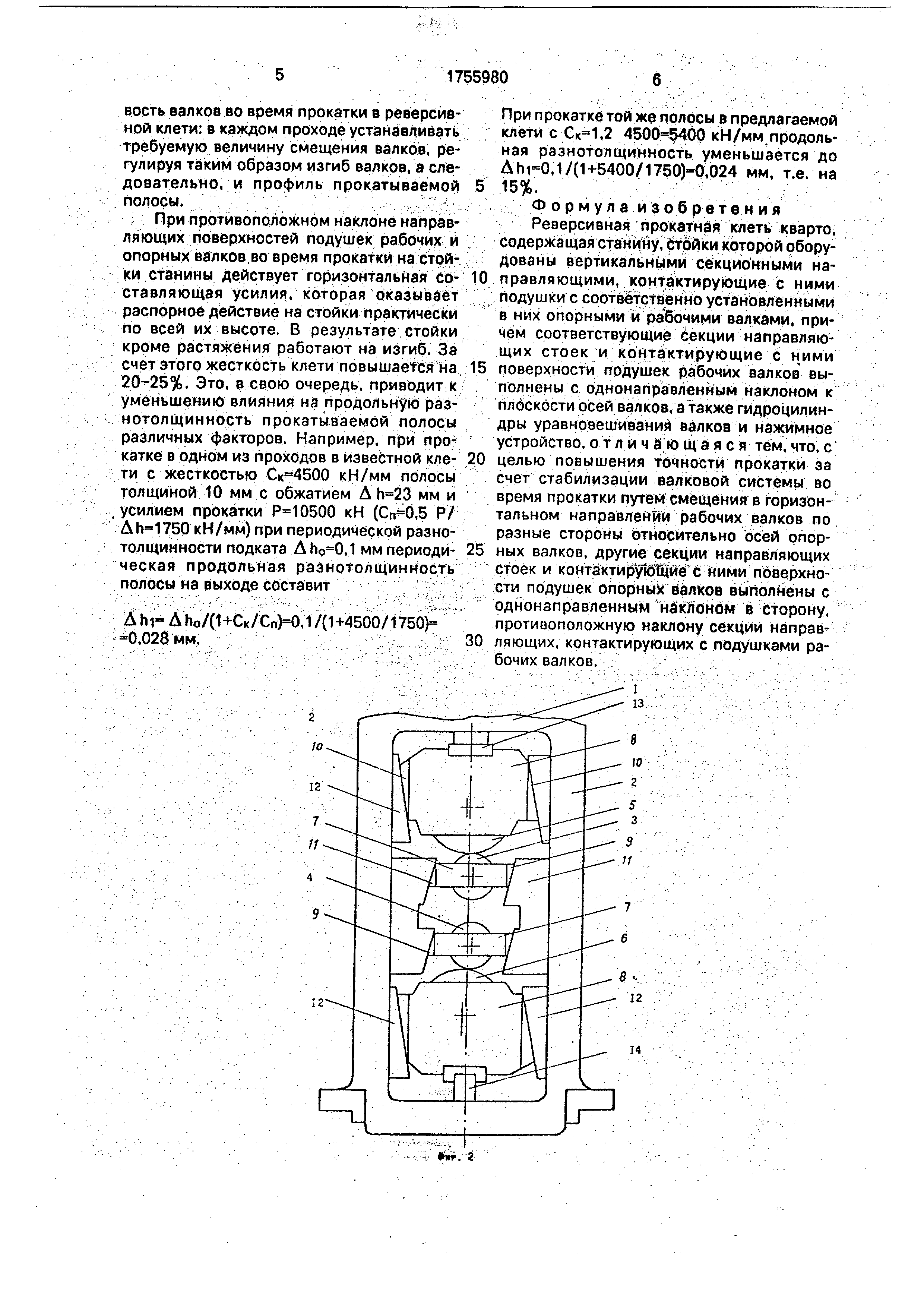
Регулирование величины смещения рабочих валков позволяет повысить устойчивость валков во время прокатки в реверсивной клети: в каждом проходе устанавливать ребуемую величину смещения валков, регулируя таким образом изгиб валков, а слеовательно , и профиль прокатываемой 5 полосы.
При противоположном наклоне направляющих поверхностей подушек рабочих и опорных валков во время прокатки на стойки станины действует горизонтальная со- 10 ставляющая усилия, которая оказывает распорное действие на стойки практически по всей их высоте. В результате стойки кроме растяжения работают на изгиб. За счет этого жесткость клети повышается на 15 20-25%. Это, в свою очередь, приводит к уменьшению влияния на продольную раз- нотолщинность прокатываемой полосы различных факторов. Например, при прокатке в одном из проходов в известной кле- 20 ти с жесткостью кН/мм полосы толщиной 10 мм с обжатием A мм и усилием прокатки Р 10500 кН (,5 Р/ A кН/мм) при периодической разно- толщинности подката ,1 ммпериоди- 25 ческая продольная разнотолщинность полосы на выходе составит
(1+Ск/СпНШ(1+4500/1750) 0.028 мм.
0 5 0 5
0
При прокатке той же полосы в предлагаемой клети с ,2 кН/мм продольная разнотолщинность уменьшается до Ahi4),1/(1+5400/1750)-0,024 мм, т.е. на 15%.
Формула изобретения Реверсивная прокатная клеть кварто. содержащая станину, стойки которой оборудованы вертикальными секционными направляющими , контактирующие с ними подушки с соответственно установленными в них опорными и рабочими валками, причем соответствующие секции направляющих стоек и контактирующие с ними поверхности подушек рабочих валков выполнены с однонаправленным наклоном к плоскости осей валков, а также гидроцилиндры уравновешивания валков и нажимное устройство,отличающаяся тем,что,с целью повышения точности прокатки за счет стабилизации валковой системы во время прокатки путем смещения в горизонтальном направлении рабочих валков по разные стороны относительно осей опорных валков, другие секции направляющих стоек и контактирующие с ними поверхности подушек опорных балков выполнены с однонаправленным наклоном в сторону, противоположную наклону секции направляющих , контактирующих с подушками рабочих валков.
Реферат
Изобретение относится к прокатному производству, а именно к конструкциям реверсивных четырехвалковых клетей (кварто ), и может быть использовано при проектировании новых и реконструкции действующих прокатных станов. Цель изобретения - повышение точности прокатки и стабилизации валковой системы во время прокатки путем смещения в горизонтальном направлении рабочих валков, по разные стороны относительной осей опорных валков. Секции направляющих 12 выполнены с наклоном в сторону, противоположную наклону секций направляющих 11. Это позволяет при подъеме или спуске валковой системы более эффективно перемещать рабочие 3, 4 валки относительно опорных 5 и 6 в горизонтальной плоскости. Кроме того, на стойки 2 при прокатке действуют распирающие усилия . Это повышает жесткость клети, что уменьшает продольную разнотолщинность полосы. 3 ил.. J /3 сл с J сл сл ю 00 о
Формула
Комментарии