Устройство для изготовления сигарет с фильтром, способ изготовления сигарет с фильтром и сигарета с фильтром - RU2666307C2
Код документа: RU2666307C2
Чертежи











Описание
Область техники
[0001] Настоящее изобретение предлагает сигарету с фильтром имеющую, по меньшей мере, одну перфорационную линию в своей ободковой бумаге, устройство для изготовления сигарет с фильтром и способ изготовления сигарет с фильтром.
Уровень техники
[0002] Если, по меньшей мере, одно перфорационное отверстие образуется в ободковой бумаге сигареты с фильтром, свежий воздух поступает в фильтр сигареты с фильтром через перфорационное отверстие. Свежий воздух, поступающий таким путем, разбавляет вдыхаемый курильщиком поток дыма сигареты с фильтром в фильтре сигареты с фильтром, и в результате этого пользователь получает облегченное ощущение от курения. Перфорационное отверстие этого типа заблаговременно образуется в бумажном полотне, используемом для изготовления ободковой бумаги, и, например, лазерный луч может использоваться для изготовления перфорационного отверстия (см. параграф 0047 приведенного ниже патентного документа 1).
Документ уровня техники
Патентный документ
[0003] Патентный документ 1: национальная публикация международной патентной заявки № 2005-535323 (WO 2004/014161)
Сущность изобретения
Проблемы, решаемые изобретением
[0004] Вышеупомянутое перфорационное отверстие проникает только в ободковую бумагу и, кроме того, заблаговременно изготавливается в бумажном полотне. Таким образом, количество свежего воздуха, которое поступает в фильтр через перфорационное отверстие, т.е. так называемое количество вентиляционного воздуха, не может регулироваться в течение процесса изготовления сигареты с фильтром.
В связи с этим, если перфорационное отверстие образуется в течение процесса изготовления сигареты с фильтром, оно может проходить в фильтр посредством проникновения через ободковую бумагу, а также может изменяться размер перфорационного отверстия, что упрощает регулирование вышеупомянутого количества вентиляционного воздуха.
[0005] Однако если перфорационное отверстие образуется в течение процесса изготовления сигареты с фильтром, возникают следующие проблемы.
Обратная сторона ободковой бумаги покрывается клеем на всей своей площади, и в результате этого образуется соединительная поверхность для сигареты и фильтра. Таким образом, если перфорационное отверстие образуется в фильтре посредством проникновения через ободковую бумагу посредством воздействия лазерного излучения, под действием этого лазерного излучения образуются продукты горения (пепел) из клея, ободковой бумаги и фильтрующего материала, и эти продукты горения рассеиваются в окружающей среде в форме липкой пыли.
[0006] В процессе рассеяния такой пыли происходит прилипание пыли к наружным поверхностям изготавливаемых сигарет с фильтром, и в результате этого не только ухудшается внешний вид сигарет с фильтром, но также происходит закупоривание перфорационного отверстия пылью, что превращается в основной фактор снижения качества сигарет с фильтром. Кроме того, пыль также осаждается на различных компонентах конструкции устройства для изготовления сигарет с фильтром, что, в свою очередь, неблагоприятно воздействует на работу устройства для изготовления сигарет.
[0007] Задача настоящего изобретения заключается в том, чтобы предложить устройство для изготовления сигарет с фильтром, способ изготовления сигарет с фильтром и сигарету с фильтром, посредством которых может в значительной степени уменьшаться рассеяние клейкой пыли, и в результате этого образования перфорационных отверстий, проникающих через ободковую бумагу, в процессе изготовления сигарет с фильтром может предотвращаться снижение качества сигарет с фильтром под действием пыли.
Средства решения проблем
[0008] В целях решения вышеупомянутой задачи, согласно аспекту настоящего изобретения, предлагается устройство для изготовления сигарет с фильтром согласно настоящему изобретению, причем данное устройство для изготовления сигарет с фильтром содержит: прикрепляющее фильтр устройство, выполненное для изготовления сигареты с фильтром посредством приема сигареты, фильтра и ободковой бумаги, покрытой клеем, и прикрепления фильтра к сигарете с помощью ободковой бумаги; лазерное перфорационное устройство, выполненное для изготовления, по меньшей мере, одного перфорационного отверстия в фильтре посредством облучения ободковой бумаги сигареты с фильтром с помощью лазерного луча в процессе перемещения сигареты с фильтром из прикрепляющего фильтр устройства, где перфорационное отверстие проходит в фильтр посредством проникновения через ободковую бумагу; образующее клеевой слой устройство, выполненное для создания соединительной поверхности по отношению к сигарете и фильтру посредством образования клеевого слоя на обратной стороне ободковой бумаги в процессе подачи ободковой бумаги в прикрепляющее фильтр устройство, причем образующее клеевой слой устройство содержит приспособление для образования области, в которой изготавливается перфорационное отверстие, в качестве несвязующей области, где отсутствует адгезия на обратной стороне ободковой бумаги.
[0009] Поскольку образующее клеевой слой устройство согласно настоящему изобретению оборудовано вышеупомянутым приспособлением, когда перфорационное отверстие образуется в фильтре посредством лазерного луча и пронизывает ободковую бумагу в процессе изготовления сигареты с фильтром, даже если пыль рассеивается в окружающую среду, эта пыль не является липкой. Таким образом, устройство для изготовления согласно настоящему изобретению в значительной степени уменьшает образование клейкой пыли в процессе изготовления перфорационного отверстия.
[0010] С другой стороны, даже если пыль прилипает к наружным поверхностям сигареты с фильтром, пыль, которая не является липкой, может легко удаляться с наружных поверхностей сигареты с фильтром в процессе перемещения сигареты с фильтром в устройстве для изготовления.
Кроме того, даже если пыль осаждается на компонентах конструкции устройства для изготовления сигарет, осажденная пыль также может легко удаляться.
Кроме того, согласно настоящему изобретению, также предлагаются способ изготовления сигарет с фильтром и сигареты с фильтром, которые подробно описываются следующим образом.
[0011] Способ изготовления согласно настоящему изобретению составляют: стадия прикрепления фильтра, на которой осуществляется изготовление сигарет с фильтром посредством приема сигареты, фильтра и ободковой бумаги, покрытой клеем, и прикрепления фильтра к сигарете с помощью ободковой бумаги; стадия лазерной перфорации, на которой образуется, по меньшей мере, одно перфорационное отверстие в фильтре посредством облучения ободковой бумаги сигареты с фильтром с помощью лазерного луча в процессе перемещения сигареты с фильтром со стадии прикрепления фильтра на последующую стадию, где перфорационное отверстие проходит в фильтр посредством проникновения через ободковую бумагу; и стадия образования клеевого слоя, на которой образуется соединительная поверхность по отношению к сигарете и фильтру посредством образования клеевого слоя на обратной стороне ободковой бумаги в процессе подачи ободковой бумаги на стадию прикрепления фильтра, причем стадия образования клеевого слоя содержит процедуру образования несвязующей области, в которой отсутствует адгезия, на обратной стороне ободковой бумаги в целях изготовления перфорационного отверстия в несвязующей области.
[0012] С другой стороны, сигарету с фильтром согласно настоящему изобретению составляют: сигарета; фильтр, расположенный у одного конца сигареты; и ободковая бумага, предназначенная, чтобы соединять сигарету и фильтр друг с другом и имеющая, по меньшей мере, одно перфорационное отверстие, причем данное перфорационное отверстие проходит в фильтр посредством проникновения через ободковую бумагу, ободковая бумага содержит клеевую соединительную поверхность и несвязующую область, в которой отсутствует адгезия, где соединительная поверхность образуется на обратной стороне ободковой бумаги и предназначается, чтобы присоединять ободковую бумагу к наружным периферийным поверхностям сигареты и фильтра, причем перфорационное отверстие образуется в несвязующей области, и несвязующая область продолжается по всей длине окружности ободковой бумаги.
Другие задачи и преимущества настоящего изобретения становятся очевидными из сопровождающих чертежей и следующего описания вариантов выполнения.
Полезные эффекты изобретения
[0013] Как устройство для изготовления сигарет с фильтром, так и способ изготовления сигарет с фильтром предусматривают образование перфорационного отверстия посредством проникновения через несвязующую область ободковой бумаги, в то время как, с другой стороны, предлагается сигарета с фильтром согласно настоящему изобретению, имеющая перфорационное отверстие, которое располагается в несвязующей области ободковой бумаги. Таким образом, когда перфорационное отверстие образуется посредством лазерного луча, в значительной степени уменьшается рассеяние клейкой пыли, и, соответственно, качество сигареты с фильтром не ухудшается посредством прилипания пыли.
Краткое описание чертежей
[0014]
Фиг. 1 представляет вид в перспективе сигареты с фильтром согласно первому варианту выполнения настоящего изобретения.
Фиг. 2 представляет вид в сечении фильтра в сигарете с фильтром, показанной на фиг. 1.
Фиг. 3 представляет схематичный вид устройства для изготовления, предназначенного, чтобы изготавливать сигарету с фильтром, показанную на фиг. 1.
Фиг. 4 представляет вид для иллюстрации функции прикрепляющей фильтр секции, показанной на фиг. 3.
Фиг. 5 представляет вид спереди, подробно показывающий лазерное перфорационное устройство, представленное на фиг. 3.
Фиг. 6 представляет вид сбоку лазерного перфорационного устройства, показанного на фиг. 3.
Фиг. 7 представляет вид, показывающий двойную сигарету с фильтром, в которой изготовлены перфорационные линии.
Фиг. 8 представляет вид, иллюстрирующий функции режущего сигареты устройства и выравнивающего устройства, показанного на фиг. 3.
Фиг. 9 представляет вид сбоку, подробно показывающий наносящее клей устройство, представленное на фиг. 3.
Фиг. 10 представляет вид, показывающий три области, присутствующие в качестве несвязующих областей на соединительной поверхности бумажного полотна.
Фиг. 11 представляет вид, более подробно показывающий передающий клей ролик, представленный на фиг. 8.
Фиг. 12 представляет вид, показывающий наносящее клей устройство согласно варианту выполнения.
Фиг. 13 представляет вид, более подробно показывающий блокирующий механизм, представленный на фиг. 12.
Фиг. 14 представляет вид, показывающий три области, образованные в качестве несвязующих областей посредством нагревателя, представленного на фиг. 3.
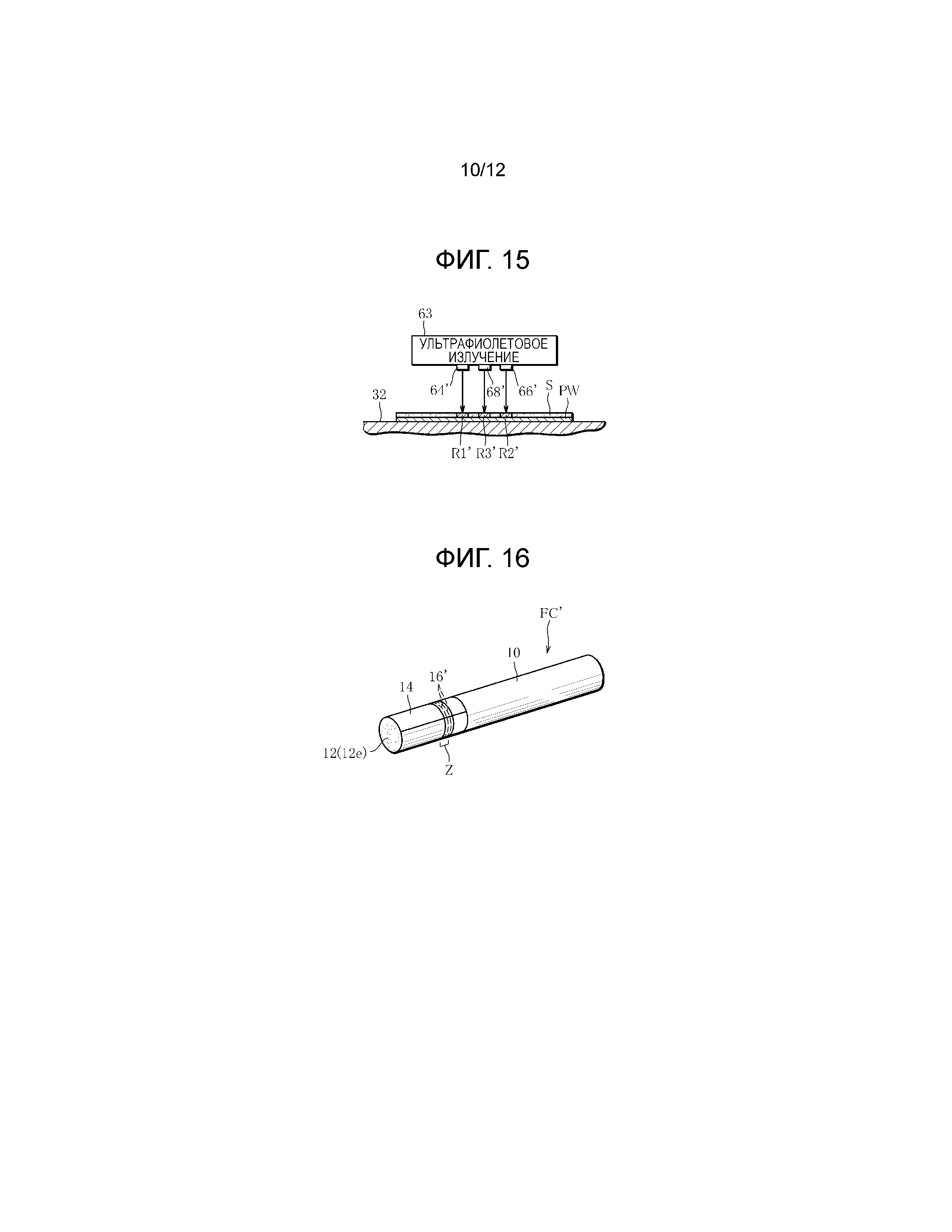
Фиг. 15 представляет вид, показывающий блокирующий механизм согласно варианту выполнения.
Фиг. 16 представляет вид в перспективе, показывающий сигарету с фильтром согласно второму варианту выполнения настоящего изобретения.
Фиг. 17 представляет вид в сечении двойного фильтра в сигарете с фильтром, показанной на фиг. 16.
Фиг. 18 представляет вид, иллюстрирующий коэффициент распределения Qe/Qa во вдыхаемом курильщиком потоке дыма сигареты с фильтром согласно первому варианту выполнения.
Фиг. 19 представляет схематичный вид, показывающий измерительное устройство, которое определяет коэффициент распределения Qe/Qa во вдыхаемом курильщиком потоке дыма.
Вариант выполнения изобретения
[0015] Рассмотрим фиг. 1, на котором сигарета с фильтром FC согласно первому варианту выполнения настоящего изобретения представляет собой одну сигарету 10. Фильтр 12 располагается у одного конца сигареты 10, причем сигарета 10 и фильтр 12 соединяются друг с другом посредством обертывания ободковой бумагой 14, которую покрывает клей.
Ободковая бумага 14 покрывает фильтр 12 и сигарету 10, проходя от поверхности мундштучного конца 12e фильтра 12 к одному концу сигареты 10.
[0016] Кроме того, сигарета с фильтром FC имеет, по меньшей мере, одно перфорационное отверстие в ободковой бумаге 14. В частности, ободковая бумага 14 имеет, по меньшей мере, одну перфорационную линию 16. Перфорационная линия 16 образуется из многочисленных перфорационных отверстий 18, которые распределяются с интервалами в окружном направлении фильтра 12.
Согласно первому варианту выполнения, перфорационная линия 16 располагается вблизи мундштучного конца 12e. Отдельные перфорационные отверстия 18 в перфорационной линии 16 проходят в фильтр 12 посредством проникновения через ободковую бумагу 14, как становится очевидным из фиг. 2, и при этом они проходят наклонно, но не перпендикулярно по отношению к оси A сигареты с фильтром FC. Таким образом, каждое перфорационное отверстие 18 содержит наружный конец, который открывается по направлению к наружной периферийной поверхности ободковой бумаги 14 вблизи поверхности мундштучного конца 12e, и внутренний конец, расположенный ближе к сигарете 10 в фильтре 12, чем к наружному концу перфорационного отверстия 18.
[0017] Следует отметить, что фильтр 12 на фиг. 2 проиллюстрирован как плоский фильтр. Плоский фильтр содержит пучок 12f фильтрующих волокон и фицеллу 12w, которая обертывается вокруг пучка 12f, принимая трубчатую форму, и вышеупомянутые перфорационные отверстия 18 проходят по направлению к центру (оси A) пучка 12f посредством проникновения через ободковую бумагу 14 и фицеллу 12w.
Кроме того, согласно настоящему варианту выполнения, несвязующая область Z располагается на обратной стороне ободковой бумаги 14. Несвязующая область Z представляет собой кольцеобразную область, проходящую по всей длине окружности ободковой бумаги 14, и образована двумя тонкими линиями Lz, показанными на фиг. 1 для удобства.
[0018] Таким образом, ободковая бумага 14 присоединяется к наружной поверхности фильтра 12 в области, которая не представляет собой несвязующую область Z. Кроме того, поскольку несвязующая область Z не приклеивается к наружной поверхности (фицелле 12w) фильтра 12, остается неприсоединенной эта часть соединения внахлестку, которое образуют посредством перекрывания друг с другом противоположные боковые края ободковой бумаги 14, которой соответствует несвязующая область Z.
[0019] Как становится очевидным из фиг. 1, все наружные края перфорационных отверстий 18, которые составляют перфорационную линию 16, располагаются в несвязующей области Z. Таким образом, когда перфорационная линия 16 образуется посредством устройства для изготовления и изготовление, которое описывается далее, даже если пыль, такая как описанная выше пыль, рассеивается в окружающей среде, эта пыль не является липкой. Таким образом, даже если пыль соприкасается с наружной поверхностью сигареты с фильтром FC, эта пыль не прилипает к наружной поверхности сигареты с фильтром FC. Следовательно, внешний вид сигареты с фильтром FC не ухудшается, и перфорационные отверстия 18 не закупориваются посредством прилипания пыли к наружной поверхности сигареты с фильтром FC, и устойчиво поддерживается качество сигареты с фильтром FC.
Кроме того, даже если пыль осаждается на различных конструкционных компонентах устройства для изготовления, осажденная пыль может также легко удаляться.
[0020] В процессе курения сигареты с фильтром FC, которая описывается выше, пользователь помещает в рот содержащую мундштучный торцевая часть сигареты с фильтром FC, располагая наружные края перфорационных отверстий 18 перфорационной линии 16 в полости рта. Штрихпунктирная линия B, показанная на фиг. 2 для удобства, обозначает границу между внутренним и внешним пространством полости рта.
Когда пользователь курит сигарету с фильтром FC в этом состоянии, большая часть вдыхаемого курильщиком потока дыма, который производится сигаретой 10, проходит через внутреннюю часть фильтра 12 и поступает в полость рта пользователя из мундштучного конца 12e вдоль оси A сигареты с фильтром FC (см. стрелку Cm на фиг. 2).
[0021] С другой стороны, часть вдыхаемого курильщиком потока дыма в фильтре 12 направляется радиально в полость рта пользователя через перфорационные отверстия 18 (см. стрелку Cs на фиг. 2). По сравнению с вдыхаемым курильщиком потоком дыма, который обозначается стрелкой Cm, вдыхаемый курильщиком поток дыма, который обозначается стрелкой Cs, равномерно распространяется в полости рта и, следовательно, позволяет пользователю более эффективно ощущать вкус и аромат вдыхаемого курильщиком потока дыма.
[0022] Далее устройство для изготовления, предназначенное, чтобы осуществлять способ изготовления вышеупомянутой сигареты с фильтром FC, будет описываться со ссылкой на фиг. 3-10.
Фиг. 3 схематично показывает все устройство для изготовления, который содержит прикрепляющее фильтр устройство 20. Прикрепляющее фильтр устройство 20 содержит подающий стержень канал 22, посредством которого соединяются друг с другом производящее сигаретный стержень устройство и прикрепляющая фильтр секция 24. Производящее сигаретный стержень устройство последовательно производит сигареты двойной длины WC, и изготовленные сигареты двойной длины WC поступают в прикрепляющую фильтр секцию 24 через подающий стержень канал 22. Сигарета двойной длины WC является вдвое длиннее, чем сигарета 10, которая описывается выше.
[0023] Кроме того, прикрепляющее фильтр устройство 20 содержит подающий фильтр канал 26, посредством которого соединяются друг с другом прикрепляющая фильтр секция 24 и бункер 28. Многочисленные фильтры двойной длины WF укладываются друг на друга в бункер 28. Подающий фильтр канал 26 принимает фильтры двойной длины WF один за другим из бункера 28 и последовательно направляет принимаемые фильтры двойной длины WF в прикрепляющую фильтр секцию 24. Фильтр двойной длины WF является вдвое длиннее, чем фильтр 12, который описывается выше.
[0024] Устройство для изготовления дополнительно содержит подающее полотно устройство 30. Подающее полотно устройство 30 содержит подающий полотно канал 32, посредством которого соединяются между собой прикрепляющая фильтр секция 24 и рулон полотна WR. Подающий полотно канал 32 обеспечивает, что бумажное полотно PW, которое используется в изготовлении вышеупомянутой ободковой бумаги 14, разматывается с рулона полотна WR, и направляет бумажное полотно PW, которое было размотано, в прикрепляющую фильтр секцию 24.
[0025] Кроме того, устройство для изготовления дополнительно содержит режущее полотно устройство 36, а также наносящее клей устройство 34, которое служит в качестве образующего клеевой слой устройства. Наносящее клей устройство 34 и режущее полотно устройство 36 располагаются вдоль подающего полотна канала 32 в данной последовательности, начиная со стороны рулона полотна WR.
Наносящее клей устройство 34 наносит клей на одну сторону бумажного полотна PW, и в результате этого образуется соединительная поверхность.
С другой стороны, режущее полотно устройство 36 периодически разрезает бумажное полотно PW в продольном направлении бумажного полотна PW, и в результате этого последовательно образуются отрезки бумага двойной ширины WP (см. фиг. 4). Бумага двойной ширины WP является вдвое шире, чем ободковая бумага 14, которая описывается выше.
[0026] Бумага двойной ширины WP, которая изготавливается таким способом, поступает в прикрепляющую фильтр секцию 24 через подающий полотно канал 32. Таким образом, в прикрепляющую фильтр секцию 24 поступают сигарета двойной длины WC, фильтр двойной длины WF и бумага двойной ширины WP, и в результате этого образуется двойная сигарета с фильтром WFC, которую составляют сигарета двойной длины WC, фильтр двойной длины WF и бумага двойной ширины WP.
[0027] Фиг. 4 представляет процедуры изготовления двойной сигареты с фильтром WFC, и эти процедуры будут описываться ниже.
Сначала сигарета двойной длины WC разрезается на две сигареты 10 (фиг. 4(a)). Затем две сигареты 10 отделяются друг от друга, и обеспечивается заданный промежуток, разделяющий эти сигареты 10 (фиг. 4(b)). После этого в данном промежутке располагается фильтр двойной длины WF (фиг. 4(c)), и две сигареты 10 перемещаются по направлению к фильтру двойной длины WF и располагаются в тесном контакте с соответствующими торцевыми поверхностями фильтра двойной длины WF (фиг. 4(d)), и в результате этого изготавливается промежуточный продукт I, представляющий собой двойную сигарету с фильтром WFC.
[0028] Затем бумага двойной ширины WP вводится в промежуточный продукт I (фиг. 4(f)) и обертывается вокруг промежуточного продукта I (фиг. 4(e)). Здесь бумага двойной ширины WP занимает пространство от торцевой части одной из сигарет 10, которая прилегает к фильтру двойной длины WF, до торцевой части другой сигареты 10, которая прилегает к фильтру двойной длины WF. Как становится очевидным из приведенного выше описания, поскольку соединительная поверхность образуется на обратной стороне бумаги двойной ширины WP, эта бумага двойной ширины WP соединяет в одно целое две сигареты 10 и фильтр двойной длины WF, и в результате этого образуется двойная сигарета с фильтром WFC (стадия прикрепления фильтра).
[0029] Двойная сигарета с фильтром WFC, изготовленная таким способом, направляется из прикрепляющей фильтр секции 24 на путь переноса 38 устройства для изготовления и перемещается по пути переноса 38 (см. фиг. 3).
Лазерное перфорационное устройство 40, режущее сигареты устройство 42 и выравнивающее устройство 44 располагаются на пути переноса 38 в данной последовательности, начиная со стороны прикрепляющей фильтр секции 24.
[0030] Как проиллюстрировано на фиг. 5, лазерное перфорационное устройство 40 располагается на месте перфорации PP, определяемое путем переноса 38, и содержит лазерный излучатель 46 на этом месте перфорации PP. Лазерный излучатель 46 располагается выше путь переноса 38. Когда двойная сигарета с фильтром WFC поступает на место перфорации PP, лазерный излучатель 46 периодически выпускает два лазерных луча Lb1 и Lb2 на бумагу двойной ширины WP двойной сигареты с фильтром WFC.
[0031] Лазерные лучи Lb1 и Lb2 наклонены под одинаковыми углами, но во взаимно противоположных направлениях по отношению к оси A двойной сигареты с фильтром WFC, т. е. сигареты с фильтром FC.
В частности, если бумага двойной ширины WP разделятся на левую и правый части L и R в центральной точке CP двойной сигареты с фильтром WFC в направлении оси, один лазерный луч Lb1 из этих лазерных лучей направляется в правую часть R на фиг. 5, в то время как другой лазерный луч Lb2 направляется в левую часть L. Здесь точки облучения лазерными лучами Lb1 и Lb2 совпадают друг с другом в отношении расстояния от центральной точки CP, и углы наклона лазерных лучей Lb1 и Lb2 совпадают с углами наклона перфорационных отверстий 18, которые описываются выше.
[0032] С другой стороны, на месте перфорации PP двойная сигарета с фильтром WFC делает один оборот вокруг оси A, что обозначается стрелкой CC на фиг. 6. Здесь скорость перемещения V двойной сигареты с фильтром WFC на пути переноса 38 и обратная скорость двойной сигареты с фильтром WFC в результате вращения двойной сигареты с фильтром WFC совпадают друг с другом, и перемещение двойной сигареты с фильтром WFC временно останавливается на месте перфорации PP.
В результате этого лазерные лучи Lb1 и Lb2, выпускаемые периодически, образуют в двойной сигарете с фильтром WFC две перфорационные линии 16, такие как линии, описанные выше, расположенные на месте перфорации PP (стадия лазерной перфорации). Перфорационные линии 16 располагаются на противоположных сторонах относительно центральной точки CP как проиллюстрировано на фиг. 7. Кроме того, нет необходимости и говорить, что каждое перфорационное отверстие 18 перфорационных линий 16 проходит в фильтр двойной длины WF посредством проникновения через бумагу двойной ширины WP.
[0033] После этого двойные сигареты с фильтром WFC перемещаются из места перфорации PP вдоль пути переноса 38. Когда двойные сигареты с фильтром WFC последовательно проходят через режущее сигареты устройство 42 и выравнивающее устройство 44, из каждой двойной сигареты с фильтром WFC образуются две сигареты с фильтром FC, а затем сигареты с фильтром FC выравниваются посредством ориентации в одинаковом направлении.
[0034] Фиг. 8 представляет процедуры от изготовления до выравнивания сигарет с фильтром FC, и эти процедуры будут описываться ниже.
Сначала режущее сигареты устройство 42 разрезает двойную сигарету с фильтром WFC в центральной точке CP (стадия резания сигарет), и в результате этого из двойной сигареты с фильтром WFC образуются две сигареты с фильтром FC (фиг. 8(a)). После этого две сигареты с фильтром FC отделяются друг от друга (фиг. 8(b)).
[0035] Одна из двух сигареты с фильтром FC поворачивается правой стороной налево, и ее ориентация приводится в соответствие с другой сигаретой с фильтром FC (фиг. 8(c)). Затем две сигареты с фильтром FC располагаются одна за другой в направлении их перемещения (фиг. 8(c) и (d)), образуя ряд сигарет с фильтром FC (фиг. 8(d) и (e)).
После этого сигареты с фильтром FC направляются в упаковочное устройство, в котором затем изготавливаются сигаретные пачки.
[0036] Наносящее клей устройство 34, которое описывается выше, содержит приспособление (процедуру) для изготовления, по меньшей мере, двух несвязующих областей Z в бумаге двойной ширины WP двойной сигареты с фильтром WFC, и эти несвязующие области Z предназначаются, соответственно, для двух сигарет с фильтром FC, которые получаются из двойной сигареты с фильтром WFC.
В частности, как проиллюстрировано на фиг. 9, наносящее клей устройство 34 содержит передающий клей ролик 48 и прижимной ролик 50. Когда бумажное полотно PW, которое перемещается через подающий полотно канал 32, проходит между передающим клей роликом 48 и прижимным роликом 50, так что передающий клей ролик 48 наносит, т.е. намазывает клей на обратную сторону бумажного полотна PW, и в результате этого образуется клеевой слой, т. е. соединительная поверхность, исключая заданные области, как описывается далее (стадия нанесения клея).
[0037] Согласно настоящему варианту выполнения, заданные области включают две боковые области R1 и R2, которым соответствуют две несвязующие области Z, описанные выше, а также центральную область R3, которая располагается в центре ширины бумажного полотна PW, причем области R1-R3 проиллюстрированы на фиг. 10. Следует отметить, что на фиг. 10 соединительная поверхность представлена условным обозначением S.
[0038] Чтобы пояснить соответствие между боковые области R1 и R2 и вышеупомянутыми перфорационными линии 16, а также соответствие между центральной областью R3 и вышеупомянутой центральной точкой CP, фиг. 10 представляет вместе бумажное полотно PW и бумагу двойной ширины WP двойной сигареты с фильтром WFC. Кроме того, как становится очевидным из фиг. 10, области R1-R3 образуются в форме полосы в пределах соединительной поверхности S бумажного полотна PW и проходят параллельно по отношению друг к другу в продольном направлении бумажного полотна PW.
[0039] Чтобы получилась вышеупомянутая соединительная поверхность S, окружной паз 52 образуется на наружной периферийной поверхности передающего клей ролика 48, как проиллюстрировано на фиг. 11, проходя по всей длине окружности передающего клей ролика 48 для приема клея. Клей, который содержит окружной паз 52, переносится от передающего клей ролика 48 на обратную сторону бумажного полотна PW в месте нанесения (место образования клеевого слоя), и в результате этого образуется вышеупомянутая соединительная поверхность S.
[0040] С другой стороны, три окружные фаски 54, 56 и 58, которым соответствуют области R1-R3, располагаются в окружном пазе 52, находясь в центральной области окружного паза 52 при рассмотрении в направлении ширины передающего клей ролика 48. Окружные фаски 54, 56, и 58 проходят в окружном направлении передающего клей ролика 48 и предпочтительно по всей длине окружности передающего клей ролика 48, образуя часть наружной периферийной поверхности передающего клей ролика 48. Даже если клей прикрепляется к окружным фаскам 54, 56 и 58, клей на окружных фасках удаляется с помощью скребка (не проиллюстрировано на чертеже), и окружные фаски 54, 56 и 58 не используются для переноса клея на бумажное полотно PW.
Таким образом, согласно настоящему варианту выполнения, в сочетании с окружным пазом 52, окружные фаски 54, 56 и 58 осуществляют первый механизм (первый процесс), предназначенный, чтобы изготавливать соединительную поверхность S, исключая области R1-R3.
[0041] Как описывается выше, когда две перфорационные линии 16 образуются в бумаге двойной ширины WP двойной сигареты с фильтром WFC посредством воздействия лазерного луча, даже если пыль рассеивается в окружающую среду, образуясь из бумаги двойной ширины WP и фильтра двойной длины WF, поскольку клей не наносится на боковые области R1 и R2 бумаги двойной ширины WP, в которой изготавливаются перфорационные линии 16, эта пыль не приклеивается. Таким образом, даже если пыль соприкасается с наружными поверхностями двойных сигарет с фильтром WFC и сигарет с фильтром FC или с наружными поверхностями различных конструкционных компонентов устройства для изготовления, эта пыль не прилипает к наружным поверхностям.
[0042] Следует отметить, что даже если пыль собирается на вышеупомянутых наружных поверхностях, эта пыль удаляется сама по себе в течение процесса перемещения двойных сигарет с фильтром WFC и сигарет с фильтром FC или легко удаляется, например, посредством продувания воздуха на вышеупомянутые наружные поверхности.
[0043] Поскольку на бумажном полотне PW образуется не только боковые области R1 и R2, но также центральная область R3, когда двойная сигарета с фильтром WFC разрезается на две сигареты с фильтром FC, режущее сигареты устройство 42 может разрезать двойную сигарету с фильтром WFC в центральной области R3. В этом случае, поскольку никакой клей не наносится на центральную область R3, никакой клей не прикрепляется к режущему лезвию режущего сигареты устройства 42, и режущее лезвие не становится тупым вследствие прикрепления клея.
[0044] Кроме того, помимо вышеупомянутых областей R1-R3, передающий клей ролик 48 может периодически образовывать неклейкие поперечные области R4, которые также располагаются на обратной стороне бумажного полотна PW. Эти поперечные области R4 располагаются с интервалами в продольном направлении бумажного полотна PW посредством пересечения бумажного полотна PW. Следует отметить, что поперечные области R4 также образуются посредством многочисленных поперечных фасок (не проиллюстрированы на чертеже) передающего клей ролика 48, и что поперечные фаски располагаются с равными интервалами в окружном направлении передающего клей ролика 48 посредством пересечения наружной периферийной поверхности передающего клей ролика 48.
С расстоянием между двумя соседними поперечными областями R4 совпадает длина (окружная длина) бумаги двойной ширины WP, и, следовательно, вышеупомянутый режущее полотно устройство 36 разрезает бумажное полотно PW в поперечных областях R4, и в результате этого образуется бумага двойной ширины WP. Таким образом, клей также не прикрепляется к режущему лезвию режущего полотна устройства 36.
[0045] Фиг. 12 и 13 представляют наносящее клей устройство 34' согласно варианту выполнения.
Передающий клей ролик 48' наносящего клей устройства 34' наносит термически отверждающийся клей на всю площадь обратной стороны бумажного полотна PW, исключая вышеупомянутую поперечную область R4, и в результате этого образуется соединительная поверхность S.
В этом случае наносящее клей устройство 34' дополнительно содержит блокирующий механизм (второй механизм) 60, предназначенный, чтобы частично блокировать связующую силу соединительной поверхности S, причем этот блокирующий механизм 60 располагается между передающим клей роликом 48' и режущим полотно устройством 36.
[0046] Как проиллюстрировано на фиг. 13, например, блокирующий механизм 60 содержит нагреватель 61 в качестве отверждающего устройства, и нагреватель 61 имеет нагревательный блок 62. Нагревательный блок 62 располагается на обратной стороне бумажного полотна PW, проходя на подающем полотно канале 32, и содержит нагревательный элемент (не показанный на чертеже). Следует отметить, что на фиг. 13 представлено бумажное полотно PW, у которого соединительная поверхность S обращена вверх.
Три нагревательных выступа 64, 66 и 68 составляют одно целое на поверхность нагревательного блока 62 напротив обратной стороны бумажного полотна PW. Нагревательные выступы 64, 66 и 68 проходят параллельно друг по отношению к другу на заданное расстояние в продольном направлении бумажного полотна PW и располагаются вблизи соединительной поверхности S бумажного полотна PW.
[0047] Когда бумажное полотно PW проходит нагревательный блок 62, нагревательные выступы 64, 66 и 68 нагревают в соответствующих местах соединительную поверхность S посредством излучения на нее тепла, и в результате этого частично отверждается клей на соединительной поверхности S (второй процесс). Таким образом, как проиллюстрировано на фиг. 14, на бумажном полотне PW образуются боковые и центральная области R1'-R3', которым соответствуют вышеупомянутые боковые и центральная области R1-R3, соответственно. Поскольку под действием нагревания клей, который образует области R1'-R3', отверждается, т.е. высыхает, области R1'-R3' больше не являются клейкими.
[0048] Таким образом, даже если перфорационные линии 16 образуются в боковых областях R1' и R2', образуя несвязующие области Z, образование и рассеяние клейкой пыли предотвращается, как в случае вышеупомянутых боковых областей R1 и R2, и боковые области R1' и R2' обеспечивают преимущество, аналогичное преимуществу боковых областей R1 и R2. Кроме того, нет необходимости и говорить, что центральная область R3' имеет преимущество, аналогичное преимуществу центральной области R3.
[0049] С другой стороны, когда клей представляет собой отверждаемое ультрафиолетовым излучением связующее вещество, описанный выше блокирующий механизм (отверждающее устройство) 60 может включать ультрафиолетовый излучатель 63, как проиллюстрировано на фиг. 15, вместо нагревателя 61. Ультрафиолетовый излучатель 63 имеет облучающие окна 64', 66' и 68', которым соответствуют нагревательные выступы 64, 66, 68, описанные выше. Ультрафиолетовый излучатель 63 направляет ультрафиолетовое излучение на соединительную поверхность S через облучающие окна 64', 66' и 68', частично отверждая клей на соединительной поверхности S, и в результате этого образуются боковые и центральная области R1'-R3'. И в этом случае образование и рассеяние клейкой пыли предотвращается аналогичным образом.
Следует отметить, что нет необходимости и говорить, что поперечная область R4', которой соответствует вышеупомянутая поперечная область R4, может образовываться аналогичным образом посредством нагревания соединительной поверхности S или облучения соединительной поверхности S ультрафиолетовым излучением. Кроме того, блокирующий механизм (отверждающее устройство) 60 может использовать любое электромагнитное излучение, включая видимый свет, инфракрасное излучение и высокочастотное излучение, вместо ультрафиолетового излучения.
[0050] Фиг. 16 представляет сигарету с фильтром FC' согласно второму варианту выполнения настоящего изобретения.
В описании сигареты с фильтром FC' одинаковые компоненты, которые присутствуют в сигарете с фильтром FC согласно первому варианту выполнения, обозначаются такими же условными номерами, как соответствующие компоненты согласно первому варианту выполнения, и соответствующее описание не приводится; ниже будут описаны только отличия от сигареты с фильтром FC.
[0051] Сигарета с фильтром FC' содержит двойной фильтр 12' вместо вышеупомянутого фильтра 12, т.е. простой фильтр. Двойной фильтр 12' содержит, например, простой фильтрующий элемент 70 и угольный фильтрующий элемент 72. Простой фильтрующий элемент 70 имеет конструкцию, аналогичную конструкции фильтра 12, но, например, имеет меньшую длину, чем фильтр 12. С другой стороны, угольный фильтрующий элемент 72 содержит простой фильтрующий элемент, аналогичный простому фильтрующему элементу 70, и многочисленные частицы активированного угля 74 распределяются в простом фильтрующем элементе.
[0052] Кроме того, двойной фильтр 12' имеет формирующую обертку 76, которая обертывается вокруг простого фильтрующего элемента 70 и угольного фильтрующего элемента 72, и в результате этого соединяются фильтрующие элементы 70 и 72, образуя единое целое.
В сигарете с фильтром FC' присутствуют, например, две перфорационные линии 16' вместо вышеупомянутой перфорационной линии 16. Как становится очевидным из фиг. 17, перфорационные отверстия 18', которые составляют перфорационные линии 16', открывающиеся к наружной периферийной поверхности ободковой бумаги 14, которой соответствует угольный фильтрующий элемент 72, и одновременно проходящие в угольный фильтрующий элемент 72 перпендикулярно оси A посредством проникновения через ободковую бумагу 14 и формирующую обертку 76. В этом случае лазерный излучатель 46 лазерного перфорационного устройства 40 направляет лазерные лучи перпендикулярно по отношению к оси A.
[0053] Вышеупомянутые перфорационные линии 16' также располагаются в несвязующей области Z, которая может быть изготовлена с использованием вышеупомянутого наносящего клей устройства 34 согласно первому варианту выполнения или наносящего клей устройства 34' согласно его видоизменению.
Как и в случае вышеупомянутой сигареты с фильтром FC', когда сигарету с фильтром FC' курит пользователь, свежий воздух поступает в угольный фильтрующий элемент 72 двойного фильтра 12' через каждое перфорационное отверстие 18' перфорационных линий 16'. Свежий воздух, который поступает таким способом, разбавляет вдыхаемый курильщиком поток дыма от сигареты с фильтром FC', и в результате этого пользователь испытывает более легкое ощущение курения.
В этом случае количество вентиляционного воздуха, поступающего в угольный фильтрующий элемент 72 через перфорационные отверстия 18', зависит от числа, размера и глубины перфорационных отверстий 18', причем любой из этих параметров может легко регулироваться с помощью лазерного перфорационного устройства 40.
[0054] С другой стороны, в случае сигареты с фильтром FC согласно первому варианту выполнения, который описывается выше, если полное количество вдыхаемого курильщиком потока дыма, которое направляется в полость рта пользователя, обозначается как Qa, а количество вдыхаемого курильщиком потока дыма, которое направляется через перфорационные отверстия 18, обозначается как Qe, то соотношение Qe и Qa, т.е. коэффициент распределения Qe/Qa вдыхаемого курильщиком потока дыма в значительной степени воздействует на аромат и вкус сигареты с фильтром FC.
Таким образом, в процессе изготовления сигарет с фильтром FC оказывается необходимым регулирование числа, размера и глубины перфорационных отверстий 18 в целях обеспечения того, чтобы коэффициент распределения Qe/Qa вдыхаемого курильщиком потока дыма находился на желательных уровнях, и для этой цели оказывается обязательным точное измерение коэффициента распределения Qe/Qa вдыхаемого курильщиком потока дыма.
[0055] Как проиллюстрировано на фиг. 18, описанный выше Qa может вычисляться по следующему выражению.
Qa=Qc+Qe=Vt+Vp+Vf
где
Qc означает количество вдыхаемого курильщиком потока дыма, которое направляется из мундштучного конца 12e сигареты с фильтром FC,
Vt означает количество воздуха, поступающее в сигарету 10 из удаленного конца сигареты 10,
Vp означает количество воздуха, поступающее в сигарету 10 через сигаретную бумагу сигареты 10,
Vf означает количество воздуха, поступающее в фильтр 12 через перфорационную линию 16'.
Следует отметить, что хотя в сигарете с фильтром FC согласно первому варианту выполнения отсутствуют перфорационные линии 16', здесь предполагается, что сигарета с фильтром FC имеет перфорационные линии 16'. Это означает, что сигарета с фильтром FC согласно первому варианту выполнения может иметь перфорационные линии 16' в дополнение к перфорационной линии 16.
[0056] Фиг. 19 схематично показывает измерительное устройство 78 для определения коэффициента распределения Qe/Qa вдыхаемого курильщиком потока дыма, причем данное измерительное устройство 78 будет описано ниже.
Измерительное устройство 78 содержит фильтродержатель 80, который имеет цилиндрическую форму. Сигарета с фильтром FC может вставляться в фильтродержатель 80, причем мундштучный конец фильтра 12 располагается спереди.
Два уплотнительных кольца 82 и 84 прикрепляются к внутренней периферийной поверхности фильтродержателя 80, причем данные уплотнительные кольца 82 и 84 обладают эластичностью. Одно из уплотнительных колец 82 располагается на стороне дна фильтродержателя 80, а другое уплотнительное кольцо 84 располагается на стороне открытого конца фильтродержателя 80.
[0057] Таким образом, как становится очевидным из фиг. 19, когда фильтр 12 вставляется в фильтродержатель 80, в фильтродержателе 80 определяются два пространства 86 и 88. Герметичное пространство 86 образовано между мундштучным концом 12e фильтра 12 и дном фильтродержателя 80 посредством уплотнительного кольца 82. С другой стороны, герметичное пространство 88 образована между уплотнительными кольцами 82 и 84, окружающими фильтр 12, и перфорационная линия 16 располагается в пространстве 88.
Отводные каналы 90 и 92 проходят из пространств 86 и 88, соответственно, и присоединяются к всасывающему каналу 94. Всасывающий канал 94 присоединяется к всасывающему насосу 98 через регулятор массового потока 96. Когда работает всасывающий насос 98, регулятор массового потока 96 устанавливает поток всасываемого воздуха во всасывающем канале 94 на уровне 1050 мл/мин.
[0058] С другой стороны, регулятор давления 100 и клапан 102 располагаются на отводном канале 90 в такой последовательности, начиная со стороны пространства 86, и расходомер 104 располагается на отводном канале 92. Здесь регулятор давления 100 устанавливает потерю давления, эквивалентную потере давления расходомера 102.
Кроме того, отводные каналы 90 и 92 соединяются друг с другом через обводной канал 106 выше по потоку относительно регулятора давления 100 и расходомера 104, и клапан 108 располагается на обводном канале 106.
[0059] Коэффициент распределения Qe/Qa вдыхаемого курильщиком потока дыма измеряется согласно следующим процедурам.
Процедура 1:
Клапан 108 открывается и клапан 102 закрывается. В этом состоянии воздух всасывается из обоих пространств 86 и 88, и скорость потока Qa измеряется расходомером 104.
Процедура 2:
Клапан 108 закрывается и клапан 102 открывается. В этом состоянии воздух всасывается из пространства 88, и скорость потока Qe измеряется расходомером 104.
Процедура 3:
На основании измеренных скоростей потоков Qa и Qe вычисляется коэффициент распределения Qe/Qa вдыхаемого курильщиком потока дыма.
[0060] Поскольку регулятор давления 100, предназначенный, чтобы создавать потерю давления, эквивалентную потере давления расходомера 104, располагается на отводном канале 90, давления всасывания в пространствах 86 и 88 становятся равными друг другу в течение измерения скоростей потоков Qa и Qe в процедурах 1 и 2. Это позволяет измерять скорости потоков Qa и Qe в одинаковых условиях, делая возможным точное измерение скоростей потоков Qa и Qe, т.е. коэффициента распределения Qe/Qa вдыхаемого курильщиком потока дыма.
[0061] Настоящее изобретение не ограничивается первым вариантом выполнения, вторым вариантом выполнения или наносящим клей устройством 34' согласно варианту выполнения, которые были описаны выше, и являются возможными разнообразные модификации.
Например, согласно вариантам выполнения, которые описываются выше, двойная сигарета с фильтром WFC подвергается перфорации, но и сигарета с фильтром FC может подвергаться перфорации. Кроме того, перфорационные линии 16 и 16' могут образовываться в отдельных местах перфорации. Например, когда перфорационная линия 16 образуется в одной сигарете из двойной сигареты с фильтром WFC и сигареты с фильтром FC, перфорационная линия 16' будет образовываться в другой сигарете из двойной сигареты с фильтром WFC и сигареты с фильтром FC. Кроме того, нет необходимости и говорить, что, число и конфигурация перфорационных линий могут выбираться по желанию.
[0062] Кроме того, для сигареты с фильтром FC не является строго обязательным наличие перфорационной линии, и оказывается достаточным наличие, по меньшей мере, одного перфорационного отверстия. В этом случае оказывается достаточным, что несвязующая область Z образуется на точечной основе в той части бумажного полотна PW, в которой должно быть изготовлено перфорационное отверстие.
Кроме того, соединительная поверхность S может быть образована посредством распыления клея из сопла вместо нанесения (намазывания) клея. С другой стороны, несвязующая область Z может быть получена также посредством химической модификации клея вместо использования тепла или вышеупомянутого электромагнитного излучения.
Кроме того, сигарета с фильтром не ограничивается вышеупомянутым простым фильтром и двойным фильтром, но может включать фильтрующую конструкцию, такую как тройной фильтр или фильтр-мундштук. Кроме того, разнообразные материалы являются доступными для использования в качестве фильтрующих материалов.
Список позиций на чертежах
[0063]
10 - Сигарета
12, 12' - Фильтр
14 - Ободковая бумага
16, 16' - Перфорационная линия
18, 18' - Перфорационное отверстие
20 - Прикрепляющее фильтр устройство
22 - Подающий стержень канал
24 - Прикрепляющая фильтр секция
26 - Подающий фильтр канал
30 - Подающее полотно устройство
32 - Подающий полотно канал
34, 34' - Наносящее клей устройство (образующее клеевой слой устройство)
36 - Режущее полотно устройство
40 - Лазерное перфорационное устройство
42 - Режущее сигареты устройство
46 - Лазерный излучатель
48, 48' - Передающий клей ролик
60 - Блокирующий механизм
61 - Нагреватель (отверждающее устройство)
63 - Ультрафиолетовый излучатель (отверждающее устройство)
S - Соединительная поверхность (клеевой слой)
R1, R2, R1', R2' - Несвязующая область
FC - Сигарета с фильтром
WC - Сигарета двойной длины
WF - Фильтр двойной длины
PW - Бумажное полотно
WP - Бумага двойной ширины
Реферат
Изобретение относится к устройству для изготовления сигарет с фильтром, которое содержит прикрепляющее фильтр устройство, выполненное с возможностью изготовления сигареты с фильтром посредством приема сигареты, фильтра и ободковой бумаги, покрытой клеем, и прикрепления фильтра к сигарете с помощью ободковой бумаги; лазерное перфорационное устройство, выполненное с возможностью изготовления, по меньшей мере, одного перфорационного отверстия в фильтре посредством облучения ободковой бумаги сигареты с фильтром с помощью лазерного луча в процессе перемещения сигареты с фильтром из прикрепляющего фильтр устройства, где перфорационное отверстие проходит в фильтр посредством проникновения через ободковую бумагу; и образующее клеевой слой устройство, выполненное с возможностью создания соединительной поверхности по отношению к сигарете и фильтру посредством образования клеевого слоя на обратной стороне ободковой бумаги в процессе подачи ободковой бумаги в прикрепляющее фильтр устройство, причем образующее клеевой слой устройство содержит приспособление для образования заданной области, в которой изготавливается перфорационное отверстие, в качестве области, в которой отсутствует адгезия на обратной стороне ободковой бумаги; при этом образующее клеевой слой устройство дополнительно содержит передающий клей ролик, выполненный с возможностью нанесения клея на бумажное полотно для образования соединительной поверхности клеевого слоя; причем бумажное полотно образовано в ободковой бумаге; причем указанное приспособление включает механизм, выполненный с возможностью предотвращения образования клеевого слоя на заданной области так, что заданная область является областью, в которой отсутствует адгезия; при этом указанный механизм содержит фаску, предназначенную, чтобы изготавливать часть наружной периферийной поверхности передающего клей ролика, без использования для переноса клея; при этом указанная фаска проходит по всей наружной периферийной поверхности передающего клей ролика для образования области, в которой отсутствует адгезия; причем указанная область, в которой отсутствует адгезия, проходит по всей длине окружности ободковой бумаги сигареты с фильтром. Технический результат заключается в обеспечении перфорации на курительном изделии. 5 н. и 10 з.п. ф-лы, 19 ил.
Комментарии