Разрезание и укладка палочек для изделий табачной промышленности - RU2698186C1
Код документа: RU2698186C1
Чертежи




Описание
Область изобретения
Изобретении относятся к аппарату для разрезания и укладки палочек для продуктов табачной промышленности, например, палочек из курительного материала, и к способу разрезания и укладки таких палочек. Изобретение также относятся к машине для сборки продукта табачной промышленности, например, к машине для сборки курительных изделий и к способу сборки продукта табачной промышленности.
Уровень техники
Известны аппараты для разрезания и укладки палочек для изделий табачной промышленности, в частности, курительных изделий, например, табачных палочек. Эти аппараты обычно содержат последовательность барабанов, предназначенную для транспортировки, разрезания и/или укладки табачных палочек. Табачные палочки затем соединяются с одним или несколькими фильтрующими элементами и заворачиваются для формирования курительного изделия.
Раскрытие изобретения
Согласно некоторым вариантам осуществления изобретения, аппарат для разрезания и укладки палочек для использования их в машине для сборки продукта табачной промышленности, где аппарат содержит первый резальный механизм для разрезания палочки четверной длины на первую и вторую выставленные по оси палочки двойной длины, где каждая палочка двойной длины содержит соответствующие отдаленные концы; и позиционирующий механизм для перемещения по меньшей мере одной из палочек двойной длины: первой или второй, таким образом, чтобы упомянутые первая и вторая палочки двойной длины были перемещены из первой конфигурации, в которой они выставлены по оси, во вторую конфигурацию, в которой первая и вторая палочки двойной длины выведены из выставленного по оси положения, и чтобы оси первой и второй палочек двойной длины были расположены параллельно и на расстоянии друг от друга, и отдаленные концы упомянутых первой и второй палочек двойной длины были по существу выставлены в линию друг относительно друга.
Позиционирующий механизм может содержать переворачивающий механизм, созданный с возможностью поворота упомянутой первой палочки двойной длины таким образом, чтобы выставлять ее относительно упомянутой второй палочкой двойной длины таким образом, чтобы первая и вторая палочки двойной длины были расположены согласно второй конфигурации.
Упомянутый переворачивающий механизм может содержать по меньшей мере один поворотный рычаг для поворота упомянутой первой палочки двойной длины таким образом, чтобы она была выставлена относительно упомянутой второй палочки двойной длины таким образом, чтобы первая и вторая табачные палочки двойной длины были расположены согласно второй конфигурации.
Упомянутый первый резальный механизм может содержать резальный барабан. Упомянутый позиционирующий механизм может содержать позиционирующий барабан.
Упомянутый аппарат может быть выполнен с возможность изготовления упомянутых первой и второй табачных палочек двойной длины, где каждая имеет продольную длину в диапазоне от 60 мм до 100 мм; необязательно - в диапазоне от 70 мм до100 мм; необязательно - в диапазоне от 80 мм до 100 мм; необязательно - длиной 84 мм.
Согласно некоторым вариантам осуществления, описанным в настоящем документе, создана также машина для сборки продукта табачной промышленности, содержащая аппарат, описанный выше.
Машина для сборки продукта табачной промышленности может содержать станцию для изготовления палочки, расположенную выше по потоку от первого резального механизма и предназначенную для изготовления упомянутых палочек четверной длины для их подачи к первому резальному механизму.
Машина для сборки продукта табачной промышленности может содержать передающую станцию, расположенную между упомянутой станцией для изготовления палочек и упомянутым первым резальным механизмом, и выполнена для транспортирования упомянутых палочек четверной длины от упомянутой станции для изготовления палочек к упомянутому первому резальному механизму.
Машина для сборки продукта табачной промышленности может дополнительно содержать приемную станцию, расположенную выше по потоку от первого резального механизма и выполнена для передачи упомянутых палочек четверной длины к первому резальному механизму, и где приемная станция содержит приемный барабан.
Машина для сборки продукта табачной промышленности может содержать второй резальный механизм, расположенный ниже по потоку от первого резального механизма, для разрезания упомянутых первой и второй табачных палочек двойной длины на табачные палочки одинарной длины.
Машина для сборки продукта табачной промышленности может дополнительно содержать станцию для присоединения концевого компонента, расположенную ниже по потоку от второй разрезальной станции, созданной для присоединения по меньшей мере одного дополнительного компонента упомянутого продукта табачной промышленности к упомянутым табачным палочкам одинарной длины с использованием бумаги для приклеивания, для формирования продукта в сборе табачной промышленности.
Машина для сборки продукта табачной промышленности может дополнительно содержать третью резальную станцию, расположенную ниже по потоку от станции для присоединения концевого компонента, предназначенную для разрезания продуктов в сборе табачной промышленности посередине по меньшей мере одного дополнительного компонента для формирования продуктов табачной промышленности.
Согласно некоторым вариантам осуществления, описанным в настоящем документе, создан также способ разрезания и укладки палочек для продукта в сборе табачной промышленности, где способ включает: обеспечение палочки четверной длины; разрезание упомянутой палочки четверной длины на первую и вторую палочки двойной длины, где каждая палочка двойной длины содержит соответствующие отдаленные концы; и позиционирование упомянутых первой и второй табачных палочек двойной длины посредством перемещения по меньшей мере одной из табачных палочек двойной длины: первой или второй, из первой конфигурации, в которой они выставлены по оси, во вторую конфигурацию, в которой первая и вторая табачные палочки двойной длины выведены из выставленного по оси положения, и оси первой и второй палочек двойной длины расположены параллельно и на расстоянии друг от друга, и отдаленные концы упомянутых первой и второй палочек двойной длины выставлены по существу в линию друг относительно друга.
Позиционирование упомянутых первой и второй палочек двойной длины рядом друг с другом может включать поворот упомянутой первой палочки двойной длины таким образом, чтобы она была выставлена в линию с упомянутой второй табачной палочкой двойной длины таким образом, чтобы первая и вторая палочки двойной длины были расположены согласно второй конфигурации.
Поворот упомянутой первой палочки двойной длины может включать использование по меньшей мере одного поворотного рычага для поворота упомянутой первой палочки двойной длины таким образом, чтобы она была выставлена относительно упомянутой второй табачной палочки двойной длины таким образом, чтобы первая и вторая палочки двойной длины были расположены согласно второй конфигурации.
Поворот упомянутой первой палочки двойной длины может включать поворот упомянутой первой палочки двойной длины на угол, составляющий около 180 градусов вокруг оси, по существу перпендикулярной продольной оси упомянутой второй палочки двойной длины.
Способ может включать изготовление упомянутых первой и второй палочек двойной длины, имеющих продольную длину в диапазоне от 60 мм до 100 мм; необязательно - в диапазоне от 70 мм до 100 мм; необязательно - в диапазоне от 80 мм до 100 мм; необязательно - 84 мм.
Согласно некоторым вариантам осуществления, описанным в настоящем документе, создан также способ сборки продукта табачной промышленности, включающий разрезание и укладку палочек согласно способу, описанному выше, и разрезание упомянутых первой и второй табачных палочек двойной длины на палочки одинарной длины.
Способ может дополнительно включать присоединение по меньшей мере одного дополнительного компонента изготовления продукта табачной промышленности к упомянутым палочкам одинарной длины для формирования продукта в сборе табачной промышленности.
Способ может дополнительно включать разрезание продуктов в сборе табачной промышленности посередине по меньшей мере одного дополнительного компонента для формирования продуктов табачной промышленности.
Палочки, разрезанные и уложенные с использованием аппарата и способов, раскрытых в настоящем документе, могут с успехом включать палочки из курительного материала, и могут быть палочками из табака.
Варианты осуществления изобретения описаны ниже в виде примеров со ссылками на чертежи.
Краткое описание чертежей
На фиг. 1 схематически показана машина для сборки курительных изделий, содержащая аппарат для разрезания и укладки табачных палочек согласно одному из вариантов осуществления изобретения;
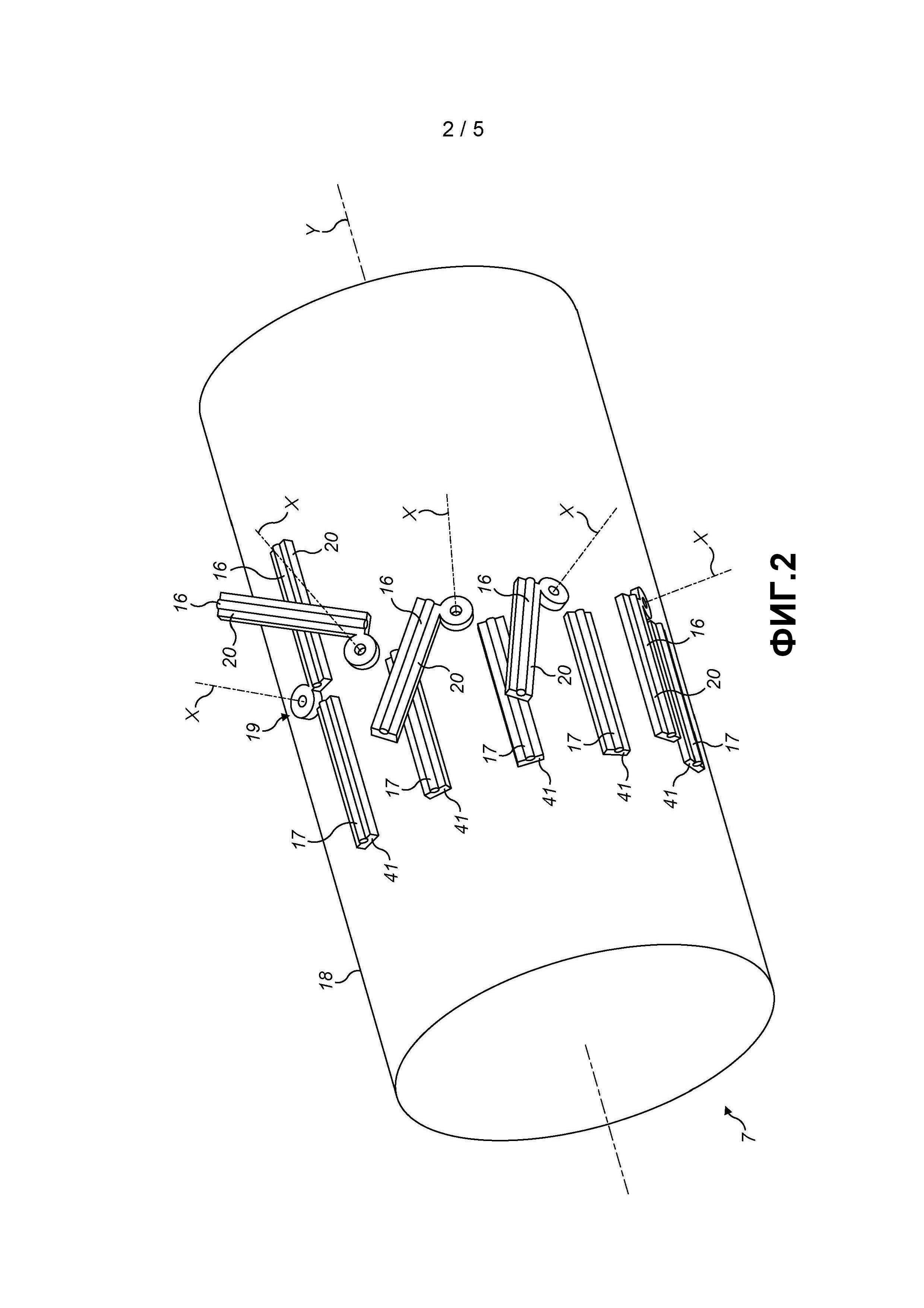
на фиг. 2 схематически показан позиционирующий барабан, являющийся частью аппарата для разрезания и укладки табачных палочек согласно одному из вариантов осуществления изобретения, виде в перспективе;
на фиг. 3a-3h - стадии сборки курительного изделия на машине для сборки курительных изделий согласно одному из вариантов осуществления изобретения;
на фиг. 4 - блок-схема способа разрезания и укладки палочек из курительного материала согласно одному из вариантов осуществления изобретения.
Осуществление изобретения
На фиг. 1 схематически показана машина 1 для сборки продуктов табачной промышленности и, в частности, курительных изделий (называемых ниже «курительными изделиями»), содержащая аппарат 2 для разрезания и укладки табачных палочек согласно одному из вариантов осуществления изобретения.
Аппарат 2 содержит первую резальную станцию 6 и позиционирующую станцию 7. Машина 1 содержит также станцию 3 для изготовления табачных палочек, передающую станцию 4 и приемную станцию 5, расположенные по потоку перед аппаратом 2. Машина 1 дополнительно содержит (по потоку за аппаратом 2) вторую резальную станцию 8, станцию 9 приклеивания и третью резальную станцию 10. Приемная станция 5, первая резальная станция 6, позиционирующая станция 7, вторая резальная станция 8, станция 9 приклеивания и третья резальная станция 10 содержат ряд барабанов, предназначенных для укладки и/или разрезания, и/или передачи, и/или сборки курительных изделий или компонентов курительных изделий. При работе машины 1 изготавливаемые курительные изделия и компоненты для формирования таких курительных изделий, обычно транспортируют слева направо на фиг. 1, в направлении, показанном стрелкой A. Используемые компоненты транспортируются вдоль процесса изготовления в направлениях вращения барабанов. Компоненты передаются с одного барабана на другой в местах, где окружные поверхности барабанов расположены наиболее близко друг к другу. Далее каждая станция описана более подробно.
Станция 3 для изготовления табачных палочек обеспечивает изготовление табачных палочек 11 четверной длины («4-up»), имеющих продольную длину от 120 до 200 мм, или от 140 до 200 мм, или от 160 до 200 мм, в частности - около 168 мм. Станция 3 расположена по потоку перед передающей станцией 4 и приемной станцией 5 таким образом, чтобы от станции 3 можно было передавать табачные палочки 11 четверной длины к приемной станции 5 через передающую станцию 4.
Передающая станция 4, или многоместный захват расположена между станцией 3 для изготовления табачных палочек и приемной станцией 5. Передающая станция 4 обеспечивает передачу табачных палочек 11 четверной длины от станции 3 к приемной станции 5. Передающая станция 4 осуществляет захват табачных палочек 11 четверной длины и укладку этих табачных палочек 11 четверной длины на приемную станцию 5. В альтернативном варианте осуществления изобретения передающая станция 4 может быть исключена, и табачные палочки 11 четверной длины могут передаваться непосредственно со станции 3 на приемную станцию 5.
Приемная станция 5 обеспечивает транспортировку табачных палочек 11 четверной длины к первой резальной станции 6. Приемная станция 5 выполнена в виде вращающегося барабана 12. Приемная станция 5 может иметь желобки или канавки (не показаны) для приема табачных палочек 11, при этом в каждой канавке имеются управляемые клапаном отверстия, через которые может осуществляться отсос воздуха для присасывания поступающих в канавки табачных палочек 11 таким образом, чтобы табачные палочки 11 можно было удерживать в соответствующих канавках при вращении приемного барабана 12.
Первая резальная станция 6 содержит первый резальный механизм 13, содержащий первый резальный барабан 14 и первый резальный элемент 15 в виде первого резального круга 15a, как показано на фиг. 1. Первый резальный круг 15a выполнен в виде дискового ножа, который вращается, находясь в зацеплении с первым резальным барабаном 14. Например, первый резальный круг 15a может контактировать с наружной поверхностью первого резального барабана 14 или может частично заходить в углубление, образованное в наружной поверхности первого резального барабана 14. Первый резальный механизм 13 выполнен с возможностью разрезания каждой табачной палочки 11 четверной длины на первую и вторую табачные палочки 16, 17 двойной длины («2-up»), продольная длина каждой из которых составляет от 60 до 100 мм, или от 70 до 100 мм, или от 80 до 100 мм, в частности - около 84 мм. Первый резальный барабан 14 может иметь канавки или желобки (не показаны) для приема табачных палочек, причем в каждой канавке имеются отверстия, через которые может быть выборочно обеспечен отсос воздуха для присасывания поступтвших в канавки табачных палочек 16, 17 таким образом, чтобы табачные палочки 16, 17 можно было удерживать в соответствующих канавках при вращении первого резального барабана 14.
Для обеспечения гарантированного выставления табачных палочек строго в линию в желобках первого резального барабана 14 первый резальный барабан 14 снабжен выравнивающими или «отбойными» пластинами (не показаны) с каждого конца первого резального барабана 14. Такие отбойные пластины известны, и поэтому они здесь не подробно описаны. Вкратце, они содержат подвижно установленные пластины на первом резальном барабане 14 с каждого его конца, которые могут отклоняться в направлениях к первому резальному барабану 14 и от него. Отбойные пластины отстоят от концов первого резального барабана 14 и находятся в положении, где табачные палочки 11 четверной длины подаются на первый резальный барабан 14. При вращении первого резального барабана 14 с помощью выравнивающего механизма отбойные пластины отклоняют к первому резальному барабану 14, и они контактируют с соответствующим концом любой табачной палочки 11 четверной длины, которая может выступать из желобка, подталкивая табачную палочку 11 четверной длины в правильное положение в желобке. Таким образом, когда табачные палочки 11 четверной длины подходят к первому резальному кругу 15a при вращении первого резального барабана 14, табачная палочка 11 четверной длины оказывается точно выставленной по центру в соответствующем желобке первого резального барабана между отбойными пластинами.
Позиционирующая станция 7 содержит вращающийся позиционирующий или переворачивающий барабан 18, расположенный рядом с первым резальным барабаном 14. Как и в случае с первым резальным барабаном 14, позиционирующий барабан 18 может иметь канавки или желобки (которые будут описаны ниже) для приема табачных палочек 16, 17. В каждой канавке имеются отверстия (не показаны), через которые можно выборочно отсасывать воздух для присасывания поступивших в канавки табачных палочек 16, 17 таким образом, чтобы можно было удерживать табачные палочки 16, 17 в соответствующих канавках при вращении позиционирующего барабана 18. Табачные палочки 16, 17 передаются с первого резального барабана 14 на позиционирующий барабан 18 в месте, где окружные поверхности двух барабанов 14, 18 расположены наиболее близко друг к другу. В положении, где первый резальный барабан 14 вращается наиболее близко к позиционирующему барабану 18, отсос воздуха для присасывания табачных палочек 16, 17 к первому резальному барабану 14, прекращается и активируется отсос воздуха для присасывания табачных палочек 16, 17 к позиционирующему барабану 18, так что эти палочки 16, 17 передаются с первого резального барабана 14 на позиционирующий барабан 18.
Позиционирующий барабан 18 содержит позиционирующий механизм 19 в виде переворачивающего механизма 19 (фиг. 2), обеспечивающего укладку первой и второй табачных палочек 16, 17 двойной длины рядом друг с другом таким образом, чтобы концы первой и второй табачных палочек 16, 17 двойной длины были по существу выставлены в линию друг относительно друга, и оси первой и второй табачных палочек 16, 17 двойной длины были параллельны, но отстояли друг от друга в направлении вращения позиционирующего барабана 18. В частности, переворачивающий механизм 19 выполнен с возможностью поворота первой табачной палочки 16 двойной длины таким образом, чтобы она была выставлена в линию со второй табачной палочкой 17 двойной длины, и чтобы первая табачная палочка 16 двойной длины и вторая табачная палочка 17 двойной длины были расположены параллельно и рядом друг с другом. Как показано на фиг. 2, переворачивающий механизм 19 содержит ряд поворотных рычагов 20, распределенных вдоль окружной поверхности позиционирующего барабана 18. Эти рычаги выполнены с возможностью приема первых табачных палочек 16 двойной длины. Позиционирующий барабан 18 дополнительно содержит ряд неподвижно установленных ложементов 41 для приема вторых табачных палочек 17 двойной длины. Каждому неподвижно установленному ложементу 41 соответствует свой поворотный рычаг 20. Неподвижно установленные ложементы 41 прикреплены к основному корпусу позиционирующего барабана 18. Как поворотные рычаги 20, так и неподвижно установленные ложементы 41 содержат упомянутые выше канавки или желобки для приема табачных палочек 16 и 17. В этих канавках имеются отверстия для отсоса воздуха (не показаны) для присасывания и удерживания первой и второй табачных палочек 16, 17 в поворотных рычагах 20 и неподвижно установленных ложементах 41 для табачных палочек.
Каждый поворотный рычаг 20 выполнен с возможностью поворота относительно оси X поворота (фиг. 2), по существу перпендикулярной оси Y вращения позиционирующего барабана 18. Каждый поворотный рычаг 20 выполнен с возможностью поворота первой табачной палочки 16 двойной длины на угол около 180° вокруг оси X поворота. Ось X поворота проходит вдоль направления, по существу перпендикулярного продольной оси второй табачной палочки 17 двойной длины. Каждый поворотный рычаг 20 может перемещаться из первого положения во второе положение, и обратно. В первом положении канавка поворотного рычага 20 расположена в продольном направлении, выровненной с канавкой в неподвижно установленном ложементе 41 таким образом, чтобы первая и вторая табачные палочки 16, 17 двойной длины находились в первой конфигурации, в которой первая табачная палочка 16 двойной длины, принятая в канавку поворотного рычага 20, расположена по существу соосно второй табачной палочке 17 двойной длины, принятой в канавку соответствующего ложемента 41. Во втором положении канавка поворотного рычага 20 расположена параллельно канавке соответствующео ложемента 41, но на расстоянии от нее,в направлении вращения позиционирующего барабана 18. Во втором положении первая и вторая табачные палочки 16, 17 двойной длины находятся во второй конфигурации, в которой первая табачная палочка 16 двойной длины, принятая в канавку поворотного рычага 20, выведена из соосного положения со второй табачной палочкой 17 двойной длины, принятой в канавку соответствующего ложемента 41, и оси первой и второй палочек 16, 17 двойной длины расположены параллельно на расстоянии друг от друга, причем отдаленные концы упомянутых первой и второй палочек двойной длины выставлены по существу в линию друг относительно друга.
Переворачивающий механизм 19 содержит кинематическую цепь, обеспечивающую возможность перемещения поворотных рычагов 20 из первого положения во второе положение, и обратно, при вращении позиционирующего барабана 18. Такая кинематическая цепь может включать в чебя один или несколько зубчатых колес, кулачков и соответствующих роликов, взаимодействующих с этими кулачками, расположенных на ступице позиционирующего барабана и соединенных с поворотными рычагами 20. Переворачивающий механизм 19 и кинематическая цепь выполнены таким образом, чтобы после завершения полного оборота позиционирующего барабана 18, каждый поворотный рычаг 20 снова перемещался из первого положения, в котором первая и вторая палочки 16, 17 двойной длины находятся в первой конфигурации, в которой они были приняты от первого резального барабана 14, во второе положение. Поворотные рычаги 20 остаются во втором положении в течение части оборота позиционирующего барабана 18 до тех пор, пока они не достигнут места, где первая и вторая палочки 16, 17 двойной длины передаются на второй резальный барабан 26. После прохода места передачи на второй резальный барабан 26 каждый поворотный рычаг 20 перемещается обратно в первое положение, в котором они готовы к приему следующих выставленных по оси первой и второй палочек 16, 17 двойной длины. Хронометрия перемещения поворотных рычагов 20 из первого положения во второе, и обратно, может быть определена конфигурацией кинематической цепи между позиционирующим барабаном 18 и поворотными рычагами 20. Например, профиль рабочей поверхности кулачка в позиционирующем барабане 18 может быть выполнен таким образом, чтобы были определены места при вращении позиционирующего барабана 18, в которых поворотные рычаги 20 перемещаются из первого положения во второе положение, а затем - из второго положения обратно в первое положение.
Вторая резальная станция 8 содержит второй вращающийся резальный барабан 26, расположенный рядом с позиционирующим барабаном 18. Второй резальный барабан 26 может иметь канавки или желобки (не показаны) для приема табачных палочек 16, 17, причем в каждой канавке выполнены отверстия (не показаны), через которые можно выборочно отсасывать воздух для присасывания табачных палочек 16, 17, принятых в канавки, чтобы табачные палочки 16, 17 удерживались в соответствующих канавках при вращении второго резального барабана 26. Табачные палочки 16, 17 передаются с позиционирующего барабана 18 на второй резальный барабан 26 в месте, где окружные поверхности двух барабанов 18, 26 расположены наиболее близко друг к другу. В положении, вкотором позиционирующий барабан 18 наиболее близко подходит ко второму резальному барабану 26, отсос воздуха для присасывания табачных палочек 16, 17 к позиционирующему барабану 18 прекращается, и активируется отсос воздуха для присасывания их ко второму резальному барабану 26, так что табачные палочки 16, 17 передаются с позиционирующего барабана 18 на второй резальный барабан 26.
Вторая резальная станция 8 содержит второй резальный механизм 21, предназначенный для разрезания первой и второй табачных палочек 16, 17 двойной длины на табачные палочки 22, 23, 24, 25 одинарной длины («1-up»), длина каждой из которых составляет от 30 до 50 мм, или от 35 до 50 мм, или от 40 до 50 мм, в частности - около 42 мм. Второй резальный механизм 21 содержит второй резальный барабан 26 и второй резальный элемент 27. Второй резальный элемент 27 содержит второй резальный круг 27a, приводимый во вращение вокруг его центральной оси. Второй резальный круг 27a выполнен в виде дискового ножа, который вращается, находясь в зацеплении со вторым резальным барабаном 26. Например, второй резальный круг 27a может контактировать с наружной поверхностью второго резального барабана 26 или может частично заходить в углубление, сформированное в наружной поверхности второго резального барабана 26. Второй резальный круг 27a разрезает первую и вторую табачные палочки 16, 17 двойной длины пополам. Второй резальный барабан 26 может аналогичным образом содержать отбойные пластины (не показаны), как и у первого резального барабана 14, для гарантированного обеспечения того, чтобы первая и вторая табачные палочки 16, 17 двойной длины были тщательно уложены на второй резальный барабан до разрезания их пополам вторым резальным кругом 27a.
Рядом со вторым резальным барабаном 26 расположена станция 9 приклеивания, которая содержит вращающийся закатывающий барабан 28. Закатывающий барабан 28 может иметь канавки или желобки (не показаны), для приема табачных палочек 22-25, причем в каждой канавка выполнены отверстия, через которые можно выборочно отсасывать воздух для присасывания принятых в канавки табачных палочек 22-25, так что табачные палочки 22-25 удерживаются в соответствующих канавках при вращении закатывающего барабана 28. Табачные палочки 22-25 передаются со второго резального барабана 26 на закатывающий барабан 28 в месте, где окружные поверхности двух барабанов 26, 28 расположены наиболее близко друг к другу. В положении, где второй резальный барабан 26 подходит наиболее близко к закатывающему барабану 28, отсос воздуха для присасывания табачных палочек 22-25 ко второму резальному барабану 26 прекращается, и активируется отсос воздуха для присасывания табачных палочек 22-25 к закатывающему барабану 28, так что они передаются со второго резального барабана 26 на закатывающий барабан 28.
Как показано на фиг. 1, станция 9 приклеивания содержит закатывающий барабан 28 и закатывающее крыло 29, пространство между которыми образует канал, 30, по которому проходят табачные палочки 22, 23, 24, 25 одинарной длины таким образом, чтобы они завворачивались в бумагу T для приклеивания (показано на фиг. 3f). Закатывающий барабан 28 вращается, а закатывающее крыло 29 установлено неподвижно. Станция 9 приклеивания обеспечивает удержание табачных палочек 22, 23, 24, 25 одинарной длины на расстоянии друг от друга и укладку одного или нескольких дополнительных компонентов 31, например, компонентов фильтра (показаны на фиг. 3e), между табачными палочками 22, 23, 24, 25 с последующим соединением табачных палочек 22, 23, 24, 25 с дополнительными компонентами 31 для формирования сборных курительных изделий 32, 33 (показаны на фиг. 3g). Специалистам в данной области техники известны различные станции для присоединения компонентов и связанное с этим оборудование, поэтому они подробно не описаны. Однако вкратце, отрезок бумаги T для приклеивания подается к табачным палочкам 22-25 и компонентам 31 фильтра на закатывающий барабан 28, и отрезок бумаги T приклеивается к табачным палочкам 22-25 и компонентам 31 фильтра. Отрезок бумаги T может подаваться к табачным палочкам 22-25 и компонентам 31 фильтра на отдельном барабане (не показан) до последующей передачи табачных палочек 22-25 и компонентов 31 фильтра с прикрепленным к ним отрезком бумаги T на закатывающий барабан 28 таким же образом, как было описано выше со ссылками на передачу компонентов курительного изделия между барабанами вдоль процесса изготовления. Табачные палочки 22-25, компоненты 6 фильтра и отрезок бумаги T вводятся в пространство между закатывающим барабаном 28 и закатывающим крылом 29 и прокатываются по наружной изогнутой поверхности закатывающего барабана 28 посредством фрикционного контакта с противостоящей поверхностью закатывающего крыла 29, оборачивая тем самым отрезок бумаги T вокруг табачных палочек 22-25 и компонентов 31 фильтра для их соединения.
Рядом с закатывающим барабаном 28 расположена третья резальная станция 10, содержащая вращающийся резальный барабан 35. Третий резальный барабан 35 может иметь канавки или желобки (не показаны) для приема сборных курительных изделий 32, 33. В каждой канавке могут быть выполнены отверстия, через которые может выборочно отсасываться воздух для присасывания поступивших в канавки курительных изделий 32, 33, таким что курительные изделия 32, 33 удерживаются в соответствующих канавках при вращении третьего резального барабана 35. Курительные изделия 32, 33 передаются с закатывающего барабана 28 на третий резальный барабан 35 в месте, где окружные поверхности двух барабанов 28, 35 расположены наиболее близко друг к другу. В положении, где закатывающий барабан 28 наиболее близко подходит к третьему резальному барабану 35, отсос воздуха для присасывания курительных изделий 32, 33 к закатывающему барабану 28 прекращаются, и активируется отсос воздуха для присасывания курительных изделий 32, 33 к третьему резальному барабану 35, так что эти курительные изделия передаются с закатывающего барабана 28 на третий резальный барабан 35.
Третья резальная станция 10 содержит третий резальный механизм 34. Третий резальный механизм 34 содержит третий резальный барабан 35 и третий резальный элемент 36. Третий резальный элемент 36 содержит третий резальный круг 36a, приводимый во вращение вокруг его центральной оси. Третий резальный круг 36a выполнен в виде дискового ножа, который вращается, находясь в зацеплении с третьим резальным барабаном 35. Например, третий резальный круг 36a может контактировать с наружной поверхностью третьего резального барабана 35 или может частично заходить в углубление, сформированное в наружной поверхности третьего резального барабана 35. Третий резальный круг 36a разрезает пополам свернутые курительные изделия 32, 33, приготовленные на станции 9 приклеивания. Разрезание производят посередине центрального компонента 31 фильтра, получая одинаковые, равные по длине курительные изделия 37, 38, 39, 40. Третий резальный барабан 35 может аналогичным образом содержать отбойные пластины (не показаны), как у первого и второго резальных барабанов 14 и 26, гарантирующие точную укладку сборных курительных изделий 32, 33 на третий резальный барабан до их разрезания пополам третьим резальным кругом 36a.
Машина 1 для сборки курительных изделий работает следующим образом.
На станции 3 изготовления табачных палочек формируются табачные палочки 11 четверной длины (фиг. 3a), которые подаются на передающую станцию 4. Длина табачной палочки 11 четверной длины составляет, например, около 168 мм. На передающей станции 4 табачная палочка 11 захватываются и укладывается в канавку приемного барабана 12. При вращении приемного барабана 12 табачная палочка 11 четверной длины транспортируется к первой резальной станции 6. Первый резальный барабан 14 принимает табачную палочку 11 четверной длины (этап S1 на фиг. 4). При вращении первого резального барабана 14 табачная палочка 11 проходит через первый резальный круг 15a, разрезающий табачную палочку 11 четверной длины на две части или на первую и вторую табачные палочки 16 и 17 двойной длины (фиг. 3b; этап S2). Пунктирной линией на фиг. 3a показано место разреза табачной палочки 11 четверной длины. Длина каждой из табачных палочек 16 и 17 двойной длины составляет около 84 мм.
Первая и вторая табачные палочки 16 и 17 двойной длины затем передаются с первого резального барабана 14 на позиционирующий барабан 18 (этап S3). Первая табачная палочка 16 двойной длины располагается на поверхности одного из поворотных рычагов 20. На позиционирующем барабане 18 первую и вторую табачные палочки 16 и 17 сначала выставляют в линию вдоль продольной оси, параллельной оси вращения позиционирующего барабана 18. Затем, при вращении позиционирующего барабана 18, поворотный рычаг 20 поворачивается таким образом, чтобы первая табачная палочка 16 двойной длины была повернута на угол около 180° и была выставлена относительно второй табачной палочки 17 двойной длины (этап S4). Таким образом первая и вторая табачные палочки 16 и 17 двойной длины располагаются по существу параллельно и рядом друг с другом, при этом концы первой и второй табачных палочек 16 и 17 по существу выставляются в линию друг относительно друга (см. фиг. 3c).
После этого каждая табачная палочка 16 и 17 двойной длины подводится к канавке второго резального барабана 26 (этап S5). При проходе табачных палочек 16 и 17 двойной длины через зону действия второго ножа 27a, вторым ножом 27a они разрезаются пополам (этап S6), формируя табачные палочки 22, 23, 24, 25 одинарной длины (фиг. 3d). Места разрезов показаны пунктирными линиями на фиг. 3c.
Затем каждая табачная палочка 22, 23, 24, 25 одинарной длины располагается в канавках закатывающего барабана 28 на станции 9 приклеивания. Табачные палочки 22, 23, 24, 25 одинарной длины располагаются на расстоянии друг от друга в их осевом направлении (этап S7). Между табачными палочками 22, 23, 24, 25 укладываются (этап S8) компоненты 31, например, компоненты 31 фильтра, как показано на фиг. 3e. Расположение палочек на расстоянии друг от друга можно осуществлять на закатывающем барабане 28 или на отдельном барабане (не показан), установленном между вторым резальным барабаном 26 и закатывающим барабаном 28 таким образом, чтобы табачные палочки 22, 23, 24, 25 одинарной длины подавались на закатывающий барабан 28 уже на расстоянии друг от друга. В любом случае расположение палочек на расстоянии друг от друга можно осуществить с помощью перемещаемых секций на соответствующем барабане или на закатывающем барабане 28. При таком расположении пары табачных палочек 22, 23, 24, 25 одинарной длины попадают в канавки на соответствующем барабане, и при вращении барабана его секции, соответствующим образом удерживющие соседние пары табачных палочек 22, 23 и 24, 25, отдаляют друг от друга, обеспечивая требуемые расстояния для введения компонентов 31 фильтра.
К каждому выставленному в линию комплекту табачных палочек 22-25 одинарной длины и компонентов 31 фильтра подается отрезок бумаги T, как показано на фиг. 3f. При прохождении табачных палочек 22 - 25 одинарной длины под закатывающим крылом 29 эти палочки заворачиваются в отрезок бумаги T таким образом, чтобы компоненты 31 фильтра были соединены с табачными палочками 22, 23, 24, 25 одинарной длины для формирования курительных сборных изделий 32, 33 (этап S9; фиг. 3g).
Каждое завернутое курительное изделие 32, 33 затем подается в канавку третьего резального барабана 35 (этап S10) и разрезается пополам (этап S11), формируя четыре курительных изделия 37, 38, 39, 40, как показано на фиг. 3h. При этом каждое курительное изделие 37, 38, 39, 40 содержит табачную палочку 22, 23, 24, 25 одинарной длины и один или несколько компонентов 31 фильтра. Места разрезов показаны пунктирными линиями на фиг. 3g.
После этого курительные изделия 37, 38, 39, 40 могут быть отделены посредством использования известных технологий и оборудования, а затем переданы на упаковочную станцию (не показана).
На машине 1 согласно настоящему изобретению можно с успехом изготавливать табачные палочки одинарной длины, более короткие, чем табачные палочки одинарной длины, используемые в обычных сигаретах. Использование таких более коротких табачных палочек может потребоваться в процессе изготовления нагреваемых, но не сжигаемых продуктов.
Хотя описанный выше в качестве примера переворачивающий механизм 19 выполнен с возможностью перемещения первой табачной палочки 16 двойной длины относительно второй табачной палочки 17 двойной длины, изобретение не ограничено этой конструкцией, и в альтернативном варианте переворачивающий механизм 19 может быть выполнен с возможностью перемещения второй табачной палочки 17 двойной длины относительно первой табачной палочки 16 двойной длины. В еще одном дополнительном альтернативном варианте осуществления изобретения переворачивающий механизм 19 может быть выполнен с возможностью перемещения обеих (первой и второй) табачных палочек 16, 17 двойной длины из вышеописанной первой конфигурации, в которой они выставлены по оси, во вторую конфигурацию, в которой они выведены из выставленного по оси положения, и их оси расположены параллельно и на расстоянии друг от друга, а их отдаленные концы по существу выставлены в линию друг относительно друга.
Под используемым в настоящем описании термином «изделие табачной промышленности» понимаются курительные изделия, включающие в себя: сгораемые курительные изделия, например, сигареты, сигариллы, сигары, трубочный табак или табак для самокруток (изготовленные с использованием собстенно табака, производных табака, вспученного табака, восстановленного табака, заменителей табака или других курительных материалов); электронные курительные изделия, например, е-сигареты; нагревательные устройства, при использовании которых высвобождаются соединения из материалов-субстратов без их сжигания, например, продукты, получающиеся при нагревании табака; гибридные системы для образования аэрозоля из сочетания материалов-субстратов, например, гибридные системы, содержащие жидкость или гель, или твердый субстрат; и изделия, свободные от аэрозоля, доставляющего никотин, например, таблетки, смолы, лоскутки; изделия, содержащие дыхательные порошки и продукты из бездымного табака, например, жевательный табак и нюхательный табак.
В некоторых вариантах осуществления изобретения изделиями табачной промышленности являются несгораемые курительные изделия. В некоторых вариантах осуществления изобретения изделием табачной промышленности является нагревательное устройство, при использовании которого выделяются соединения в результате нагревания материала-субстрата, но не его сжигания,. Материалом может быть, например, табак или другие нетабачные продукты, которые могут содержать или не содержать никотин. В некоторых вариантах осуществления изобретения нагревательное устройство является устройством для нагревания табака.
В других вариантах осуществления изобретения изделием табачной промышленности является гибридная система для образования аэрозоля посредством нагревания, но не сжигания, сочетания материалов-субстратов. Материалы-субстраты могут содержать, например, твердое вещество, жидкое вещество или гель, и которые могут содержать или не содержать никотин. В некоторых вариантах осуществления изобретения гибридная система содержит субстрат в виде жидкости или геля и твердый субстрат. Твердым субстратом может быть, например, табак или другие нетабачные продукты, которые могут содержать или не содержать никотин. В некоторых вариантах осуществления изобретения гибридная система содержит субстрат в виде жидкости или геля и табак.
Для решения различных проблем и продвижения технологии полный объем настоящего изобретения показывает посредством иллюстрации различных вариантов осуществления, как данное изобретение может быть практически применено, обеспечивая возможность создания высокоэффективного аппарата для сборки табачных палочек в табачной промышленности. Преимущества и особенности изобретения являются только репрезентативными, а не исчерпывающими и/или исключительными образцами вариантов осуществления изобретения. Они представлены только для понимания и изучения особенностей изобретения. Следует понимать, что преимущества, варианты осуществления, примеры, функции, особенности, конструкции и/или другие аспекты изобретения не следует рассматривать как ограничения объема изобретения, который определен формулой изобретения. Могут быть использованы и другие варианты осуществления изобретения, и могут быть произведены модификации описанных конструкций без выхода за объем и/или сущность изобретения. Различные варианты осуществления изобретения могут соответствующим образом содержать, состоять из или по существу состоять из различных сочетаний описанных элементов, компонентов, особенностей, частей, этапов, средств и т.п.
Реферат
Изобретение относятся к аппарату для разрезания и укладки палочек для использования в машине для сборки изделий табачной промышленности. Аппарат содержит первый резальный механизм для разрезания палочки четверной длины на первую и вторую выставленные по оси палочки двойной длины. Каждая палочка двойной длины содержит соответствующие концы. Позиционирующий механизм предназначен для перемещения по меньшей мере одной из первой и второй палочек двойной длины таким образом, чтобы эти палочки были перемещены из первой конфигурации, в которой они выставлены по оси, во вторую конфигурацию, в которой первая и вторая палочки двойной длины выведены из выставленного по оси положения, их оси расположены параллельно и на расстоянии друг от друга, а концы этих первой и второй палочек двойной длины выставлены по существу в линию друг относительно друга. Также раскрыты способ разрезания и укладки палочек для сборки изделия табачной промышленности и способ сборки изделия табачной промышленности. 2 н. и 17 з.п. ф-лы, 11 ил.
Формула
Документы, цитированные в отчёте о поиске
Заготовка(-и) упаковки курительных изделий
Комментарии