Способ и набор для регулировки оберточной или упаковочной машины - RU2754975C2
Код документа: RU2754975C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
Предложенное изобретение относится к способу и набору для регулировки машины для обертывания или упаковки предметов.
Согласно возможному варианту выполнения, предложенное изобретение относится к машинам для обертывания или упаковки стержневидных курительных изделий, на которые, в частности, ссылается настоящее описание, но не исключительно. Выражение «стержневидные курительные изделия» применяют для обозначения продуктов или курительных изделий, таких как, например, сигареты, сигары, сигариллы, электронные сигареты и т.п., а также компоненты, входящие в их состав.
УРОВЕНЬ ТЕХНИКИ
Как правило, указанные машины содержат конвейеры или ролики, выполненные с возможностью вращения вокруг соответствующей оси вращения для выполнения одной или более операций с курительными изделиями.
Некоторые ролики машин для обертывания или упаковки представляют собой передаточные ролики, выполненные с обеспечением возможности переноса курительных изделий вдоль указанной машины от одной станции обертывания или упаковки к другой станции. Кроме переноса, передаточные ролики также могут быть выполнены с обеспечением возможности выполнения одной или более операций обертывания или упаковки курительных изделий. Например, на радиально-наружной поверхности каждого передаточного ролика выполнены выемки, предназначенные для приема стержневидных курительных изделий. Предпочтительно, выемки выполнены удлиненными в осевом направлении передаточного ролика с обеспечением возможности приема курительных изделий, расположенных параллельно оси вращения ролика. Кроме того, выемки распределены в окружном направлении и обычно расположены на одинаковых расстояниях вдоль наружной в радиальном направлении поверхности передаточного ролика. Еще более предпочтительно, выемки являются выемками всасывающего типа, то есть, сообщаются с всасывающей системой, предназначенной для удерживания курительных изделий по месту.
Некоторые ролики машин для обертывания или упаковки являются рабочими роликами, выполненными с возможностью выполнения одной или более операций обертывания или упаковки курительных изделий и/или их компонентов. Например, в сфере производства курительных изделий могут использоваться ролики для разрезания, ролики для наложения фицеллы или т.п.
В машинах известного уровня техники, применяемых для обертывания или упаковки курительных изделий, с каждым роликом или с множеством роликов, соединенных друг с другом механическим образом, связан электродвигатель, обеспечивающий вращательное движение указанных роликов вокруг собственных осей вращения. Двигатели, взаимосвязанные с роликами, приводятся в действие посредством электрического соединения согласно последовательности связанных друг с другом угловых положений.
Такой тип привода требует регулирования взаимных угловых положений роликов перед запуском машины для получения исходной конфигурации, при которой все ролики совпадают по фазе, таким образом, гарантируя, что операции по обработке и/или переносу курительных изделий выполняются надежным и точным способом.
До настоящего времени данное требование обеспечивали при помощи шаблонов или оправок. Каждый шаблон имеет такой профиль, форма которого обеспечивает прием двух или более роликов машины, а также установку роликов с взаимным угловым положением, соответствующим исходному (или нулевому) угловому положению. Для этого каждый ролик имеет контрольный элемент, например, контрольный штифт, который должен быть расположен в профиле шаблона правильным образом для определения взаимного углового положения двух или более роликов. Регулировку роликов машины выполняют при помощи множества шаблонов вручную группу за группой до тех пор, пока взаимное угловое положение всех роликов не будет отрегулировано.
Таким образом, каждая машина требует использования множества шаблонов. Указанные шаблоны требуют соответствующего хранения и впоследствии, перед запуском машины должны быть расположены на роликах. Соответственно, требуется место для хранения шаблонов и квалифицированная рабочая сила для работы с ними. Этот недостаток еще более усугубляется тем, что каждая машина, как правило, имеет свой собственный конкретный набор шаблонов, отличающийся от указанных наборов для других машин, но при этом похожий.
Более того, заявитель считает, что применительно к любому типу машины для обертывания или упаковки, в которой один электродвигатель взаимосвязан с одной нагрузкой, остается открытой проблема обеспечения простой и надежной корреляции углового положения двигателя (которое указано соответствующим кодовым датчиком положения) с угловым положением нагрузки (по существу представленной роликом в случае машин для табачной промышленности). В действительности, выполнение данной корреляции может потребоваться в разные моменты времени в течение срока службы машины: в процессе изначальной настройки, когда двигатели физическим образом соединяют с соответствующими нагрузками; после любого изменения, выполненного в процессе эксплуатации; или при замене двигателя.
ЦЕЛЬ ИЗОБРЕТЕНИЯ
В данном контексте, технической задачей, которая лежит в основе предложенного изобретения, является создание способа и набора для регулировки машины для обертывания или упаковки предметов для устранения по меньшей мере некоторых вышеупомянутых недостатков известного уровня техники и соответствия вышеуказанным требованиям.
В частности, целью предложенного изобретения является создание способа и набора для регулировки машины для обертывания или упаковки предметов, обеспечивающих возможность легкой, быстрой и точной настройки машины и минимизации количества и размера необходимых инструментов.
Указанную техническую задачу и перечисленные цели по существу решают с помощью способа и набора для регулировки машины для обертывания или упаковки предметов, содержащих технические признаки, раскрытые в одном или более пунктах формулы изобретения. Зависимые пункты формулы изобретения соответствуют возможным различным вариантам выполнения изобретения.
В частности, указанную цель достигают путем корреляции углового положения двигателя с угловым положением соответствующего ему конвейера или ролика, что обеспечивает возможность узнать точное угловое положение каждого конвейера или ролика, зная угловое положение соответствующего двигателя, считываемое датчиком углового положения или кодовым датчиком положения γказанного двигателя.
Другие признаки и преимущества изобретения станут более понятны из приведенного ниже неограничивающего описания, выполненного со ссылкой на предпочтительный, но не исключающий вариант выполнения способа и набора для регулировки машины для обертывания или упаковки предметов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Далее описание изложено со ссылкой на прилагаемые чертежи, приведенные исключительно для иллюстрации, без ограничения объема изобретения. На чертежах:
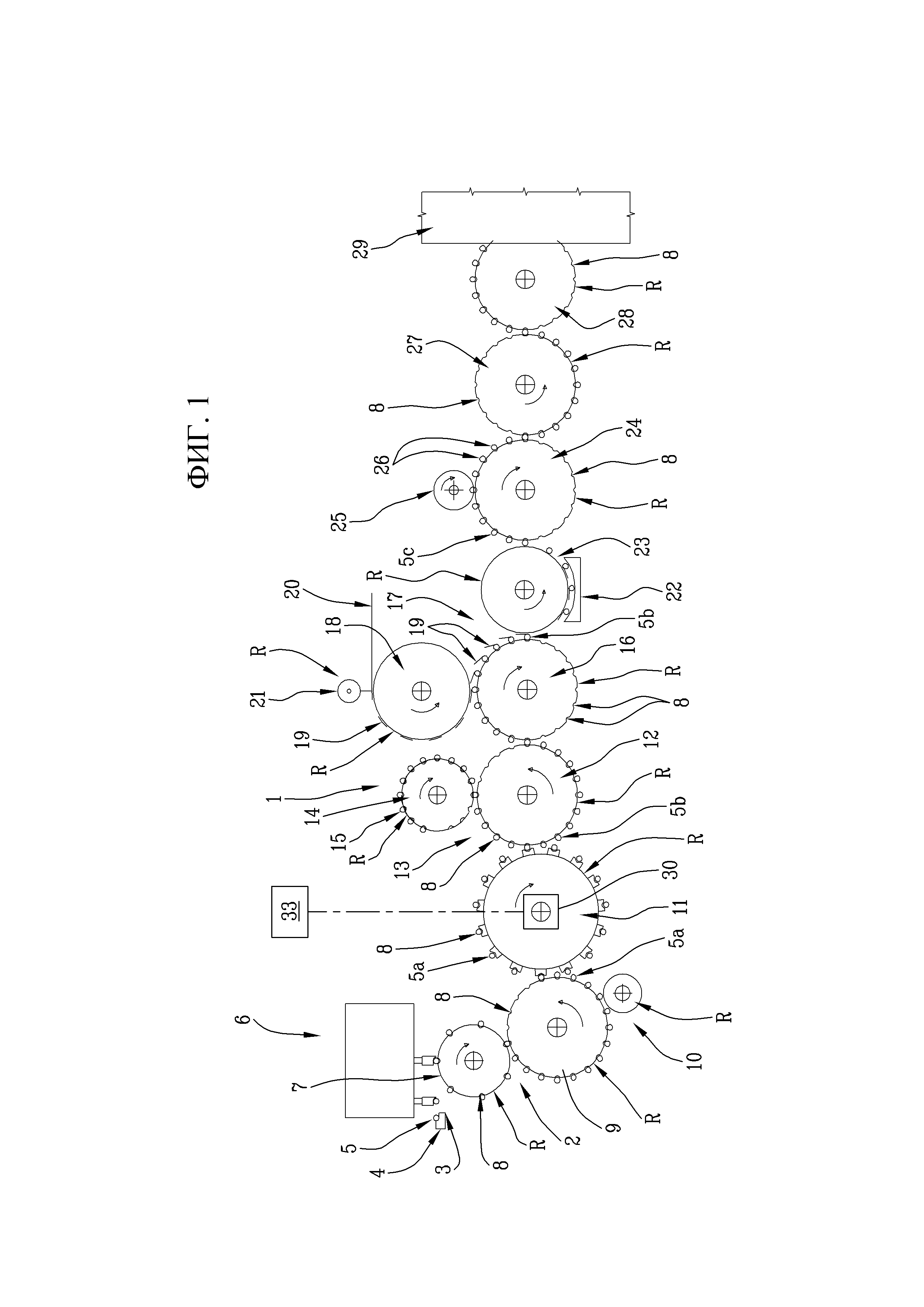
на фиг. 1 изображен схематический вид спереди машины для изготовления сигарет с фильтром, в которой могут применяться способ и набор согласно предложенному изобретению;
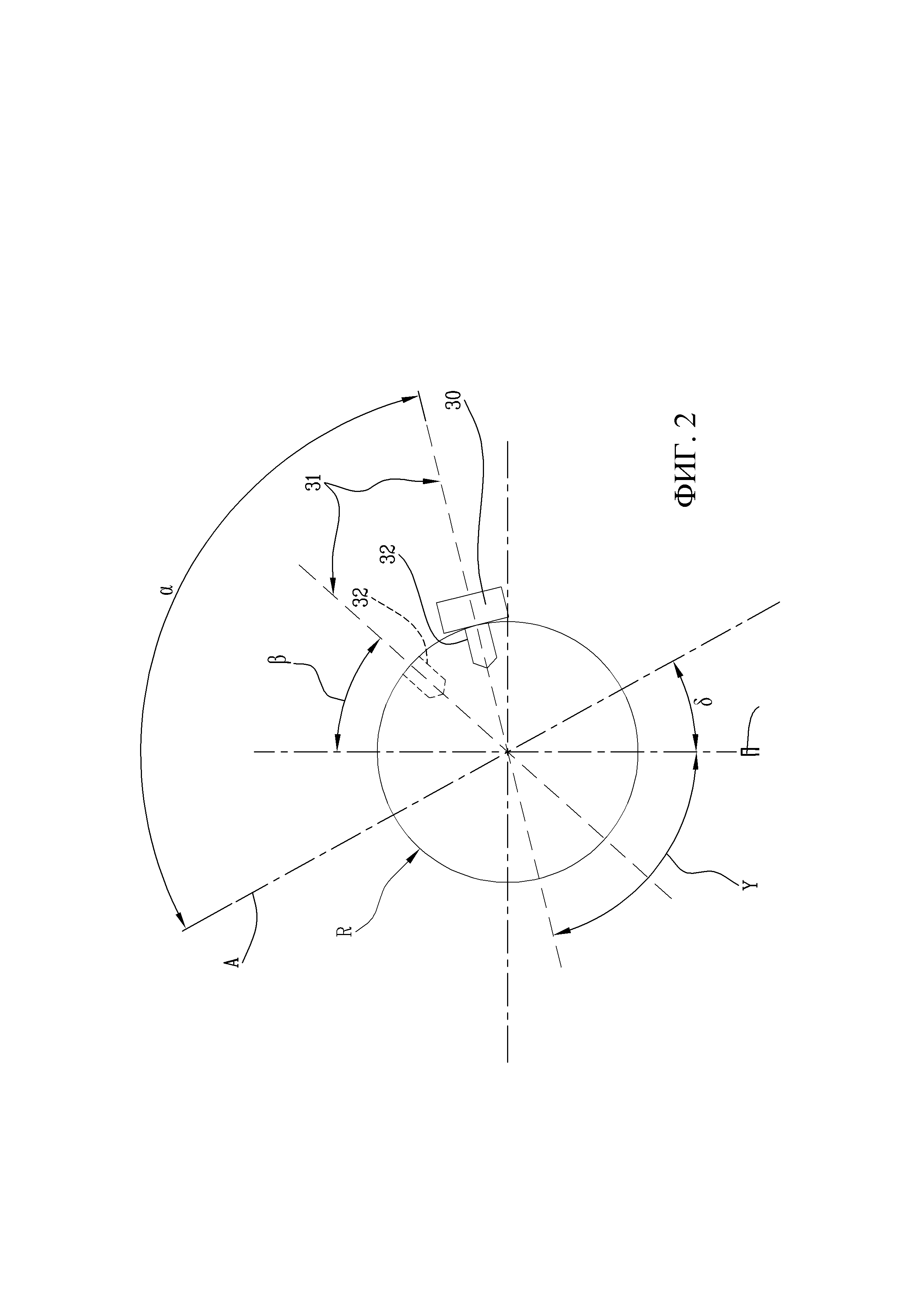
на фиг. 2 схематически проиллюстрирован этап регулировки машины для обертывания или упаковки согласно изобретению.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
Как изображено на фиг. 1, номером 1 позиции в целом обозначена машина для изготовления сигарет с фильтром, также известная как машина для прикрепления фильтрующего мундштука, согласно одному возможному варианту выполнения.
Предложенная машина представляет пример использования настоящего изобретения, которое может быть применимо с машиной любого типа, предназначенной для обертывания или упаковки предметов. Далее в настоящем описании для удобства сделана ссылка на сигареты, как на конкретный пример «предметов» и, в частности, «стержневидных курительных изделий», которые описаны выше.
Машина 1 содержит последовательность конвейеров, таких как, например, ролики, установленные на валах, параллельных друг другу, в частности, горизонтальных валах. Ссылка на ролики далее в описании подразумевает конвейеры любого типа, включая ленты, цепи, карусельные устройства и т.д.
Вход 2 машины 1 соединен с выходом 3 формующего устройства 4, предназначенного для формирования последовательности отрезков 5 сигарет двойной длины, переносимых последовательно передаточным узлом 6 от устройства 4 на вход 2 машины 1, образованный первым роликом 7.
Далее в настоящем описании эти ролики, составляющие конвейеры с изделиями, для удобства также обозначены буквой «R». На наружной в радиальном направлении поверхности каждого ролика «R» выполнены присасывающие выемки 8, параллельные оси вращения ролика.
Как изображено на фиг. 1, первый ролик 7 вращается по часовой стрелке с постоянной угловой скоростью вокруг оси, параллельной продольной оси устройства 4, и после приема отрезков 5 двойной длины обеспечивает подачу поперечно их осям и последовательный перенос указанных отрезков к соответствующим выемкам 8, сформированным на периферической поверхности второго ролика 9, который вращается против часовой стрелки, как изображено на фиг. 1.
Ролик 9 обеспечивает подачу двойных отрезков 5 поперечно их осям через режущий блок 10, в котором каждый отрезок 5 двойной длины разделяют на пару отрезков 5а одинарной длины, равной длине сигареты, и перенос отрезков одинарной длины, выровненных по оси относительно друг друга, к выемкам 8 третьего ролика 11, который вращается по часовой стрелке и отделяет в осевом направлении друг от друга два отрезка 5а.
После того как два отрезка 5а разнесены друг от друга, указанные отрезки переносят к четвертому ролику 12, составляющему часть сборочного узла 13, который содержит также подающий ролик 14, обеспечивающий подачу фильтров 15 двойной длины. Как изображено на фиг. 1, ролик 14 установлен по существу тангенциально относительно ролика 12, вращаясь вокруг своей оси в направлении, противоположенном направлению вращения ролика 12 и с такой же окружной скоростью, и предназначен для подачи каждого фильтра 15 двойной длины в центральную часть соответствующей выемки 8. Таким образом, после подачи в выемку 8 каждый фильтр 15 двойной длины расположен ровно между двумя отрезками 5а, поданными в ту же выемку 8 для формирования на данном ролике 12 набора 5b, состоящего из двух расположенных соосно отрезков 5а, разделенных двойным фильтром 15. Посредством ролика 12 наборы 5b подают один за другим к пятому ролику 16, расположенному на входе в финишный блок 17.
Кроме ролика 16 блок 17 содержит ролик 18, предназначенный для подачи фицелл 19, которые получены из сплошного полотна 20 посредством режущего блока 21 и каждую из которых применяют для соединения друг с другом отрезков 5а и двойного фильтра 15, входящих в каждый набор 5b. Финишный блок 17 также содержит прокатывающий блок 22, содержащий соответствующий ролик 23 и предназначенный для приема проходящих один за другим наборов 5b и соответствующих фицелл 19, поступающих с пятого ролика 16, а также для обкручивания каждой указанной фицеллы вокруг соответствующего двойного фильтра 15 и примыкающих к нему концевых участков соответствующих отрезков 5а, с получением сдвоенной сигареты 5с. Ролик 23 обеспечивает последовательную подачу сдвоенных сигарет 5с к шестому ролику 24, расположенному на выходе финишного блока 17.
После расположения в выемках 8 ролика 24, фильтры 15 двойной длины сдвоенных сигарет 5с приводят в контакт с режущим блоком 25 для получения расположенных коаксиально пар сигарет 26, которые посредством ролика 24 подают к следующим роликам 27 и 28, которые в свою очередь обеспечивают подачу сигарет 26 к следующим рабочим блокам, входящим в состав машины для прикрепления фильтрующего мундштука и схематически представленным в виде блока 29. В следующих рабочих блоках сигареты 26 расположены в один ряд.
Машина 1 содержит множество электродвигателей, не представленных на чертежах, которые приводят во вращательное движение ролики «R». В частности, электродвигатель взаимосвязан с одним или более роликами «R» с обеспечением возможности приведения указанных роликов во вращательное движение вокруг соответствующих осей вращения. Каждый двигатель выполнен с датчиком углового положения, например, кодовым датчиком положения, который определяет нулевую отметку «А», относительно которой можно узнать угловое положение а вала электродвигателя.
В процессе нормального режима эксплуатации машины 1 все вышеописанные ролики вращаются при очень высоких скоростях для переноса и/или обработки сигарет (курительных изделий) и/или компонентов сигарет. ля правильного и надежного выполнения указанных операций, в процессе всего рабочего цикла машины необходимо контролировать угловые положения всех роликов, начиная от нулевого углового положения, которое задают на этапе регулировки.
В процессе эксплуатации, двигатели, взаимосвязанные с каждым роликом «R», приводятся в действие с помощью электрического соединения согласно последовательности угловых положений, связанных друг с другом, начиная от нулевого углового положения каждого ролика, так что ролики совпадают по фазе, то есть, расположены относительно друг друга с обеспечением правильного переноса и/или обработки курительных изделий и/или их компонентов.
Угловое положение ролика определяется угловым положением, в котором радиальная прямая 31, составляющая одно целое с роликом, расположена на угловом расстоянии относительно направления силы «G» тяжести, равном нулевому углу β. Выражение «радиальная прямая» применяют для обозначения прямой линии, перпендикулярной оси вращения ролика и пересекающей данную ось. Далее по тексту упоминание силы тяжести следует понимать как ссылку на ее направление, ориентированное к центру Земли. Как изображено, например, на фиг. 2, радиальная прямая 31 может быть образована радиальным направлением, проходящим через контрольную метку 32 ролика. Например, контрольная метка 32 может быть выполнена физическим образом в виде полости или штифта, либо может быть представлена информационным элементом, хранящимся в памяти блока управления машины. В альтернативном варианте радиальная прямая 31 может быть распознаваема таким образом, что определяется радиальным направлением, расположенным на заданном угловом расстоянии от контрольной метки 32.
На фиг. 2 положение ролика «R», в котором контрольная метка 32 изображена пунктирной линией, соответствует нулевому угловому положению β. В процессе начальной настройки машины, то есть, когда двигатели физическим образом соединяют с соответствующими нагрузками или после любого изменения, произошедшего, например, в результате замены двигателя, угловое положение γ ролика приводят в соответствие с угловым положением α электродвигателя. Для этого, в процессе работы обеспечивают взаимосвязь ролика «R» с электродвигателем и удерживают данный ролик неподвижно с контрольной меткой 32, расположенной в любом угловом положении вокруг оси вращения указанного ролика.
Далее, путем измерения угла между радиальной прямой 31, проходящей через контрольную метку 32, и силой «G» тяжести регистрируют угловое положение γ конвейера или ролика «R» относительно силы тяжести.
Кодовый датчик положения, взаимосвязанный с электродвигателем, выдает угловое положение а оси электродвигателя относительно нулевой отметки.
Посредством вычисления и запоминания углового смещения 5 между угловым положением а электродвигателя и угловым положением γ конвейера или ролика «R», также можно получить угловое смещение между нулевой отметкой «А» и силой «G» тяжести.
Данная операция может быть выполнена для каждого ролика при настройке машины или для одного или более роликов, если утрачено соответствие между угловым положением α электродвигателя и угловым положением γ конвейера или ролика «R».
Знание углового смещения 5 позволяет установить ролики «R» с совпадением по фазе друг с другом. Иначе говоря, если ролики расположены в угловых положениях, отличающихся от соответствующих исходных угловых положений, то есть если угловое положение γ, изображенное на фиг. 2, отличается от нулевого углового положения β, то ролик «R» может быть повернут вокруг своей оси до тех пор, пока не вернется в нулевое угловое положение.
В одном возможном варианте выполнения регулировка машины включает однозначное расположение датчика 30 угла наклона или электронного уровня единовременно на каждом ролике «R», предпочтительно одном ролике «R», и определение углового положения γ ролика при помощи указанного датчика.
На фиг. 2 схематически изображен датчик 30 угла наклона, который может быть взаимосвязан с одним из роликов «R» машины 1 в процессе настройки, то есть, когда все ролики «R» неподвижны.
Датчик 30 выполнен с возможностью и/или запрограммирован для обнаружения углового расстояния между радиальной прямой 31 и силой «G» тяжести.
Предпочтительно, датчик 30 соединяют с роликом для обнаружения углового положения ролика и отсоединяют от ролика перед запуском двигателей. Другими словами, в ходе нормального режима эксплуатации датчик 30 не взаимосвязан с роликами машины 1. Таким образом, датчик 30 поставляется как внешнее вспомогательное устройство для машины 1, используемое только в процессе настройки.
При соединении датчика 30 угла наклона с роликом, метка датчика взаимосвязана, предпочтительно выровнена, с радиальной прямой 31.
Предпочтительно, определение углового положения γ повторяют для каждого ролика, используя один и тот же датчик 30 угла наклона, соединяя его с одним роликом и отсоединяя его от одного ролика по очереди. Другими словами, всего один датчик угла наклона может быть использован для определения угловых положений всех роликов машины.
В альтернативном варианте, машина 1 может иметь датчик 30 угла наклона для каждого ролика, и, предпочтительно, каждый датчик угла наклона соединен с соответствующим роликом на постоянной основе.
Измеренные данные, касающиеся углового положения γ, могут быть отправлены в блок 33 управления машины с помощью проводной или беспроводной связи, обеспеченной соответствующим образом между датчиком 30 угла наклона и блоком 33 управления.
Блок 33 управления получает значение углового положения α от кодового датчика положения, взаимосвязанного с электродвигателем, и соотносит его с угловым положением γ взаимосвязанного с электродвигателем конвейера или ролика, измеренным относительно силы тяжести. Другими словами, датчик 30 передает угловое положение каждого ролика в блок 33 управления для обеспечения возможности вычисления указанным блоком управления углового смещения δ и, тем самым, определения реального положения ролика.
Вышеописанный способ может быть применим ко всем роликам машины для обертывания или упаковки, особенно к передаточным роликам, то есть, к роликам, на радиально-наружной поверхности каждого из которых выполнены выемки, предназначенные для приема стержневидных курительных изделий. Описанный выше способ также может быть применим к роликам, известным как рабочие ролики, то есть, к роликам, предназначенным для выполнения одной или более операций по обертыванию или упаковке курительных изделий и/или их компонентов.
Настоящее изобретение отличается использованием по меньшей мере одного датчика угла наклона, выполненного с возможностью и/или запрограммированного для измерения угловых положений роликов относительно силы «G» тяжести согласно способу регулировки машины для обертывания или упаковки предметов, в частности, стержневидных курительных изделий.
Датчик угла наклона предпочтительно работает на основе микроэлектромеханической системы (MEMS). Еще более предпочтительно, датчик угла наклона представляет собой одноосный или многоосный датчик, который обеспечивает измерение наклона относительно оси.
Для регулировки машины для обертывания или упаковки предметов преимущественно может быть предусмотрен набор, содержащий по меньшей мере один датчик угла наклона, выполненный, вместе с роликами машины, с обеспечением возможности уникального расположения на ролике для измерения углового положения ролика. Например, может быть обеспечено соответствие конфигураций, полученное с использованием метки 32.
В настоящее время датчики угла наклона используют в областях применения, отличных от вышеописанной области, например, в системах антиопрокидывания кранов, платформ или сельскохозяйственных машин, либо систем нивелирования платформ.
В машине для обертывания или упаковки предметов, выполненной согласно предложенному изобретению, датчик угла наклона обеспечивает точное измерение наклона относительно вертикали (локальный вектор силы тяжести) или относительно горизонтали.
В одном возможном варианте выполнения указанные датчики могут быть оснащены эксцентриковой сейсмической массой или маятником, перемещение которого, пропорциональное наклону, может быть обнаружено оптическим, емкостным, индуктивным или электронным средством.
В другом варианте выполнения указанные датчики могут работать в соответствии с микроэлектромеханической системой (MEMS) или микромеханической системой масса-пружина, которая измеряет изменение электрической емкости между неподвижным электродом и подвижным электродом, соединяемыми друг с другом кнопочной связью.
Согласно предложенному решению, угловое положение каждого ролика определяют на основании измерений, выполняемых высокопрецизионным электронным устройством (электронный уровень), устанавливаемым (или предварительно установленным) уникальным образом на каждом ролике. Это исключает необходимость соединения двух или более роликов друг с другом, что имеет место в настоящее время при использовании шаблонов.
Таким образом, регулировка может быть выполнена при помощи простого набора инструментов и ограниченного количества устройств, посредством простых, пошаговых операций, обеспечивающих создание абсолютных меток для роликов, без необходимости их блокирования в фиксированных абсолютных положениях.
Процедуру можно еще более упростить путем использования проводного или беспроводного соединения.
Следует отметить, что способ также может использоваться в машинах для обертывания или упаковки других предметов, например, таких как изделия кондитерской промышленности (конфеты, шоколад и т.д.), химической промышленности (мыло, моющие средства, масла и т.д.), фармацевтической промышленности (капсулы, таблетки, блистеры, ампулы и т.д.) и пищевой промышленности в целом (кофе, чай, паста, напитки и т.д.).
По сравнению с шаблонами, применяемым в известном уровне техники, предложенный в изобретении способ обеспечивает определение углового положения роликов и его корреляцию с угловым положением двигателя. Более того, предложенный способ может обеспечить корректировку положения роликов с обеспечением идеальной синхронизации всех роликов. Корректировка также может быть выполнена вручную при остановленной машине: таким образом, перед запуском или в процессе настройки машины каждый ролик проверяют для обеспечения правильности его положения, и при необходимости ролик может быть перемещен или приведен в движение с более высокой скоростью для корректировки его положения.
Реферат
Предложенное изобретение относится к способу и набору для регулировки машины для обертывания или упаковки предметов, содержащей по меньшей мере один конвейер или ролик, функционально взаимосвязанный с электродвигателем, причем при работе машины электродвигатель обеспечивает приведение конвейера или ролика во вращательное движение вокруг его оси вращения. Способ включает взаимосвязывание конвейера или ролика (R) с меткой (32), выполненной как единое целое с указанным конвейером или роликом и расположенной в определенном угловом положении вокруг его оси вращения; определение углового положения (γ) конвейера или ролика (R) относительно силы (G) тяжести путем измерения угла между радиальной прямой линией (31), проходящей через метку (32), и силой (G) тяжести; определение углового положения (α) оси электродвигателя относительно нулевой отметки, взаимосвязанной с датчиком угловых положений указанного электродвигателя; вычисление и сохранение углового смещения (δ) между угловым положением (α) электродвигателя и угловым положением (γ) конвейера или ролика (R), соответствующего угловому смещению между нулевой отметкой и силой (G) тяжести. Обеспечиваются возможность легкой, быстрой и точной настройки машины и минимизации количества и размера необходимых инструментов. 2 н. и 8 з.п. ф-лы, 2 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство привода роликов автоматов
Комментарии