Вкладыш подшипника с масляной пленкой и способ его изготовления - RU2238447C1
Код документа: RU2238447C1
Чертежи



Описание
Настоящее изобретение относится к подшипнику с масляной пленкой такого типа, который используется в прокатных станах для установки на него с обеспечением возможности вращения поверхности цапфы шейки валка, и, в частности, относится к новому и улучшенному вкладышу, который позволяет оставлять установленные подшипники на шейках валка и служит в качестве стабильной платформы установки шейки валка при повторной шлифовке поверхности валка. Изобретение относится также к способу изготовления вкладыша.
В прошлом перед выполнением механической обработки поверхностей валков чаще всего требовалось демонтировать подшипники на масляной пленке с шеек валка. Открытые шейки валков затем устанавливали с возможностью вращения в зажимных держателях, специально разработанных для обеспечения чрезвычайно жестких несущих характеристик, что требовалось для обеспечения точности механической обработки. Во время механической обработки валков и при последующем их хранении на складе, демонтированные подшипники на масляной пленке повторно устанавливали на запасные валки для повторного использования в прокатном стане. В определенной степени такая практика имеет преимущество, состоящее в том, что таким образом обеспечивается экономия капиталовложений, которые, в противном случае, потребовались бы, если бы на всех валках, включая запасные или заменяемые валки, были установлены собственные подшипники. Это преимущество, однако, следует рассматривать в свете нескольких недостатков, таких как, например, время и усилия, затрачиваемые персоналом, проводящим техническое обслуживание, для разборки, снятия и повторной установки подшипников; возможности повреждения деталей разобранного подшипника или загрязнения их посторонними веществами, а также того факта, что невозможно обеспечить точную механическую обработку поверхности валка так, чтобы она была концентричной с подшипниками, на которых он будет установлен в прокатном стане.
Для устранения вышеуказанных недостатков иногда используют альтернативную практику, при которой на валки устанавливают собственные наборы подшипников, которые оставляют на шейках валков как при использовании валков в прокатном стане, так и при выполнении механической обработки валков. Такую альтернативную практику, в общем, можно признать удовлетворительной, за исключением того факта, что обычные подшипники на масляной пленке разработаны, прежде всего, для работы с высокой скоростью в тяжелых условиях и как таковые не обеспечивают требуемые характеристики подшипников при работе в условиях малой скорости при малой нагрузке во время выполнения операций механической обработки, которые должны быть такими же жесткими и стабильными, как и специально разработанные зажимные держатели, используемые в вышеуказанной преобладающей практике. Таким образом, из-за этого может нарушаться точность механической обработки.
В соответствии с настоящим изобретением, внутренняя поверхность обоймы подшипника содержит вторичные выемки, расположенные рядом с первичными выемками или "расточками", в которые поступает масло, служащее в качестве смазки между поверхностями цапфы и подшипника. Вторичные выемки выполнены более узкими, чем первичные выемки, причем как первичные, так и вторичные выемки предпочтительно выполнены вогнутыми.
Во время выполнения операции механической обработки валка подшипники и их соответствующие вкладыши оставляют на шейках валка и их устанавливают в соответствующим образом сконструированную установочную структуру, и при этом подшипники ориентируют для установки с возможностью вращения поверхности цапфы шейки валка на боковых кромках вторичных выемок вкладыша. С помощью этих боковых кромок формируют жесткую стабильную платформу, необходимую для обеспечения точности механической обработки.
Когда валки возвращают в работу, подшипники ориентируют таким образом, что первичные выемки работают обычным образом для ввода смазки в зону нагрузки подшипников, и при этом кромки вторичных выемок больше не используются в качестве опоры.
Эти и другие характеристики и преимущества настоящего изобретения будут более подробно описаны ниже со ссылкой на прилагаемые чертежи, на которых:
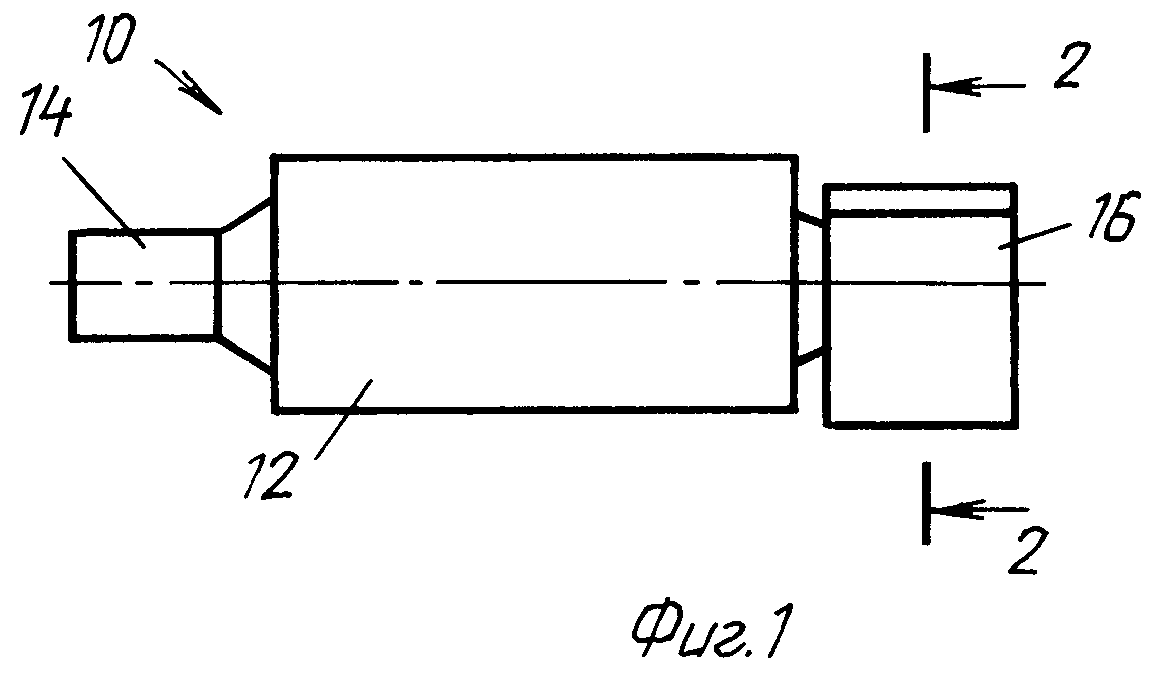
на фиг.1 показан вид сбоку обычного валка такого типа, который используется в прокатном стане, например в полосовом прокатном стане с горячей прокаткой, в котором одна из шеек валка показана открытой, а на другой шейке валка установлен подшипник с масляной пленкой;
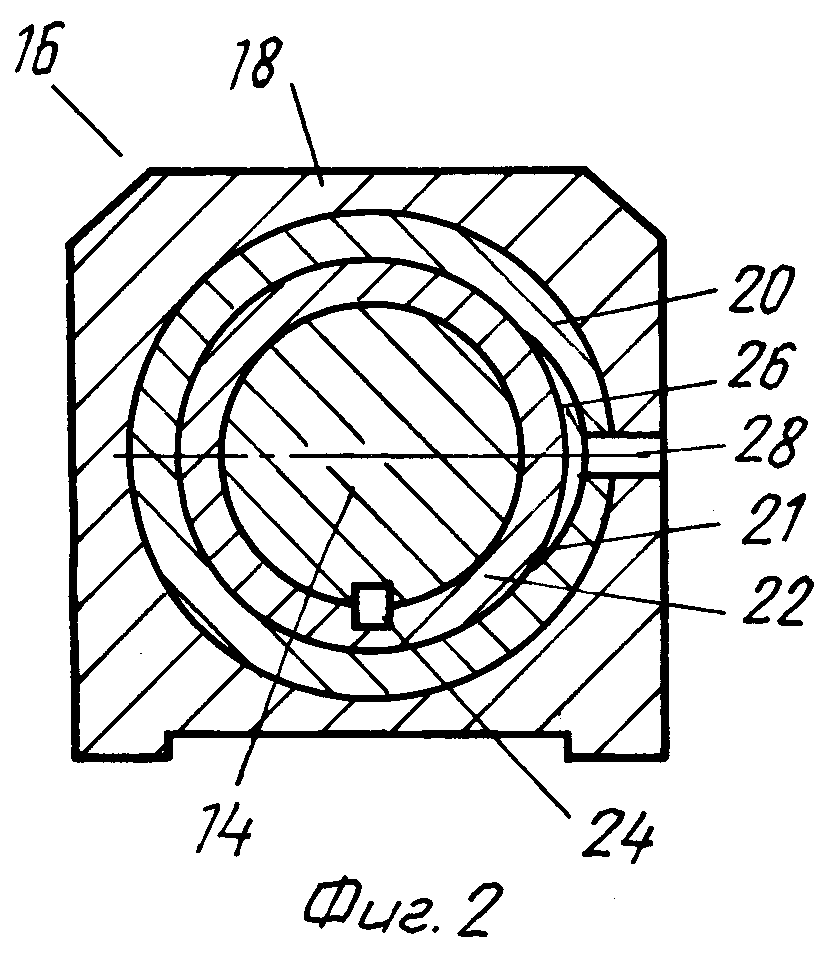
на фиг.2 схематично показан увеличенный вид в поперечном сечении по линии 2-2, обозначенной на фиг.1;
на фиг.3 показан другой схематичный вид, изображающий типичный зажимной держатель, используемый для установки шейки валка во время операции механической обработки валка;
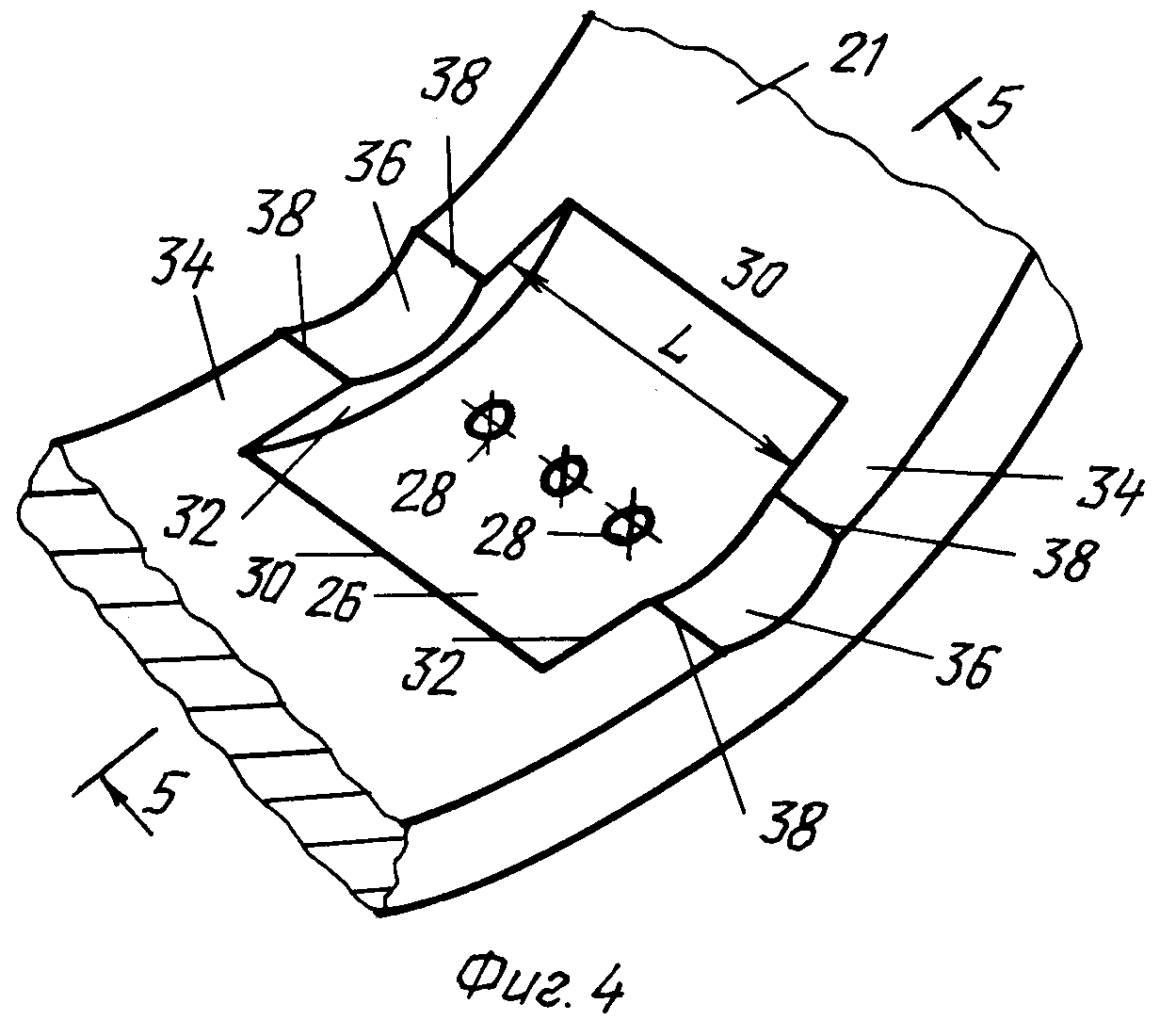
на фиг.4 показан частичный вид в перспективе внутренней поверхности вкладыша в соответствии с настоящим изобретением, на которой изображены вторичные выемки, расположенные рядом с первичными выемками, которые служат для подачи смазки в зону нагрузки подшипника;
на фиг.5 представлен вид в поперечном сечении с увеличением вдоль линии 5-5, обозначенной на фиг.4; и
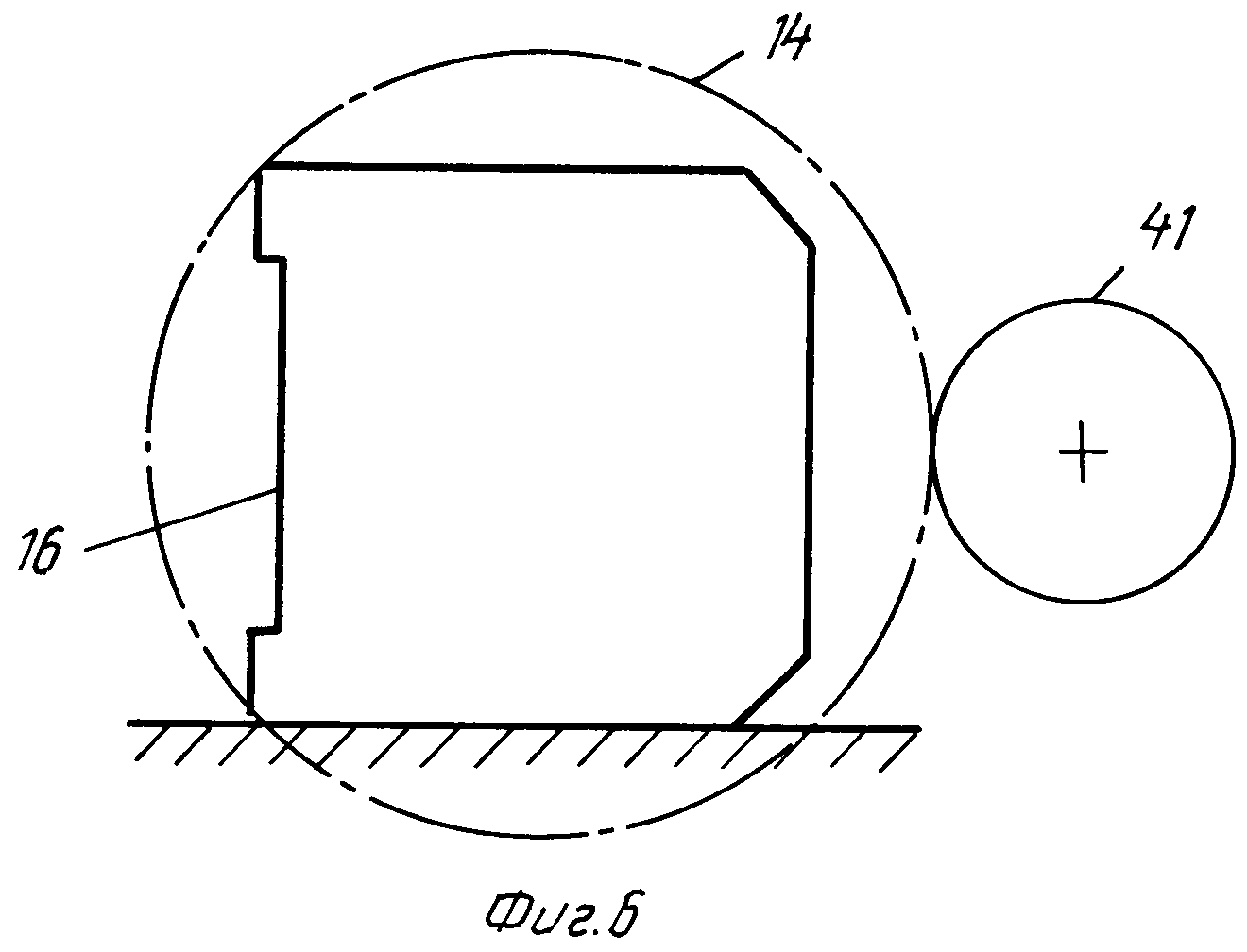
на фиг.6 схематично изображена операция механической обработки валка, при которой шейки валка остаются установленными в подшипнике на масляной пленке, в котором используются вкладыши в соответствии с настоящим изобретением; и
на фиг.7 изображен с увеличением частичный вид в поперечном сечении, представляющий втулку, которая обеспечивает установку поверхности цапфы шейки валка на кромках вторичных выемок, когда подшипник установлен так, как показано на фиг.6.
На фиг.1 изображен типичный валок прокатного стана, обозначенный цифрой 10. Валок включает цилиндр 12 валка с большим диаметром и шейки 14 с уменьшенным диаметром, которые проходят вдоль оси с противоположных сторон. На фиг.1 одна из шеек валка показана открытой, а на другой установлен подшипник 16 с масляной пленкой. Валки такого типа обычно используют в качестве опорных валков 4-валкового стенда полосового прокатного стана с горячей прокаткой и в прокатных станах с холодной прокаткой.
Как показано на фиг.2, можно видеть, что подшипник 16 с масляной пленкой обычно содержит в качестве основных компонентов обойму 18, в которой установлен неподвижный вкладыш 20. Вкладыш имеет цилиндрическую стенку с внутренней несущей поверхностью 21, конфигурацию и размеры которой выбирают таким образом, чтобы она окружала внешнюю поверхность цапфы втулки 22. Втулка установлена на шейке 14 валка и зафиксирована на ней для предотвращения вращения относительно шейки с помощью шплинта 24 или подобного устройства.
Внутренняя несущая поверхность 21 вкладыша содержит первичную выемку 26 (которую обычно называют "выточкой"). Масло поступает в первичную выемку через совмещенные каналы 28 во вкладыше и в обойме. Масло служит в качестве смазки между внутренней несущей поверхностью вкладыша и внешней поверхностью цапфы втулки.
Как лучше всего видно на фиг.4 и 5, первичная выемка 26 имеет первую ширину W1, измеряемую между разнесенными по окружности первыми кромками 30, и длину L, измеряемую между краями 32, разнесенными вдоль оси. Края 32 первичной выемки расположены на расстоянии от краев несущей поверхности 21, так что формируются посадочные сегменты 34 несущей поверхности.
Вторичные выемки 36 сформированы в посадочных сегментах 34. Каждая вторичная выемка проходит от соответствующего края 32 первичной выемки 26 до расположенного рядом края несущей поверхности 21. Вторичные выемки имеют вторую ширину W2, которая измеряется между разнесенными вдоль окружности вторыми кромками 38. Вторую ширину W2 выбирают меньшей, чем первая ширина W1, причем значение W2 предпочтительно выбирают в диапазоне от 0,3 до 0,6 значения W1.
Максимальную глубину d2 вторичных выемок 36 выбирают меньшей, чем максимальная глубина d1 первичной выемки 26, причем значение d2 предпочтительно выбирают в диапазоне от приблизительно 0,2 до 0,4 значения d1. Первичную и вторичную выемки 26, 36 предпочтительно выполняют вогнутыми.
Как видно на фиг.5, первичная выемка 26 может быть сформирована на несущей поверхности 21 подшипника с помощью вращающегося инструмента 40, который вращается вокруг первой оси A1, смещенной от центральной оси Ас цилиндрической стенки подшипника на первое радиальное расстояние r1. Вторичная выемка 36 может быть сформирована аналогичным образом с использованием инструмента 40, вращающегося вокруг второй оси a2, смещенной от центральной оси Ас на второе радиальное расстояние r2. Первая и вторая оси A1, A2 расположены на общем радиусе, который проходит от центральной оси Ас, причем первое радиальное расстояние r1 меньше, чем второе радиальное расстояние r2.
На фиг.3 изображена преобладающая практика механической обработки цилиндров 12 валков с использованием, например, шлифовального круга 41. Подшипники полностью демонтированы с валка, и шейки 14 валка установлены на опорах 42, специально сконструированных держателей 44. Недостаток, связанный с этой практикой, был описан выше.
На фиг.6 показана операция механической обработки валка, при которой подшипники 16, в которых используются вкладыши в соответствии с настоящим изобретением, остаются на своем месте на шейках валка. Подшипники ориентированы так, что первичная и вторичная выемки 26, 36 располагаются ниже шейки валка. Как можно лучше всего видеть на фиг.7, внешняя поверхность цапфы втулки 22 при этом устанавливается в первичную выемку 26 и жестко ложится на кромки 38 вторичных выемок 36. Кромки 38 при этом обеспечивают надежную платформу, эквивалентную опорам 42 обычных держателей. Это преимущество обеспечивается без необходимости демонтировать подшипники с шеек валков.
Благодаря выбору глубины и ширины вторичных выемок 36 в пределах диапазонов, точно установленных выше, функция по подаче масла первичной выемки 26 существенно не ухудшается, и с помощью последующих вышеописанных процедур механической обработки также достигается существенное снижение затрат.
Реферат
Изобретение относится к подшипнику с масляной пленкой, который используется в прокатных станах, а также к способу изготовления вкладыша. Вкладыш содержит цилиндрическую стенку с внутренней несущей поверхностью, конфигурацию и размеры которой выбирают такими, чтобы она окружала поверхность цапфы шейки валка в прокатном стане. Несущая поверхность содержит первичную выемку, в которую поступает масло, служащее в качестве смазки между поверхностью цапфы и несущей поверхностью. Первичная выемка имеет ширину, измеряемую между разнесенными вдоль окружности кромками, и длину, отделенную от краев несущей поверхности на величину сегмента посадки несущей поверхности. Вторичная выемка в сегментах посадки имеет ширину, меньшую, чем ширина первичной выемки. Технический результат заключается в обеспечении точности механической обработки. 2 н. и 6 з.п. ф-лы, 7 ил.
Комментарии