Выводная кантующая проводка сортового прокатного стана - SU741980A1
Код документа: SU741980A1
Чертежи


Описание
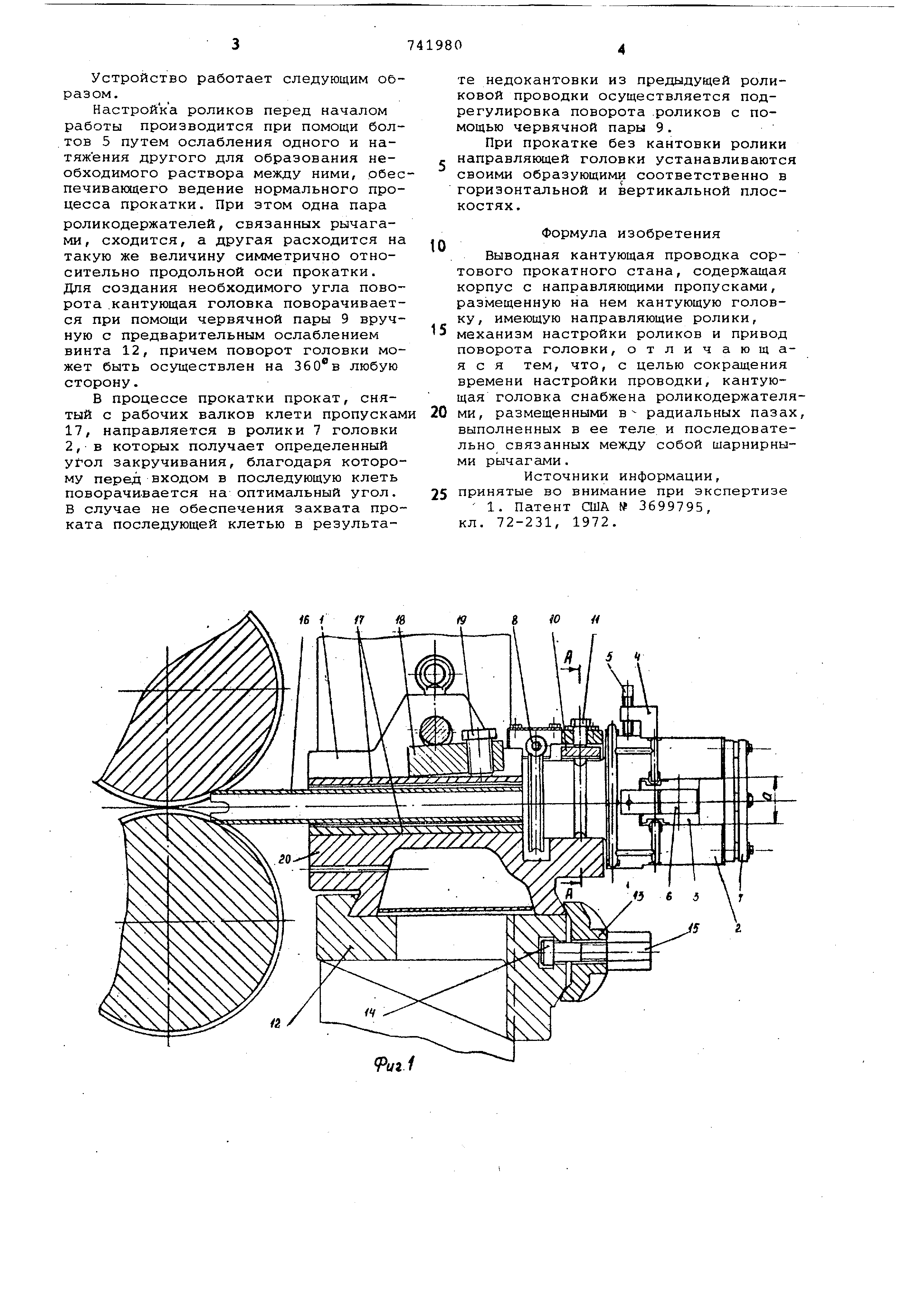
Изобретение относится к прокатному производству и может быть использовано в оборудовании прокатного стана. Известна выводная кантующая прово ка сортового прокатного стана, содер жащая корпус с направляющими пропусками , размещенную на нем кантующую головку, снабженную направляющими роликами,механизм настройки роликов, привод поворота головки l . Недостатком известной роликовой проводки является ограниченность настройки роликов, что задалживает вре мя настройки проводки. Цель изобретения - сокращение времени настройки валков. Цель достигается тем, что кантующая головка снабжена роликодержателями , размещенными в радиальных пазах , выполненных в ее теле и последо вательно связанных между собой шарнирными рычагами. ч На фиг.1 изображена роликовая проводка в разрезе; на фиг.2 - то же разрез А-А на фиг.1; на фиг.З - кантующая головка в разрезе; на фиг.4 - кантующая головка, вид по оелке Б. Роликовая проводка прокатного стана содержит корпус 1 с закрепленной в нем кантующей головкой 2, в которой во взаимно перпендикулярных пазах размещены четыре роликодержателя 3, имеющие выступы 4, в двух из которых закреплены регулирующие болты 5, взаимодействующие с головкой. В роликодержателях 3 на осях 6 монтированы направляющие ролики 7. С переднего торца кантующей головки 2 роликодержатели 3 шарнирно соединены между собой шарнирными рычагами ( параллелограммом) 8. Для создания необходимого угла поворота кантукяцей головки 2 служит червячная пара 9. Фиксация головки от смещения в осевом направлении осуществлена стопорами 10. Стопоренйе головки от самопроизвольного поворота для разгрузки червячной . пары 9 во время кантовки осуществляется с помощью призмы 11 и винта 12. Корпус 1 закреплен на проводковом. брусе 13 скобой 14, болтом 15 и гайкой 16. Съем проката с валков осуществляется при помощи направляющих пропусков 17, закрепленных в корпусе 1 между призмами 18, планкой 19 и винтом 20.
Устройство работает следующим образом .
Настройка роликов перед началом работы производится при помощи болтов 5 путем ослабления одного и натяжения другого для образования необходимого раствора между ними, обеспечивающего ведение нормального процесса прокатки. При этом одна пара роликодержателей, связанных рычагами , сходится, а другая расходится на такую же величину симметрично относительно продольной оси прокатки. Для создания необходимого угла поворота .кантующая головка поворачивается при помощи червячной пары 9 вручную с предварительным ослаблением винта 12, причем поворот головки может быть осуществлен на любую сторону.
В процессе прокатки прокат, снятый с рабочих валков клети пропускам 17, направляется в ролики 7 головки 2, в которых получает определенный угол закручивания, благодаря которому перед входом в последующую клеть поворачивается на оптимальный угол. В случае не обеспечения захвата проката последующей клетью в результате недокантовки из предыдущей роликовой проводки осуществляется подрегулировка поворота .роликов с помощью червячной пары 9.
При прокатке без кантовки ролики направляющей головки устанавливаются своими образующими соответственно в горизонтальной и вертикальной плоскостях .
Формула изобретения
Выводная кантующая проводка сортового прокатного стана, содержащая корпус с направляющими пропусками, размещенную на нем кантующую головку , имеющую направляющие ролики,
5 механизм настройки роликов и привод поворота головки, отличающаяся тем, что, с целью сокращения времени настройки проводки, кантующая головка снабжена роликодержателя0 ми, размещенными В радиальных пазах, выполненных в ее теле и последовательно связанных между собой шарнирными рычагами.
Источники информации, принятые во внимание при экспертизе
1. Патент США № 3699795, кл. 72-231, 1972.

Реферат
Формула
Комментарии