Соединение, без нарушения непрерывности, поверхностей бумаги для получения оберток трубчатой формы, формируемое посредством тиснения бумаги, и структурированная внутренняя оболочка, способная к повторному закрыванию - RU2752077C2
Код документа: RU2752077C2
Чертежи










Описание
Область техники
Изобретение относится к соединениям листов бумаги и частей внутренней оболочки и к способам формирования таких соединений. Более конкретно, изобретение относится к изделиям из бумаги и к внутренним оболочкам для табачной промышленности.
Уровень техники
Уже достаточно длительное время тиснение упаковочных фольг для табачной или для пищевой промышленности осуществляют устройствами на базе тиснильных валиков. Эта технология может применяться, например, к так называемым внутренним оболочкам (внутренним прокладкам), внутрь которых помещаются определенные количества сигарет, или к упаковочному материалу для шоколада, масла или схожих пищевых продуктов, электронных компонентов, ювелирных изделий или часов.
Чтобы решить широкую задачу разработки способа изготовления комплекта тиснильных валиков, обеспечивающих возможность тонкого тиснения для предельно широкого набора поверхностных структур (описанных в данной заявке) на предельно широком наборе материалов непосредственно в процессе функционирования упаковочной системы, в заявке WO 2013/156256 А1, поданной заявителем настоящего изобретения, предлагается, формировать в системе, использующей валики со структурами "выступ-впадина", тиснильную поверхностную структуру с впадинами независимо от ранее изготовленной или уже физически существующей тиснильной поверхностной структуры с выступами.
Применительно к тонким структурам такая формулировка является достаточной, поскольку данный тип производства допускает очень широкое разнообразие возможных конструкций.
Однако, если требуется получить относительно крупные поверхности логотипов, имеющие свободно задаваемые контуры, их тиснение с удовлетворительным эстетическим качеством является проблематичным. Чтобы эти поверхности, например в случае внутренних оболочек, имели на каждом участке одинаковую отражательную способность, к каждому участку должно быть приложено одно и то же определенное давление тиснения. Однако это условие невозможно выполнить без принятия соответствующих мер, если существуют крайне малые локальные различия в геометрии между тиснильными валиками со структурами "выступ-впадина" ("пуансон-матрица"), допускающими очень большие вариации локального давления тиснения. При очень малых допусках и высоких давлениях тиснение приводит к образованию отверстий. Высокие давления могут ухудшить слоистую структуру внутренней оболочки, что, при повышенных температурах, приводит к ее деградации, проявляющейся в появлении на задней стороне бумаги пятен, ухудшающих глянец.
Решение, предложенное в заявке ЕР 2842730 А1, поданной заявителем настоящего изобретения, и направленное на снабжение основных и/или боковых поверхностей логотипа фасетами (гранями), обеспечивает существенно улучшение качества тиснения для различных подложек.
Отталкиваясь от этого уровня техники, изобретение направлено на использование бумаги или материала для внутренней оболочки с тиснением посредством устройства с комплектом тиснильных валиков, состоящим из двух тиснильных валиков, образующих структуру "выступ-впадина" и взаимодействующих друг с другом. Данный комплект не только позволяет производить тонкое тиснение для вышеупомянутого предельно широкого набора поверхностных структур на предельно широком наборе материалов непосредственно в процессе функционирования упаковочной системы, но и обеспечивает высокое качество тонкого тиснения.
В рамках развития исследования, представленного в ЕР 2842730 А1, в данном описании рассматриваются неизвестные до настоящего времени аспекты, относящиеся к тиснению и связанные с адгезивными свойствами полученных тисненых структур, которые будут проиллюстрированы на фиг. 4-8.
Эти адгезивные свойства делают возможными новые решения для реализации герметичного соединения нового типа, которое может быть использовано, прежде всего, в табачной промышленности.
Далее будет представлен краткий обзор существующего понимания механической адгезии. Это облегчит понимание механической адгезии в случае сигаретной бумаги, достигаемой использованием специальных тисненых структур, известных из другого контекста, которые будут описаны далее со ссылками на фиг. 4-8.
Прилипаемость (адгезия) бумаги
Одна из проблем, решаемых изобретением, состоит в обеспечении соединения между двумя поверхностями бумаги, более конкретно, соединения, которое после его формирования должно оставаться постоянным и непрерывным в пределах всего соединения.
Наиболее общий подход к созданию соединений в настоящее время состоит в применении клея, причем существуют определенные типы клея для определенных типов соединений.
Были разработаны альтернативные технологии для соединения определенных типов бумаги. Например, приклеивание буквы может быть осуществлено посредством так называемой липучки, которую можно отклеивать и приклеивать много раз до тех пор, пока ее прилипаемость не уменьшится. Имеются и другие примеры соединений, которые обходятся без традиционного клея и используют вместо него термопластичные волокна или нити, - см., например, патент США US 4480644.
Современные технологии получения соединений основаны на применении адгезивных (скрепляющих) усилий. Эти усилия могут быть обусловлены физическим состоянием пограничного поверхностного слоя, который возникает между двумя конденсированными фазами, находящимися в контакте, например между твердыми веществами и жидкостями, имеющими пренебрежимо малое давление паров. Основным свойством этого физического состояния является механическая когезия между двумя фазами, которая обусловлена молекулярными взаимодействиями в пограничном поверхностном слое. Силы, которые создают механическую когезию, все еще полностью не прояснены, и применительно к явлению прилипаемости существует много различных теорий.
Обычно проводится различие между механической прилипаемостью, обусловленной физико-механическими силами, и специальной прилипаемостью, обусловленной силами, возникновение которых связано с химическими, физическими и термодинамическими факторами и для каждой из которых существуют различные теории прилипаемости. Эти теории были разработаны для индивидуальных факторов, но, согласно современным знаниям, механическая и специальная прилипаемости образуют единое целое.
Механическая прилипаемость
Теория механической прилипаемости рассматривает проникновение клея в малые микроскопические поры и углубления в твердом теле. Хотя раньше это было единственным объяснением для прилипаемости, оно не дает ответа на вопрос, почему существует когезия между твердым телом с гладкой поверхностью и клеем.
Несмотря на отсутствие точного научного объяснения, авторы изобретения добились успеха в создании нового механизма соединения, который действует при наличии клея или без него.
Вариант без применения клея может использоваться для объектов, которые должны неоднократно (повторно) соединяться и разъединяться, причем термины "неоднократно" и "повторно" применимы к конкретным сценариям использования.
Кроме того, существуют прочно соединяющиеся поверхности бумаги, так что термин "слипающиеся соединения" будет далее использоваться, чтобы характеризовать специальные типы соединений, поскольку в настоящее время, в зависимости от конкретного применения, используются различные физические/ химические способы для обеспечения слипающихся соединений.
Плотность упаковки
Применительно к продуктам табачной промышленности, рассматриваемым в данном описании, этот термин относится к герметичности упаковки (и, следовательно, к герметичности использованных в ней соединений), необходимой по соображениям гигиены и сохранения вкуса и свежести в случае использования плотных упаковок, пригодных для повторного закрывания.
Раскрытие изобретения
В своем первом аспекте изобретение предлагает комплект поверхностей тонкослойного материала, сконфигурированных для образования между ними соединения без каких-либо нарушений его непрерывности. Данный комплект содержит: по меньшей мере первую часть поверхности, предназначенную для формирования соединения; тиснения пикселизированного типа на первой части поверхности и по меньшей мере вторую часть поверхности, предназначенную для формирования соединения. Вторая часть поверхности сформирована соответствующей первой части поверхности для образования соединения между первой частью поверхности и второй частью поверхности при осуществлении контакта между ними.
В предпочтительном варианте на второй части поверхности также имеются тиснения пикселизированного типа. При этом тиснения пикселизированного типа на первой части поверхности и на второй части поверхности сконфигурированы с возможностью сопрягаться для образования соединения между первой частью поверхности и второй частью поверхности.
В другом предпочтительном варианте на второй части поверхности имеется слой адгезива. При этом тиснения пикселизированного типа на первой части поверхности и слой адгезива на второй части поверхности сконфигурированы с возможностью взаимного проникновения для образования соединения между первой частью поверхности и второй частью поверхности.
Еще в одном предпочтительном варианте комплект поверхностей тонкослойных материалов дополнительно содержит слой клея, сконфигурированный для нанесения на первую часть поверхности или на вторую часть поверхности так, чтобы во время образования соединения он находился между первой частью поверхности и второй частью поверхности.
В следующем предпочтительном варианте тонкослойный материал является листом бумаги, ограниченным двумя противоположными, по существу, параллельными краями, причем первая часть поверхности прилегает к первому из параллельных краев, а вторая часть поверхности прилегает ко второму из параллельных краев, противоположному первому параллельному краю. При этом лист бумаги сконфигурирован с возможностью сформировать непрерывную обертку трубчатой формы при приведении первой части поверхности в контакт со второй частью поверхности для образования соединения.
В одном предпочтительном варианте тонкослойный материал представляет собой лист сигаретной бумаги.
В другом предпочтительном варианте указанный комплект дополнительно содержит отгибаемую покрышку в форме адгезивной этикетки, включающую в себя вторую часть поверхности, и внутреннюю оболочку упаковки, включающую в себя первую часть поверхности. При этом адгезивная этикетка сконфигурирована для закрывания, посредством образования соединения, отверстия во внутренней оболочке.
Еще в одном предпочтительном варианте тиснения пикселизированного типа на первой части поверхности сформированы таким образом, что среднее значение амплитуды шероховатости указанных тиснений увеличивается от участка первой части поверхности, расположенного под адгезивной этикеткой и удаленного от границы адгезивной этикетки, в направлении граничного участка первой части поверхности, расположенного между границей адгезивной этикетки и указанным удаленным участком.
В другом предпочтительном варианте значения высоты тиснений пикселизированного типа находятся в интервале 4-250 мкм.
В своем втором аспекте изобретение предлагает способ получения непрерывного соединения между поверхностями тонкослойного материала. Способ включает следующие операции: формирование тиснений пикселизированного типа на первой части поверхности тонкослойного материала; взаимное наложение первой части поверхности и второй части поверхности тонкослойного материала; прижатие первой части поверхности ко второй части поверхности таким образом, чтобы создать соединение, и регулировку давления прижатия таким образом, чтобы получить соединение с толщиной, по существу, равной толщине тонкослойного материала.
В предпочтительном варианте способ дополнительно включает формирование тиснений пикселизированного типа на второй части поверхности. При этом тиснения пикселизированного типа на первой части поверхности и на второй части поверхности сконфигурированы с возможностью сопрягаться, при осуществлении операции прижатия, для образования соединения между первой частью поверхности и второй частью поверхности.
В другом предпочтительном варианте способ дополнительно включает нанесение слоя адгезива на вторую часть поверхности. При этом тиснения пикселизированного типа на первой части поверхности и слой адгезива на второй части поверхности сконфигурированы с возможностью взаимного проникновения для образования соединения между первой частью поверхности и второй частью поверхности при осуществлении операции прижатия, причем формируемое соединение способно к повторному герметичному закрыванию.
Еще в одном предпочтительном варианте тонкослойный материал представляет собой лист сигаретной бумаги, ограниченный двумя противоположными, по существу, параллельными краями. При этом первая часть поверхности прилегает к первому из параллельных краев, а вторая часть поверхности прилегает ко второму из параллельных краев, противоположному первому параллельному краю. Способ дополнительно включает конфигурирование листа бумаги в виде непрерывной обертки трубчатой формы путем приведения первой части поверхности в контакт со второй частью поверхностью для формирования соединения.
В следующем предпочтительном варианте материал представляет собой лист сигаретной бумаги.
В предпочтительном варианте способ дополнительно включает следующие операции: получают отгибаемую покрышку в форме адгезивной этикетки, включающую в себя вторую часть поверхности; получают внутреннюю оболочку упаковки, включающую в себя первую часть поверхности, и конфигурируют адгезивную этикетку с возможностью закрывания отверстия во внутренней оболочке посредством формирования соединения.
В другом предпочтительном варианте тиснения пикселизированного типа на первой части поверхности формируют таким образом, что среднее значение амплитуды шероховатости указанных тиснений пикселизированного типа увеличивается от участка первой части поверхности, расположенного под адгезивной этикеткой и удаленного от границы адгезивной этикетки, в направлении граничного участка первой части поверхности, расположенного между границей адгезивной этикетки и указанным удаленным участком.
Еще в одном предпочтительном варианте значения высоты тиснений пикселизированного типа находятся в интервале 4-250 мкм.
Краткое описание чертежей
Изобретение станет более понятным из нижеследующего подробного описания его предпочтительных вариантов со ссылками на прилагаемые чертежи.
На фиг. 1 схематично иллюстрируются операции, используемые при изготовлении сигарет согласно уровню техники.
На фиг. 2 схематично иллюстрируется форма для получения соединения согласно уровню техники.
На фиг. 3А схематично иллюстрируются соединения согласно варианту изобретения.
На фиг. 3В иллюстрируется, в трех состояниях, сигаретная пачка согласно предпочтительному варианту изобретения.
На фиг. 3С-3Е представлены внутренние оболочки согласно предпочтительным вариантам изобретения.
На фиг. 4 схематично иллюстрируется конфигурация для формирования пикселизированных тиснений.
На фиг. 5 представлена схематичная иллюстрация тиснильных структур для формирования пикселизированных тиснений.
На фиг. 6А представлена схематичная иллюстрация обеспечивающих тонкую пикселизацию тиснильных структур на выступе.
На фиг. 6В представлена схематичная иллюстрация обеспечивающих тонкую пикселизацию тиснильных структур во впадине.
На фиг. 7А представлена схема тиснения, обеспечивающая тонкую пикселизацию согласно предпочтительному варианту.
На фиг. 7В представлена уточненная схема тиснения, обеспечивающая тонкую пикселизацию согласно предпочтительному варианту.
На фиг. 8А и 8В показан пример структуры, пригодной для тиснения с тонкой пикселизацией согласно предпочтительному варианту.
На фиг. 9А и 9В иллюстрируется интерферограмма участка тисненой поверхности согласно предпочтительному варианту изобретения.
На фиг. 10А и 10В иллюстрируется интерферограмма другого участка тисненой поверхности согласно предпочтительному варианту изобретения.
Осуществление изобретения
Тиснение с пикселизацией
В данном подразделе подробно рассматривается технология тиснения с пикселизацией. Результатом такого тиснения является формирование нерегулярных (непериодических) тисненых светорассеивающих структур. При этом размер площади светорассеивающих структур находится в интервале, определяемом инструментом, используемым в процессе тиснения с пикселизацией. Другими словами, тиснение с пикселизацией не предназначено для формирование явно выраженных рядов тисненых структур. Поэтому поверхность, которая была подвергнута тиснению с пикселизацией, может быть альтернативно описана, как шероховатая поверхность с высотой шероховатости, например, порядка 10 мкм, причем поверхностные структуры имеют размеры в пределах заданного интервала.
Реализация этой технологии будет проиллюстрирована двумя примерами. Первый пример предусматривает использование структур типа выступ-впадина (структур В/В), на которых сформированы светорассеивающие элементы (см. фиг. 4-7В). Второй пример рассчитан на реализацию без каких-либо структур типа выступ-впадина. Вместо них используются только светорассеивающие элементы на двух взаимодействующих валиках (фиг. 8А-8В). Оба примера могут эффективно использоваться для получения эстетических эффектов.
На фиг. 4 показано, в схематичной и упрощенной форме, устройство для тиснения структур, содержащее тиснильный валик Р1 с выступами (пуансон) и тиснильный валик М1 с впадинами (матрица). Тиснильный валик М1 приводится во вращение приводом 401. Приводное усилие от тиснильного валика М1 на тиснильный валик Р1 осуществляется через зубчатую передачу 402, 403. На тиснильном валике Р1 имеются определенные выступающие структурные элементы PL1, а на тиснильном валике М1 выполнены впадины (заглубленные структурные элементы) ML1, согласованные с тиснильными структурными элементами PL1. Структуры на тиснильном валике с впадинами сформированы (например, посредством лазерной системы) независимо от структур на тиснильном валике с выступами, поэтому они не являются обратно конгруэнтными, что позволяет создать существенный контраст между ними. Согласно современному уровню техники, для этой цели возможно применение других средств, таких как гравирование, травление или фрезерование.
На фиг. 5 структурные элементы PL1, ML1, которые соответствуют друг другу, показаны в поперечном сечении. Для простоты светорассеивающие элементы в выступающей части (выступе) структурного элемента PL1 и во впадине (углублении) структурного элемента ML1 выполнены, как пирамиды с квадратными основаниями. Именно эти светорассеивающие элементы формируют пикселизированное тиснение.
На фиг. 6А представлен пример предпочтительного варианта структурного элемента PL2 (выступа), а на фиг. 6В - предпочтительного варианта структурного элемента ML2 (впадины). На фиг. 6А светорассеивающие элементы D2 валика Р1 являются усеченными пирамидами с квадратным основанием, межпиковым расстоянием Е1, шириной Е2 основания и высотой Н1. Общая высота тиснильного структурного элемента PL2 обозначена, как Н2. Эта общая высота выбирается в зависимости от толщины материала, подлежащего тиснению. Размеры Е3, Е4, Н3, Н4 светорассеивающих элементов DM2 тиснильного структурного элемента ML2 по фиг. 6В слегка отличаются от соответствующих размеров на структурном элементе по фиг. 6А. В частности, высота Н2 выбрана такой, чтобы элемент PL2 входил во впадину элемента ML2 с глубиной Н4. Через Н3 обозначен размер микроструктур/светорассеивающих элементов, которые должны быть сформированы тиснением. Светорассеивающие элементы D2 и DM2 - это структуры, которые осуществляют тиснение с пикселизацией.
Светорассеивающим элементам, вместо пирамид с квадратным поперечным сечением, можно придать форму пирамид с прямоугольным или иным сечением или придать им коническую форму с круглым или полукруглым сечением, сечением в форме полумесяца и т.д.
Как будет показано далее, со ссылками на другие чертежи, светорассеивающие элементы могут быть выполнены или только на тиснильных структурных элементах-выступах, или только на тиснильных структурных элементах-впадинах, или на всех структурных элементах, или на всех или на отдельных сторонах боковых поверхностей структур, или вокруг этих структур.
В отличие от идеализированного представления светорассеивающих элементов на фиг. 6А и 6В, на фиг. 7А структурные элементы и светорассеивающие элементы иллюстрируются, хотя также схематично, но более реалистично, т.е. с учетом допусков на изготовление. Здесь через Н1 обозначена общая глубина тиснильного структурного элемента с впадиной, а через H2mit и у - средняя высота и максимальная высота светорассеивающих элементов N1-N5. В этом примере общая глубина Н1 варьирует вблизи 250 мкм, а средняя высота H2mit светорассеивающих элементов N1-N5 -вблизи 50 мкм. Общая глубина Н1 тиснильного структурного элемента с впадиной может составлять 25-400 мкм. Соответствующий тиснильный структурный элемент с выступом имеет максимальную высоту светорассеивающего элемента, обозначенную, как х. Эта тиснильная структура с выступом имеет общую высоту того же порядка, что и глубина тиснильного структурного элемента с впадиной.
На фиг. 7В иллюстрируются, в качестве примера, в увеличенном масштабе, шероховатость стальной поверхности валика и допуски на его изготовление. Здесь через RF1 и х' обозначены максимальные значения шероховатости тиснильных структурных элементов с выступом и с впадиной соответственно. Эти значения принимаются составляющими 3-5 мкм. Н - это арифметическая средняя высота пяти светорассеивающих элементов N1-N5, которая принимается близкой к 50 мкм.
Общее количество N элементов по каждой из двух координат может быть одинаковым или различным.
Чтобы светорассеивающие элементы отвечали предъявляемым требованиям, должны выполняться следующие условия:
1) для гарантированного получения пригодного оттиска, прижимающие плоскости, накладываемые на верхнюю поверхность, должны быть плоскими и достаточно (но не слишком) большими;
2) ширина (или диаметр) основания светорассеивающих элементов или длина их боковой стороны должна (должен) составлять по меньшей мере 10 мкм;
3) высота Hk светорассеивающих элементов (формула для которой приведена далее) должна составлять 10-80 мкм при шаге (т.е. периоде следования светорассеивающих элементов) 80-200 мкм;
4) высота Hg светорассеивающих элементов (формула для которой приведена далее) должна составлять 80-150 мкм при шаге 200-450 мкм;
5) количество N (N=2, 3, 4, …) светорассеивающих элементов на один структурный элемент в регулярных структурах В/В должно быть не менее 2;
6) значения высоты и количество светорассеивающих элементов в свободно формируемых структурах В/В выбираются, в зависимости от требований дизайна, согласно 3) или 4) и 5).
Здесь:
Hk=Rf1+Н+х';
Hg=Rf1+Н+х';
Н - это арифметическое среднее всех высот, N1, N2, …
Фиг. 8А и 8В относятся ко второму варианту изобретения, который обеспечивает пикселизированное тиснение поверхностей.
На фиг. 8А представлены, в поперечном сечении, в увеличенном масштабе 2 тиснильных элемента 800 и 801, расположенные друг против друга, чтобы получить пикселизированную тисненую поверхность (не изображенную на фиг. 8А). Каждый из тиснильных элементов 800, 801 содержит светорассеивающие элементы 802 и 803 соответственно, которые слегка выступают из окружающей их поверхности 804, 805 соответственно. В процессе тиснения с пикселизацией светорассеивающие элементы 802 и 803 приходят в контакт, например, с листом бумаги или с внутренней оболочкой, толщина которого (которой) больше, чем расстояние, разделяющее светорассеивающие элементы, принадлежащие каждому тиснильному элементу 800 и 801, так что на поверхности листа образуется тисненая пикселизированная структура.
На фиг. 8В представлены, в увеличенном масштабе, светорассеивающие элементы 802 и 803 по фиг. 8А, которые, как пример, имеют форму усеченных пирамид.
Использование рассмотренных структур в качестве тиснильных структур обеспечивает получение тисненых материалов с так называемым пикселизированным тиснением.
Согласно изобретению описанные светорассеивающие элементы (именуемые так с учетом их оптических свойств) будут применяться в контексте, в котором никакие их оптические свойства не используются. Скорее, эти элементы будут представлять часть механизма адгезии, который используется для изготовления непрерывных оберток трубчатой формы и повторно закрываемых адгезивных покрышек.
По контрасту с описанной выше теорией механической адгезии, изобретение позволяет реализовать адгезивный эффект, обусловленный сплетением или связыванием в материале (например в бумаге или фольге) внутренней оболочки углублений и выступов, сформированных посредством тиснения с пикселизацией.
Сплошные и повторно скрепляющиеся поверхности бумаги
Изобретение обеспечивает повышенную прочность соединения (образование слипающегося соединения) между двумя поверхностями бумаги или внутренней оболочки, т.е. одновременно решает по меньшей мере две различные, но связанные проблемы: получение прочных и неоднократно формирующихся соединений поверхностей бумаги.
Соединение без нарушений непрерывности для непрерывных оберток трубчатой формы
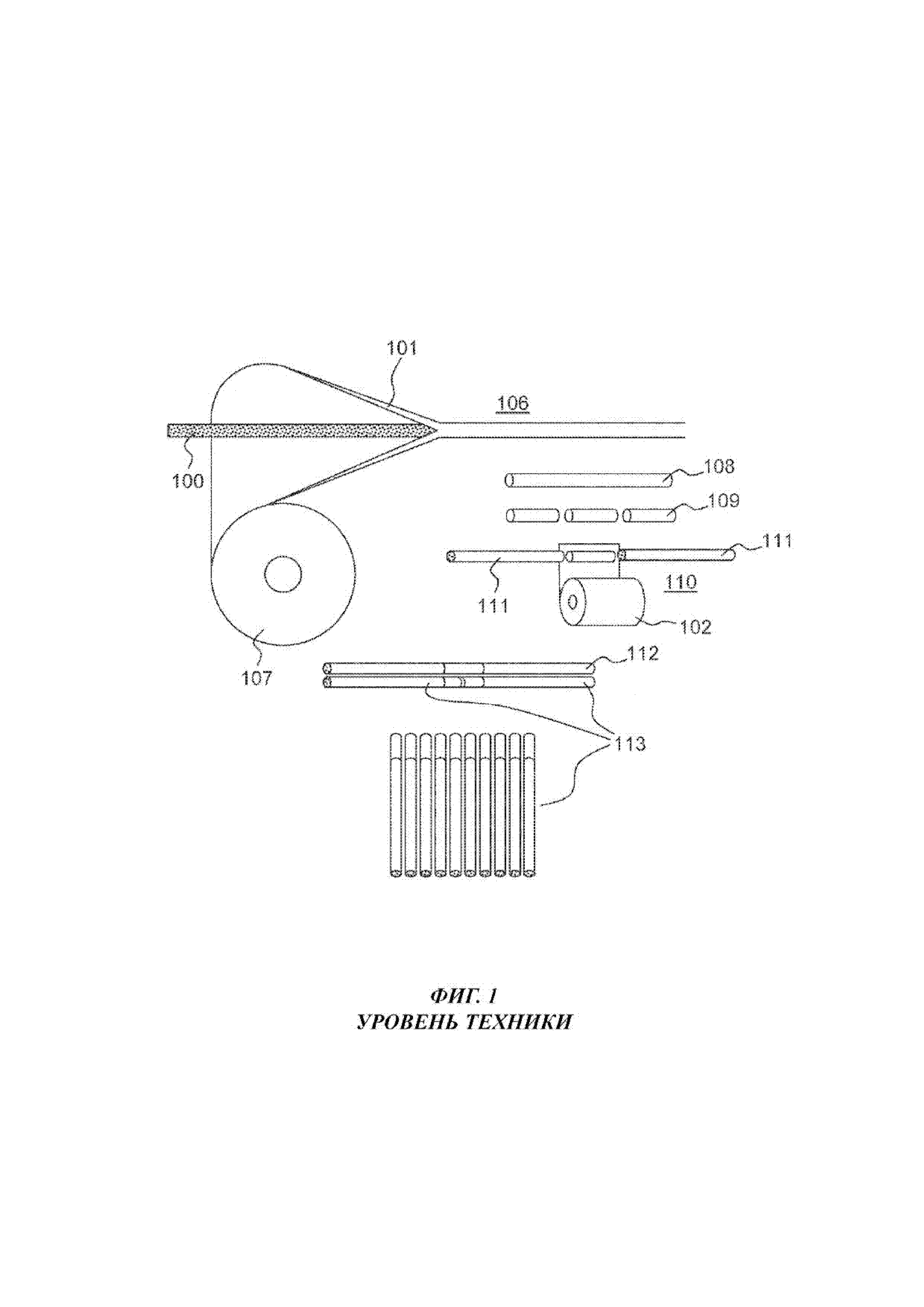
На фиг. 1 схематично иллюстрируются операции, используемые при изготовлении сигарет.
Табак 100 оборачивают оберточной бумагой 101 с приданием ей непрерывной трубчатой формы. В качестве оберточной бумаги, которой придают трубчатую форму 106, используют сигаретную бумагу из рулона 107.
Фильтр 108 в форме трубки разрезают на секции 109, каждая из которых предназначена для использования при изготовлении двух сигарет.
На операции 110 две трубки 111, каждая из которых предназначена для изготовления одной сигареты, устанавливают на одну линию с секцией 109 фильтра и оборачивают их всех вместе бумагой 102, также отматываемой с рулона и формирующей кончики сигарет.
Затем полученную трубку 112 из двух связанных сигарет разрезают посередине, чтобы получить две сигареты 113.
На завершающей стадии получения обертки трубчатой формы, когда одну сторону бумаги 101 прикрепляют к ее противоположной стороне, в бумажной обертке трубчатой формы может возникнуть нарушение непрерывности.
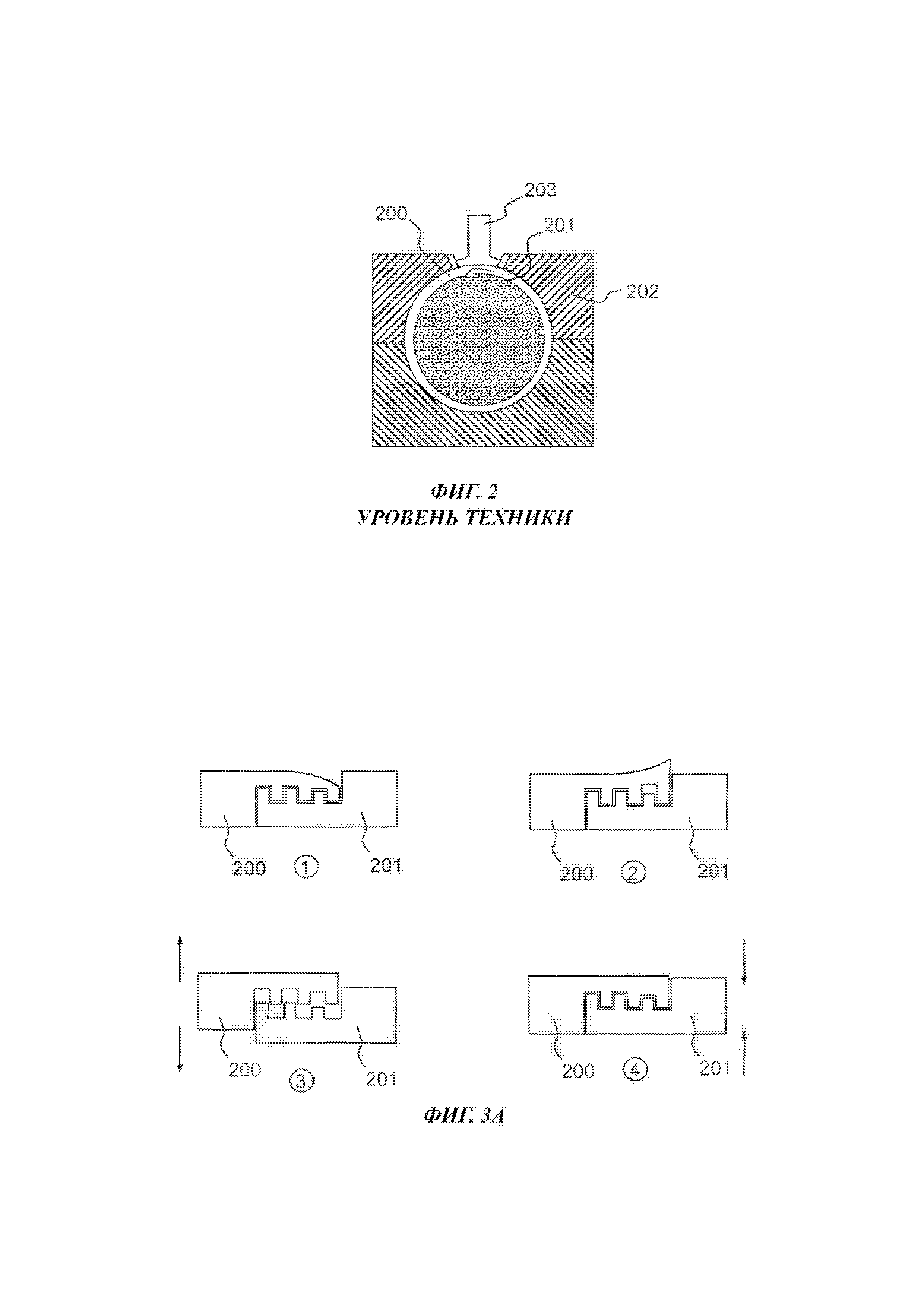
Фиг. 2 иллюстрирует образование внутри формы 202 соединения между двумя противоположными сторонами 200 и 201 обертки. Эти стороны могут склеиваться или соединяться посредством любой иной подходящей технологии, причем их позиционирование и прижатие одна к другой осуществляют рычагом 203. При получении непрерывных оберток трубчатой формы, т.е. при прикреплении одна к другой их противоположных сторон 200 и 201, может возникнуть, независимо от любого варианта склеивания, нарушение непрерывности. Соединение на фиг. 2 показано очень схематично и не отражает всех его деталей. Нарушение непрерывности зависит от различных факторов, например от толщины бумаги и, возможно, присутствующего слоя клея. Поскольку толщина бумаги может сильно варьировать, нельзя исключить того, что потребитель сигарет обнаружит, тактильным методом, нарушение непрерывности и подсознательно даст этому параметру комфорта позитивную или негативную оценку.
Изобретение обеспечивает решение данной проблемы благодаря тому, что глубина взаимного проникновения двух тисненых поверхностей, скрепляемых для получения герметичного соединения, может задаваться (например, с помощью рычага 203) усилием прижатия, регулируемым непосредственно на данной операции так, чтобы соединение можно было сделать равнотолщинным т.е. без нарушения непрерывности. Это иллюстрируется примерами 1-4 на фиг. 3А.
В каждом из примеров 1-4 показаны две противоположные стороны 200 и 201 бумажной обертки, каждая из которых является тисненой согласно способу тиснения с пикселизацией, рассмотренному в предшествующем подразделе описания. Результат тиснения схематично проиллюстрирован в виде зубцов и соответствующих углублений, которые в соединенном состоянии сопрягаются между собой. Данные примеры неточно отображают фактический результат тиснения с пикселизацией, при котором на каждой поверхности образуется структура, имеющая, скорее, нерегулярный паттерн с размерами в заданном интервале. Представлены следующие примеры.
Пример 1 - противоположные стороны 200 и 201 сопрягаются, но толщина стороны 200 является слишком малой, чтобы избежать нарушения непрерывности. Чтобы скорректировать и устранить нарушение непрерывности, необходимо нажать на сторону 201 посредством рычага 203 (не изображен).
Пример 2 - противоположные стороны 200 и 201 сопрягаются, но выбор толщины стороны 200 и/или сформированных на ней структур приводит к нарушению непрерывности в ее соединении со стороной 201. Чтобы усилить сопряжение и, тем самым, скорректировать и устранить нарушение непрерывности, необходимо нажать на сторону 200 посредством рычага 203 (не изображен).
Примеры 3 и 4 - противоположные стороны 200 и 201 имеют правильные размеры и обеспечивают хорошее сопряжение. Качество соединения сторон одна с другой можно регулировать, слегка отодвигая стороны одну от другой (как это иллюстрируется стрелками в Примере 3), или, наоборот, прижимая стороны одна к другой (как это иллюстрируется стрелками в Примере 4) с полным устранением любого нарушения непрерывности в результирующем слипающемся соединении.
Стороны даже могут быть склеены (на фиг. 3А это не изображено), после чего может быть проведена регулировка посредством давления, чтобы устранить любое нарушение непрерывности, которое может возникнуть.
Следует отметить, что все технические операции по измерению и регулировке, необходимые в процессе изготовления для достижения точного задания глубины соединения, могут быть автоматизированы.
Сигаретная бумага - это бумага, используемая в качестве обертки табака, входящего в сигарету. Такая бумага способна тлеть, является тонкой и почти полностью лишена вкуса и запаха.
В промышленном производстве сигарет используется сигаретная бумага, доступная в виде рулонов шириной 19-27 мм и длиной бумаги в рулоне 6000 м. Поверхностная плотность в типичном случае может составлять 15-22 г/м2.
Авторы изобретения неожиданно обнаружили, в ходе проводимых экспериментов, что бумага, подвергнутая тиснению с пикселизацией, позволяет обеспечить полезную прилипаемость.
Таким образом, требуется обеспечить соединение, схематично проиллюстрированное на фиг. 3А, с использованием бумаги, предпочтительно сигаретной бумаги, подвергнутой тиснению согласно способу пикселизации, используя, например, инструменты, подобные показанным на фиг. 7А, 7В или на фиг. 8А, 8В.
Повторно закрываемые соединения для внутренней оболочки
В табачной промышленности герметичные покрышки, используемые в сигаретных пачках, представляют собой неоднократно отгибаемые и закрываемые герметичные покрышки. Такая покрышка может содержать, например, зону, в которой используется адгезивная лента (изготовленная по известной конкретной адгезивной технологии), которая находится под откидывающейся крышкой пачки. Пример подобной отгибаемой покрышки проиллюстрирован на фиг. 3В.
Данный пример соответствует повторно закрываемой сигаретной пачке 300, содержащей внутреннюю оболочку 340, используемую в качестве внутренней упаковки, и адгезивную этикетку 330. У внутренней оболочки 340 имеется часть в виде стикера, находящегося под адгезивной этикеткой 330 и декорированного логотипом (зона 1 - см. шаг 3 на фиг. 3В), который окружен по меньшей мере эстетическими тиснениями в зоне 2. Адгезивная этикетка 330 имеет на своих краях липкую полоску 342 с адгезивной поверхностью, которая соответствует краям этикетки 330, выходящим за пределы зон 1 и 2, и размеры которой выбраны так, чтобы покрыть противолежащую герметизирующую поверхность 370 внутренней оболочки 340.
Таким образом, часть внутренней оболочки 340, которая прикреплена к адгезивной этикетке 330, содержит:
° зону 1 логотипа - логотип, окруженный эстетическими тиснениями зоны 2, сформированными, например, согласно рекомендациям, приведенным в ЕР 2842730;
° зону 2, которая соответствует окружению зоны 1 логотипа и содержит эстетические тиснения.
На фиг. 3В показана сигаретная пачка 300 в трех состояниях:
на шаге 1: пачка 300 находится в закрытом состоянии;
на шаге 2: откидывающаяся крышка 341 пачки 300 открыта, но отгибаемая покрышка в форме адгезивной этикетки 330 еще закрыта;
на шаге 3: пачка 300 в том же состоянии, что и на шаге 2, но, кроме того, с отгибаемой покрышкой в форме адгезивной этикетки 330 в отогнутом положении.
Материалом, использованным для внутренней оболочки 340, является, например, коммерчески доступная и пригодная для сваривания пленка из слоев биаксиально ориентированного полипропилена (БОПП) + алюминия + БОПП, расположенных в таком порядке и имеющих толщину, как в следующих примерах: 20 мкм/12 мкм/20 мкм и 20 мкм/9 мкм/20 мкм.
Известные покрышки этого типа описаны в различных публикациях, в каждой из которых отмечается сложность решения задачи неоднократного закрывания, более конкретно, потеря прилипаемости (усилия сопряжения) и, соответственно, герметичности сигаретной пачки. В этой связи можно сослаться, например, на US 5061535, WO/2013/052909 и ЕР 2366637 А1.
По контрасту, сочетание определенных известных адгезивных технологий с механической технологией получения покрышки согласно изобретению позволяет компенсировать потерю прилипаемости, которая обычно имеет место при пользовании сигаретной пачкой.
В пачках согласно уровню техники, в зависимости от структуры на стороне, противоположной липкой полоске 342, т.е. от структуры участка на внутренней оболочке 340, может иметь место нарушение герметичности, обусловленное не падением общей адгезии, а плоскостью липкой полоски 342.
На фиг. 3С-3Е представлены различные предпочтительные варианты внутренней оболочки 340, извлеченной из сигаретной пачки 300 и развернутой в виде плоского листа. На каждой из этих фигур показаны:
линии 350 сгиба, обеспечивающие точное сгибание внутренней оболочки 340,
метка 360, которая используется, как указание на регистрацию, и
зона 4, в которой могут быть сформированы различные тиснения для создания эстетически приятных эффектов.
В дополнение, на каждой фигуре показана часть внутренней оболочки 340, которая соответствует зонам 1 и 2, показанным на фиг. 3В (шаг 3). Однако, в отличие от фиг. 3В, на фиг. 3С-3Е эти зоны показаны со стороны, противоположной показанной на фиг. 3В, т.е. с обратной стороны.
В законченной внутренней оболочке 340 зоны 1 и 2 полностью образованы, например, вырезанием из внутренней оболочки 340 вдоль наружной периферии зоны 2. Таким образом, при условии, что зоны 1 и 2 своей обратной стороной прилегают к адгезивной этикетке 330 (на фиг. 3С-3Е не изображена), они отделяются от остальной части внутренней оболочки 340, когда адгезивная этикетка 330 отгибается (как это показано на фиг. 3В, шаг 3).
В завершение, еще один общий признак, проиллюстрированный на каждой из фиг. 3С-3Е, - это наличие герметизирующей зоны 370 внутренней оболочки 340, приходящей в контакт с липкой полоской 342 адгезивной этикетки 330 (не изображенной на фиг. 3С-3Е, но показанной на фиг. 3В, шаг 3), когда адгезивная этикетка 330 закрывается, т.е. накладывается на герметизирующую зону 370.
Герметизирующая зона 370 на внутренней оболочке 340 обеспечивает возможность повторного герметичного закрывания сигаретной пачки.
Как будет подробно пояснено далее, варианты проиллюстрированные фиг. 3С-3Е, отличаются друг от друга по меньшей мере способом, посредством которого обработана поверхность герметизирующей зоны 370. Другое иллюстрируемое отличие связано с возможностью декорирования поверхности зоны 2; однако, это не влияет на осуществление изобретения.
На фиг. 3С детально иллюстрируется предпочтительный вариант внутренней оболочки 340, в котором герметизирующая зона 370 содержит зоны 3а и 3b. Эти зоны, находящиеся на внутренней оболочке 340, характеризуются приданием поверхности внутренней оболочки шероховатости, степень которой увеличивается при переходе от зоны 3b к зоне 3а. Среднее значение шероховатости поверхности внутренней оболочки 3b лежит в интервале 3-7 мкм, а в зоне 3а - в интервале 7-12 мкм. Эти значения шероховатости в некоторых областях, например в зоне 3b, соответствуют естественной шероховатости бумаги, которая может быть увеличена, например в зоне 3а, обычными механическими способами, например тиснением с пикселизацией, таким образом, чтобы достичь нерегулярного сатинирования, т.е. случайного распределения нарушений регулярности поверхности.
Далее будут рассмотрены фиг. 9А и 9В, а также фиг. 10А и 10В, на которых представлены примеры шероховатости. На фиг. 9В изображена поверхность БОПП, использованного для формирования зоны 3b. Данное изображение является результатом измерений посредством интерферометра белого света. Интерферограмма позволяет определять значения шероховатости поверхности. Отсутствие шероховатости отображено черным цветом, тогда как верхнее значение интервала шероховатости (которое в данном случае составляет 15 мкм) отображено белым цветом. Более конкретно, продвигаясь вдоль отрезка, отмеченного на фиг. 9В, можно количественно оценивать шероховатость поверхности вдоль данного отрезка - это иллюстрируется графиком на фиг. 9А. На графике показан интервал амплитуды для значений шероховатости, составляющий около 4 мкм. Это соответствует интервалу, упомянутому в предыдущем параграфе. На фиг. 10В представлена интерферограмма поверхности БОПП, использованного для формирования зоны 3а, т.е. части герметизирующей зоны 370 внутренней оболочки 340, которая должна находиться под адгезивной этикеткой 330. Измерения, аналогичные описанным применительно к фиг. 9В и проведенные вдоль отмеченного отрезка, приведены на графике по фиг. 10А. Представляется, что интервал шероховатости несколько больше чем на фиг. 9А.
Возвращаясь к фиг. 3С, липкая полоска 342 адгезивной этикетки 330 (не изображенной на фиг. 3С) приближенно покрывает зоны 3а и 3b внутренней оболочки 340, точнее, герметизирующей зоны 370. Эффективная адгезивная герметизирующая область имеет U-образную граничную зону 3а.
На фиг. 3D детально иллюстрируется еще один вариант внутренней оболочки 340, в котором герметизирующая зона 370, а также зоны 4 и 2 получены тиснением схожим способом. Это тиснение предпочтительно является тиснением с пикселизацией, чтобы эффективно обеспечить (вместе с адгезивной этикеткой 330, не изображенной на фиг. 3D) возможность повторного герметичного закрывания.
На фиг. 3Е детально иллюстрируется другой предпочтительный вариант внутренней оболочки 340, в котором герметизирующая зона 370, а также зона 4, получены тиснением так же, как и в варианте по фиг. 3D. Однако тиснение в зоне 2 выполнено иным образом, чтобы получить требуемый эстетический эффект.
В особенно эффективном предпочтительном варианте, не проиллюстрированном на чертежах, эффект повторного герметичного закрывания обеспечивается структурами, получаемыми в результате тиснения с пикселизацией посредством инструмента по фиг. 7В.
Было установлено, что использование инструментов для тиснения с пикселизацией применительно к внутренней оболочке позволяет преодолеть проблемы с падением прилипаемости, свойственные уровню техники, и обеспечить улучшенное повторное герметичное закрывание.
Использование сигаретной бумаги, обработанной инструментами для тиснения с пикселизацией, позволяет получать готовые бумажные обертки трубчатой формы с соединением сторон бумаги без нарушения непрерывности.
Разумеется, структуры и способы согласно изобретению могут использоваться как для получения соединений бумаги без нарушения непрерывности или бумаги, пригодной для повторной герметизации, или герметичных внутренних оболочек, так и для других возможных применений, таких как присоединение друг к другу листов бумаги (которая необязательно предназначена для получение бумажной обертки трубчатой формы) или получение упаковок, например, для пищевых или косметических продуктов, обеспечивающих повторное герметичное закрывание.
Реферат
Изобретение относится к комплекту поверхностей тонкослойного материала, сконфигурированных для образования между ними соединения без каких-либо нарушений его непрерывности, который содержит по меньшей мере первую часть поверхности, предназначенную для формирования соединения, тиснения с пикселизацией, обеспечивающие случайное распределение нарушений регулярности поверхности, на первой части поверхности и по меньшей мере вторую часть поверхности, предназначенную для формирования соединения, при этом вторая часть поверхности сформирована соответствующей первой части поверхности для образования соединения между первой частью поверхности и второй частью поверхности при осуществлении контакта между ними. Технический результат заключается в обеспечении соединения между двумя поверхностями бумаги, которое после его формирования остается постоянным и непрерывным в пределах всего соединения. 2 н. и 15 з.п. ф-лы, 19 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство для тиснения фольги
Способ скрепления подборок печатных листов и устройство для его осуществления
Комментарии