Устройство для воздействия на профиль прокатываемой ленты - RU2184630C2
Код документа: RU2184630C2
Чертежи


Описание
Изобретение относится к устройству для воздействия на профиль ленты, прокатываемой в одной, по меньшей мере, клети с устройствами для установки, прогиба и, в случае необходимости, перемещения, относящимися к этой клети, а также с относящимися к валкам разбрызгивающими балками, в случав необходимости, с регулируемым разбрызгиванием охлаждающего или смазочного средства, а также с регулирующим устройством.
При холодной прокатке лент в зонах кромок ленты возникают напряжения, отличающиеся от напряжений в центральных зонах ленты, которые влияют на постоянство толщины ленты по ее ширине. Наряду с термическим выпучиванием по ширине валков и сильным износом валков в зонах кромок ленты, которые могли бы вызывать более толстый профиль по краям по сравнению с серединой ленты, вследствие характеристики поперечного выдавливания материала в направлении ширины ленты, происходит более сильное уменьшение толщины в зоне кромок. Дополнительный износ в зоне кромок при холодной прокатке незначителен, а термическое выпучивание выравнивается, по большей части, охлаждением валков в центральной зоне, вследствие чего на кромках ленты получаются более тонкие профили по сравнению с серединой ленты, обусловленные преимущественно характеристикой бокового выдавливания материала, так называемые еdgе drops (заострение кромок).
Известно устройство для воздействия на профиль прокатываемой по меньшей мере в одной клети ленты, содержащее валки, оснащенные разбрызгивающими балками, выполненными с возможностью регулируемого разбрызгивания охлаждающего или смазочного средства (SU 980885, 15.12.1982, В 21 В 27/10).
В основу изобретения положена задача свести до минимума заострение кромок на ленте или совсем исключить его, не оказывая отрицательного воздействия на распределение напряжений в ленте. Эта задача решается за счет того, что устройство для воздействия на профиль прокатываемой по меньшей мере в одной клети ленты, содержащее валки, оснащенные разбрызгивающими балками, выполненными с возможностью регулируемого разбрызгивания охлаждающего или смазочного средства, снабжено дополнительными разбрызгивающими балками, размещенными в каждой из двух концевых зон бочек валков с расположением зоны их действия от каждого конца бочки валка в зону, выходящую за обращенную к нему кромку обрабатываемой ленты.
Согласно предпочтительным формам выполнения дополнительные разбрызгивающие балки установлены на рабочих валках;
дополнительные
разбрызгивающие балки расположены со стороны входа и/или выхода соответствующей клети;
дополнительные разбрызгивающие балки снабжены разбрызгивающими соплами, обеспечивающими разбрызгивание в
направлении к концам бочки валка;
разбрызгивающие сопла дополнительных разбрызгивающих балок выполнены с регулируемой в соответствии с шириной прокатываемой ленты рабочей шириной;
разбрызгивающие сопла дополнительных разбрызгивающих балок установлены с возможностью воздействия на валки от каждого конца бочки валка на заданное расстояние за обращенной к нему кромкой
прокатываемой ленты;
дополнительные разбрызгивающие балки снабжены соединенной с ними емкостью для разбрызгиваемой среды, температура которой отличается от температуры среды, разбрызгиваемой
через разбрызгивающие балки;
устройство снабжено регулятором воздействия на профиль ленты, расположенными на входе в соответствующую клеть чувствительными датчиками для замера значений
толщины, ширины и профиля прокатываемой ленты преимущественно в зоне ее кромок и/или напряжения в поступающей ленте и вычислительной машиной для определения оптимальных для результатов измерения
предварительно введенных в память машины значений ширины разбрызгивания, интенсивности разбрызгивания и/или температуры охлаждающего средства;
устройство снабжено регулятором воздействия на
профиль прокатываемой ленты и связанной с ним вычислительной машиной для введения в нее значений толщины, ширины и профиля прокатываемой ленты преимущественно в зоне ее кромок и/или напряжения в
поступающей ленте и определения на основе вычисленной модели оптимальных предварительно введенных в память значений ширины разбрызгивания, интенсивности разбрызгивания и/или температуры охлаждающего
средства;
устройство снабжено установленными со стороны выхода из соответствующей прокатной клети чувствительными элементами для определения профиля выходящей после прокатки ленты, в
частности в зоне ее кромок, ширины упомянутой ленты и распределения напряжений в ней и соединенным с чувствительными элементами регулятором для коррекции оптимальной ширины разбрызгивания,
интенсивности разбрызгивания и/или температуры разбрызгиваемого охлаждающего средства;
регулятор для коррекции оптимальной ширины разбрызгивания, интенсивности разбрызгивания и/или
температуры разбрызгиваемого охлаждающего средства выполнен с возможностью дополнительного воздействия на регулирование напряжений в ленте;
чувствительные элементы связаны с вычислительной
машиной для передачи параметров ленты, замеренных на выходе из соответствующей клети, и внесения корректив в вычислительный процесс в вычислительной машине;
вычислительная машина выполнена из
условия обеспечения возможности расчета оптимальных значений ширины зоны разбрызгивания, интенсивности разбрызгивания и температуры охлаждающего средства и подведения указанных рассчитанных значений к
регулятору.
Результаты измерения для обратного регулирования, предусмотренного согласно пункту 9 формулы изобретения, могут использоваться для предварительного определения оптимальных значений ширины разбрызгивания, интенсивности разбрызгивания и температуры разбрызгивания и/или оптимального влияния на управляющее устройство прямого регулирования. Для случая, когда замеренные значения для чувствительных элементов или предварительно заданных данных ленты применяются не для того, чтобы выбирать из памяти оптимальные значения ширины разбрызгивания, интенсивности разбрызгивания и/или температур охлаждающего средства, вычислительная машина, имеющая соответствующие функции для оптимальных значений ширины разбрызгивания, интенсивности разбрызгивающего средства и/или температур охлаждающего средства, может рассчитать с использованием результатов измерений оптимальные значения для исполнительных элементов регулировочного устройства.
Ниже
изобретение поясняется более подробно с помощью чертежей, где
на фиг. 1 изображена прокатная клеть с рабочими валками, снабженными охлаждающим приспособлениями, расположенными со стороны
входа прокатываемой ленты;
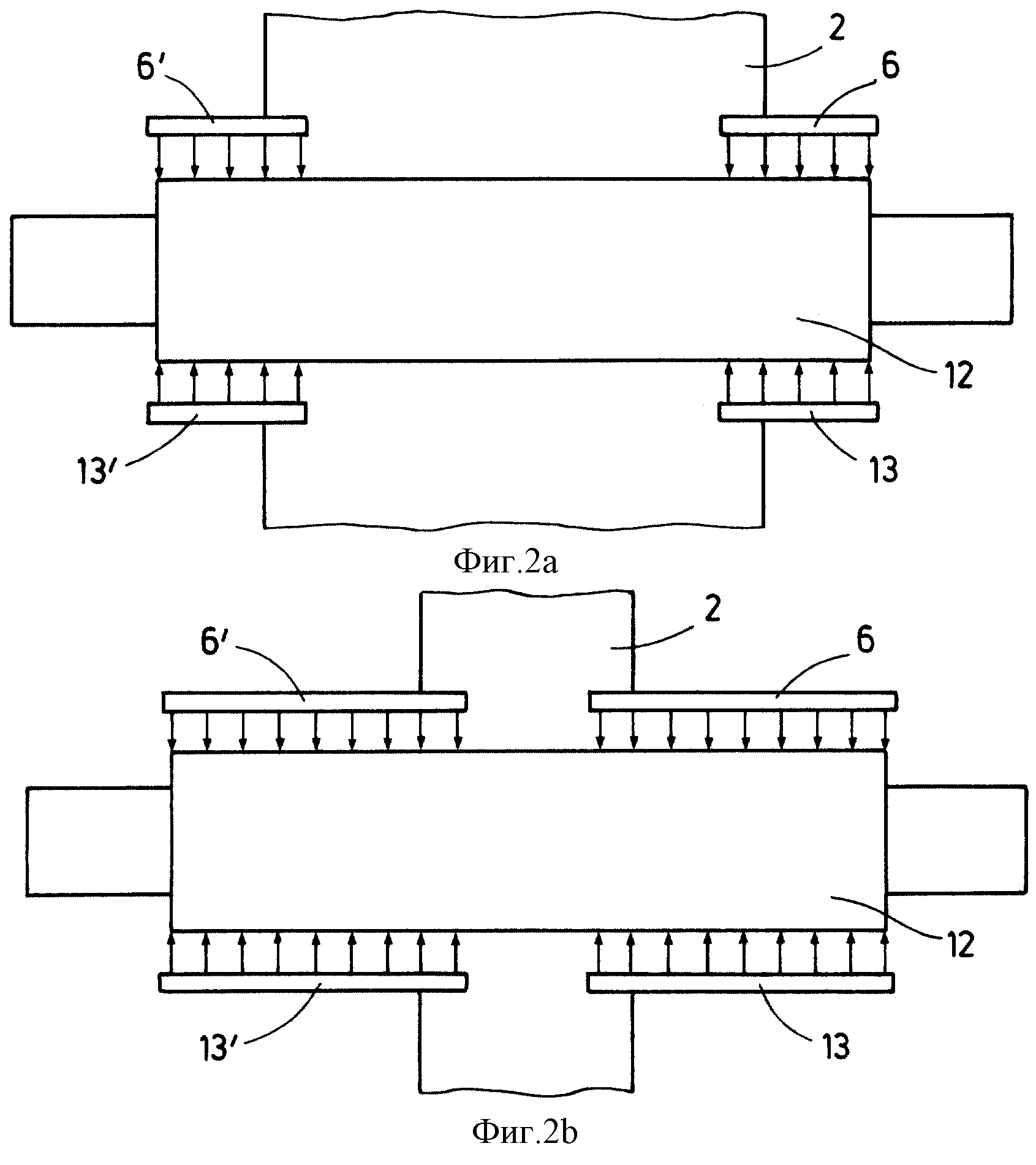
фиг. 2а - комплект дополнительных разбрызгивающих балок согласно изобретению, расположенных со стороны входа и выхода ленты при широкой ленте;
фиг. 2b
- комплект дополнительных разбрызгивающих балок согласно изобретению, расположенных со стороны входа и выхода ленты при узкой ленте;
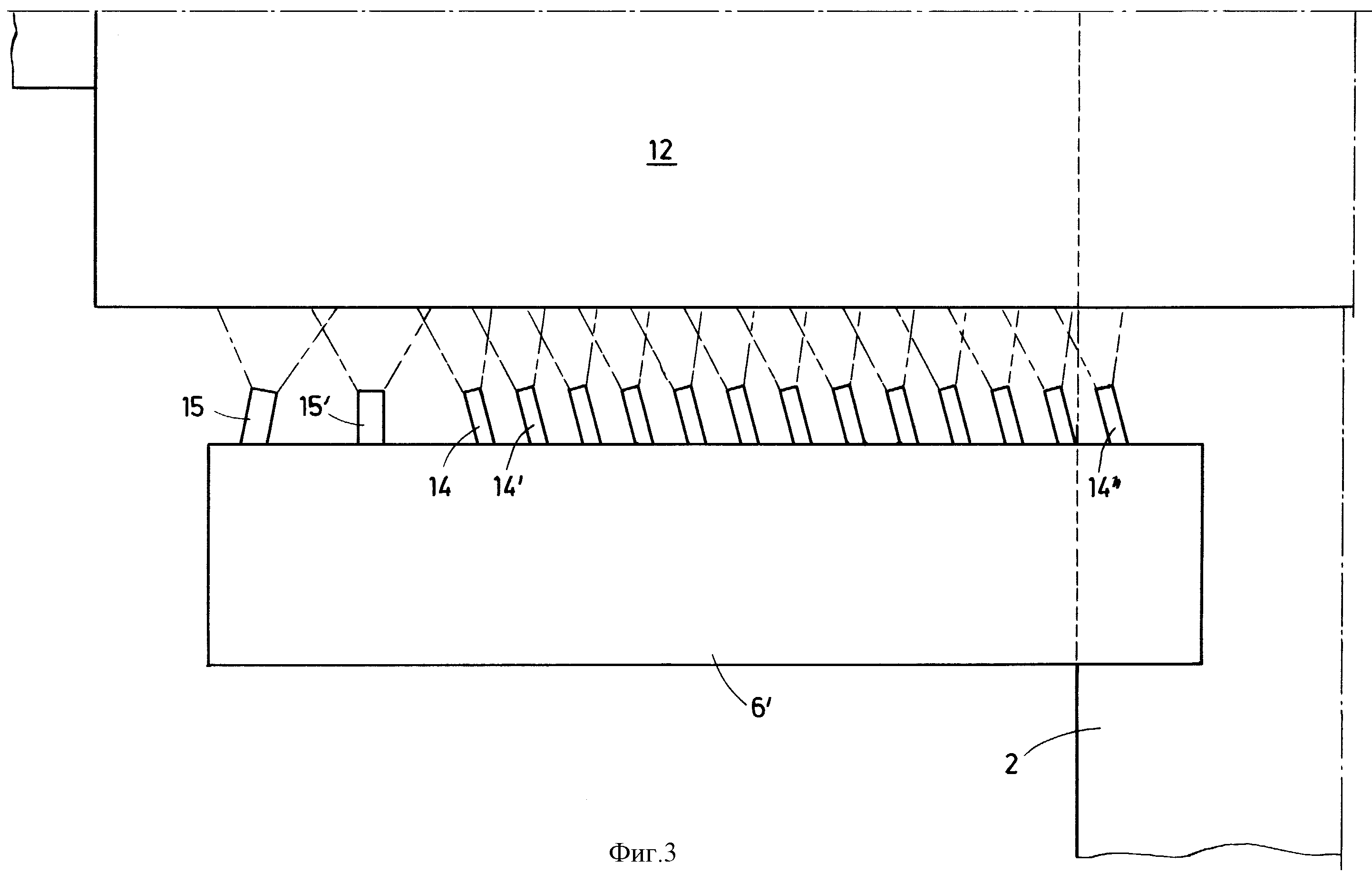
фиг. 3 - расположение сопел на дополнительной
разбрызгивающей балке, показанное на одной половине клети;
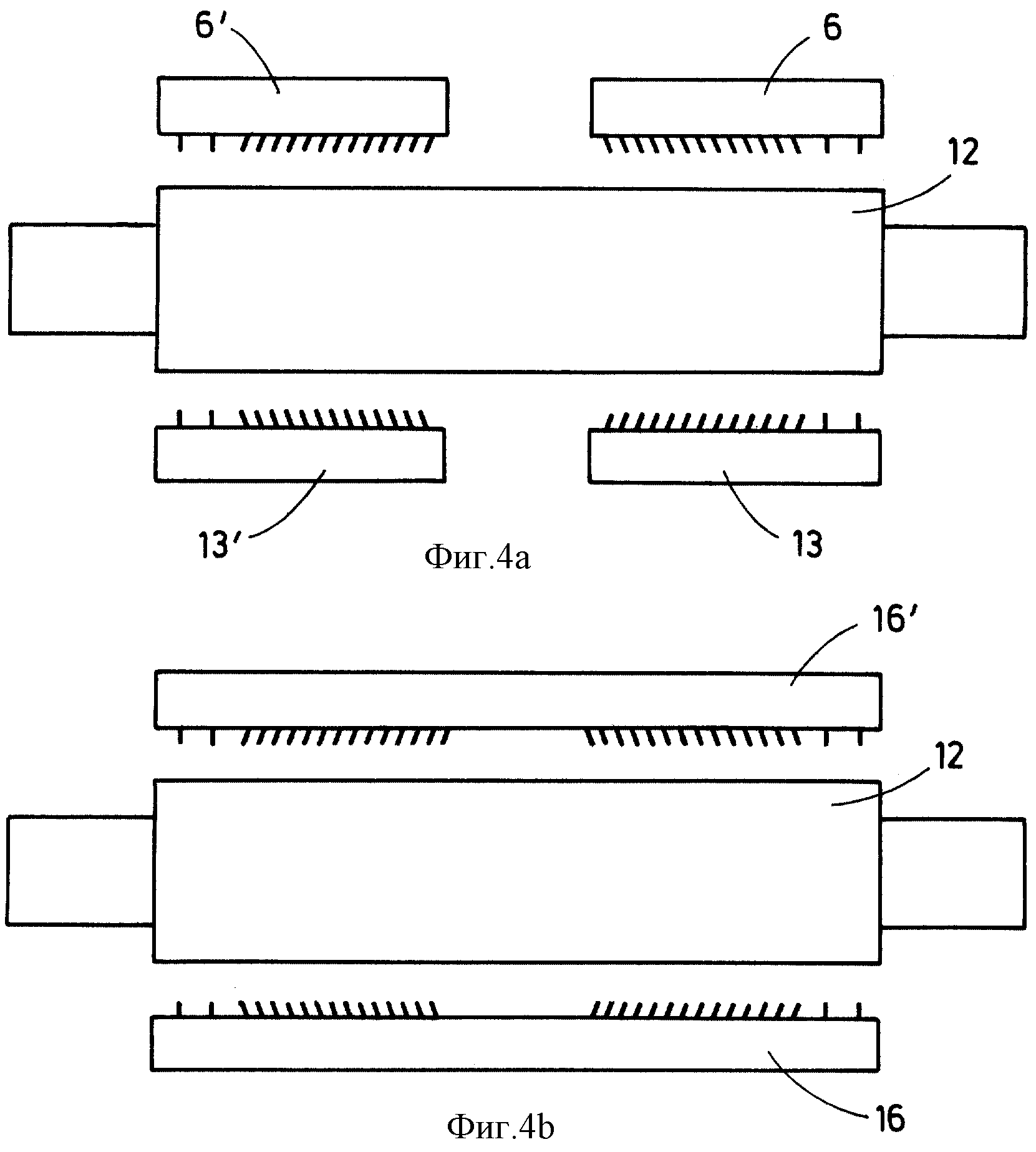
фиг.4а, 4b - по-разному выполненные разбрызгивающие балки, установленные со стороны входа и со стороны выхода рабочих валков;
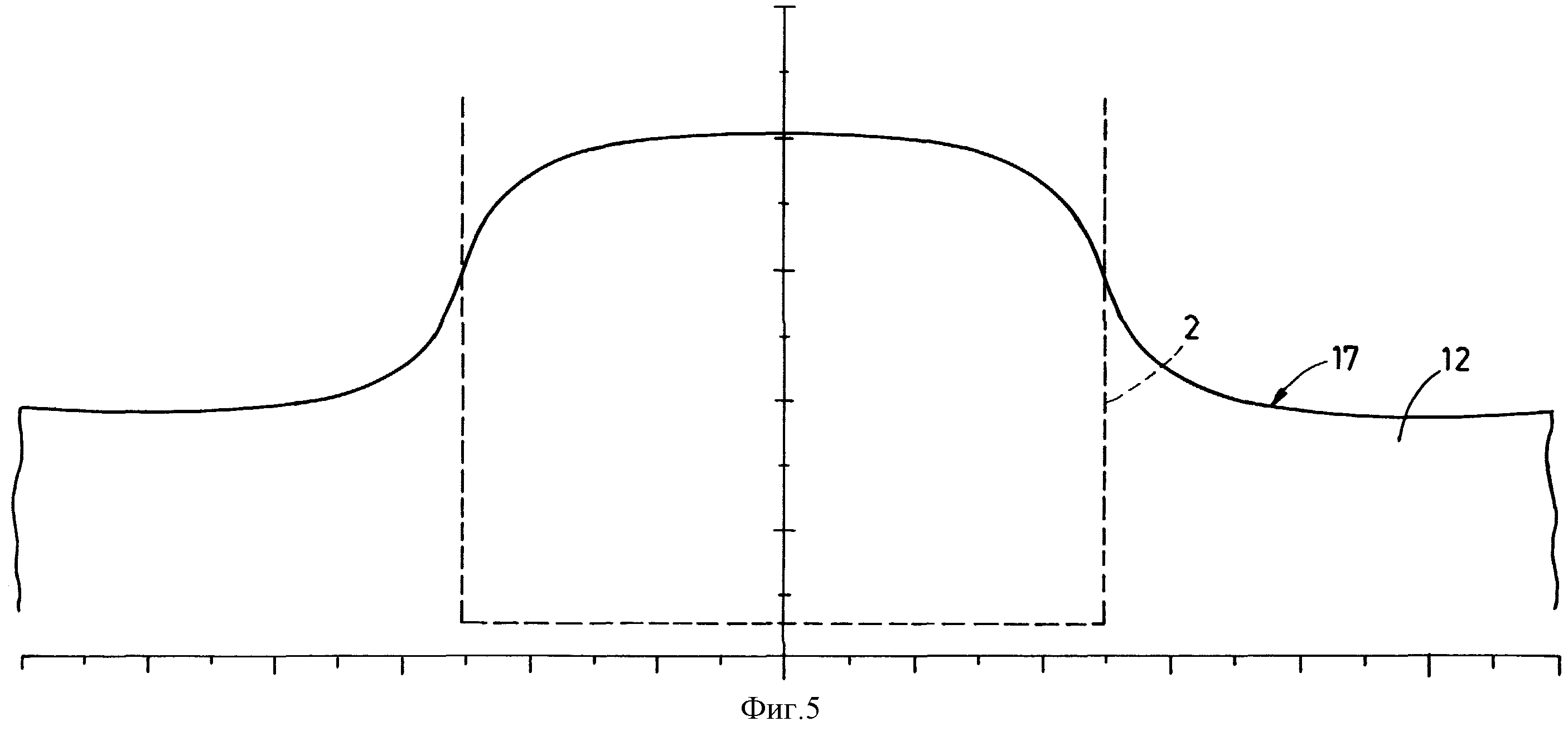
фиг. 5 - бочкообразный контур рабочего валка без дополнительного охлаждения;
фиг.6 - бочкообразный контур рабочего валка с дополнительным охлаждением и
фиг.7 - регулировочная
схема для регулировки edge - drop.
На фиг.1 показана прокатная клеть 1 для прокатки ленты 2, с входной стороны которой расположены балки 3, 3а для разбрызгивания охлаждающего и/или смазочного средства. Разбрызгивающие балки 3, 3а питаются насосом 4 из бака 5.
Дополнительные разбрызгивающие балки 6, 6а направлены на зоны бочек валков. Они также питаются насосом 7 из бака 5. Разбрызгиваемая среда подается через охлаждающее устройство 8, в котором с помощью терморегулятора 9 может оптимально регулироваться температура разбрызгиваемой среды в соответствии со значениями, задаваемыми не показанной на чертеже вычислительной машиной. Через клапаны 10 может регулироваться ширина разбрызгивания и интенсивность разбрызгивания дополнительных разбрызгивающих балок 6, 6а. Разбрызгиваемая среда собирается и поступает в общий бак 5 через обратный трубопровод 11. Само собой разумеется, имеется возможность предусмотреть раздельные баки для обеих сред, имеющих разную температуру. В этом случае сбор разбрызгиваемых сред целесообразно осуществлять раздельно.
На фиг.2а показан рабочий валок 12, которым прокатывается широкая лента 2. Сo стороны входа ленты можно видеть дополнительные разбрызгивающие балки 6, 6', а со стороны выхода - дополнительные разбрызгивающие балки 13, 13', рабочая ширина которых отрегулирована на ширину прокатываемой ленты 2, и перекрывают узкие зоны рабочих валков 12, находящиеся в контакте с краями ленты.
На фиг. 2, наоборот, показана узкая лента 2 и разбрызгивающие балки 6, 6'; 13, 13', отрегулированные, соответственно, по своей рабочей ширине.
На фиг. 3 показана разбрызгивающая балка 6' сопла 14 - 14'' которой направлены к концу бочки рабочих валков 12. Только внешние сопла 15, 15' имеют направление разбрызгивания, отличающееся от этого направления. Сопла 14-14'' и 15, 15' могут по-отдельности включаться и выключаться для обеспечения регулирования ширины разбрызгивания по ширине ленты, подлежащей прокатке.
На фиг. 4а, аналогично фиг.2а, показаны разбрызгивающие балки 6, 6' со стороны входа ленты и разбрызгивающие балки 13, 13' - со стороны выхода ленты, причем ширина разбрызгивающих балок 6, 6' и 13, 13' выбирается таким образом, чтобы они могли оптимально охлаждать бочки рабочих валков 12 в зоне контакта с кромками ленты от минимальной до максимальной ширины ленты.
На фиг. 4b показаны разбрызгивающая балка 16 со стороны входа ленты и разбрызгивающая балка 16' со стороны выхода ленты. И здесь может обеспечиваться оптимальное регулирование ширины охлаждения в зависимости от ширины ленты.
На фиг.5 показан контур 17 бочки валка 12 после приблизительно 60-ти минутного процесса прокатки, причем без воздействия дополнительных разбрызгивающих балок 6, 6'; 13, 13'; 16, 16' на поверхность валка. Заметно обычное термическое выпучивание. В зоне контакта с кромками ленты заметно медленное падение бочкообразности. Это медленное падение бочкообразности не в состоянии исключить образование edge drop в зоне кромок ленты, вызываемое характеристикой бокового выдавливания материала.
На фиг.6 показан контур бочки, аналогичный фиг.5. Здесь, однако, работа велась с воздействием на поверхность валка дополнительных разбрызгивающих балок 6, 6'; 13, 13'; 16, 16'. Сильное падение бочкообразности в зоне контакта с кромками ленты отрегулировано за счет дополнительного охлаждения таким образом, что еdge drop, вызываемое характеристикой бокового выдавливания материала, снижается и доводится до минимального.
На фиг.7 схематически показано регулировочное устройство согласно изобретению. Позицией 2 обозначена лента, которая подвергается холодной прокатке в нескольких клетях. На чертеже показана клеть кварто 18, на которой осуществляется регулирование еdge drop согласно изобретению, в то время как клеть сексто 19 показана с обычным регулированием плоскости. Регулирование еdge drop согласно изобретению может, само собой разумеется, осуществляться также на нескольких или всех клетях линии прокатки. Со стороны входа ленты расположены чувствительные элементы 20 для определения толщины ширины и/или распределения напряжений в ленте. Замеренные значения сравниваются вычислительной машиной 21 со значениями, введенными в память, к ним относятся и оптимальные случаи водяного охлаждения. Считываемые температуры охлаждающей воды, а также сигналы на регулирование сопел подаются в контур 22 регулирования температуры или в контур 23 регулирования положения сопел.
Альтернативно или вместе с чувствительными элементами 20 работают чувствительные элементы 24, 24', которые делают также замеры профиля ленты, в особенности, в зоне кромок ленты, ширины ленты и распределения напряжений в ленте. Эти результаты измерений вводятся в регулятор 25, осуществляющий коррекцию замеренных значений для получения оптимальной ширины разбрызгивания, интенсивности разбрызгивания и температуры охлаждающего средства. Эти результаты измерений могут применяться, кроме того, для коррекции значений, введенных в вычислительную машину 21.
Перечень
позиций
1 прокатная клеть
2 лента
3 разбрызгивающая балка
4 насос
5 бак
6 разбрызгивающая балка
7 насос
8 охлаждающее
устройство
9 терморегулятор
10 клапан
11 обратный трубопровод
12 рабочий валок
13 разбрызгивающая балка
14 сопло
15 сопла
16
разбрызгивающая балка
17 контур бочки
18 клеть кварто
19 сексто-клеть
20 чувствительный элемент
21 вычислительная машина
22 контур регулирования
температур охлаждающего средства
23 контур регулирования сопел
24 чувствительный элемент
25 регуляторт
Реферат
Изобретение относится к прокатному производству и может быть использовано при холодной прокатке ленты. Устройство для воздействия на профиль прокатываемой по меньшей мере в одной клети ленты содержит валки, оснащенные разбрызгивающими балками, обеспечивающими регулируемое разбрызгивание охлаждающего или смазочного средства. В каждой из двух концевых зон бочек валков размещены дополнительные разбрызгивающие балки. Зона действия последних расположена от каждого конца бочки валка в зону, выходящую за обращенную к нему кромку обрабатываемой ленты. В результате обеспечивается снижение заострения кромок прокатываемой ленты без отрицательного воздействия на распределение напряжений в ленте. 12 з.п. ф-лы, 7 ил.

Комментарии