Сигаретоделательная машина и способ изготовления сигарет - RU2300297C2
Код документа: RU2300297C2
Чертежи



Описание
Изобретение относится к сигаретоделательной машине и к способу изготовления сигарет, которым придано особое свойство.
В последние годы стали известными различные сигареты с приданным им желательным свойством. Оберточная бумага этих сигарет имеет полосу, придающую некоторое свойство; причем эта полоса образована путем нанесения на оберточную бумагу одного из материалов, придающих различные свойства.
Например, сигарета согласно опубликованному переводу заявки PCT/JP 2001-509366 имеет пониженную возгораемость, и таковая пониженная возгораемость придана за счет наличия множества полос. Полосы выполнены на оберточной бумаге и расположены через заданные интервалы в осевом направлении сигареты.
Сигарета, описанная в международной публикации WO 01/84969, имеет свойство, улучшающее горение за счет подавления выделения нежелательного вещества, или альдегида, во время зажигания. Это свойство улучшения горения придано единственной полосой. В частности, эта единственная полоса образована на оберточной бумаге и расположена на дальнем (поджигаемом) конце сигареты.
Кроме того, сигарета может иметь полосу для улучшения ее вкуса, и эта полоса также образована на оберточной бумаге.
Чтобы такая сигарета могла проявить свое свойство полностью, желательно, чтобы полоса на оберточной бумаге была образована точно. Например, в случае сигареты, описанной в указанной публикации, если полоса не расположена точно на дальнем конце сигареты, то полоса не сможет обеспечить требуемое свойство улучшенного горения.
Но при изготовлении сигарет этого типа очень трудно точно разместить полосу на дальнем конце сигареты. В частности, обычная сигаретоделательная машина имеет транспортирующую ленту, чтобы обеспечить перемещение полотна оберточной бумаги на постоянной скорости; обертывающую секцию и режущую секцию. При прохождении через обертывающую секцию резаный табак на перемещаемом полотне непрерывно обертывается этим полотном; и обертывающая секция непрерывно подает получаемый при этом табачный стержень в режущую секцию. Затем при прохождении через режущую секцию табачный стержень разрезается на заданную длину с получением отдельных сигарет.
Если полосы образуют на полотне с заданными интервалами заранее, а транспортирующую ленту и полотно перемещают согласованно, то обычная сигаретоделательная машина может изготавливать сигареты, имеющие указанную полосу, с высокой точностью.
Однако если во время формирования табачного стержня между полотном и транспортирующей лентой происходит проскальзывание, то, независимо от того, насколько оно велико, это проскальзывание обусловливает смещение предназначенной для сигареты полосы в нарушение ее правильного положения, и поэтому полоса не сможет точно располагаться на дальнем конце сигареты.
Чтобы решить эту проблему, в сигаретоделательной машине можно изменить относительную скорость движения транспортирующей ленты по отношению к моментам разрезания табачного стержня или, иначе говоря, изменить фазу продвижения каждой полосы по отношению к моментам разрезания табачного стержня.
Однако в сигаретоделательной машине высокоскоростное и стабильное изготовление сигарет обеспечивается выдерживанием скорости движения транспортирующей ленты и моментов разрезания табачного стержня. Поэтому относительное изменение скорости движения транспортирующей ленты по отношению к моментам разрезания табачного стержня указанным выше способом не является целесообразным.
Настоящее изобретение разработано с учетом вышеизложенных обстоятельств. Задача изобретения заключается в обеспечении сигаретоделательной машины и способа изготовления сигарет с полосой, точно расположенной в правильном положении, без относительного изменения скорости движения транспортирующей ленты по отношению к моментам разрезания табачного стержня.
Для решения упоминаемой выше задачи сигаретоделательная машина согласно настоящему изобретению также содержит средство изменения положения для изменения положения каждой полосы относительно скорости движения сигареты при постоянном отношении скорости движения транспортирующей ленты и согласовании по времени разрезания табачного стержня, причем средство изменения положения имеет тормоз, расположенный на пути подачи полотна и регулирующий натяжение полотна приложением тормозящего усилия на полотно, и позиционирующее устройство, управляющее тормозом с учетом удлинения полотна, вызванного его натяжением, и, за счет этого, для приведения в правильный участок положения каждой полосы относительно сигареты.
В частности, позиционирующее устройство может иметь датчик полосы, установленный между тормозом и обертывающей секцией, для детектирования полосы на полотне и выдачи сигнала детектирования; генератор сигнала, установленный в режущей секции, для выдачи сигнала на разрезание во время разрезания табачного стержня; определительную схему, которая определяет положение или отсутствие такового полосы в правильном участке по сигналу детектирования и сигналу на разрезание; и управляющую схему для регулирования натяжения полотна при помощи тормоза по результату выполняемого определительной схемой определения и, за счет этого, для регулирования удлинения полотна, чтобы располагать полосу в правильном участке.
Согласно этому устройству, когда полоса не находится в правильном участке для сигарет в одном направлении, в частности, с расположенной ближе по ходу стороны (или со стороны задержки), с учетом направления движения табачного стержня, тогда управляющая схема регулирует натяжение полотна тормозом и тем самым регулирует удлинение полотна. При этом натяжение полотна увеличивается, и соответственно полотно удлиняется, в результате чего расстояние между полосами на полотне увеличивается. Следовательно, положение каждой полосы постепенно смещается в направлении дальше по ходу с учетом направления движения табачного стержня либо, иначе говоря, вперед относительно согласования разрезания табачного стержня и возвращается к правильному участку для сигареты.
Таким образом, данное устройство может привести положение полосы для сигареты в пределы правильного участка, и при этом отношение скорости движения транспортирующей ленты и согласования (моментов) разрезания табачного стержня сохраняется постоянным.
Правильный участок имеет заданную длину от конца зажигания сигареты, и тормоз придает полотну натяжение в пределах значений от 5 до 15 Н по ширине.
Когда натяжение полотна имеет указанные выше значения, то оно растягивается удлинением пропорционально натяжению, прилагаемому к полотну, без его разрыва. Поэтому каждая полоса позиционируется точно.
Тормозом может быть всасывающий тормоз, прилагающий на полотно всасывающее усилие, или тормозной валик, который подает полотно при взаимодействии с транспортирующей лентой. Всасывающий тормоз или тормозной валик выполнены с возможностью легко создавать натяжение полотна; и при этом величину натяжения полотна можно удобным образом регулировать.
Если детектирована полоса вне правильного участка, то управляющая схема увеличивает натяжение полотна при помощи тормоза. В этом случае положение полосы изменяется на расстояние не больше длины сигареты, пока положение полосы не вернется в правильный участок.
При этом если положение полосы детектировано вне допустимой области, включающей правильный участок, то управляющая схема может выдать сигнал удаления для удаления сигареты, имеющей эту полосу. Если датчик полосы не обнаружил полосу, то управляющая схема может выдать сигнал удаления, чтобы удалить сигарету без полосы. В этом случае дефектные сигареты надежно удаляются.
Предпочтительно тормоз прежде прикладывает натяжение к полотну, чтобы вызвать заданное удлинение полотна. В этом случае управляющая схема усиливает или ослабляет натяжение полотна при помощи тормоза по результату определения, выполняемого определительной схемой. Вследствие этого удлинение полотна увеличивается или уменьшается. При этом независимо от того, в каком направлении полоса не вписывается в правильный участок, положение полосы можно быстро привести в пределы правильного участка путем регулирования натяжения полотна.
Эту задачу решает также способ изготовления сигарет согласно настоящему изобретению. Этот способ предусматривает стадию изменения положения полосы относительно сигареты, при этом отношение скорости движения транспортирующей ленты и согласования по времени разрезания табачного стержня сохраняется постоянным; и эта стадия также включает в себя стадию приложения натяжения к полотну и этап регулирования обусловленного натяжением удлинения полотна и обеспечения положения полосы относительно сигареты в правильном участке.
На чертежах:
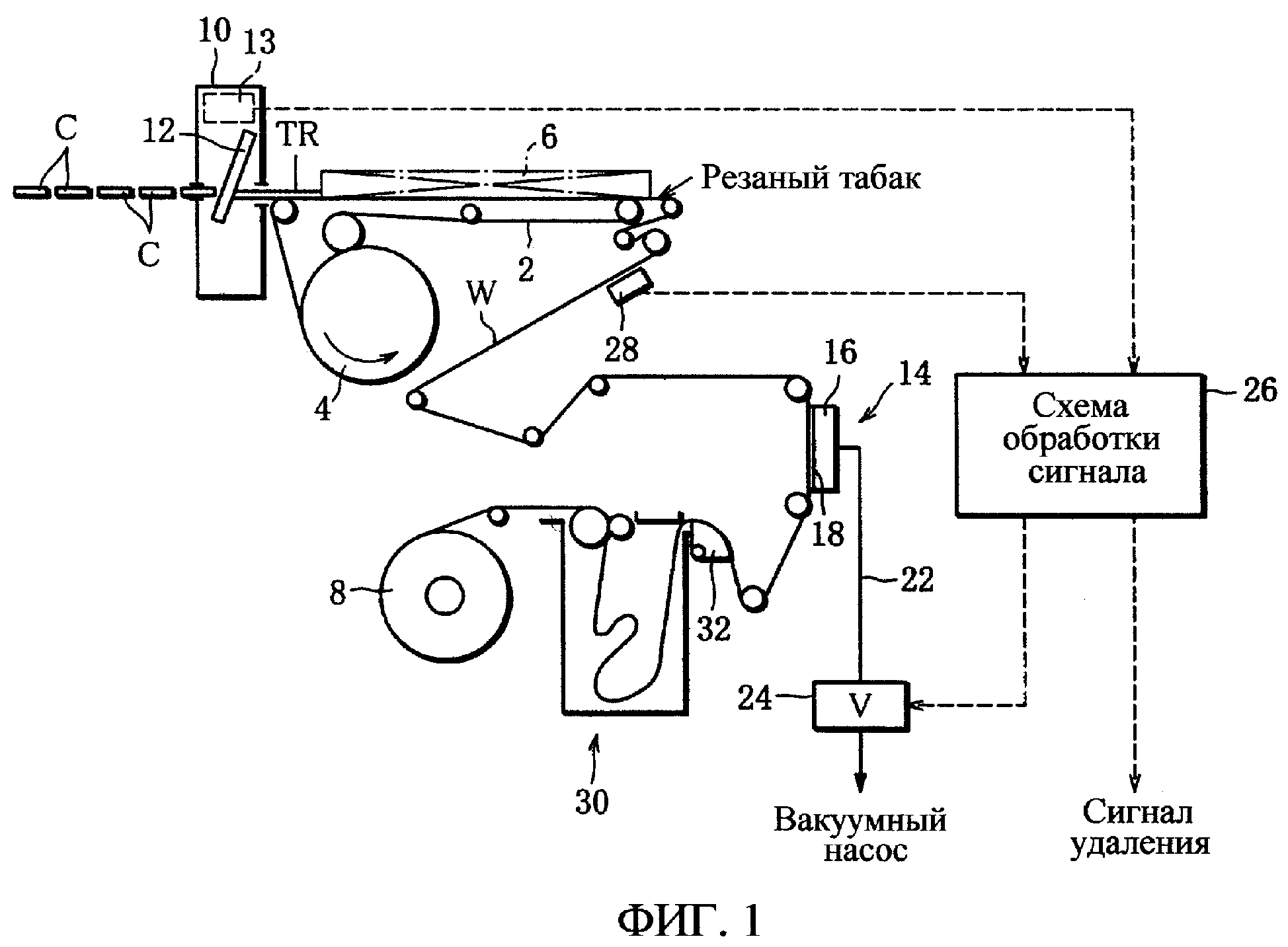
фиг.1 - схематичный вид части сигаретоделательной машины,
фиг.2 - вид сигареты с фильтром, изготовленной сигаретоделательной машиной, показанной на фиг. 1,
фиг.3 - схематичный вид всасывающего тормоза, показанного на фиг. 1,
фиг.4 - график отношения натяжения и удлинения полотна оберточной бумаги,
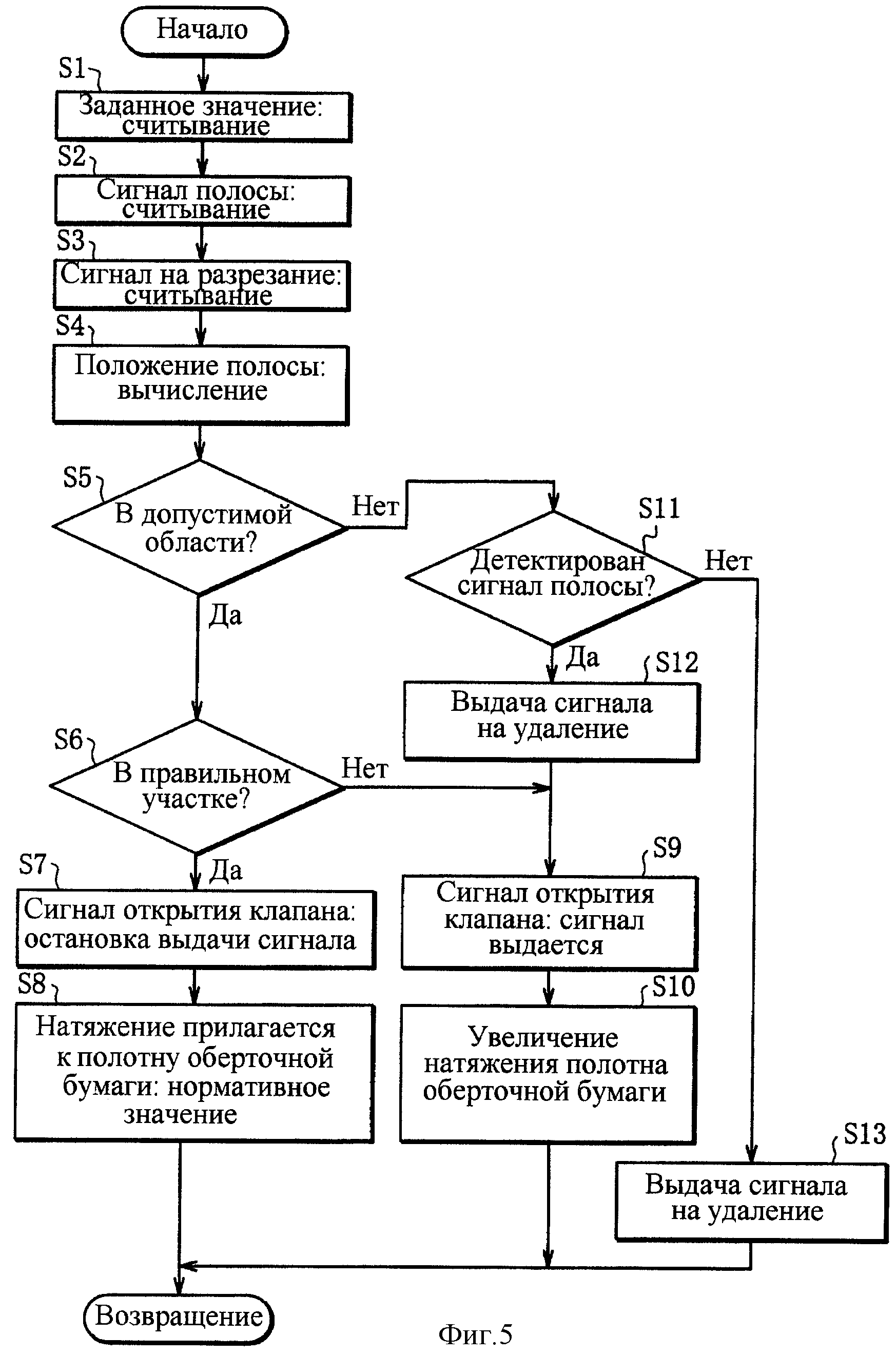
фиг.5 - блок-схема этапов регулирования длины полотна в зависимости от положения полосы на полотне,
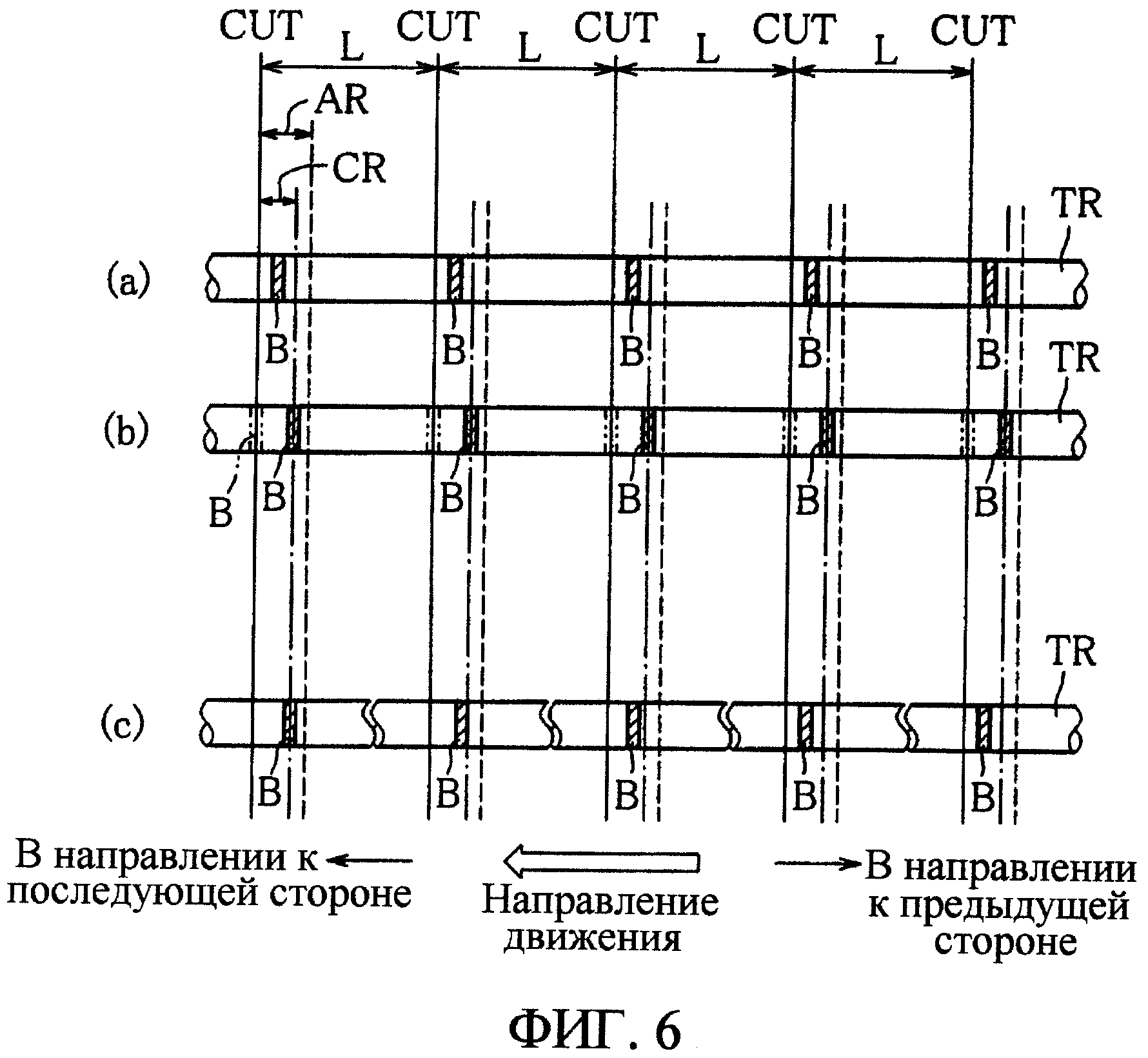
фиг.6 - схематичный вид положений полос относительно допустимых областей и правильных участков,
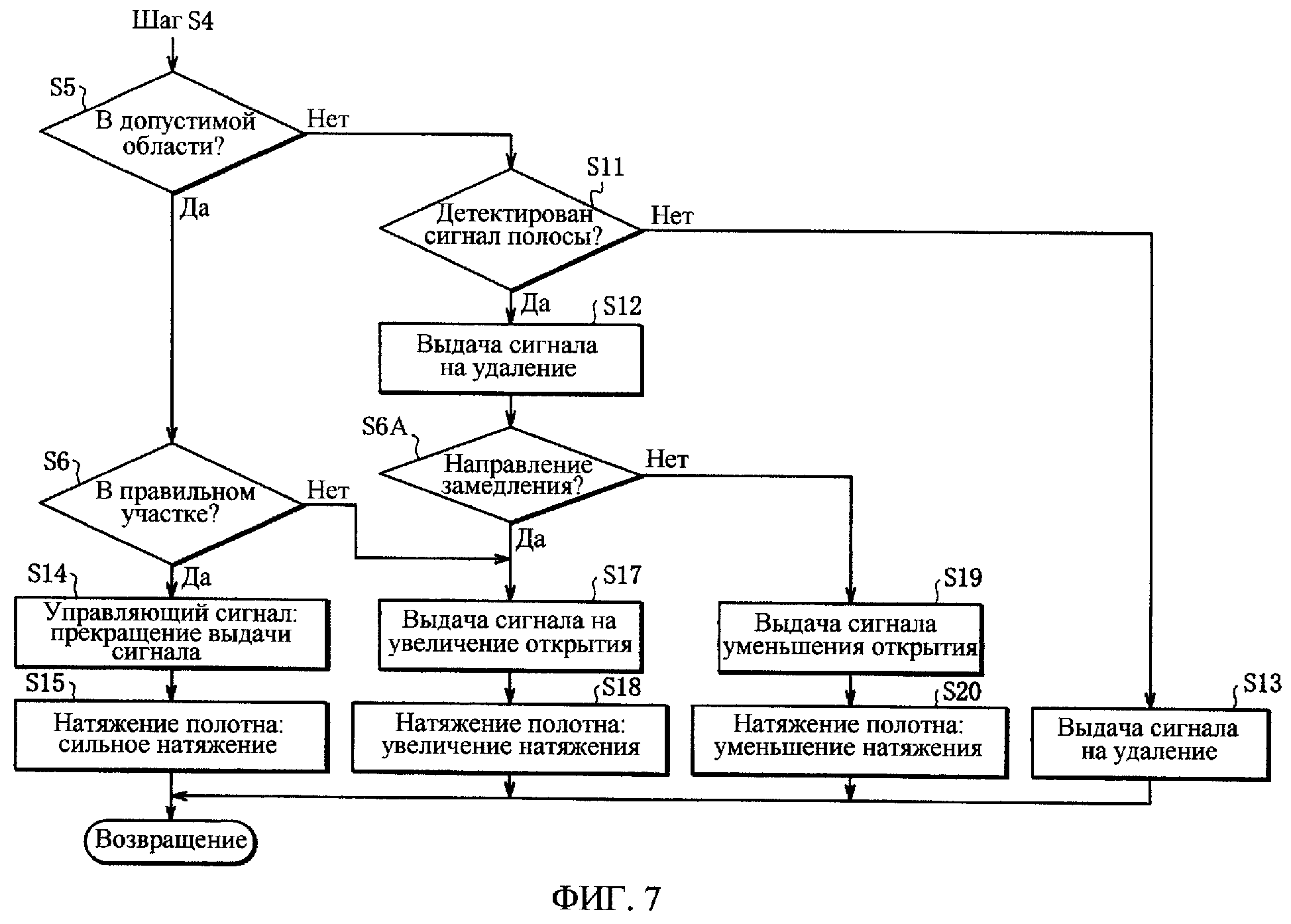
фиг.7 - блок-схема части последовательных этапов регулирования, согласно модифицированному примеру, и
фиг.8 - схематичный вид подающего валика.
Сигаретоделательная машина согласно фиг. 1 имеет бесконечную транспортирующую ленту 2. Транспортирующая лента 2 перемещается в одном направлении за счет вращения приводного барабана 4 и проходит через обертывающую секцию 6.
Транспортирующая лента 2 принимает полотно W сигаретной оберточной бумаги и слой резаного табака на стороне перед обертывающей секцией 6, если смотреть в направлении движения транспортирующей ленты 2. Полотно W поступает из рулона 8 полотна и направляется на транспортирующую ленту 2, и слой резаного табака подается на полотно W с транспортера для табака (не показан).
Полотно W проходит через обертывающую секцию 6 с транспортирующей лентой 2, и при этом обертывающая секция 6 непрерывно свертывает резаный табак в полотне W и тем самым формирует табачный стержень TR. Табачный стержень TR транспортируется от обертывающей секции 6.
После обертывающей секции 6 находится режущая секция 10. Режущая секция 10 имеет вращающийся режущий нож 12. При прохождении табачного стержня TR, поступившего из обертывающей секции 6, через режущую секцию 10 табачный стержень TR разрезается на отдельные сигареты С заданной длины за счет вращения режущего ножа 12. Режущая секция 10 также имеет генератор 13 сигналов, формирующий сигнал разрезания, который указывает момент разрезания во время разрезания табачного стержня TR.
На полотне W полосы заранее образованы на заданных интервалах. Согласно излагаемому осуществлению, интервал между полосами соответствует длине одной сигареты С. Например, полосы образованы нанесением на заднюю поверхность полотна W вещества, снижающего количество альдегида, образующегося при возгорании. В качестве этого вещества можно использовать снижающее количество альдегида вещество, описанное в указанной международной публикации WO 01/84969.
Фаза вращения режущего ножа 12, или момент разрезания табачного стержня TR определяется в зависимости от скорости движения транспортирующей ленты 2 или фазы продвижения каждой полосы во время ее движения. Поэтому отдельные сигареты С могут иметь полосу в правильном участке. Правильный участок определяется отрезанным концом сигареты С и положением на заданном расстоянии от отрезанного конца, если смотреть в направлении движения табачного стержня TR. Затем при формировании сигареты FC с фильтром, имеющей сигарету и фильтр, полоса В подходит к концу зажигания сигареты FC с фильтром (фиг.2).
Согласно фиг. 1 путь подачи полотна W проходит от рулона 8 полотна к транспортирующей ленте 2, и всасывающий тормоз 14 расположен на пути подачи.
Всасывающий тормоз 14 содержит всасывающую коробку 16, и всасывающая коробка 16 имеет всасывающую поверхность, обращенную к пути подачи, т.е. к полотну W. Всасывающая поверхность образована из перфорированной пластины 18, показанной на чертеже фиг. 3, и перфорированная пластина 18 имеет множество всасывающих отверстий 20. Всасывающие отверстия 20 равномерно распределены по всей всасывающей поверхности.
От всасывающей коробки 16 проходит всасывающая трубка 22. Всасывающая трубка 22 соединена с вакуумным насосом. Во всасывающей трубке 22 установлен нагнетательный клапан 24. Нагнетательный клапан 24 электрически соединен со схемой 26 обработки сигнала. При поступлении в нагнетательный клапан 26 сигнала на открытие клапана от схемы 26 обработки сигнала нагнетательный клапан 24 открывается для регулирования и подачи давления всасывания вакуумного насоса во всасывающую коробку 16. Затем всасывающий тормоз 14 всасывает воздух через всасывающие отверстия 20 перфорированной пластины 18, в результате чего полотно W всасывается на всасывающую поверхность или на перфорированную пластину 18.
Всасывающее усилие всасывающего тормоза 14 меньше тягового усилия, которое транспортирующая лента 2 оказывает на полотно W, и в результате этого полотно W подается в обертывающую секцию 6, преодолевая всасывающее усилие, создаваемое всасывающим тормозом 14. Таким образом, между транспортирующей лентой 2 и всасывающим тормозом 14 полотно выталкивается тяговым усилием, оказываемым транспортирующей лентой 2. При этом натяжение полотна W возрастает, и полотно W удлиняется в его продольном направлении на величину, соответствующую возрастанию натяжения полотна.
Фиг. 4 показывает характеристику натяжения-удлинения для трех полотен W1, W2 и W3, разных в отношении проницаемости воздуха. Эти характеристические кривые получены с помощью измерений. Согласно фиг. 4 в любом из полотен удлинение полотна увеличивается пропорционально натяжению полотна, когда прилагаемое к полотну натяжение составляет от 1 до 22 Н по ширине Н полотна W (27 мм), желательно в пределах 5-15 Н по ширине Н. Когда натяжение полотна W регулируется в пределах 5-15 Н по ширине Н, тогда полотно W можно растянуть на желательное удлинение без разрыва.
Испытание прочности на растяжение показало, что при приложении натяжения к полотнам W1, W2 и W3 в указанных пределах значений полотна W1, W2 и W3 удлинялись на 0,02-0,03% при натяжении в один Н.
Между всасывающим тормозом 14 и транспортирующей лентой 2 на пути подачи полотна W установлен датчик 28 полосы. Датчик 28 полосы электрически соединен со схемой 26 обработки сигнала. В качестве датчика 28 полосы можно использовать оптический датчик, описанный в указанной опубликованной заявке РСТ/JP 20021-509366.
При прохождении каждой из полос В на полотне W мимо датчика 28 полосы датчик 28 полосы детектирует проходящую полосу В и выдает сигнал о полосе, указывающий детектирование полосы, в схему 26 обработки сигнала.
Схема 26 обработки сигнала электрически соединена также с режущей секцией 10, и режущая секция 10 выдает сигнал на разрезание табачного стержня TR в схему 26 обработки сигнала.
Схема 26 обработки сигнала направляет сигнал открытия клапана в нагнетательный клапан 24 согласно порядку регулирования, показываемому на чертеже фиг. 5.
Порядок регулирования
Предполагается, что во время работы сигаретоделательной машины отношение между скоростью движения транспортирующей ленты (фаза продвижения каждой полосы во время ее движения) и согласованием моментов разрезания табачного стержня TR (фаза разрезания во время вращения режущего ножа 12) сохраняется постоянным. Также предполагается, что в первоначальном состоянии полоса В каждой сигареты, сделанной сигаретоделательной машиной, расположена в указанном правильном участке.
В этих условиях работы сигаретоделательной машины схема 26 обработки сигнала сначала считывает заданные значения (этап S1). Заданные значения включают в себя тип полотна, натяжение полотна W, нормативное натяжение полотна W и др.
Затем схема 26 обработки сигнала последовательно считывает сигнал полосы и сигнал разрезания (этапы S2 и S3), и исходя из сигнала полосы и сигнала разрезания, схема 26 обработки сигнала (этап S4) вычисляет расстояние между отрезанным концом табачного стержня TR и следующей полосой В, а именно положение полосы В относительно переднего конца формируемой сигареты С.
Разумеется, когда положение полосы В вычислено, то расстояние между датчиком 28 полосы и режущей секцией 10, скорость движения полотна W или транспортирующей ленты 2, скорость вращения режущего ножа 12 и прочее учитываются в схеме 26 обработки сигнала.
Затем определяется местонахождение полосы В в допустимой области AR или вне ее (этап S5). Если результат этого определения положительный, то определяется положение полосы В в правильном участке CR или вне его (этап S6).
Согласно фиг. 6 допустимая область AR ограничена положением разрезания табачного стержня TR и предельным положением, которое является заданным расстоянием в направлении назад от положения разрезания, если смотреть в направлении движения табачного стержня TR. Правильный участок CR ограничен в пределах допустимой области AR. В частности, правильный участок CR ограничен положением разрезания и последующим положением ограничивающего положения. На фиг. 6 ссылочное обозначение L указывает длину одной сигареты С.
Если результаты определения этапа S5 и этапа S6 оба положительные, то выдача сигнала на открытие клапана от схемы 26 обработки сигнала прекращается (этап S7), и натяжение, прилагаемое к полотну W, остается в нормативном значении (этап S8).
Эта ситуация показана на фиг. 6(а), где каждая полоса В расположена в правильном участке CR.
При этом если результат определения на этапе S6 отрицательный, например, то это означает, что положение каждой полосы В находится в пределах допустимой области AR, но вне правильного участка CR в направлении к предшествующей стороне (фиг. 6В). В этом случае схема 26 обработки сигнала выдает сигнал открытия для открывания нагнетательного клапана 24 (этап S9). Вследствие этого давление всасывания подается из нагнетательного клапана 24 во всасывающий тормоз 14, в результате чего всасывающий тормоз 14 всасывает полотно W, и поэтому возрастает натяжение полотна W (этап S10).
При этом возрастании натяжения полотна W оно удлиняется, и при этом положение каждой полосы В постепенно изменяет последующую сторону (в сторону продвижения), если смотреть в направлении движения табачного стержня TR или в сторону правильного участка CR, в результате чего каждая полоса В отходит назад в пределы правильного участка CR (фиг. 6С).
После этого, если результат определения на этапе S6 изменяется на положительный, схема 26 обработки сигнала останавливает выдачу сигнала открытия клапана (этап S7), в результате чего нагнетательный клапан 24 закрывается и возвращает натяжение, прилагаемое к полотну W, в нормативное значение (этап S8).
Если положение полосы В находится вне допустимой области AR в направлении к предшествующей стороне, то поэтому результат определения этапа S5 отрицательный независимо от выдачи сигнала полосы или отсутствия таковой, или иначе говоря, независимо от обнаружения полосы В или от ее отсутствия (этап S12). Если при этом результат определения положительный, то схема 26 обработки сигнала направляет сигнал удаления, чтобы удалить сигарету С с полосой в неприемлемом положении (этап S12), и тогда выполняются указанные этапы S9 и S10. Этапы S9 и S10 повторяются до тех пор, пока положение каждой полосы В не вернется в правильный участок CR по причине удлинения полотна В, увеличенного за счет возросшего натяжения полотна W.
Если результат определения на этапе S11 отрицательный, то схема 26 обработки сигнала направляет сигнал удаления (этап S13).
В излагаемом выше описании, если положение полосы В находится вне правильного участка CR или допустимой области AR в направлении к предшествующей стороне, то результат определения на этапе S5 отрицательный. Следовательно, натяжение полотна W или удлинение полотна W увеличились, и поэтому положение каждой полосы В возвращается в пределы правильного участка CR.
Также если положение полосы В находится вне правильного участка CR и допустимой области AR в направлении к предыдущей стороне, как это указано двойной пунктирной линией на фиг. 6(В), то результат определения этапа S5 отрицательный. В этом случае также этапы S9 и S10 выполняются тем же образом. Следовательно, полотно W продолжает удлиняться с увеличением натяжения полотна W, и в результате этого положение каждой полосы В возвращается в пределы правильного участка CR. В этом случае положение каждой полосы В смещается в направлении дальше по ходу (в сторону продвижения) на расстояние, соответствующее длине одной сигареты С.
Настоящее изобретение не ограничено описанным выше вариантом и может иметь различные модификации.
Например, когда сигаретоделательная машина работает стабильно, то всасывающий тормоз 14 может постоянно создавать определенное натяжение полотна W выше указанного нормативного значения. В этом случае полотно W растягивается удлинением, соответствующим сильному натяжению. В этой ситуации, если натяжение полотна W возрастет или снизится, то удлинение полотна W соответственно увеличится или уменьшится. Это означает, что удлинение полотна W можно регулировать как в направлении увеличения, так и в направлении уменьшения.
В этом случае схема 26 обработки сигнала регулирует открытие нагнетательного клапана 24 или всасывающее усилие всасывающего тормоза 14 согласно порядку управления, показываемому на фиг. 7.
Согласно порядку управления в соответствии с фиг. 7 этапы до этапа S5 те же, что и этапы S1-S4 согласно порядку управления, показанному на фиг. 5. Поэтому этапы S1-S4 на фиг. 7 не показаны.
Согласно порядку управления, показанному на фиг. 7, если результат определения этапа S6 положительный, то схема 26 обработки сигнала выдает управляющий сигнал в нагнетательный клапан 24 (этап S14). Поэтому открытие нагнетательного клапана 24 сохраняется на заданном значении, и поэтому указанное сильное натяжение прилагается к полотну W всасывающим тормозом 14 (этап S15).
При этом, если результат определения этапа S5 отрицательный и результат определения этапа S11 положительный, схема 26 обработки сигнала выдает сигнал удаления (этап S12) и затем определяет, в каком именно направлении положение полосы В не находится в пределах допустимой области AR, т.е. сместилась ли полоса В из надлежащего положения в направлении ближе по ходу, т.е. в сторону задержки (этап S16).
Если результат определения этапа S16 положительный, то схема 26 обработки сигнала выдает сигнал увеличения открытия в нагнетательный клапан 24 (этап S17), чтобы увеличить открытие нагнетательного клапана 24. Вследствие этого натяжение полотна W возрастает до значения, превышающего указанное сильное натяжение, и в результате этого положение каждой полосы В смещается дальше по ходу и возвращается в пределы допустимой области AR и затем в пределы правильного участка CR.
При этом если результат определения этапа S16 отрицательный, то схема 26 обработки сигнала выдает сигнал уменьшения открытия в нагнетательный клапан 24 (этап S19), чтобы уменьшить открытие нагнетательного клапана 24. Поэтому натяжение полотна W уменьшается до значения, меньшего, чем указанное сильное натяжение, в результате чего положение каждой полосы В смещается в сторону задержки и возвращается в пределы допустимой области AR и затем в пределы правильного участка CR.
Если положение каждой полосы В можно сместить также на стороне задержки подобным образом, даже если положение каждой полосы В находится вне допустимой области AR в направлении дальше по ходу, то положение каждой полосы В можно быстро вернуть в пределы правильного участка CR. Вследствие этого уменьшается число раз выдачи сигнала на удаление, и это будет означать, что уменьшается число удаляемых дефектных сигарет С.
Если сигаретоделательная машина имеет емкость 30 для полотна W после рулона 8 полотна согласно фиг. 1, то емкость 30 можно использовать вместо всасывающего тормоза 14.
Емкость 30 также используется для замены используемого рулона 8, из которого полотно W выводится резервным рулоном (не показан). При помощи емкости 30 полотно из резервного рулона можно автоматически соединить с полотном W из используемого рулона.
Емкость 30 обычно имеет всасывающую направляющую 32 в ее выходе. Всасывающая направляющая 32 имеет направляющую поверхность для исключения волнистости полотна W, и направляющая поверхность действует как всасывающая поверхность, аналогичная всасывающей поверхности всасывающего тормоза 14. За счет того, что всасывающая направляющая 32 соединена с вакуумным насосом посредством всасывающей трубки 22, имеющей нагнетательный клапан 24, поэтому всасывающая направляющая 32 может регулировать натяжение, прилагаемое к полотну W.
Узел тормозного валика 34, показанный на фиг. 8, можно использовать для регулирования натяжения полотна W.
Узел тормозного валика 34 установлен на пути поступления полотна W и содержит тормозной валик 36 и прижимной валик 38. Полотно W зажимается между тормозным валиком 36 и прижимным валиком 38 и перемещается за счет вращения тормозного валика 38. Тормозной валик 38 вращается от электродвигателя 40 с регулируемой скоростью вращения, который электрически соединен со схемой 42 синхронного управления.
Схема 42 синхронного управления электрически соединена с основным электродвигателем (не показан) для привода приводного барабана 4 для транспортирующей ленты 2 и со схемой 26 обработки сигнала. В этом случае схема 26 обработки сигнала выдает в схему 42 синхронного управления сигнал замедления и сигнал ускорения, которые соответствуют упоминаемым выше сигналам увеличения открытия и уменьшения открытия соответственно.
Когда сигаретоделательная машина работает в стабильном режиме и ни сигнал замедления, ни сигнал ускорения в схему 42 синхронного управления не выдаются, тогда схема 42 синхронного управления дает электродвигателю 40 с регулируемой скоростью команду на вращение тормозного валика 36 с окружной скоростью, равной окружной скорости приводного барабана 4 или меньшей этой скорости. В этом случае узел 34 тормозного валика прилагает указанное нормативное натяжение или сильное натяжение к полотну W.
В этом состоянии, когда сигнал замедления или сигнал ускорения выдается из схемы 26 обработки сигнала в схему 42 синхронного управления, тогда схема 42 синхронного управления регулирует электродвигатель 40 с регулируемой скоростью или скорость вращения тормозного валика 36, чтобы увеличивать или уменьшать натяжение полотна W. Причем аналогично указанному всасывающему тормозу 14 и всасывающей направляющей 32 узел 34 тормозного валика может регулировать натяжение полотна W и тем самым регулировать удлинение полотна W. Вследствие этого положение каждой полосы В возвращается в пределы правильного участка CR для сигареты С.
Несмотря на то, что согласно изложенным выше вариантам полоса для уменьшения такого определенного вещества, как альдегид, формируется на оберточной бумаге сигареты С, оберточная бумага может иметь полосы для снижения возгораемости сигареты. При этом полосы формируют на заданных интервалах в осевом направлении сигареты, и поэтому одна сигарета имеет множество таких полос.
Реферат
Сигаретоделательная машина, содержащая рулон, из которого поступает полотно, имеющее заранее образованные полосы, и всасывающий тормоз, расположенный между рулоном полотна и транспортирующей лентой обертывающей секции. Если полоса для сигареты находится вне правильного участка, то всасывающий тормоз увеличивает натяжение полотна, чтобы удлинить полотно и тем самым вернуть положение каждой полосы в пределы правильного участка. Техническим результатом изобретения является увеличение точности расположения полосы на сигарете. 2 н. и 9 з.п. ф-лы, 8 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ контроля стержнеобразных табачных изделий и устройство для его осуществления
Комментарии