Стан холодной прокатки конических труб - SU1315049A1
Код документа: SU1315049A1
Чертежи
Описание
25
1 131
Изобретение относится к обработке металлов давлением и может быть использовано при производстве конических труб.
Цель изобретения - обеспечение высокой производительности при производстве труб сложной конфигурации.
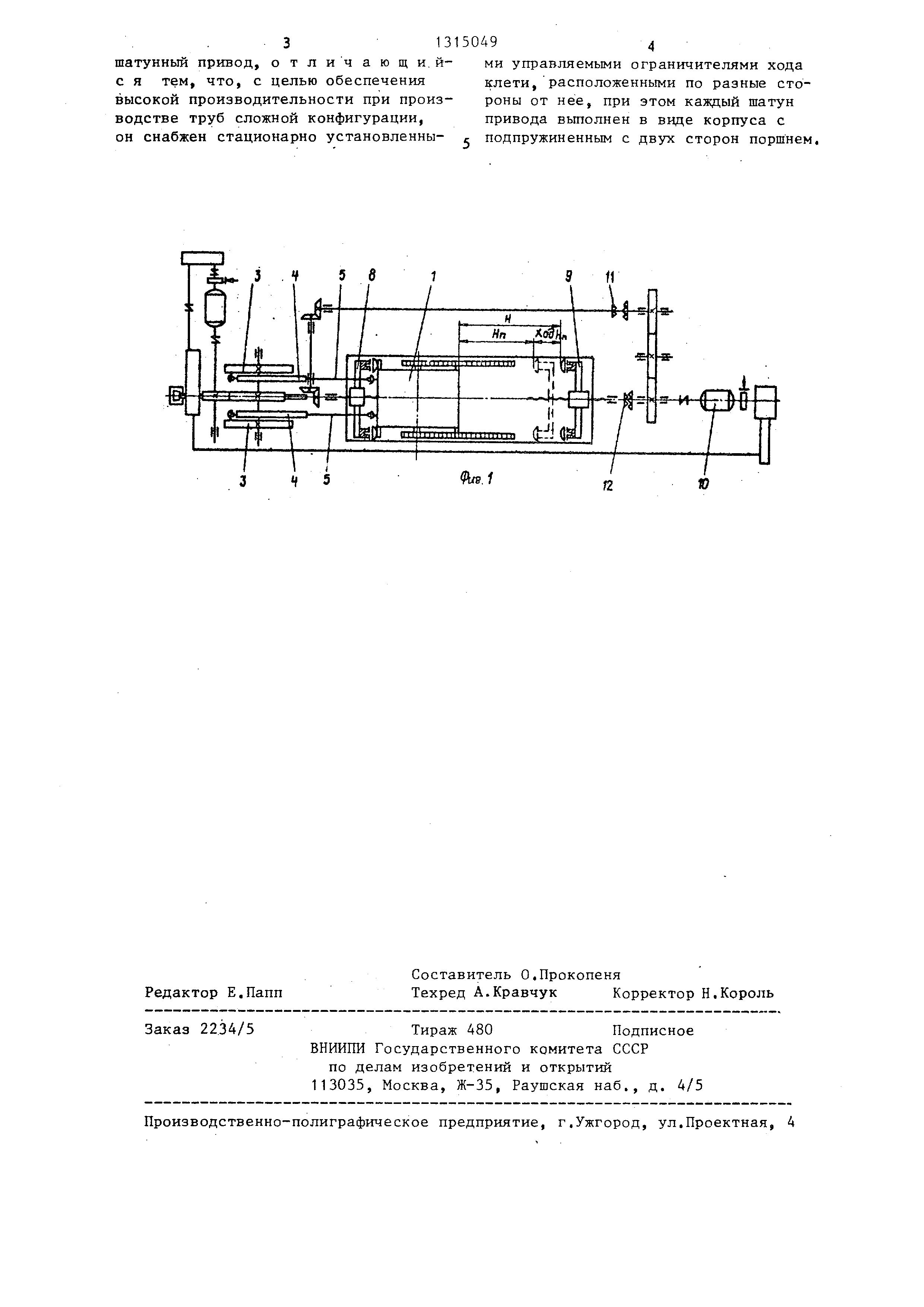
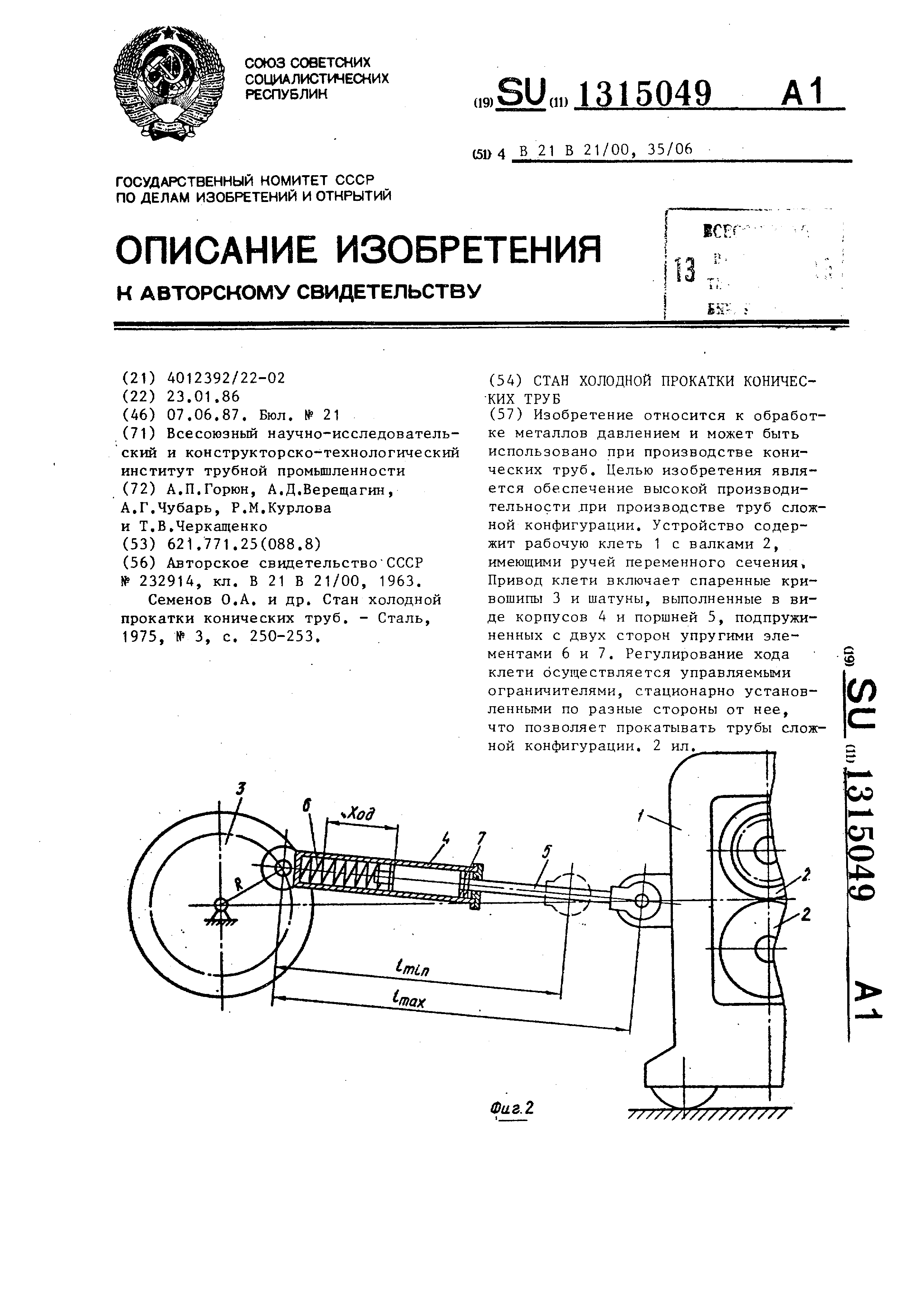
На фиг. 1 приведена .схема стана на фиг. 2 - кривошипно-шатунный при- вод клети.
Стан холодной прокатки конических труб содержит рабочую клеть 1 с валками 2, имеющими ручей переменного сечения, ее .спаренный кривошипно- шатунный привод, включающий кривошипы 3 и шатуны, выполненные в виде корпусов 4 и поршней 5, подпружиненных с д:щух сторон упругими элементами 6 и 7, и управляемые ограничители 8 и 9 хода клети, стационарно установленные по разные стороны от нее. Управляемые ограничители подключаются к обш;ему приводу 10 .с помощью уфт 11 и 12,
Устройство работает следующим образом.
От главного двигателя постоянное вращение сообщается приводным кривоипам 3, которые через шатуны приводят рабочую клеть 1 в возвратно- поступательное дв.ижение с постоянной величиной хода, Начинается обжатие заготовки валками 2, имеющими ручей переменного сечения. При этом управяемые о.граничители 8 и 9 хода клети находятся в своих крайних положениях . Их перемещение осуществляется по заданной программе от привода 10 в рабочем (при ограничении хода клети ) либо ускоренном (при установке в исходное положение) режиме. Для прокатки конического участка трубы включают привод 10 и муфту 12, Управляемый ограничите ль 9 перемещается на величину /ih и рабочс1Я клеть 1 не доходит до своего крайнего переднего положения на указанную величину При этом длина каждого из шатунов изменяется за счет перемещения поршней 5 относительно корпусов 4 и сжатия упругих элементов 6, После прохождения кривошипами 3 переднего положения, соответствующего крайнему переднему положению клети, поршни 5 перемещаются в исходное состояние а упругие элементы 6 разжимаются. Упругие элементы 7 смягчают удары поршней 5 о корпусы 4.
504
5
10
35
4S
50
92
При уменьшении хода рабочей кльти 1. происходит недоворот валков 2 за каждый двойной хоД; на определенный угол и рабочая длина калибров, участвующая в деформации металла, уменьшается , т.е. происходит про.цесс формирования конической трубы,.
После завершения прокатки конического участка трубы возвратно-поступательное движение рабочей клети прекращается, а управляемый ограничитель 9 возвращается в исходное состояние приводом 10 в ускоренном режиме .
Для перехода к прокатке цилиндрического участка трубы отключают муфту 12 и включают муфту 1 . Включают привод 10 и в ускоренном режиме устанавливают управляемый ограничитель
8 в крайнее переднее положение. Одновременно дает-ся команда на включение привода рабочей клети и переключение на рабочий режим привода 10„ Рабочая клеть, двигаясь возвратно-поступательно , имеет минимальный ход. Управляемый ограничитель 8 перемещается на величину йЬ и увеличивает ход клети на эту величину, которая компенсируется в одном из
мертвых положений кривошипа изменением длины щатуна . При этом деформация металла о.существляется калибрующим участком ручья калибров, соответствующим диаметру цилиндрического участка тр.убы.
Таким образом, перемещение управляемых ограничителей 8 и 9 вдоль оси прокатки вызывает смещение крайних положений хода рабочей клети, обеспечивая тем самым изменение длины очага деформации, что дает возмож- . ность осуществлять прокатку труб сложной ко..нфигурации за один проход.
Применение шатунов с подпружинен- ньми поршнями и управляемых ограничителей для регулировки хода клети позволило уменьшить массу движущихся частей и соответственно динамические
нагрузки в линии привода. Эта дает возможность повысить быстроходность стана и его производительность.
Формула изобретения
Стан холодной прокатки конических труб, содержащий рабочую клеть с валкам.и, имеющими ручей переменного сечения, и ее спаренный кривошипношатунный привод, о т л и ч а ю щ и. й- с я тем, что, с целью обеспечения высокой производительности при производстве труб сложной конфигурации, он снабжен стационарно установленными управляемыми ограничителями хода клети, расположенными по разные стороны от нее, при этом каждый шатун привода вьшолнен в виде корпуса с подпружиненным с двух сторон поршнем.
Реферат
Изобретение относится к обработке металлов давлением и может быть использовано при производстве конических труб. Целью изобретения является обеспечение высокой производительности .при производстве труб сложной конфигурации. Устройство содержит рабочую клеть 1 с валками 2, имеющими ручей переменного сечения. Привод клети включает спаренные кривошипы 3 и шатуны, выполненные в виде корпусов 4 и поршней 5, подпружиненных с двух сторон упругими элементами 6 и 7. Регулирование хода клети осуществляется управляемыми ограничителями, стационарно установленными по разные стороны от нее, что позволяет прокатывать трубы сложной конфигурации. 2 ил. с (Л ОО Л со
Формула
Комментарии