Приводная система для прокатного стана, в частности для пилигримового стана холодной прокатки - RU2423195C1
Код документа: RU2423195C1
Чертежи



Описание
Изобретение относится к приводной системе для прокатного стана, в частности для пилигримового стана холодной прокатки, содержащего, по меньшей мере, одну предназначенную для возвратно-поступательного движения прокатную клеть, по меньшей мере, один кривошипный механизм, который имеет плечо кривошипа с противовесом для, по меньшей мере, частичной компенсации создаваемых прокатной клетью сил инерции, по меньшей мере, один привод и, по меньшей мере, один шатун, который соединяет шарнирно друг с другом прокатную клеть и плечо кривошипа.
Приводная система такого типа известна из DE 4336422 С2. Для выполнения холодной пилигримовой прокатки требуется снабженная парой валков прокатная клеть, которая приводится в движение колебательным образом. Для этого используется кривошипный механизм, который приводится в движение двигателем. Кривошипный механизм снабжен для компенсации сил инерции прокатной клети противовесом. Однако этот противовес в большинстве случаев является недостаточным для удовлетворительной компенсации сил инерции.
Производительность пилигримового стана холодной прокатки зависит непосредственно от числа рабочих проходов прокатной клети в единицу времени, поэтому по причинам экономичности стремятся к возможно большему числу рабочих проходов в минуту. Однако это означает также большие силы инерции, которые нагружают как приводную систему, а именно ее подшипники, так и фундамент и тем самым окружение. Поэтому в указанном решении предусмотрено, что кривошипный механизм приводит в движение через зубчатое зацепление другой вал, на котором расположен противовес эксцентрично относительно центра тяжести. Этот противовес вращается при вращении кривошипного механизма в противоположном направлении и тем самым может создавать компенсирующие силы инерции, соответственно, моменты инерции, так что в целом обеспечивается компенсация сил инерции во всей приводной системе.
Недостатком известного выполнения является то, что в целом получается довольно сложная конструкция всей приводной системы, поскольку требуется множество машинных элементов, которые сцеплены друг с другом через зубчатые передачи. Тем самым повышается стоимость приводной системы, при этом под этим следует понимать не только инвестиционную стоимость установки, но также стоимость фундамента установки, запасных и расходуемых частей, а также обслуживания и ремонта.
Из документа DE-PS 962062 известна приводная система для пилигримового стана холодной прокатки, в которой плечо кривошипа для привода прокатной клети снабжено центробежными грузами и совершающим вертикальные колебания противовесом для компенсации сил инерции первого порядка, а также моментов инерции в приводе. Недостатком этого решения является то, что фундамент прокатного стана является сложным и тем самым дорогим, поскольку должно обеспечиваться вертикальное погружение противовеса в фундамент. При этом требуется большой и глубокий проем, что приводит к соответствующему увеличению стоимости прокатного стана.
В DE 3613036 С1 раскрыт привод для прокатной клети пилигримового стана холодной прокатки, при этом для привода и компенсации сил инерции и моментов инерции используется планетарный кривошипный механизм. Хотя с помощью этого решения можно обеспечить оптимальную компенсацию сил инерции, этот привод пригоден лишь для небольших пилигримовых станов холодной прокатки, поскольку в больших установках размер такой приводной системы увеличивается непропорционально сильно и тем самым вызывает большие расходы.
Из DE 10147046 С2 известна приводная система для пилигримового стана холодной прокатки, в которой для улучшения компенсации сил инерции используются отдельные валы с противовесами, при этом эти валы приводятся во вращение от привода, который не зависит от привода кривошипного механизма. Синхронизация валов при работе прокатного стана осуществляется электронным образом. Однако связанные с этим расходы являются значительными.
Таким образом, в известных приводных системах для пилигримовых станов холодной прокатки применяются в большинстве случаев дважды изогнутые, дорогие коленчатые валы, которые приводят через шатуны прокатную клеть в колебательное движение. Противовесы на коленчатом валу и на других вращающихся дополнительных валах компенсируют силы инерции, которые возникают за счет возвратно-поступательного движения прокатной клети.
Поэтому в основу изобретения положена задача такого выполнения приводной системы указанного вида, в частности для пилигримового стана холодной прокатки, что при упрощенной и тем самым более дешевой конструкции обеспечивается возможность удерживания сил инерции, во всяком случае, первого порядка, возможно меньшими.
Эта задача решена, согласно изобретению, тем, что имеются два блока, состоящие каждый из кривошипного механизма, плеча кривошипа, противовеса и шатуна, которые расположены по обе стороны средней плоскости приводной системы и приводятся в действие, по меньшей мере, с помощью одного привода в противоположных направлениях.
При этом оба блока предпочтительно выполнены зеркально симметричными относительно упомянутой средней плоскости.
Каждый из обоих блоков имеет предпочтительно собственный привод, с помощью которых оба блока приводятся в действие в противоположных направлениях. При этом привод в большинстве случаев является электродвигателем.
Между электродвигателем и кривошипным механизмом может быть расположена зубчатая передача. В этом случае в качестве зубчатой передачи предпочтительно предусмотрена одноступенчатая цилиндрическая зубчатая передача.
В альтернативном или дополнительно предпочтительном решении предусмотрено, что электродвигатель приводит в действие кривошипный механизм без промежуточного включения зубчатой передачи. В этом случае электродвигатель предпочтительно выполнен в виде вращающегося с небольшой скоростью, имеющего большой крутящий момент двигателя.
Кривошипный механизм предпочтительно выполнен в виде несмещенного кривошипно-шатунного механизма.
Предлагаемая приводная система не содержит других валов с противовесами.
Массы противовесов можно выбирать так, что компенсируются, по меньшей мере, по существу, предпочтительно полностью силы инерции клети первого порядка при работе приводной системы.
Преимущество заключается в том, что необходимые кривошипные механизмы имеют очень простую конструкцию. Требуются, в частности, неспециальные кривошипные механизмы, которые обычно используются в известных приводах для пилигримовых станов холодной прокатки. Можно, в частности, отказаться от дважды изогнутых коленчатых валов, которые являются сложными и дорогостоящими.
Кроме того, можно отказаться от отдельного компенсационного вала, который известен из уровня техники.
Кроме того, вся установка может иметь более короткую конструктивную длину.
Приводная система, согласно изобретению, позволяет отказаться от механического соединения обоих колен кривошипа кривошипного механизма. Кривошипные механизмы выполнены в виде несмещенных кривошипно-шатунных механизмов; таким образом, шарнирное соединение шатуна с прокатной клетью перемещается по прямой, которая проходит через ось вращения кривошипа. Оба кривошипа приводятся в движение предпочтительно от отдельных двигателей. Кривошипы имеют противоположное друг другу направление вращения, за счет чего лишь с помощью противовесов на кривошипах можно полностью компенсировать силы инерции первого порядка. От дополнительного вала с противовесами можно отказаться при условии противоположного направления вращения кривошипов.
На чертежах показаны два примера выполнения изобретения, а именно:
фиг.1 - разрез по линии А-В на фиг.2 приводной системы для пилигримового стана холодной прокатки с прокатной клетью, согласно первому примеру выполнения, на виде сбоку;
фиг.2 - приводная система, согласно фиг.1, на виде сверху;
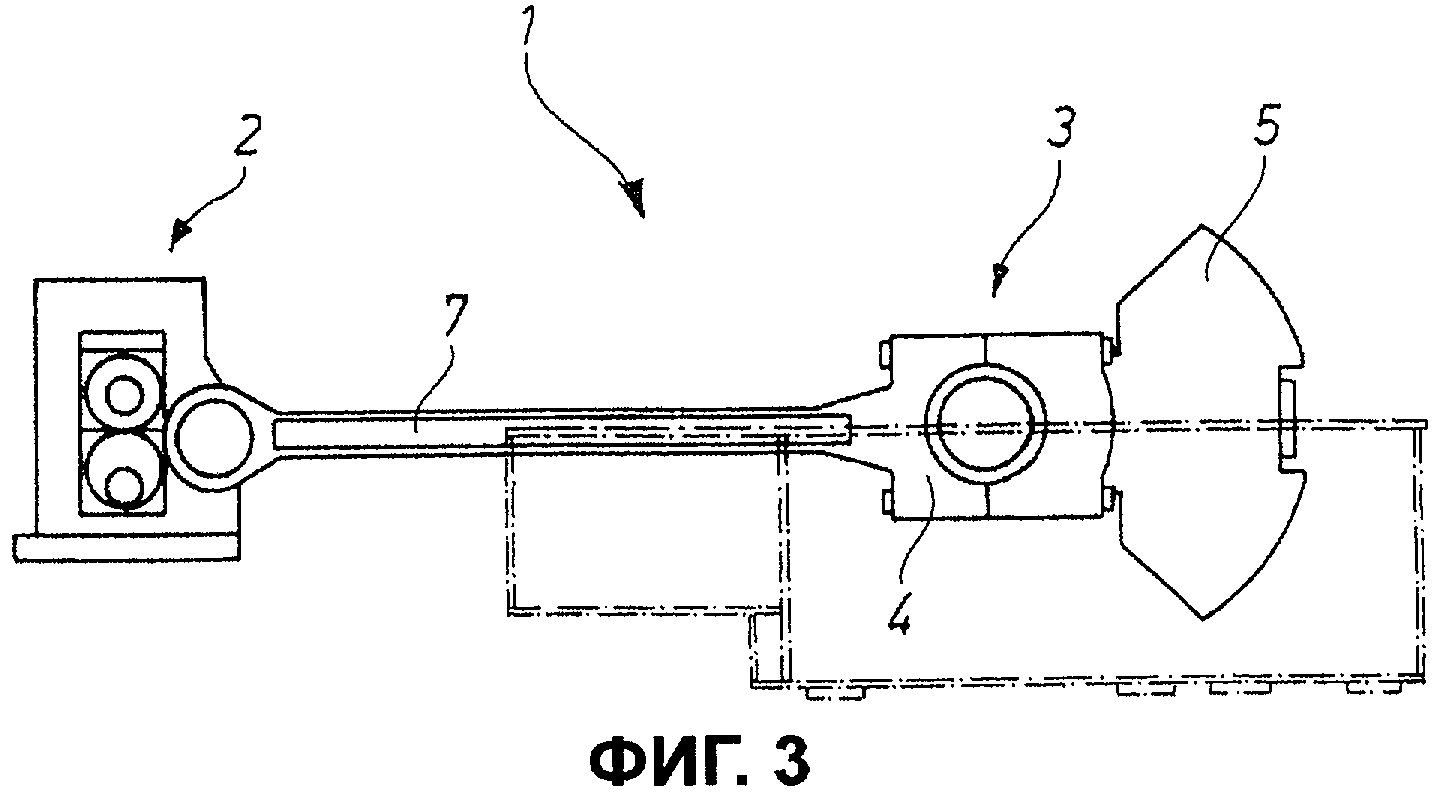
фиг.3 - разрез по линии С-D на фиг.4 приводной системы для пилигримового стана холодной прокатки с прокатной клетью, согласно второму примеру выполнения, на виде сбоку;
фиг.4 - приводная система, согласно фиг.3, на виде сверху.
На фиг.1 и 2 показан первый пример реализации решения согласно изобретению. Приводная система 1 служит для привода пилигримового стана холодной прокатки, из которого показана прокатная клеть 2, которая должна совершать возвратно-поступательное колебательное движение в горизонтальном направлении для осуществления известного процесса пилигримовой холодной прокатки.
Колебательный привод прокатной клети 2 реализован с помощью двух расположенных зеркально симметрично относительно вертикально ориентированной средней плоскости 8 (см. фиг.2) блоков, каждый из которых состоит из кривошипного механизма 3', соответственно 3”, плеча 4', соответственно 4” кривошипа, противовеса 5', соответственно 5” и шатуна 7', соответственно 7”. Эти блоки известны как таковые для привода пилигримового стана холодной прокатки.
В отличие от этого в данном случае два таких блока расположены зеркально симметрично и приводятся во вращение с помощью соответствующего привода 6', 6” в виде электродвигателя, а именно в противоположных направлениях. В то время как кривошипный механизм 3' одного блока вращается на одной стороне средней плоскости 8, например, по часовой стрелке, другой кривошипный механизм 3” другого блока вращается на противоположной стороне средней плоскости 8 против часовой стрелки.
Используются два электродвигателя 6', 6”, которые через одноступенчатую цилиндрическую зубчатую передачу 9', соответственно 9”, приводят во вращение кривошипные механизмы 3', соответственно 3”.
На прокатную клеть 2 воздействуют два шатуна 7', 7”, которые, в свою очередь, приводятся в движение в противоположных направлениях посредством кривошипных механизмов 3', 3” отдельными двигателями 6', 6”. Компенсация сил инерции обеспечивается тем, что противовесы 5', 5” кривошипных механизмов 3', 3” вращаются в противоположных направлениях. Тем самым можно полностью компенсировать силы инерции первого порядка.
На фиг.3 и 4 показан альтернативный вариант выполнения. В данном случае отсутствуют зубчатые передачи 9', 9” между двигателями 6', 6” и кривошипными механизмами 3', 3”, то есть привод кривошипных механизмов 3', 3” происходит непосредственно от приводного вала двигателей 6', 6”. Отказ от понижающей ступени зубчатой передачи 9', 9” возможен за счет использования имеющих небольшую скорость вращения и большой крутящий момент двигателей.
За счет этого отпадает необходимость в зубчатых колесах и в соответствующем корпусе для зубчатых передач, так что достигается более простая конструкция приводной системы.
Перечень позиций
1 - Приводная система
2 - Прокатная клеть
3 - Кривошипный механизм
3' - Кривошипный механизм
3” - Кривошипный механизм
4 - Плечо кривошипа
4' - Плечо кривошипа
4” - Плечо кривошипа
5 - Противовес
5' - Противовес
5” - Противовес
6 - Привод
6' - Привод
6” - Привод
7 - Шатун
7' - Шатун
7” - Шатун
8 - Средняя плоскость
9' - Зубчатая передача
9” - Зубчатая передача
Реферат
Изобретение относится к приводной системе для прокатного стана, в частности для пилигримового стана холодной прокатки. В пилигримовом стане, содержащем, по меньшей мере, одну предназначенную для возвратно-поступательного движения прокатную клеть, с, по меньшей мере, одним кривошипным механизмом, который имеет плечо кривошипа с противовесом для, по меньшей мере, частичной компенсации создаваемых прокатной клетью сил инерции, по меньшей мере, одним приводом и, по меньшей мере, одним шатуном, который соединяет шарнирно друг с другом прокатную клеть и плечо кривошипа, имеются два блока, состоящие каждый из кривошипного механизма, плеча кривошипа, противовеса и шатуна, которые расположены по обе стороны средней плоскости приводной системы и приводятся в действие, по меньшей мере, с помощью одного привода в противоположных направлениях. Обеспечивается компенсация с помощью простой и дешевой конструкции сил инерции первого порядка, которые могут возникать при возвратно-поступательном движении прокатной клети. 9 з.п. ф-лы, 4 ил.
Формула
по меньшей мере, одну предназначенную для возвратно-поступательного движения прокатную клеть (2), при этом приводная система содержит
по меньшей мере, один кривошипный механизм (3), который имеет плечо (4) кривошипа с противовесом (5) для, по меньшей мере, частичной компенсации создаваемых прокатной клетью сил инерции, по меньшей мере, один привод (6) и, по меньшей мере, один шатун (7), который соединяет шарнирно друг с другом прокатную клеть (2) и плечо (4) кривошипа, отличающаяся тем, что предусмотрены два блока, каждый из которых состоит из кривошипного механизма (3', 3"), плеча (4', 4") кривошипа, противовеса (5', 5") и шатуна (7', 7"), при этом упомянутые блоки расположены по обе стороны средней плоскости (8) приводной системы (1) и приводятся в действие, по меньшей мере, с помощью одного привода (6) в противоположных направлениях.
Комментарии