Технологическая линия изготовления бесшовной стальной трубы и способ изготовления бесшовной трубы из высокопрочной нержавеющей стали для нефтяных скважин в технологической линии - RU2664582C2
Код документа: RU2664582C2
Чертежи


Описание
Область техники
Изобретение относится к изготовлению бесшовной стальной трубы, более конкретно, к технологической линии изготовления бесшовной стальной трубы и к способу изготовления бесшовной трубы из высокопрочной нержавеющей стали для нефтяных скважин, характеризующейся превосходной низкотемпературной вязкостью, при использовании технологической линии.
Уровень техники
С недавних пор с учетом высокой стоимости энергоносителей в виде сырой нефти и тому подобного и исчерпания запасов нефти вследствие увеличения объема потребления энергоносителей в глобальном масштабе наблюдается интенсивная разработка источников энергии в нефтяных месторождениях, имеющих большую глубину, (нефтяные месторождения с глубокозалегающими пластами), на которые не обращали внимания, нефтяных месторождениях и газовых месторождениях в агрессивной коррозионной среде, которой является так называемая кислая среда, содержащая сероводород и тому подобное, и нефтяных месторождениях и газовых месторождениях в окрестности Северного полюса, где имеют место суровые погодные условия. От стальных изделий, использующихся на данных нефтяных месторождениях и газовых месторождениях, требуется демонстрация высокой прочности, превосходной коррозионной стойкости (кислотостойкости) и превосходной низкотемпературной ударной вязкости.
Обычно на нефтяных месторождениях и газовых месторождениях в среде, которая содержит газообразный диоксид углерода СО2, хлорид-ион Cl- и тому подобное, в качестве стального изделия, использующегося для бурения, широко применяли мартенситную нержавеющую сталь с 13% Cr. С недавних пор распространяется использование улучшенной мартенситной нержавеющей стали 13Cr, имеющей химический состав, где уровень содержания С является уменьшенным, а уровни содержания Ni, Mo и тому подобного являются увеличенными.
Например, в патентном документе 1 описывается способ изготовления стальной пластины из мартенситной нержавеющей стали, где коррозионная стойкость мартенситной нержавеющей стали при 13% Cr является улучшенной. Мартенситную нержавеющую сталь, описанную в патентном документе 1, изготавливают в результате горячей обработки стали, имеющей химический состав, содержащий в % (масс.) нижеследующее: от 10 до 15% Cr, от 0,005 до 0,05% С, от 4,0 до 9,0% Ni, от 0,5 до 3% Cu и от 1,0 до 3% Мо, где эквивалентное количество Ni доводят до значения, составляющего - 10 и более, с последующими воздушным охлаждением до комнатной температуры, после этого горячей обработкой при температуре, которая равна температуре Ac1 или превышает ее, где при данной температуре Ac1 доля аустенита становится равной 80% и менее, и, кроме того, горячей обработкой при температуре, при которой доля аустенита становится равной 60% и менее. Таким образом изготовленная мартенситная нержавеющая сталь характеризуется наличием микроструктуры, образованной из отпущенной мартенситной фазы, мартенситной фазы и сохраненной аустенитной фазы, где общая доля отпущенной мартенситной фазы и мартенситной фазы становится попадающей в диапазон от 60 до 90%. В соответствии с описанием в патентном документе 1 мартенситная нержавеющая сталь делает возможным улучшение коррозионной стойкости и стойкости к сульфидному коррозионному растрескиванию под действием напряжения в углекислотной водной среде и сероводородной водной среде.
В патентном документе 2 описывается способ изготовления трубы из высокопрочной нержавеющей стали для нефтяных скважин, характеризующейся превосходной коррозионной стойкостью. Трубу из высокопрочной нержавеющей стали, описанную в патентном документе 2, изготавливают в результате нагревания стали, имеющей химический состав, содержащий в % (масс.) нижеследующее: от 0,005 до 0,05% С, от 0,05 до 0,5% Si, от 0,2 до 1,8% Mn, 0,03% и менее Р, 0,005% и менее S, от 15,5 до 18% Cr, от 1,5 до 5% Ni, от 1 до 3,5% Мо, от 0,02 до 0,2% V, от 0,01 до 0,15% N, 0,006% и менее О, где удовлетворяются соотношения Cr+0,65Ni+0,6Мо+0,55Cu-20С≥19,5 и Cr+Мо+0,3Si-43,5С-0,4Mn-Ni-0,3Cu-9N≥11,5, с последующими горячей обработкой для получения бесшовной стальной трубы, охлаждением до комнатной температуры со скоростью охлаждения, равной или большей скорости охлаждения при воздушном охлаждении, повторным нагреванием до температуры, составляющей 850°С и более, охлаждением до температуры, равной 100°С или меньшей ее, со скоростью охлаждения, равной или большей скорости охлаждения при воздушном охлаждении, а после этого обработкой в виде закалки с отпуском, где бесшовную стальную трубу нагревают до температуры, составляющей 700°С и менее. Труба из высокопрочной нержавеющей стали характеризуется наличием микроструктуры, содержащей от 10 до 60% ферритной фазы при расчете на объемную долю, при этом балансовый компонент представляет собой мартенситную фазу, и пределом текучести, составляющим 654 МПа и более. В соответствии с описанием в патентном документе 2 труба из высокопрочной нержавеющей стали для нефтяных скважин характеризуется высокой прочностью, достаточной коррозионной стойкостью, также и в высокотемпературной агрессивной коррозионной среде вплоть до температуры 230°С при содержании СО2 и хлорид-иона Cl-, и, кроме того, высокой ударной вязкостью при поглощенной энергии, составляющей 50 Дж и более, при температуре - 40°С в испытании на ударную вязкость по Шарпи.
Перечень цитирования.
Патентный документ 1: Японская выложенная патентная заявка №10-1755.
Патентный документ 2: Японский патент №5109222 (японская выложенная патентная заявка №2005-336595).
Раскрытие изобретения
Техническая проблема
В качестве бесшовной стальной трубы для нефтяных скважин стальная труба должна иметь различные толщины стенки и диаметры. Что касается изготовления толстостенной бесшовной стальной трубы, то в случае изготовления стальной трубы при использовании обычной горячей обработки по мере увеличения толщины стенки стальной продукции будет трудно придавать участку центра толщины стенки стальной трубы желательную деформацию переработки, и, таким образом, имеет место тенденция к укрупнению микроструктуры центрального участка толщины стенки стальной трубы. В соответствии с этим, ударная вязкость центрального участка толщины стенки толстостенной стальной трубы подвержена ухудшению в сопоставлении с ударной вязкостью центрального участка толщины стенки тонкостенной стальной трубы. Задача патентных документов 1 и 2 заключается в их применении для стальной трубы, имеющей толщину стенки, составляющую как максимум 12,7 мм. Ни патентный документ 1, ни патентный документ 2 не относятся к улучшению низкотемпературной ударной вязкости толстостенной бесшовной стальной трубы, имеющей толщину стенки, превышающую 12,7 мм.
Настоящее изобретение было сделано с учетом вышеупомянутых обстоятельств современного уровня техники, и одна задача настоящего изобретения заключается в предложении технологической линии изготовления бесшовной стальной трубы, которая может изготавливать толстостенную бесшовную трубу из нержавеющей стали, характеризующуюся превосходной низкотемпературной ударной вязкостью, при низких затратах. Кроме того, еще одна задача настоящего изобретения заключается в предложении способа изготовления толстостенной бесшовной трубы из высокопрочной нержавеющей стали для нефтяных скважин, характеризующейся пределом текучести, превышающим 654 МПа, превосходной коррозионной стойкостью в горячей коррозионной среде и превосходной низкотемпературной ударной вязкостью по центру толщины стенки, при использовании технологической линии. В данном описании изобретения термин «толстостенная бесшовная стальная труба» обозначает бесшовную стальную трубу, имеющую толщину стенки, которая превышает 13 мм и равняется 100 мм и менее.
Решение проблемы
Для достижения вышеупомянутых задач изобретатели настоящего изобретения провели обширные исследования различных факторов, которые оказывают воздействие на ударную вязкость центрального участка толщины стенки толстостенной бесшовной трубы из нержавеющей стали. В результате изобретатели выступили с идеей о том, что наиболее эффективный способ улучшения ударной вязкости заключается в получении мелкой микроструктуры.
Изобретатели настоящего изобретения, кроме того, провели исследования на основании такой идеи и установили то, что микроструктура толстостенной бесшовной трубы из мартенситной нержавеющей стали может быть получена мелкой в результате проведения охлаждения для пустотелой стальной трубы, полученной в результате прошивки в области температур, составляющих 600°С и более по меньшей мере в диапазоне температур, составляющем 50°С и более, со средней скоростью охлаждения, составляющей 1,0°С/сек и более, что представляет собой скорость охлаждения, равную или большую скорости охлаждения при воздушном охлаждении, и в результате проведения обжатия толщины стенки или формовки пустотелой стальной трубы таким образом, чтобы для толстостенной бесшовной трубы из нержавеющей стали, имеющей толщину стенки, превышающую 13 мм, можно было бы значительно улучшить низкотемпературную ударную вязкость даже на центрального участка толщины стенки.
Сначала будет разъяснен результат эксперимента, который был проведен изобретателями настоящего изобретения и стал основанием для настоящего изобретения.
Образец был отобран из бесшовной трубы из мартенситной нержавеющей стали для нефтяных скважин, имеющей химический состав, состоящий в % (масс.) из нижеследующего: 0,017% С, 0,19% Si, 0,26% Mn, 0,01% Р, 0,002% S, 16,6% Cr, 3,5% Ni, 1,6% Мо, 0,047% V, 0,047% N, 0,01% Al и Fe в качестве балансового компонента. Отобранные образцы нагревали до температуры нагревания 1250°С и выдерживали при температуре нагревания в течение предварительно определенного периода времени (60 мин). После этого образец охлаждали с различными скоростями охлаждения до температуры прекращения охлаждения в диапазоне от 1200 до 600°С, в котором проводят горячую обработку. После охлаждения образец немедленно закаливали таким образом, чтобы зафиксировать микроструктуру.
После этого полученный образец полировали и подвергали воздействию коррозии (коррозионно-активная жидкость: реагент Вилелла (1% пикриновой кислоты, от 5 до 15% хлористоводородной кислоты и этанол)) для проведения наблюдения в отношении микроструктуры и измерения относительной площади поверхности мартенситной фазы и относительной площади поверхности ферритной фазы. Мартенситную фазу получали в результате закалки вследствие превращения аустенитной фазы, присутствующей при температуре прекращения охлаждения. Полученный результат продемонстрирован на фигуре 2, изображающей соотношение между средней скоростью охлаждения и количеством феррита (относительной площадью поверхности феррита) при каждой температуре прекращения охлаждения.
Исходя из фигуры 2 необходимо понимать то, что в результате охлаждения образца со средней скоростью охлаждения, составляющей 1,0°С/сек и более, в температурном диапазоне от температуры нагревания до каждой температуры прекращения охлаждения (температуры горячей обработки) относительная площадь поверхности феррита становится большей, чем относительная площадь поверхности феррита, полученная в результате охлаждения образца со средней скоростью охлаждения 0,5°С/сек, вне зависимости от температуры прекращения охлаждения. Охлаждением со средней скоростью охлаждения 0,5°С/сек является охлаждение, которое моделирует воздушное охлаждение (соответствует воздушному охлаждению), и, таким образом, можно сказать то, что охлаждением со средней скоростью охлаждения 0,5°С/сек является охлаждение в условиях, близких к равновесному состоянию.
То есть, в мартенситной нержавеющей стали, имеющей вышеупомянутый химический состав, обычно доля ферритной фазы велика в области температуры нагревания, и в случае охлаждения стали от температуры нагревания со скоростью охлаждения, по существу равной скорости охлаждения при воздушном охлаждении, по мере уменьшения температуры доля ферритной фазы будет уменьшаться, а доля аустенитной фазы будет увеличиваться. Однако, в результате проведения ускоренного охлаждения со средней скоростью охлаждения, составляющей 1,0°С/сек и более, в температурном диапазоне от температуры нагревания до температуры горячей обработки (температуры прекращения охлаждения) выделение аустенитной фазы может быть задержано таким образом, чтобы можно было бы получить микроструктуру, характеризующуюся распределением фаз в неравновесном состоянии, где ферритная фаза сохраняется большом количестве в сопоставлении с ее количеством в равновесном состоянии.
Изобретатели настоящего изобретения пришли к идее, что микроструктура может быть получена мелкой в результате проведения горячей обработки (прокатки) для такой стали, характеризующейся наличием микроструктуры в неравновесном состоянии. То есть, как это считается, в результате приложения деформации к ферритной фазе, присутствующей в неравновесном состоянии, может быть получено большое количество центров кристаллизации для превращения α→γ, и в результате аустенитную фазу, полученную после превращения, получают мелкой, благодаря чему улучшается низкотемпературная ударная вязкость нержавеющей стали.
Как это, кроме того, установили изобретатели настоящего изобретения, для осуществления изготовления бесшовной трубы из нержавеющей стали для нефтяных скважин, характеризующейся превосходной низкотемпературной ударной вязкостью, при принятии во внимание такого явления важно изменить обычную технологическую линию, где устройство для нагревания, устройство для прошивки и прокатный стан компонуют в технологической линии в данном порядке, где систему охлаждения компонуют между устройством для нагревания и устройством для прошивки или между устройством для прошивки и прокатным станом.
Настоящее изобретение было разработано на основании таких открытий и дополнительных исследований. То есть, сущность настоящего изобретения заключается в нижеследующем.
(1) Технологическая линия изготовления бесшовной стальной трубы, содержащая
устройство для нагревания, обеспечивающее нагрев стали,
устройство для прошивки, обеспечивающее прошивку стали для получения пустотелой стальной трубы, и
прокатный стан, обеспечивающий получение из пустотелой стальной трубы бесшовной стальной трубы, имеющей предварительно определенный размер,
при этом между устройством для нагревания и устройством для прошивки или между устройством для прошивки и прокатным станом расположена система охлаждения.
(2) Технологическая линия изготовления бесшовной стальной трубы, описанная в (1), в которой система охлаждения имеет охлаждающую способность по охлаждению внешней поверхности стали со средней скоростью охлаждения, составляющей 1,0°С/сек и более.
(3) Технологическая линия изготовления бесшовной стальной трубы, описанная в (1) или (2), в которой на стороне выхода прокатного стана расположен термостат.
(4) Способ изготовления бесшовной трубы из высокопрочной нержавеющей стали для нефтяных скважин в технологической линии, описанной в (1)-(3), включающий в себя:
нагрев стали в устройстве для нагревания,
прошивку стали в устройстве для прошивки для получения пустотелой стальной трубы,
охлаждение пустотелой стальной трубы в системе охлаждения и
прокатку пустотелой стальной трубы на прокатном стане с получением бесшовной стальной трубы, имеющей предварительно определенный размер, или дальнейшее
пропускание бесшовной стальной трубы через термостат, при этом
сталь имеет химический состав, состоящий в % (масс.) из нижеследующего: 0,050% и менее С, 0,50% и менее Si, от 0,20 до 1,80% Mn, от 15,5 до 18,0% Cr, от 1,5 до 5,0% Ni, от 1,0 до 3,5% Мо, от 0,02 до 0,20% V, от 0,01 до 0,15% N, 0,006% и менее О и Fe и неизбежные примеси в качестве балансового компонента, причем нагрев в устройстве для нагрева проводят таким образом, чтобы нагреть до температуры, находящейся в диапазоне от 600°С до температуры, меньшей, чем температура плавления стали, а охлаждение в системе охлаждения проводят таким образом, чтобы подвергнуть пустотелую стальную трубу после прошивки охлаждению со средней скоростью охлаждения, составляющей 1,0°С/сек и более, на внешней поверхности стали вплоть до температуры прекращения охлаждения, составляющей 600°С и более, и в диапазоне температур охлаждения, составляющем 50°С и более, между температурой начала охлаждения и температурой прекращения охлаждения. В данном случае температуру начала охлаждения определяют как температуру поверхности пустотелой стальной трубы до начала охлаждения в системе охлаждения.
(5) Способ изготовления бесшовной трубы из высокопрочной нержавеющей стали для нефтяных скважин, описанный в (4), в котором бесшовную стальную трубу пропускают через термостат для охлаждения со средней скоростью охлаждения, составляющей 20°С/сек и менее.
(6) Способ изготовления бесшовной трубы из высокопрочной нержавеющей стали, описанный в (4) или (5), в котором химический состав, кроме того, содержит в % (масс.) по меньшей мере одну группу, выбранную из следующих далее групп от А до D:
группа А: от 0,002 до 0,050% Al,
группа В: 3,5% и менее Cu,
группа С: по меньшей мере один элемент, выбранный из нижеследующего: 0,2% и менее Nb, 0,3% и менее Ti, 0,2% и менее Zr, 3,0% и менее W и 0,01% и менее В,
группа D: по меньшей мере один элемент, выбранный из нижеследующего: 0,01% и менее Са и 0,01% и менее РЗМ (редкоземельного металла).
Технический результат
В соответствии с настоящим изобретением легко может быть изготовлена толстостенная бесшовная труба из высокопрочной нержавеющей стали, характеризующаяся превосходной низкотемпературной ударной вязкостью, тем самым достигается выгодный промышленный результат. Кроме того, в соответствии с настоящим изобретением микроструктура стальной трубы может быть получена мелкой даже в центре стенки при относительно небольшой величине горячей обработки. В соответствии с этим, настоящее изобретение может иметь преимущество, заключающийся в возможности улучшения низкотемпературной ударной вязкости даже в отношении толстостенной бесшовной стальной трубы, где не может быть увеличена величина горячей обработки в центре стенки.
Краткое описание чертежей
Фигура 1А представляет собой пояснительный вид, схематически демонстрирующий один пример технологической линии, предназначенной для изготовления бесшовной стальной трубы и соответствующей настоящему изобретению.
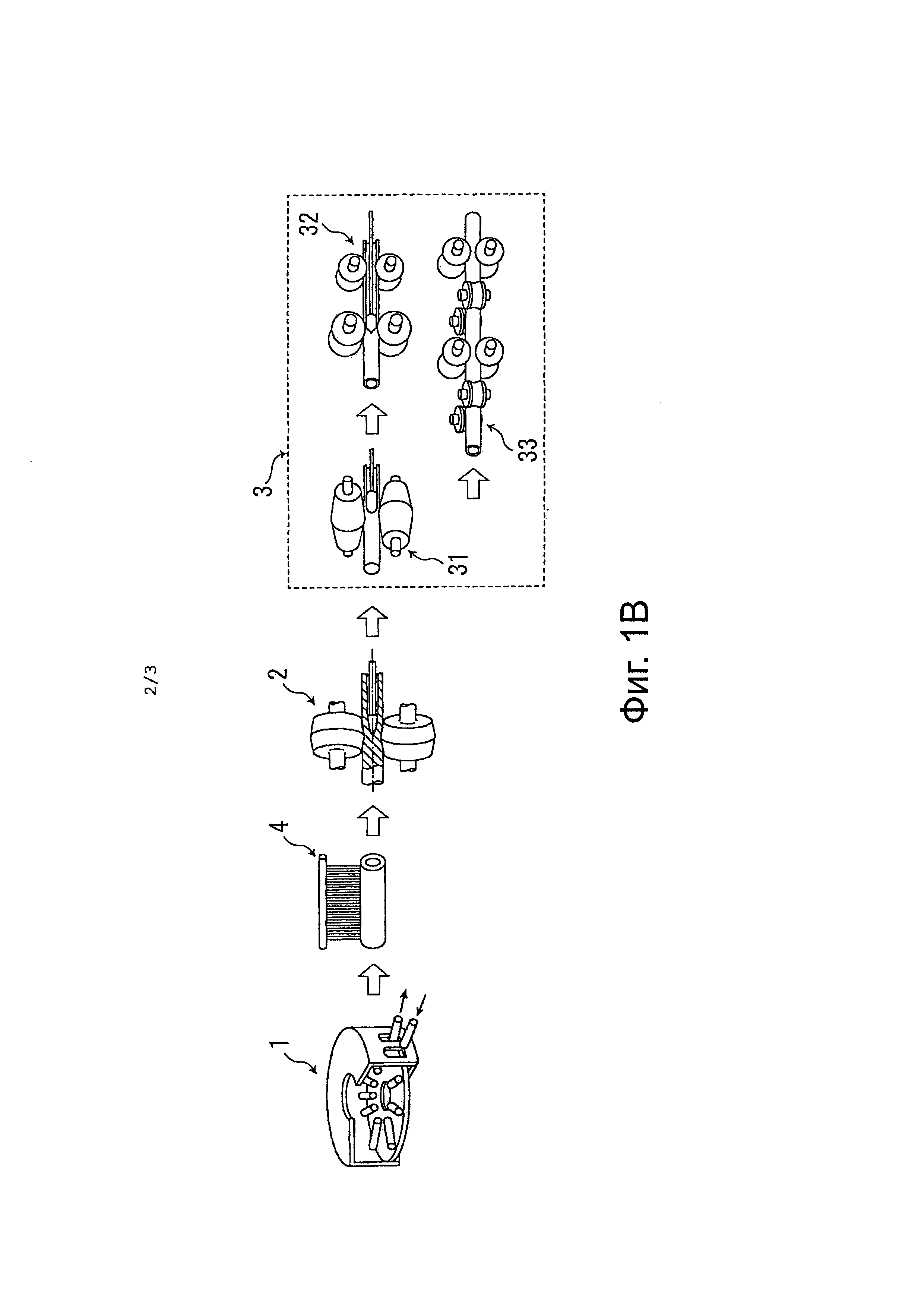
Фигура 1В представляет собой пояснительный вид, схематически демонстрирующий еще один пример технологической линии, предназначенной для изготовления бесшовной стальной трубы и соответствующей настоящему изобретению.
Фигура 2 представляет собой график, демонстрирующий соотношение между средней скоростью охлаждения и относительной площадью поверхности феррита при каждой температуре прекращения охлаждения до горячей обработки.
Осуществление изобретения
Технологическая линия, предназначенная для изготовления бесшовной стальной трубы и соответствующая настоящему изобретению, является технологической линией, где нагретую сталь охлаждают в пределах надлежащего температурного диапазона, и после этого для стали проводят горячую обработку таким образом, чтобы сформовать из стали бесшовную стальную трубу. Один пример технологической линии, предназначенной для изготовления бесшовной стальной трубы и соответствующей настоящему изобретению, продемонстрирован на фигуре 1А и фигуре 1В. Технологическая линия, предназначенная для изготовления бесшовной стальной трубы и соответствующая настоящему изобретению, является, как это продемонстрировано на фигуре 1А, технологической линией, где устройство для нагревания 1, устройство для прошивки 2, систему охлаждения 4 и прокатный стан 3 компонуют в данном порядке. В альтернативном варианте, как это продемонстрировано на фигуре 1В, технологической линией, предназначенной для изготовления бесшовной стальной трубы и соответствующей настоящему изобретению, является технологическая линия, где устройство для нагревания 1, систему охлаждения 4, устройство для прошивки 2 и прокатный стан 3 компонуют в данном порядке.
Устройство для нагревания 1, использующееся в настоящем изобретении, может нагревать сталь, такую как сляб круглого сечения или круглая заготовка, до предварительно определенной температуры. Например, в качестве устройства для нагревания 1 может быть использована любая одна из обычных нагревательных печей, таких как печь с вращающимся подом или печь с шагающим подом. Кроме того, в качестве устройства для нагревания 1 может быть использована печь индукционного нагрева.
Достаточно того, чтобы устройство для прошивки 2, использующееся в настоящем изобретении, являлось бы устройством, которое может прошивать нагретую сталь в целях получения пустотелой стальной трубы. Например, может быть использовано любое одно из широко известных устройств для прошивки, таких как машина для прошивки Маннесманн, относящаяся к типу с наклонными валками, в которой используют бочкообразные валки и тому подобное, и машина для прошивки, относящаяся к горячему экструдированию.
Кроме того, достаточно того, чтобы прокатный стан 3, использующийся в настоящем изобретении, представлял бы собой устройство, которое может формовать из пустотелой стальной трубы бесшовную стальную трубу, имеющую предварительно определенную форму. То есть, в зависимости от назначения, например, могут быть использованы все широко известные прокатные станы. Широко известный прокатный стан, который используют в качестве прокатного стана 3, может быть устройством, в котором элонгатор 31, автомат-стан 32, который производит растяжение изготовленной прошитой пустотелой трубы для получения тонкой и удлиненной трубы, риллинг-стан (не показан на чертеже), который делает внутреннюю и внешнюю поверхности пустотелой стальной трубы гладкими, и калибровочный стан 33, который перепрофилирует пустотелую стальную трубу с приданием предварительно определенного размера, компонуют в данном порядке. Широко известный прокатный стан, который используют в качестве прокатного стана 3, также может быть устройством, в котором компонуют стан для прокатки на оправке (не показан на чертеже), который формует из пустотелой стальной трубы стальную трубу, имеющую предварительно определенный размер, и устройство для обжатия (не показано на чертеже), которое производит доводку внешнего диаметра и толщины стенки стальной трубы в результате проведения легкого обжатия при прокатке. Прокатный стан 3 предпочтительно может представлять собой элонгатор или стан для прокатки на оправке, что делает возможным достижение большой величины горячей обработки.
Для получения фазового распределения в неравновесном состоянии систему охлаждения 4, использующуюся в настоящем изобретении, располагают между устройством для нагревания 1 и устройством для прошивки 2 или между устройством для прошивки 2 и прокатным станом 3. На тип системы охлаждения 4, использующейся в настоящем изобретении, каких-либо конкретных ограничений не накладывают при том условии, что система охлаждения может обеспечивать охлаждение нагретой стали со скоростью охлаждения, равной желательной или большей ее. В качестве системы охлаждения, которая относительно легко может обеспечивать получение желательной скорости охлаждения, предпочтительно использовать систему, относящуюся к типу, который осуществляет охлаждение в результате омывания струей или подачи охлаждающей воды, сжатого воздуха или масляного тумана как на внешнюю, так и на внутреннюю поверхность нагретой стали или пустотелой стальной трубы.
При изготовлении стальной трубы, имеющей химический состав нержавеющей стали, для получения фазового распределения в неравновесном состоянии необходимо, чтобы система охлаждения 4, использующаяся в настоящем изобретении, являлась бы системой, которая характеризуется охлаждающей способностью, позволяющей получать среднюю скорость охлаждения, составляющую, по меньшей мере, 1,0°С/сек, на внешней поверхности стали. При недостаточной охлаждающей способности, такой, что можно только производить охлаждение со скоростью охлаждения, меньшей, чем вышеупомянутая средняя скорость охлаждения, фазовое распределение в неравновесном состоянии не может быть получено, и, таким образом, даже в случае проведения горячей обработки после этого микроструктура стали не может быть получена мелкой. Несмотря на отсутствие необходимости в конкретном определении верхнего предела скорости охлаждения с точки зрения предотвращения возникновения трещин или изгиба вследствие термического напряжения верхний предел скорости охлаждения предпочтительно задавать составляющим 30°С/сек.
В настоящем изобретении предпочтительно использовать технологическую линию, где на стороне выхода прокатного стана 3 расположен термостат (не показан на чертеже). В настоящем изобретении термостат необходим для замедления скорости охлаждения после прокатки. В случае нержавеющей стальной трубы при проведении охлаждения при избыточно высокой скорости после горячей обработки неравновесная ферритная фаза будет охлаждаться без превращения из α (альфа) (феррит) в γ (гамма) (аустенит), что в результате приводит к невозможности образования желательных мелких аустенитных зерен, вследствие чего микроструктура стальной трубы не может быть желательным образом получена мелкой. Достаточно того, чтобы термостат обладал бы способностью выдерживать температуру, обеспечивающую скорость охлаждения по меньшей мере приблизительно 20°С/сек и менее на поверхности стали.
Далее будет сделано разъяснение в отношении способа изготовления толстостенной бесшовной трубы из высокопрочной нержавеющей стали для нефтяных скважин, характеризующейся высокой прочностью, превосходной коррозионной стойкостью и превосходной низкотемпературной ударной вязкостью, при использовании вышеупомянутой технологической линии изготовления бесшовной стальной трубы, соответствующей настоящему изобретению.
Сталь нагревают в устройстве для нагревания и после этого прошивают в устройстве для прошивки в целях получения пустотелой стальной трубы, охлаждают в системе охлаждения и непосредственно после этого подвергают горячей обработке на прокатном стане или, кроме того, пропускают через термостат после горячей обработки для изготовления бесшовной стальной трубы, имеющей предварительно определенный размер.
Использующаяся сталь имеет химический состав, состоящий в % (масс.) из нижеследующего:
0,050% и менее С, 0,50% и менее Si, от 0,20 до 1,80% Mn, от 15,5 до 18,0% Cr, от 1,5 до 5,0% Ni, от 1,0 до 3,5% Мо, от 0,02 до 0,20% V, от 0,01 до 0,15% N, 0,006% и менее О и Fe и неизбежные примеси в качестве балансового компонента.
Сначала будут разъясняться причины ограничения химического состава. Если только не будет указано другого, то величину % (масс.) просто указывают в виде «%».
С: 0,050% и менее.
С представляет собой важный элемент, относящийся к прочности мартенситной нержавеющей стали. В настоящем изобретении для обеспечения получения желательной прочности уровень содержания С предпочтительно задавать составляющим 0,005% и более. С другой стороны, в случае превышения уровнем содержания С 0,050% увеличится сенсибилизация во время отпуска вследствие увеличения уровня содержания Ni. С точки зрения улучшения коррозионной стойкости уровень содержания С предпочтительно задавать по возможности более низким. В соответствии с этим, уровень содержания С ограничивается значением, составляющим 0,050% и менее. Уровень содержания С предпочтительно находится в диапазоне от 0,030 до 0,050%.
Si: 0,50% и менее.
Si представляет собой элемент, который выполняет функцию раскислителя. Поэтому уровень содержания Si предпочтительно задавать составляющим 0,05% и более. В случае превышения уровнем содержания Si 0,50% ухудшится коррозионная стойкость, а также ухудшится пригодность к горячей обработке. В соответствии с этим, уровень содержания Si ограничивается значением, составляющим 0,50% и менее. Уровень содержания Si предпочтительно находится в диапазоне от 0,10 до 0,30%.
Mn: от 0,20 до 1,80%.
Mn представляет собой элемент, который обладает функцией увеличения прочности. Для получения такого эффекта увеличения прочности уровень содержания Mn необходимо задавать составляющим 0,20% и более. С другой стороны, в случае превышения уровнем содержания Mn 1,80% Mn будет оказывать неблагоприятное воздействие на ударную вязкость. В соответствии с этим, уровень содержания Mn ограничивается значением в диапазоне от 0,20 до 1,80%. Уровень содержания Mn предпочтительно находится в диапазоне от 0,20 до 1,00%.
Cr: от 15,5 до 18,0%.
Cr представляет собой элемент, который формирует защитное покрытие и обладает функцией улучшения коррозионной стойкости. Кроме того, Cr представляет собой элемент, который присутствует в состоянии твердого раствора и, таким образом, увеличивает прочность стали. Для получения данных эффектов уровень содержания Cr необходимо задавать составляющим 15,5% и более. С другой стороны, в случае превышения уровнем содержания Cr 18,0% ухудшится пригодность к горячей обработке таким образом, что прочность стали дополнительно уменьшится. В соответствии с этим, уровень содержания Cr ограничивается значением в диапазоне от 15,5 до 18,0%. Уровень содержания Cr предпочтительно находится в диапазоне от 16,5 до 18,0%.
Ni: от 1,5 до 5,0%.
Ni представляет собой элемент, который обладает функцией упрочнения защитного покрытия и, таким образом, улучшения коррозионной стойкости. Кроме того, Ni также представляет собой элемент, который присутствует в состоянии твердого раствора и, таким образом, увеличивает прочность стали и, кроме того, улучшает ударную вязкость. Данные эффекты могут быть получены в случае уровня содержания Ni, составляющего 1,5% и более. С другой стороны, в случае превышения уровнем содержания Ni 5,0% ухудшится стабильность мартенситной фазы, и уменьшится прочность. В соответствии с этим, уровень содержания Ni ограничивается значением в диапазоне от 1,5 до 5,0%. Уровень содержания Ni предпочтительно находится в диапазоне от 2,5 до 4,5%.
Мо: от 1,0 до 3,5%.
Мо представляет собой элемент, который улучшает сопротивляемость точечной коррозии, обусловленной ионом Cl-, (стойкость к точечной коррозии). Для получения такого эффекта стойкости к точечной коррозии уровень содержания Мо необходимо задавать составляющим 1,0% и более. С другой стороны, в случае превышения уровнем содержания Мо 3,5% уменьшится прочность, и резко повысится стоимость материала. В соответствии с этим, уровень содержания Мо ограничивается значением в диапазоне от 1,0 до 3,5%. Уровень содержания Мо предпочтительно находится в диапазоне от 2 до 3,5%.
V: от 0,02 до 0,20%.
V представляет собой элемент, который увеличивает прочность и улучшает коррозионную стойкость. Для получения данных эффектов уровень содержания V необходимо задавать составляющим 0,02% и более. С другой стороны, в случае превышения уровнем содержания V 0,20% ухудшится ударная вязкость. В соответствии с этим, уровень содержания V ограничивается значением в диапазоне от 0,02 до 0,20%. Уровень содержания V предпочтительно находится в диапазоне от 0,02 до 0,08%.
N: от 0,01 до 0,15%
N представляет собой элемент, который значительно улучшает стойкость к точечной коррозии. Для получения такого эффекта стойкости к точечной коррозии уровень содержания N необходимо задавать составляющим 0,01% и более. С другой стороны, в случае превышения уровнем содержания N 0,15% N будет образовывать различные нитриды и, таким образом, ухудшать ударную вязкость. Уровень содержания N предпочтительно находится в диапазоне от 0,02 до 0,08%.
О: 0,006% и менее
О присутствует в стали в форме оксидов и, таким образом, оказывает неблагоприятное воздействие на различные свойства. Таким образом, уровень содержания О предпочтительно уменьшать по возможности до более низкого значения. В частности, в случае превышения уровнем содержания О 0,006% значительно ухудшатся пригодность к горячей обработке, ударная вязкость и коррозионная стойкость. В соответствии с этим, уровень содержания О ограничивается значением, составляющим 0,006% и менее.
Вышеупомянутый химический состав является базовым для стали. В дополнение к этому, базовый химический состав может содержать в качестве избранных элементов, по меньшей мере, одну группу, выбираемую из следующих далее групп элементов от А до D:
группа А: от 0,002 до 0,050% Al,
группа В: 3,5% и менее Cu,
группа С: по меньшей мере один элемент, выбранный из нижеследующего: 0,2% и менее Nb, 0,3% и менее Ti, 0,2% и менее Zr, 3,0% и менее W и 0,01% и менее В,
группа D: по меньшей мере один элемент, выбранный из нижеследующего: 0,01% и менее Са и 0,01% и менее РЗМ.
Группа А: от 0,002 до 0,050% Al.
Al представляет собой элемент, который выполняет функцию раскислителя. Для получения такого эффекта раскисления уровень содержания Al предпочтительно задавать значением, составляющим 0,002% и более. Однако, в случае превышения уровнем содержания Al 0,050% Al будет оказывать неблагоприятное воздействие на ударную вязкость. В соответствии с этим, в случае содержания сталью Al желательным будет ограничение уровня содержания Al значением в диапазоне от 0,002 до 0,050%. Уровень содержания Al более желательно ограничивать значением, составляющим 0,03% и менее. В случае недобавления Al, присутствие приблизительно менее, чем 0,002% Al будет допускаться в качестве неизбежной примеси.
Группа В: 3,5% и менее Cu.
Cu упрочняет защитную пленку, подавляет проникновение водорода в сталь и улучшает стойкость к сульфидному коррозионному растрескиванию под действием напряжения. Для получения таких эффектов уровень содержания Cu желательно задавать составляющим 0,5% и более. С другой стороны, в случае превышения уровнем содержания Cu 3,5% будет стимулировано выпадение вторичных фаз по границам зерен для CuS, и, таким образом, ухудшится пригодность к горячей обработке. В соответствии с этим, в случае содержания сталью Cu предпочтительным будет ограничение уровня содержания Cu значением, составляющим 3,5% и менее. Уровень содержания Cu более предпочтительно задавать значением в диапазоне от 0,8% до 2,5%.
Группа С: по меньшей мере один элемент, выбранный из нижеследующего: 0,2% и менее Nb, 0,3% и менее Ti, 0,2% и менее Zr, 3,0% и менее W и 0,01% и менее В.
Все элементы Nb, Ti, Zr, W и В являются элементами, которые увеличивают прочность, и поэтому сталь по мере надобности может селективно содержать данные элементы. Такой эффект увеличения прочности может быть получен в случае содержания сталью по меньшей мере одного элемента, выбранного из 0,03% и более Nb, 0,03% и более Ti, 0,03% и более Zr, 0,2% и более W и 0,0005% и более В. С другой стороны, в случае превышения уровнем содержания Nb 0,2%, превышения уровнем содержания Ti 0,3%, превышения уровнем содержания Zr 0,2%, превышения уровнем содержания W 3,0% или превышения уровнем содержания В 0,01% ухудшится ударная вязкость. В соответствии с этим, в случае содержания стальной продукцией Nb, Ti, Zr, W или В предпочтительным будет ограничение, соответственно, уровня содержания Nb значением, составляющим 0,2% и менее, уровня содержания Ti значением, составляющим 0,3% и менее, уровня содержания Zr значением, составляющим 0,2% и менее, уровня содержания W значением, составляющим 3,0% и менее, и уровня содержания В значением, составляющим 0,01% и менее.
Группа D: по меньшей мере, один элемент, выбранный из нижеследующего: 0,01% и менее Са и 0,01% и менее РЗМ.
Са и РЗМ обладают функцией преобразования формы сульфидного включения в сферическую форму. То есть, Са и металл РЗМ демонстрируют эффект уменьшения способности захватывать водород включением в результате уменьшения деформации решетки матрицы вокруг включения. Сталь по мере надобности может содержать по меньшей мере один элемент, выбранный из Са и РЗМ. Для получения такого эффекта уменьшения способности захватывать водород желательно задавать уровень содержания Са, составляющий 0,0005% и более, и уровень содержания РЗМ, составляющий 0,001% и более. С другой стороны, в случае превышения уровнем содержания Са 0,01% или превышения уровнем содержания РЗМ 0,01% ухудшится коррозионная стойкость. В соответствии с этим, в случае содержания сталью по меньшей мере одного представителя, выбранного из Са и РЗМ, предпочтительным будет ограничение, соответственно, уровня содержания Са значением, составляющим 0,01% и менее, и уровня содержания РЗМ значением, составляющим 0,01% и менее.
Балансовый компонент, отличный от вышеупомянутых элементов, образован из Fe и неизбежных примесей. Стали в качестве неизбежных примесей позволяют содержать 0,03% и менее Р и 0,005% и менее S.
На способ изготовления стали, имеющей вышеупомянутый химический состав, каких-либо конкретных ограничений не накладывают. В качестве стали предпочтительно использовать заготовки (круглые заготовки), которые изготавливают таким образом, чтобы расплавленная сталь, имеющая вышеупомянутый химический состав, была бы получена при использовании обычной плавильной печи, такой как конвертор или электропечь, и заготовки были бы получены при использовании обычного способа литья, например, непрерывного литья. Сталь может быть получена в форме заготовок, имеющих предварительно определенный размер, в результате горячей прокатки. Кроме того, каких-либо проблем не возникнет и в случае изготовления заготовок при использовании способа получения слитков и блюмов.
Сначала сталь, имеющую вышеупомянутый химический состав, загружают в устройство для нагревания и нагревают до температуры, которая попадает в диапазон от 600°С и более до температуры, меньшей, чем температура плавления.
Температура нагревания: от 600°С и более до температуры, меньшей, чем температура плавления.
В случае температуры нагревания, меньшей, чем 600°С, микроструктура будет соответствовать одной фазе, и, таким образом, микроструктура не может быть получена мелкой, поскольку фазовое превращение не произойдет. С другой стороны, в случае температуры нагревания, равной и большей температуре плавления, горячая обработка не может быть проведена. В соответствии с этим, температура нагревания стали ограничивается температурой, которая попадает в диапазон от 600°С и более до температуры плавления. С точки зрения минимизации сопротивления деформации в целях достижения возможности легкого проведения горячей обработки стали или с точки зрения возможности получения большой разницы температур во время охлаждения стали температуру нагревания предпочтительно задают в диапазоне от 1000 до 1300°С. Более предпочтительно температуру нагревания задают в диапазоне от 1100 до 1300°С.
После этого нагретую сталь прошивают в устройстве для прошивки в целях получения пустотелой стальной трубы.
При условии наличия возможности прошивки нагретой стали в целях получения пустотелой стальной трубы на условия прошивки каких-либо конкретных ограничений не накладывают, и предпочтительно использовать обычные условия прошивки.
После этого полученную пустотелую стальную трубу охлаждают в системе охлаждения.
Охлаждение проводят таким образом, чтобы пустотелая стальная труба была бы подвергнута ускоренному охлаждению со средней скоростью охлаждения, составляющей 1,0°С/сек и более, на внешней поверхности пустотелой стальной трубы вплоть до температуры прекращения охлаждения, составляющей 600°С и более, и в диапазоне температур охлаждения, составляющем 50°С и более, между температурой начала охлаждения и температурой прекращения охлаждения. Температура начала охлаждения является температурой в центре толщины стенки пустотелой стальной трубы до охлаждения, и в настоящем изобретении предпочтительно ее задают составляющей 600°С и более. Более предпочтительно температуру начала охлаждения задают составляющей 1100°С и более. В случае температуры начала охлаждения, меньшей, чем 600°С, в результате успешного проведения горячей обработки нельзя будет ожидать достижения эффекта получения мелкой микроструктуры в результате успешного проведения горячей обработки.
Диапазон температур охлаждения: 50°С и более.
Диапазон температур охлаждения (разница температур охлаждения), то есть, разницу между температурой начала охлаждения и температурой прекращения охлаждения задают составляющей 50°С и более на внешней поверхности пустотелой стальной трубы. В случае диапазона температур охлаждения, составляющего менее, чем 50°С, четкое фазовое распределение в неравновесном состоянии не может быть обеспечено, и, таким образом, в результате горячей обработки, проводимой после охлаждения, не может быть получена желательная мелкая микроструктура. В соответствии с этим, диапазон температур охлаждения при охлаждении ограничивают значением, составляющим 50°С и более. По мере увеличения диапазона температур охлаждения может быть легче обеспечено получение фазового распределения в неравновесном состоянии. Диапазон температур охлаждения предпочтительно задают составляющим 100°С и более.
Температура прекращения охлаждения: 600°С и более.
Температуру прекращения охлаждения задают составляющей 600°С и более. В случае температуры прекращения охлаждения, меньшей, чем 600°С, диффундирование элементов задержится, так что после этого задержится и фазовое превращение (превращение α→γ), обусловленное горячей обработкой, проводимой для пустотелой стальной трубы, и, таким образом, нельзя будет ожидать достижения выгодного эффекта, заключающегося в получении желательным образом мелкой микроструктуры в результате проведения для пустотелой стальной трубы горячей обработки. В соответствии с этим, температуру прекращения охлаждения ограничивают значением, составляющим 600°С и более. Температуру прекращения охлаждения предпочтительно задают составляющей 700°С и более. Даже в случае температуры прекращения охлаждения, меньшей, чем 600°С, при повышении температуры пустотелой стальной трубы до значения, составляющего 600°С и более, вследствие теплоты излучения или теплоты обработки, выделяющейся в результате горячей обработки, проводимой после этого, может быть достигнут эффект получения мелкой микроструктуры.
Средняя скорость охлаждения: 1,0°С/сек и более.
В случае средней скорости охлаждения при охлаждении, меньшей, чем 1,0°С/сек, не может быть обеспечено получение фазового распределения в неравновесном состоянии, и, таким образом, в результате горячей обработки, проводимой после охлаждения, не может быть получена желательная мелкая микроструктура. В соответствии с этим, средняя скорость охлаждения ограничивается значением, составляющим 1,0°С/сек и более. Верхний предел скорости охлаждения определяют на основании мощности системы охлаждения. Несмотря на отсутствие необходимости в конкретном определении верхнего предела скорости охлаждения с точки зрения предотвращения возникновения трещин или изгиба вследствие термического напряжения верхний предел скорости охлаждения предпочтительно задавать значением, составляющим 30°С/сек и менее. Верхний предел скорости охлаждения более предпочтительно задавать значением в диапазоне от 3 до 10°С/сек.
После этого пустотелую стальную охлажденную трубу подвергают горячей обработке на прокатном стане таким образом, чтобы сформовать из пустотелой стальной трубы бесшовную стальную трубу, имеющую предварительно определенный размер. Время от момента, когда охлаждение завершают, до момента, когда для пустотелой стальной трубы проводят горячую обработку, предпочтительно задают составляющим 600 сек и менее. В случае большей продолжительности данного периода времени при превышении 600 сек ферритная фаза превратится в аустенитную фазу, и, таким образом, будет трудно обеспечить получение неравновесного состояния.
На скорость охлаждения после горячей обработки не требуется накладывать какого-либо конкретного ограничения. Однако, в случае проведения охлаждения со средней скоростью охлаждения, превышающей 20°С/сек в отношении температуры в центре толщины стенки, среднюю скорость охлаждения предпочтительно доводят до значения, составляющего 20°С/сек и менее, в термостате, расположенном на стороне выхода прокатного стана. В случае превышения скоростью охлаждения после горячей обработки 20°С/сек выделение аустенитной фазы вследствие превращения из α в γ задержится, так что пустотелая стальная труба будет охлаждаться без выделения аустенитной фазы. В соответствии с этим, микроструктура после горячей обработки застывает, и, таким образом, микроструктура не может быть желательным образом получена мелкой.
На данный момент было сделано разъяснение в отношении случая использования технологической линии, в которой систему охлаждения компонуют между устройством для прошивки и прокатным станом. Однако, даже в случае использования технологической линии, в которой систему охлаждения компонуют между устройством для нагревания и устройством для прошивки, может быть достигнут тот же самый выгодный эффект. Это обуславливается подтверждением того, что режим обработки при горячей обработке оказывает только незначительное воздействие на выгодные эффекты в настоящем изобретении.
При использовании технологической линии, в которой систему охлаждения компонуют между устройством для нагревания и устройством для прошивки, температуру прекращения охлаждения необходимо задавать в зависимости от химического состава стали таким образом, чтобы можно было бы проводить прошивку. В пределах химического става стали, использующейся в настоящем изобретении, температуру прекращения охлаждения предпочтительно задавать составляющей 600°С и более. В случае температуры прекращения охлаждения, меньшей, чем 600°С, сопротивление деформированию станет избыточно большим, так что прошивка станет затруднительной. В соответствии с этим, в таком случае температуру прекращения охлаждения предпочтительно ограничивать значением, составляющим 600°С и более. Для обеспечения фазового распределения в неравновесном состоянии при охлаждении нагретой стали скорость охлаждения на внешней поверхности стали предпочтительно задавать в среднем составляющей 1,0°С/сек и более.
Бесшовная стальная труба, полученная при использовании вышеупомянутого способа изготовления, является стальной трубой, имеющей вышеупомянутый состав, а также характеризующейся наличием микроструктуры, образованной из мартенситной фазы в качестве основной фазы, ферритной фазы и/или остаточной аустенитной фазы. «Основной фазой» является фаза, которая характеризуется наибольшей относительной площадью поверхности. Уровень содержания остаточной аустенитной фазы предпочтительно составляет 20% и менее при выражении через относительную площадь поверхности. Стальная труба, характеризующаяся наличием такой микроструктуры, становится стальной трубой, характеризующейся высокой прочностью, где предел текучести составляет 654 МПа и более, превосходной низкотемпературной ударной вязкостью, где поглощенная энергия при температуре испытания - 40°С в испытании на ударную вязкость по Шарпи в центре толщины стенки составляет 50 Дж и более, и превосходной коррозионной стойкостью в агрессивной коррозионной среде, содержащей диоксид углерода при высокой температуре 230°С.
Далее настоящее изобретение дополнительно разъясняется на основании примера.
Расплавленные стали, имеющие химические составы, продемонстрированные в таблице 1, получали при использовании конвертора и отливали в виде заготовок при использовании способа непрерывного литья. После этого для слябов проводили формовку валками в целях получения круглых заготовок (диаметром 230 мм), имеющих химические составы, продемонстрированные в таблице 1. При использовании круглых заготовок изготавливали толстостенные бесшовные стальные трубы (внешний диаметр: 273 мм, толщина стенки: 32 мм).
Круглые заготовки загружали в устройство для нагревания 1 технологической линии, продемонстрированной на фигуре 1А, нагревали до температур нагревания, продемонстрированных в таблице 2, и выдерживали в течение фиксированного периода времени (60 мин). После этого круглые заготовки прошивали в целях получения пустотелых стальных труб (толщина стенки: приблизительно 50 мм) при использовании машины для прошивки Маннесманн, относящейся к типу с бочкообразными валками 2. Пустотелые стальные трубы охлаждали до температур прекращения охлаждения, продемонстрированных в таблице 2, со средними скоростями охлаждения, продемонстрированными в таблице 2, в результате разбрызгивания охлаждающей воды в качестве хладагента в системе охлаждения 4. Непосредственно после охлаждения для пустотелых стальных труб проводили прокатку при совокупных степенях обжатия при прокатке, продемонстрированных в таблице 2, в целях получения бесшовных стальных труб (внешний диаметр: 273 мм, толщина стенки: от 25 до 50 мм) на прокатном стане 3, где последовательно компонуют элонгатор, автомат-стан, риллинг-стан и калибровочный стан. После завершения прокатки бесшовные стальные трубы подвергали естественному охлаждению (от 0,1 до 1,5°С/сек). Для изготовленных толстостенных бесшовных стальных труб, кроме того, проводили горячую обработку (закалку и отпуск или отпуск).
Из толстостенных бесшовных стальных труб получали образцы и проводили наблюдение в отношении микроструктуры, испытания на растяжение и испытания на ударную вязкость. Использовали следующие далее методы испытания.
(1) Наблюдение в отношении микроструктуры.
Образцы для наблюдения в отношении микроструктуры получали из стальных труб. Поперечные сечения (поперечные сечения С), ортогональные продольному направлению труб, полировали и подвергали воздействию коррозии (коррозионно-активная жидкость: жидкий реагент Вилелла). Наблюдение в отношении микроструктуры проводили при использовании оптического микроскопа (увеличение: в 100 раз) или сканирующего электронного микроскопа (увеличение: в 1000 раз) и получали изображения микроструктуры, а измерения в отношении типа и доли микроструктуры проводили при использовании анализа изображений. В качестве показателя определения получения или неполучения мелкой микроструктуры, в качестве показателя размера зерен кристаллов на основании фотографий микроструктуры измеряли количество границ зерен кристаллов, которые пересекаются прямой линией единичной длины. Полученные значения количества границ зерен кристаллов при расчете на единичную длину указывают в виде отношения к эталонному значению (соотношения количества границ фаз) в результате задания значения для стальной трубы №5 в качестве эталона (1,00).
(2) Испытание на растяжение.
Образцы для испытаний на растяжение, являющиеся круглым прутком, (параллельный участок: диаметр 6 мм × 20 мм расчетной длины образца) получали из стальных труб так, что направление оси трубы совпадало с направлением растяжения, проводили испытание на растяжение и в отношении каждого образца получали предел текучести YS. В данном случае предел текучести представляет собой прочность при относительном удлинении 0,2%.
(3) Испытание на ударную вязкость.
Удлиненные образцы для испытаний с V-образным надрезом получали из центрального участка толщины стенки стальных труб так, что направление оси трубы совпадало с продольным направлением образца, и проводили испытание на ударную вязкость по Шарпи в соответствии с положениями, предусмотренными в документе JIS Z 2242. Измеряли поглощенную энергию при температуре испытания - 40°С (vE-40) и оценивали ударную вязкость каждого образца. Получали три образца и задавали среднее значение поглощенных энергий в виде величины vE-40 для стальной трубы.
Результаты продемонстрированы в таблице 3.

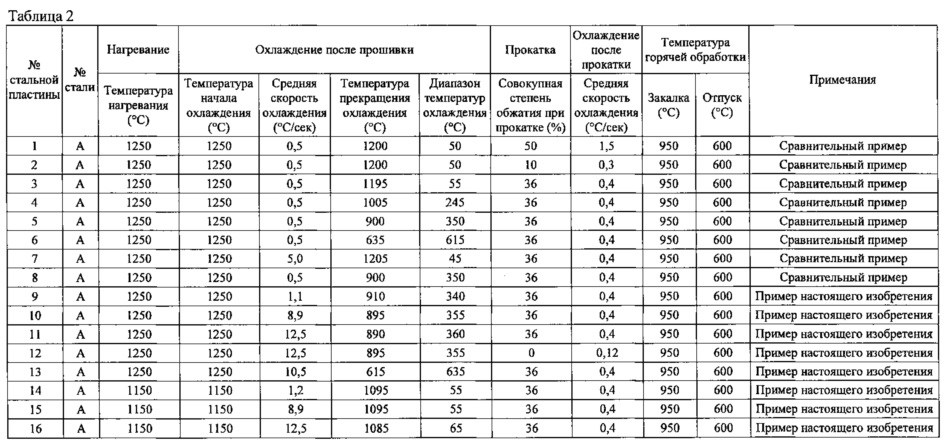


Во всех примерах настоящего изобретения микроструктура стальной трубы может быть получена мелкой даже в центре стенки толстостенной стальной трубы, и ударная вязкость стальной трубы значительно улучшается таким образом, что поглощенная энергия при температуре испытания - 40°С в испытании на ударную вязкость по Шарпи составляет 50 Дж и более, несмотря на демонстрацию стальной трубой предела текучести, составляющего 654 МПа и более. Пример настоящего изобретения (стальная труба №12), характеризующийся относительно низкой величиной обработки (совокупной степенью обжатия при прокатке) 0%, также демонстрирует значительно улучшенную ударную вязкость. С другой стороны, сравнительные примеры, которые не попадают в объем настоящего изобретения, не характеризуются желательной высокой прочностью или желательной высокой ударной вязкостью, поскольку микроструктура не получается мелкой.
Перечень ссылочных позиций:
1 устройство для нагревания
2 устройство для прошивки
3 устройство для прокатки
4 система охлаждения
31 элонгатор
32 автомат-стан
33 калибровочный стан (калибровочный прокатный стан) (калибровочный стан).
Реферат
Изобретение относится к области металлургии. Для улучшения низкотемпературной ударной вязкости стали технологическая линия содержит устройство для нагрева, устройство для прошивки и прокатный стан, а также систему охлаждения, которую размещают в одном из вариантов между устройством для нагрева и устройством для прошивки, а в другом - между устройством для прошивки и прокатным станом. На стороне выхода прокатного стана располагают термостат. Способ осуществляют в технологической линии, при этом нагретую сталь, имеющую химический состав высокопрочной нержавеющей стали, или пустотелую стальную трубу, сформованную в результате прошивки нагретой стали, охлаждают до температуры, составляющей 600°С и более, со средней скоростью охлаждения, составляющей 1,0°С/сек и более с обеспечением в стали и пустотелой стальной трубе фазового распределения в неравновесном состоянии, а затем формуют из пустотелой стальной трубы бесшовную трубу, имеющую предварительно определенный размер. В результате обработки получают мелкую микроструктуру стали, даже в случае малой величины горячей обработки, причем толстостенная стальная труба имеет улучшенную низкотемпературную ударную вязкость даже в центре стенки. 6 н. и 6 з.п. ф-лы, 3 табл., 2 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ и прокатная установка для изготовления проволоки, прутков или бесшовных труб
Способ изготовления бесшовной стальной трубы
Комментарии