Многоклетьевой прокатный стан для прокатной установки с чистовым прокатным станом с наклонными валками, горячей пилигримовой прокатки или типа автомат-стан - RU2710824C1
Код документа: RU2710824C1
Чертежи




Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к установкам прокатки полых изделий. Точнее, изобретение относится к многоклетьевому прокатному стану, предпочтительно, но не исключительно предназначенному для прокатных линий, в которых в качестве прокатного стана для получения конечной толщины используется прокатный стан с наклонными валками, стан для горячей пилигримовой прокатки труб или автомат-стан.
Уровень техники
Из уровня техники известны установки для изготовления прошитых (или полых) изделий, например, бесшовных труб. В частности, некоторые установки прокатки содержат прокатный стан для получения конечной толщины (то есть стан с наклонными валками) для прокатки на оправке. Примером таких прокатных станов является стан-расширитель, в котором прошитое изделие прокатывают между двумя валками с электроприводом, оси которых располагаются обычно под углом 60° к оси прокатки, и в котором прокатка выполняется на оправке, вставленной в прошитое изделие. Прошивной стан, в котором два наклонных валка оказывают внешнее воздействие на изделие, и в котором изделие прошивается оправкой, обычно расположен перед устройством для развальцовки труб. Другое устройство, обкатной стан, расположено после устройства для развальцовки труб и используется для выравнивания по толщине прошитого изделия, выходящего из устройства для развальцовки. Обкатной стан обкатывает изделие при помощи двух наклонных валков и оправки. После обкатного стана обычно расположена печь, например, на ископаемом топливе, в которой прошитое изделие выдерживается при заранее заданной температуре, после чего направляется в калибровочный стан, содержащий ограниченное количество клетей, обычно не более шести, однако их число изменяемо в зависимости от конкретной ситуации.
Установка указанного типа предусматривает, по меньшей мере, три станции (прошивной стан, устройство для развальцовки труб и обкатной стан) «наклонного» типа, которые взаимодействуют с прошитым изделием примерно по винтовой траектории. Эта особенность оказывает значительное влияние на качество проката, потому что данный тип прокатки неизбежно приводит к получению дефектов в размерах и/ или форме изделия.
Еще одним недостатком вышеуказанной установки является наличие печи, расположенной между обкатным станом и калибровочным станом. Фактически наличие данной печи приводит к значительному увеличению общих размеров установки. Кроме того, использование нагревательной печи оказывает значительное влияние и на другие аспекты, в том числе на управление накоплением труб, проблему чрезмерного обезуглероживания и/ или окисления в случае длительного нахождения в печи, потери веса из-за образования окалины в печи. В целом, данные аспекты также влияют на затраты, связанные с проектированием/ строительными работами/ управлением установкой, и, следовательно, на производственные издержки.
В связи с вышеизложенным возникает необходимость создания нового технического решения, которое позволит устранить или, по меньшей мере, ограничить недостатки, указанные выше. Таким образом, основной задачей настоящего изобретения является создание прокатного стана, который позволяет решить указанные проблемы. В рамках данной задачи первой целью настоящего изобретения является создание прокатного стана, устанавливаемого в установке прокатки прошитых изделий после прокатного стана наклонного типа для получения конечной толщины изделий (например, устройства для развальцовки труб). Другойцелью настоящего изобретения является создание прокатного стана, который позволит повысить качество прошитого изделия, обработанного в указанной установке прокатки. Еще одной целью настоящего изобретения является создание надежного и простого прокатного стана по конкурентоспособной цене.
В документе ЕР 2878389 описан трубопрокатный стан с оправкой, состоящий из двух клетей, расположенных после прошивных клетей. Первая группа клетей предназначена для прокатки трубы с оправкой внутри, а вторая группа клетей, расположенная после первой группы клетей, используется для извлечения оправки без прокатки труб. В данном решении калибровка в конце прокатного стана не выполняется, и, поскольку труба проходит однократную прокатку на оправке в прокатном стане, то после прохода через прокатный стан труба имеет неудовлетворительное качество поверхности.
Раскрытие изобретения
Настоящее изобретение относится к установке прокатки полых изделий, которая содержит первый прокатный стан, состоящий из опорной конструкции, которая образует станину для клетей, установленных последовательно вдоль оси прокатки, при этом указанная опорная конструкция содержит
- первый участок для непрерывной прокатки на длинной оправке, который содержит первую группу клетей, установленных последовательно вдоль оси прокатки, начиная с входного участка указанной установки;
- второй участок для прокатки без оправки, расположенный после первого участка, относительно направления перемещения полых изделий, который содержит вторую группу клетей прокатного стана, установленных последовательно вдоль оси прокатки; средства для поддержки оправки, в которой
- предусмотрен второй прокатный стан для получения конечной толщины полых изделий, расположенный перед первым прокатным станом, и в которой первый участок выполнен с возможностью обкатки прокатанных полых изделий для получения нужной толщины, а второй участок выполнен с возможностью калибровки прокатанных полых изделий для получения необходимого наружного диаметра.
Краткое описание чертежей
Цели и преимущества настоящего изобретения станут очевидными на основе последующего подробного описания примера реализации изобретения, рассмотренного вместе с сопроводительными чертежами, приведенными исключительно в качестве неограничивающего примера, на которых:
- на Фиг. 1 показан вид сбоку прокатного стана в соответствии с настоящим изобретением;
- на Фиг. 2 показана горизонтальная проекция прокатного стана, показанного на Фиг. 1;
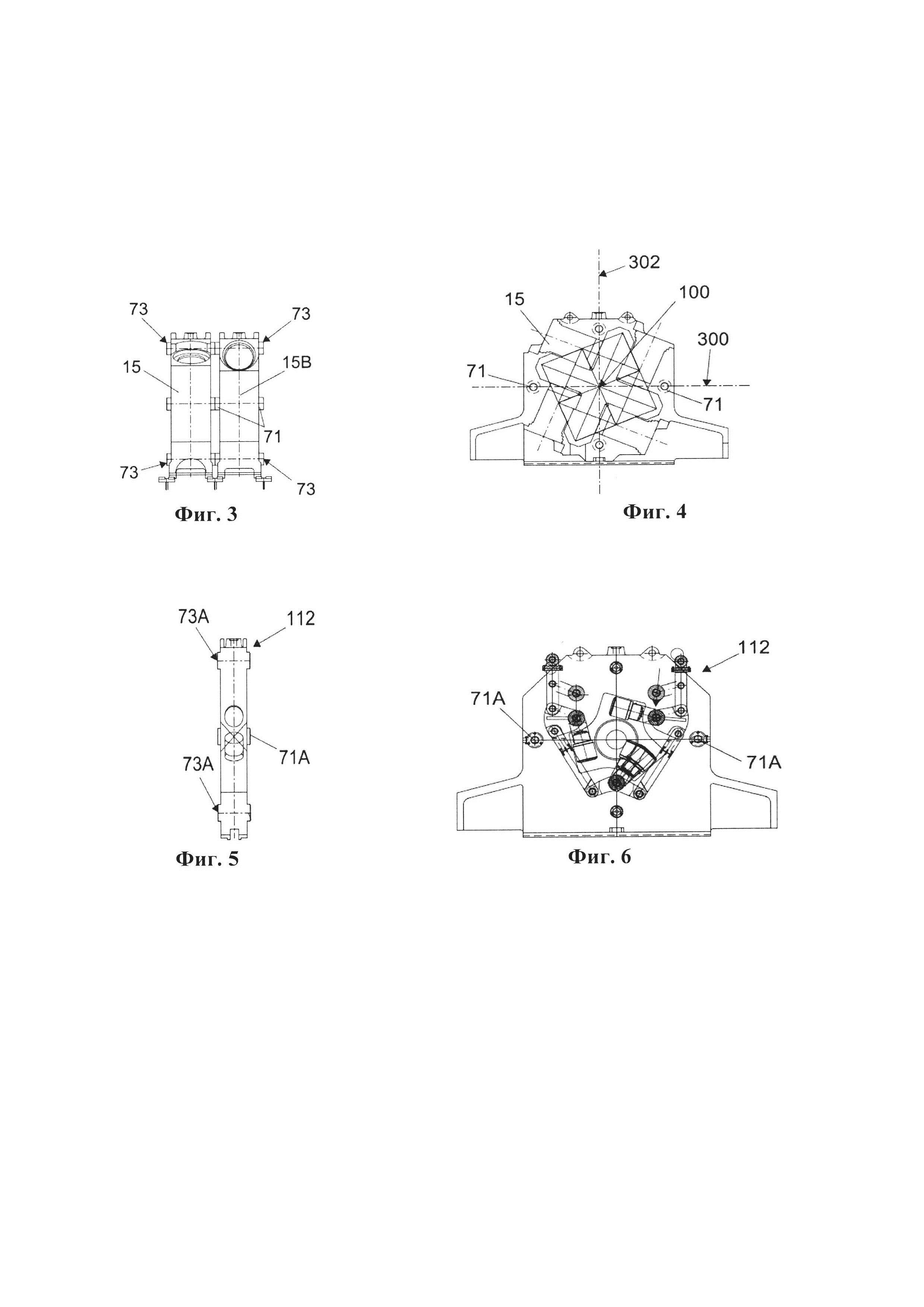
- на Фиг. 3 и 4 показаны соответственно вид сбоку и вид спереди клетей прокатного стана в соответствии с настоящим изобретением;
- на Фиг. 5 и 6 показан соответственно вид сбоку и вид спереди клети для поддержки оправки прокатного стана в соответствии с настоящим изобретением;
- на Фиг. 7 показано схематическое изображение прокатного стана в соответствии с настоящим изобретением;
- на Фиг. 8 показано сечение вдоль плоскости VIII-VIII, указанной на Фиг. 1.
Осуществление изобретения
Со ссылкой на вышеуказанные сопроводительные чертежи, настоящее изобретение относится к многоклетьевому прокатному стану 1 для прошитых изделий (также известных как полые изделия). Прокатный стан 1, соответствующий настоящему изобретению, может быть эффективно использован в установке прокатки, содержащей прокатный стан наклонного типа для получения конечной толщины изделия(например, устройство для развальцовки труб, стан Ассела, стан Дишера или планетарный прокатный стан), который используется в качестве основной станции или устройства. Прокатный стан 1, соответствующий настоящему изобретению, также может быть использован в установке, которая содержит прокатный стан для горячей пилигримовой прокатки труб или автомат-стан, которые позволяют получить прошитые изделия определенной толщины. Прокатные станы вышеуказанных типов известны специалистам в данной области техники и поэтому не будут подробно описаны. В этом отношении специалистам в данной области техники известен прокатный стан планетарного типа, выпускаемый компанией "KOCKS" под товарным знаком KRM™. Примером стана-автомата является стан, поставляемый компанией "AETNA STANDARD" под наименованием автоматический стан. Примером прокатного стана Дишера является стан, выпускаемый компанией "AETNA STANDARD" под товарным знаком ACCU ROLL™.
Вышеуказанный перечень прокатных станов приведен исключительно в качестве неограничивающего примера. В частности, прокатный стан, соответствующий настоящему изобретению, также может быть использован в других установках, в которых требуются более высокое качество поверхности и точные размеры, чем в традиционных системах. Данное требование выполняется при использовании прокатного стана, соответствующего настоящему изобретению.
В общем случае прокатный стан, соответствующий настоящему изобретению, можно эффективно использовать вместо обкатного стана и калибровочного стана, которые являются стандартными частями установки прокатки, описанной выше.
На Фиг. 1 показан вид сбоку прокатного стана 1 в соответствии с настоящим изобретением, который содержит опорную конструкцию 3, которая образует станину 4 для размещения группы клетей, установленных последовательно по оси прокатки 100 (также называемой направление прокатки 100). Указанная станина 4 образует первый прокатный участок 41 и второй прокатный участок 42. Последний расположен после первого участка 41 относительно направления перемещения прошитых изделий вдоль направления прокатки 100.
В первом участке 41 первая группа клетей прокатного стана 10А, 10В (обозначаемые в дальнейшем также как первые клети 10А, 10В) расположены последовательно вдоль оси прокатки 100, начиная с входного участка 4А станины 4. В частности, клети 10А, 10В производят непрерывную прокатку на длинной оправке 7. Как описано подробнее ниже, при вводе последней в прошитое изделие сразу после входного участка 4А относительно оси прокатки 100. В частности, оправка 7 вводится таким образом, что конечная часть 7А выступает вперед относительно передней части прошитого изделия.
Вторая группа клетей прокатного стана 15А, 15, 15В (обозначаемые в дальнейшем как вторые клети 15А, 15, 15В) для прокатки без оправки, то есть для прокатки без использования оправки внутри полого изделия, расположены во втором участке 42. Указанные вторые клети 15А, 15, 15В, тем самым, располагаются сразу после первых клетей 10А, 10В относительно направления перемещения (указанного стрелкой, поз. 2, Фиг. 1) прошитых изделий вдоль оси прокатки 100. Другими словами, вторые клети 15А, 15, 15В располагаются последовательно сразу за первыми клетями 10А, 10В. Таким образом, в целом, прокатный стан 1 представляет собой одну машину в рамках той же опорной конструкции 3, в которой производится последовательно два процесса прокатки: первый - на оправке, второй - без оправки в прошитом изделии.
В варианте реализации, показанном на сопроводительных чертежах, две клети 10А, 10В расположены на первом участке 41, а четыре клети 15А, 15, 15В - на втором участке 42 для прокатки без оправки. В любом случае количество клетей на первом участке 41 может быть больше двух. Количество клетей 15 на втором участке 42 может быть больше четырех или любым другим (но обязательно больше двух).
В соответствии с настоящим изобретением, прокатный стан 1 снабжен первыми средствами для поддержки оправки и предпочтительно вторыми средствами для поддержки оправки, которые расположены до и после первых клетей 10А, 10В соответственно, если смотреть по направлению 2 перемещения прошитых изделий. Предпочтительно средства для поддержки оправки расположены на первом участке 41 и используются для поддержки оправки 7, когда оправка, не поддерживаемая и не направляемая прошитым изделием, попадает в прокатный стан, и когда прошитое изделие снимается с оправки для выполнения прокатки без оправки на втором участке 42. Предпочтительно, первые средства для поддержки оправки содержат первую клеть 112 для поддержки оправки, расположенную между входным участком 4А станины 4 и первой группой клетей 10А, 10В. Предпочтительно, вторые средства для поддержки оправки также содержат вторую клеть 113 для поддержки оправки, расположенную между первыми клетями 10A, 10В на первом участке 41 и вторыми клетями 15А, 15, 15В на втором участке 42. На Фиг. 5 и 6 показаны изображения возможного варианта реализации клети для поддержки оправки, которые могут быть использованы в прокатном стане 1, соответствующем настоящему изобретению. Данные варианты реализации известны из уровня техники и уже используются во всех прокатных станах, имеющих удерживаемую оправку.
В связи с вышеизложенным необходимо отметить, что, с точки зрения эксплуатации, первый участок 41 для прокатки с оправкой и второй участок 42 для прокатки без оправки можно использовать вместо обкатного стана и калибровочного стана соответственно. Другими словами, первый участок 41 может выполнять функцию обкатки для получения нужной толщины, а второй участок 42 - функцию калибровки прошитого изделия для получения необходимого наружного диаметра. Таким образом, прокатный стан 1, соответствующий настоящему изобретению, может быть эффективно использован вместо двух станов (обкатного стана и калибровочного стана), что также позволит исключить использование нагревательной печи, устанавливаемой в традиционных системах между данными станами. В частности, в соответствии с другим предпочтительным аспектом, следует отметить, что первый участок 41 позволяет выполнять «продольную» обкатку по толщине, а не обкатку «по винтовой линии», как в традиционных обкатных станах. Благодаря этому сокращается количество дефектов по сравнению с обкаткой по винтовой линии, которая может быть выполнена при помощи традиционного обкатного стана.
На Фиг. 3 и 4 показан возможный вариант реализации первых клетей 10А, 10В и/ или вторых клетей 15А, 15, 15В прокатного стана 1. В данном примере показаны клети с четырьмя валками. Однако в соответствии с настоящим изобретением могут быть использованы клети с тремя валками. В любом случае на обоих участках 41, 42 прокатного стана 1 каждая клеть прокатного стана аналогична соседним клетям с механической точки зрения. В частности, каждая клеть расположена под углом 180° к соседней клети относительно вертикальной оси, проходящей через ось 100 прокатки. В связи с этим первая клеть 15А второго участка 42 будет повернута на 180° к последней клети 10В первого участка 41 относительно указанной вертикальной оси. Термины «первая» и «последняя» указаны с учетом направления 2 перемещения прошитого изделия в прокатном стане 1.
Во всех случаях валки клетей 10А, 10В, 15А, 15, 15В прокатного стана приводятся в движение при помощи приводных валов (не показаны на фигурах), которые в свою очередь соединены с электродвигателями 40. Каждый приводной вал может приводиться в движение независимо от других приводных валов, то есть при помощи функционально независимого электродвигателя. В качестве альтернативы и в соответствии с принципами, известными из уровня техники, в случае трехвалковых клетей можно установить механическую передачу внутри клети таким образом, чтобы все валки клети приводились в движение при помощи одного электродвигателя. В случае четырехвалковых клетей два соседних валка должны приводиться в движение при помощи соответствующих приводных валов, управляемых при помощи одного электродвигателя.
Предпочтительно первые клети 10А, 10В первого участка 41 представляют собой регулируемые клети; это относится к клетям, в которых можно регулировать радиальное положение валков относительно оси 100 прокатки. Предпочтительно, по меньшей мере один прокатный стан с регулируемыми валками включен и во второй участок 42. В соответствии с возможным вариантом реализации все первые клети 10А, 10В и вторые клети 15А, 15, 15В содержат регулируемые валки. Для регулировки радиального положения валков могут быть использованы системы регулировки, известные из уровня техники (например, эксцентриковые системы регулировки). Такие системы приводятся в движение при помощи устройств управления, встроенных в конструкцию прокатного стана.
Кроме того, предпочтительно, первые клети 10А, 10В и/ или вторые клети 15А, 15, 15В прокатного стана 1 содержат съемные валки. Это означает, что валки можно снять с клети, не снимая и/ или не открывая саму клеть. В качестве альтернативы могут быть использованы зафиксированные валки, для замены и ремонта которых нужно открывать клети.
В соответствии с еще одним аспектом, прокатный стан 1 содержит систему выравнивания и блокировки клетей в станине 4. В соответствии с предпочтительным вариантом реализации, изображенном на сопроводительных чертежах, клети 10А, 10В, 112, 113, расположенные на первом участке 41 и на втором участке 42, снабжены по меньшей мере одной парой плавающих пальцев 71, установленных на противоположных сторонах клети и на горизонтальной плоскости 300, которая проходит через ось 100 прокатки. Система выравнивания содержит по меньшей мере одну первую пару гидравлических цилиндров 81 и вторую пару гидравлических цилиндров 82, прикрепленных к опорной конструкции 3 у выходного участка 4В станины 4 и входного участка 4А станины 4 соответственно. Цилиндры 81 первой пары взаимодействуют с соответствующим плавающим пальцем 71 последней клети 15В второго участка 41, а цилиндры 81 второй пары взаимодействуют с плавающим пальцем первой клети первого участка 41, то есть клети 112 для поддержки оправки. Цилиндры 81 первой пары перемещают плавающие пальцы 71 клети 15В второго участка 42 так, чтобы вставить их во внешние станины в соседней клети 15 и переместить плавающие пальцы, находящиеся в данных станинах. Данное действие повторяется для первой клети 112 для поддержки оправки, расположенной рядом с входным участком 4А станины 4. В частности, пальцы 71А первой клети 112 для поддержки оправки вставлены в соответствующие станины в опорной конструкции 3. Таким образом, все клети фиксируются и блокируются в осевом направлении. Цилиндры 82 зафиксированы в опорной конструкции 3 у входного участка 4А и взаимодействуют с плавающими пальцами 7А клети 112 для поддержки оправки таким образом, чтобы перемещать их в противоположном направлении, то есть к выходному участку 4В. Таким образом, плавающие пальцы 71, 71А отсоединяются от станин, с которыми они были ранее соединены, чтобы можно было снять одну или несколько клетей прокатного стана 1.
В соответствии с предпочтительным вариантом реализации изобретения, клети 112, 10А, 10В, 113, 15А, 15, 15В прокатного стана 1 оснащены дополнительной парой неподвижных держателей 73, 73А, расположенных на противоположных сторонах клети, в по существу вертикальной плоскости 302, проходящей через ось прокатки 100. В данной конфигурации прокатный стан 1 содержит дополнительныеопорные (упорные?) цилиндры 91, прикрепленные к опорной конструкции 3 в качестве выходного участка 4В станины 4. Цилиндры 91 воздействуют на держатели 73, 73А, расположенные в вертикальной плоскости 302 подобно тому, как вышеописанные цилиндры воздействуют на плавающие пальцы, расположенные в горизонтальной плоскости. Операции взаимодействия цилиндров 91 и клетей 112, 10А, 10В, 113, 15А, 15, 15В обеспечивают только сжатие.
В соответствии с настоящим изобретением, как показано на Фиг. 2, 7 и 8, прокатный стан 1 в соответствии с настоящим изобретением, предпочтительно оборудован установкой смены клетей прокатного стана для ввода и последующего извлечения клетей 112, 10А, 10В, 113, 15А, 15, 15В двух участков 41 и 42. В этом отношении на Фиг. 8 показано поперечное сечение, наглядно демонстрирующее устройство опорной конструкции 3 прокатного стана 1, в которой станина 4 образована между опорной плоскостью 101, в которой находятся клети 112, 10А, 10В, 113, 15А, 15, 15В, и исходной плоскостью 102, по существу параллельной опорной плоскости, и расположенной на высоте, превышающей высоту клетей. Установка смены клетей содержит первую платформу 601 на загрузочной стороне 3А и вторую платформу 602 на разгрузочной стороне 3В. Первая платформа 601 выполнена с возможностью транспортировки свободный клетей (общее изображение которых показано поз. 9), а вторая платформа выполнена с возможностью транспортировки клетей для замены. Установка также содержит устройство для поперечного поступательного перемещения 650, которое толкает одну или несколько свободных клетей 9, расположенных на первой платформе 601, в направлении, противоположном направлению соответствующих клетей на замену (в станине 4) до смещения последних (в направлении 105, перпендикулярном оси прокатки 100) на второй платформе 602. Две платформы 601, 602 приводятся в действие средствами подачи 670 в направлении, параллельном оси прокатки, как показано стрелками, поз. 8, на Фиг. 2.
Со ссылкой на Фиг. 7, в соответствии с еще одним аспектом настоящего изобретения, прокатный стан 1 оснащен средствами для поддержки оправки 7 (не показана) для поддержки оправки в процессе прокатки прошитого изделия в первом участке 41. В частности, средства для поддержки оправки могут быть выполнены с возможностью удержания оправки, остановленной в процессе прокатки, или как вариант, перемещения ее в заранее заданное положение. Действительно, для обеспечения нужных условий прокатки, когда передняя часть прошитого изделия достигает центральной плоскости 200 последней клети 10В первого участка 41, конечная часть 7А оправки 7 должна выступать относительно самой плоскости. Когда, наоборот, задняя часть прошитого изделия достигает центральной плоскости 200, конечная часть 7А оправки должна быть во входном участке (плоскость 205 на Фиг. 7) первой клети 15А второго участка 42. Таким образом, средства для поддержки оправки выполнены с возможностью перемещения оправки 7 в целях обеспечения вышеуказанных условий прокатки. В связи с этим следует отметить, что в прокатном стане 1 в соответствии с настоящим изобретением скорость прокатки сдерживается (в порядке 0,1-0,3 м/с). Поэтому в целях ограничения нагревания оправки в процессе прокатки первого участка, прошитые изделия, полученные после прокатного стана 1, обычно имеет одну длину, то есть длину порядка 6-15 м.
Настоящее изобретение, тем самым, также относится к установке прокатки, состоящей из по меньшей мере одного прокатного стана для получения конечной толщины изделий и дополнительного прокатного стана, имеющего вышеописанные особенности. Как указано выше, прокатный стан 1 в соответствии с настоящим изобретением выполнен с возможностью непрерывной прокатки на длинной оправке и прокатке без оправки в прошитых изделиях, толщина которых уже определена при помощи прокатного стана для получения конечной толщины. Последний может быть наклонного типа, например, устройство для развальцовки труб, стан Ассела, стан Дишера или планетарный прокатный стан. По варианту, прокатный стан для получения конечной толщины изделий может быть автомат-станом или станом горячей пилигримовой прокатки труб.
Процесс прокатки с помощью прокатного стана в соответствии с настоящим изобретением далее будет описан на примере схемы, показанной на Фиг. 7. Прокатный стан предпочтительно содержит станцию 6 для охлаждения и смазывания указанной оправки 7, используемой в первом прокатном участке 41 прокатного стана 1. В конце прокатки в первом участке 41 оправка 7 перемещается назад параллельно оси прокатки 100, пока не достигнет исходного положения А, как показано на Фиг. 7. Постепенно оправка 7 смещается вверх в поперечном направлении, указанном стрелкой 105 во второе заданное положение В в станции 6. В таком положении оправка 7 охлаждается. Постепенно оправка 7 выдвигается параллельно оси прокатки 100 в третье заданное положение С, в котором смазывается. После полной смазки оправка 7 возвращается во второе заданное положение В, а затем в первое заданное положение А. Из данного положения оправка 7 выдвигается вдоль направления прокатки и вставляется в прошитое изделие, загружаемое в прокатный стан 1. Для этого прошитое изделие располагается на оси прокатки 100, начиная со стороны, противоположной стороне, в которой расположена указанная станция 6.
Прокатный стан 1 в соответствии с настоящим изобретением позволяет выполнять заданные задачи и цели. В частности, конфигурация прокатного стана позволяет ограничивать размер и стоимость установки, а также позволяет не использовать нагревательную печь. Вместе с тем, прокатный стан в соответствии с настоящим изобретением позволяет получать изделия с меньшим количеством дефектов, чем изделия, которые в настоящее время можно получить с использованием традиционных систем, например, состоящих из прокатного стана наклонного типа для получения конечной толщины изделий.
Реферат
Настоящее изобретение относится к области прокатки. Прокатный стан (1) для полых изделий содержит опорную конструкцию (3), образующую станину (4) для размещения клетей прокатного стана (10А, 10В, 15А, 15, 15В), установленных последовательно по оси прокатки (100). Прокатный стан содержит первый участок (41) для прокатки на длинной оправке и второй участок (42) для прокатки без оправки, расположенный после первого участка (41) относительно направления перемещения указанных полых изделий. Прокатный стан также оснащен средствами для поддержки оправки. В соответствии с настоящим изобретением, первая группа клетей (10А, 10В) и/или вторая группа клетей (15А, 15, 15В) содержит по меньшей мере одну клеть со съемными валками, при этом установка содержит второй прокатный стан наклонного типа для получения конечной толщины полых изделий, работающий на оправке, расположенный перед первым прокатным станом, причем первый участок (41) выполнен с возможностью обкатки полученных прокатанных полых изделий для получения нужной толщины. Изобретение обеспечивает возможность повышения качества поверхности полых изделий и повышение надежности оборудования. 8 з.п. ф-лы, 8 ил.
Комментарии