Многоклетьевой прокатный стан для стержневых изделий, содержащий клети с тремя валками, имеющими электропривод - RU2687522C9
Код документа: RU2687522C9
Чертежи





Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к системам прокатки трубчатых изделий. В частности, настоящее изобретение относится к прокатному стану с несколькими клетями, который содержит клети с тремя валками, имеющими электропривод. В частности, прокатный стан выполнен с возможностью прокатки на оправке и последующей прокатки трубчатых изделий без оправки вдоль одной линии.
Уровень техники
Из уровня техники известны установки для производства полых изделий (или трубчатых изделий), например, бесшовных труб. В частности, данный производственный процесс включает в себя три основных этапа деформации, первый из которых заключается в продольном сверлении изделий. Затем изделия подвергают первой прокатке на оправке вдоль первой линии для того, чтобы задать толщину трубы. В конце первой прокатки и при последующем извлечении оправки трубы обрабатывают в нагревательной печи, в которой они находятся при заранее заданной температуре, после этого выполняется вторая прокатка вдоль второй линии без оправки, а именно при отсутствии оправки для того, чтобы откалибровать диаметр труб.
Пример такого производственного процесса раскрыт в заявке ЕР 2008732. В частности, в данном решении прокатку на оправке выполняют при помощи клетей прокатного стана с двумя валками, а прокатку без оправки выполняют при помощи клетей прокатного стана с тремя валками. Нагревательная печь расположена между двумя прокатными линиями. В заявке же ЕР 2878390 описана линия, в которой прокатку на оправке выполняют при помощи клетей с тремя валками.
В документах РСТ/ЕР 2013/071021 и РСТ/ЕР 2009/056201 описаны и показаны другие прокатные станы, в которых прокатка без оправки выполняется при помощи клетей с тремя валками. В частности, клети, известные по документу РСТ/ЕР 2009/056201 имеют валки, положение которых может быть отрегулировано относительно оси прокатки.
Калибровочная прокатка обычно выполняется при помощи клетей прокатного стана с тремя валками, имеющими электропривод, при этом каждый из них вращается вокруг оси вращения, расположенной под углом 120° относительно осей других валков. Обычно один из валков имеет горизонтальную ось вращения, приводимую в движение при помощи приводного вала горизонтальной оси. Два других валка приводятся в движение при помощи соответствующих приводных валов, один из которых функционально установлен под опорной поверхностью клетей прокатного стана. В частности, примеры таких клетей прокатного стана описаны в документах US 2001/0027674, DE 100 15285 и US 7424816.
Также из уровня техники известны клети прокатного стана с тремя валками, обычно один из валков имеет горизонтальную ось вращения, приводимую в движение при помощи приводного вала горизонтальной оси, а два других валка приводятся в движение при помощи внутренних конических шестерен, которые соединяют горизонтальную ось вращения первого валка с каждой из двух наклонных осей вращения двух других валков. Решение данного типа описано, например, в заявке ЕР 1449597.
Прокатные станы, описанные выше, имеют различные недостатки, первый из них заключается в общих габаритах, которые во многом зависят от наличия нагревательной печи. Вообще наличие нагревательной печи является критичным и приводит к возникновению других проблем, в частности, трудность управления сбором труб, проблема с чрезмерным обезуглероживанием и/или окислением в случае длительного нахождения внутри печи, уменьшение веса из-за образования окалины внутри печи. Вообще все указанные аспекты влияют на расходы на производство, управление, связанные с прокатным станом, и, соответственно, на себестоимость продукции.
Другие недостатки вышеописанной системы связаны с техническими решениями, используемыми в настоящее время для калибровочной прокатки. В частности, было показано, что операция по замене клетей является особенно сложной из-за стандартной используемой конфигурации клетей с тремя валками. Действительно, использование валка с горизонтальной осью, приводимого в движение при помощи горизонтального приводного вала, делает замену клети прокатной линии не совсем удобной. В то же время расположение других валков и соответствующих приводных валов требует сложной опорной конструкции и не менее сложной системы оснований, расположенной под опорной поверхностью клетей, которая необходима для установки приспособлений для использования электропривода одного из приводных валов в случае использования независимо управляемых валков.
С учетом вышеизложенного становится очевидной необходимость в создании новой системы прокатки, которая позволит устранить указанные недостатки.
Раскрытие изобретения
Настоящее изобретение относится к прокатному стану для трубчатых изделий, который содержит первую секцию для прокатки на оправке, заданную первой группой клетей прокатного стана, которые последовательно расположены вдоль оси прокатки. Прокатный стан в соответствии с настоящим изобретением дополнительно содержит вторую секцию для извлечения оправки и калибровки трубчатых изделий. Указанная вторая секция расположена после первой секции таким образом, чтобы трубчатые изделия, выходящие из первой секции (10), поступали непосредственно во вторую секцию (20). Такая вторая секция содержит вторую группу клетей прокатного стана без оправки, которые последовательно расположены вдоль оси прокатки. Каждая клеть второй секции содержит три валка, оси вращения которых расположены под углом 120° относительно друг друга, при этом оси вращения каждой клети повернуты на 180° относительно соответствующих осей вращения соседней клети, а положение осей вращения определяется относительно исходного вертикального направления. Кроме того, в соответствии с настоящим изобретением, по меньшей мере одна клеть второй секции содержит валок с электроприводом и вертикальной осью вращения.
Краткое описание чертежей
Другие цели и преимущества настоящего изобретения станут очевидны после ознакомления с приведенным ниже подробным описанием варианта реализации и сопроводительными чертежами, приведенными в качестве неограничивающего примера, на которых:
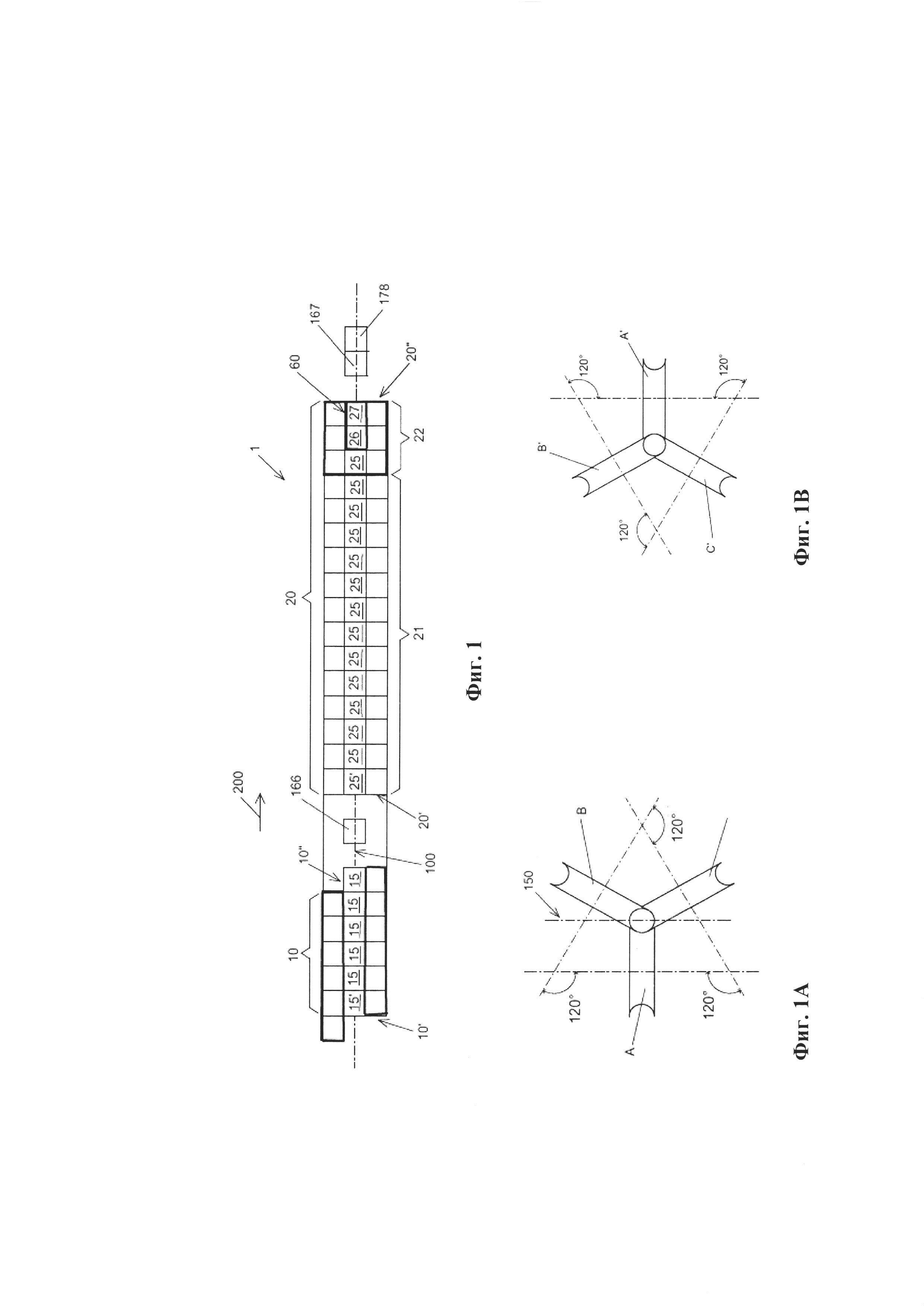
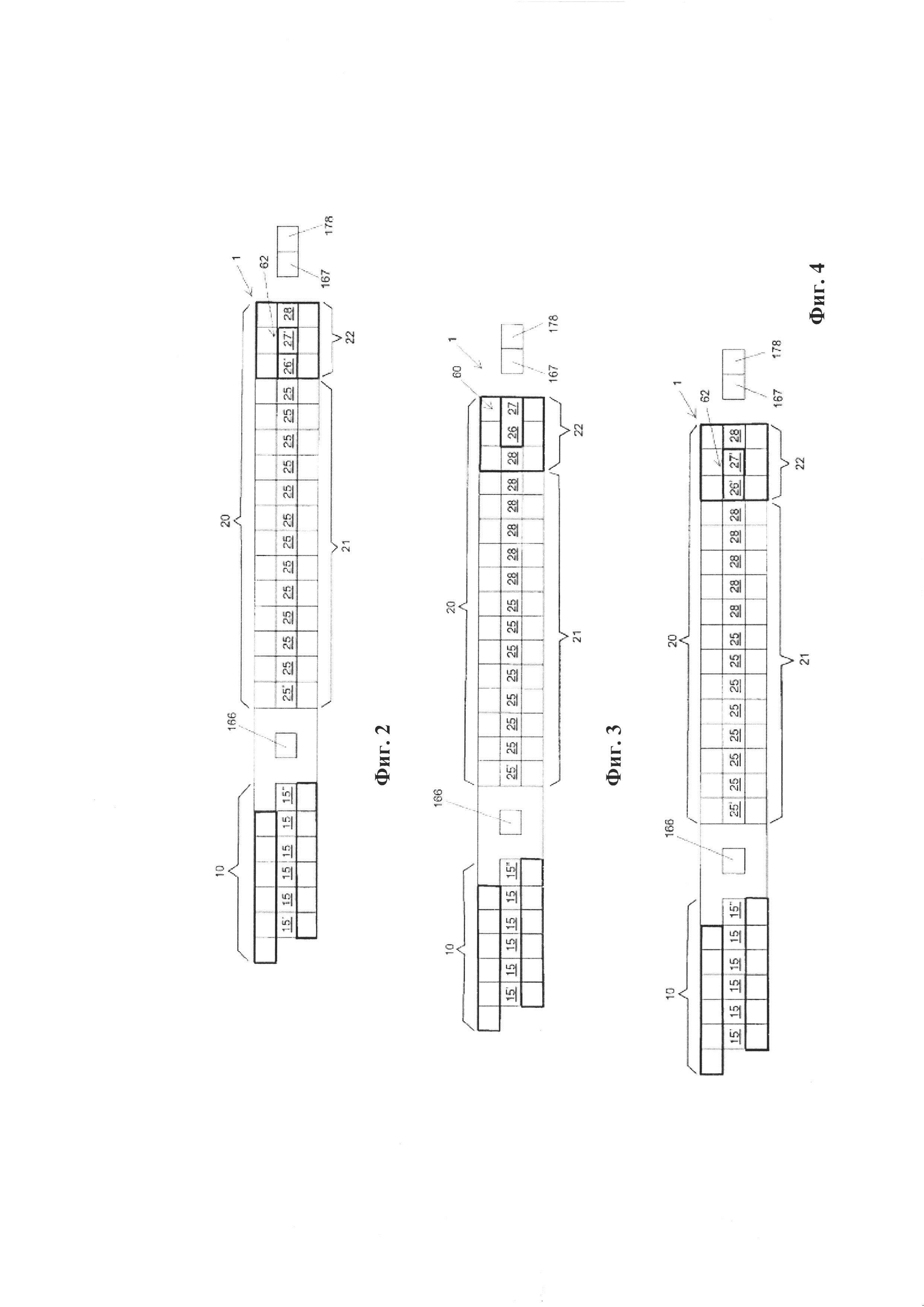
- на фиг. 1-4 представлены схематические изображения возможных вариантов реализации прокатного стана в соответствии с настоящим изобретением, который содержит первую прокатную секцию и вторую прокатную секцию;
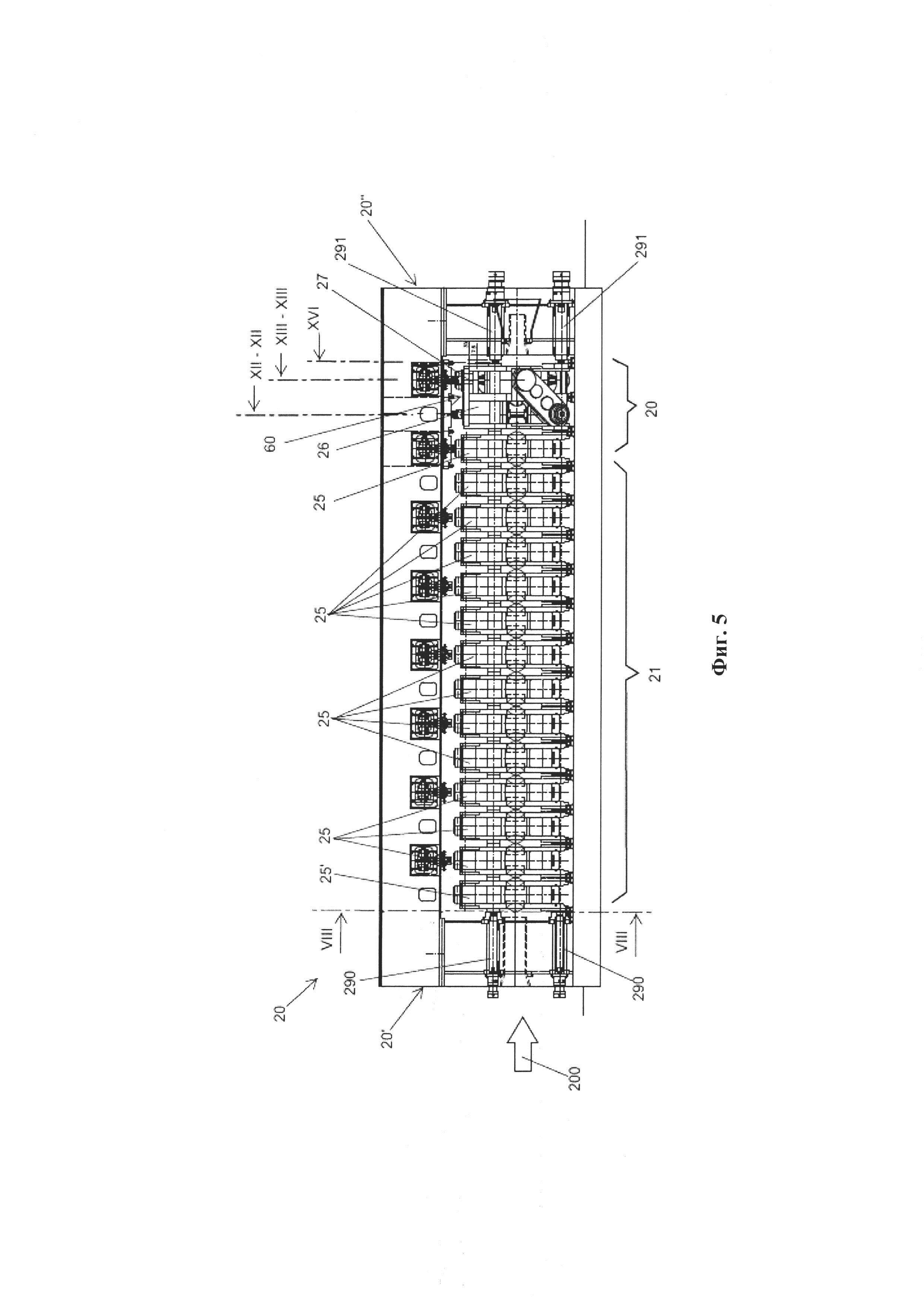
- на фиг. 5 показан вид сбоку второй секции прокатного стана, схематически изображенного на фиг. 1;
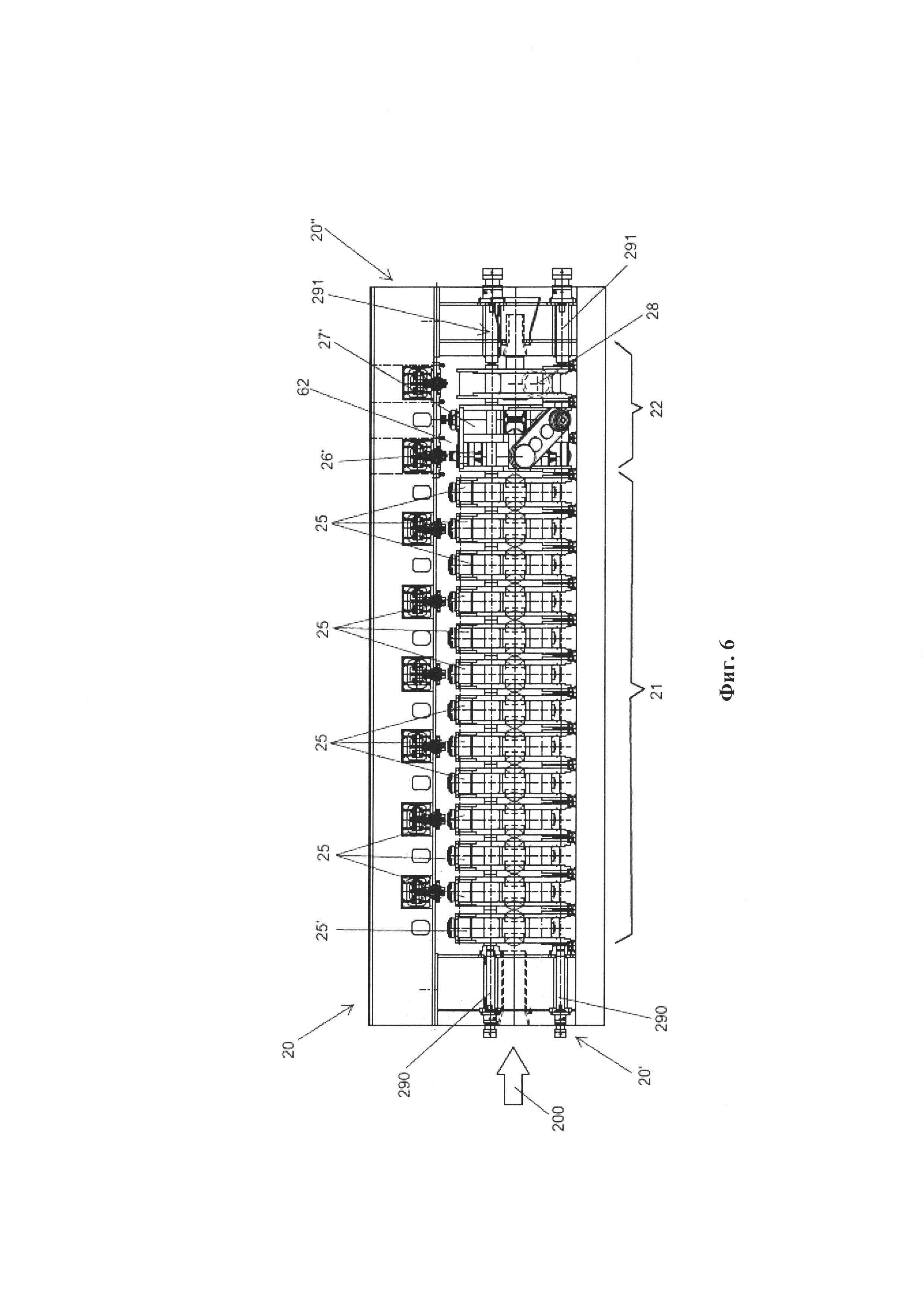
- на фиг. 6 показан вид сбоку второй секции прокатного стана, схематически изображенного на фиг. 2;
- на фиг. 7 показан вид в плане прокатного стана с фиг. 5;
- на фиг. 8 показан вид по плоскости разреза VIII-VIII с фиг. 5;
- на фиг. 9 показан перспективный вид клети с зафиксированными валками из второй секции прокатного стана, соответствующего настоящему изобретению;
- на фиг. 10 показан вид по плоскости разреза Х-Х с фиг. 9;
- на фиг. 11 показан перспективный вид группы клетей с регулируемыми валками из второй секции прокатного стана, соответствующего настоящему изобретению;
- на фиг. 12 показан первый вид в разрезе, полученный с помощью плоскости XII-XII с фиг. 11;
- на фиг. 13 показан второй вид в разрезе, полученный с помощью плоскости XIII-XIII с фиг. 11;
- на фиг. 14 показан вид в плане группы клетей с фиг. 11;
- на фиг. 15 показан вид в разрезе по линии XV-XV с фиг. 13;
- на фиг. 16 показан вид по плоскости XVI-XVI с фиг. 5;
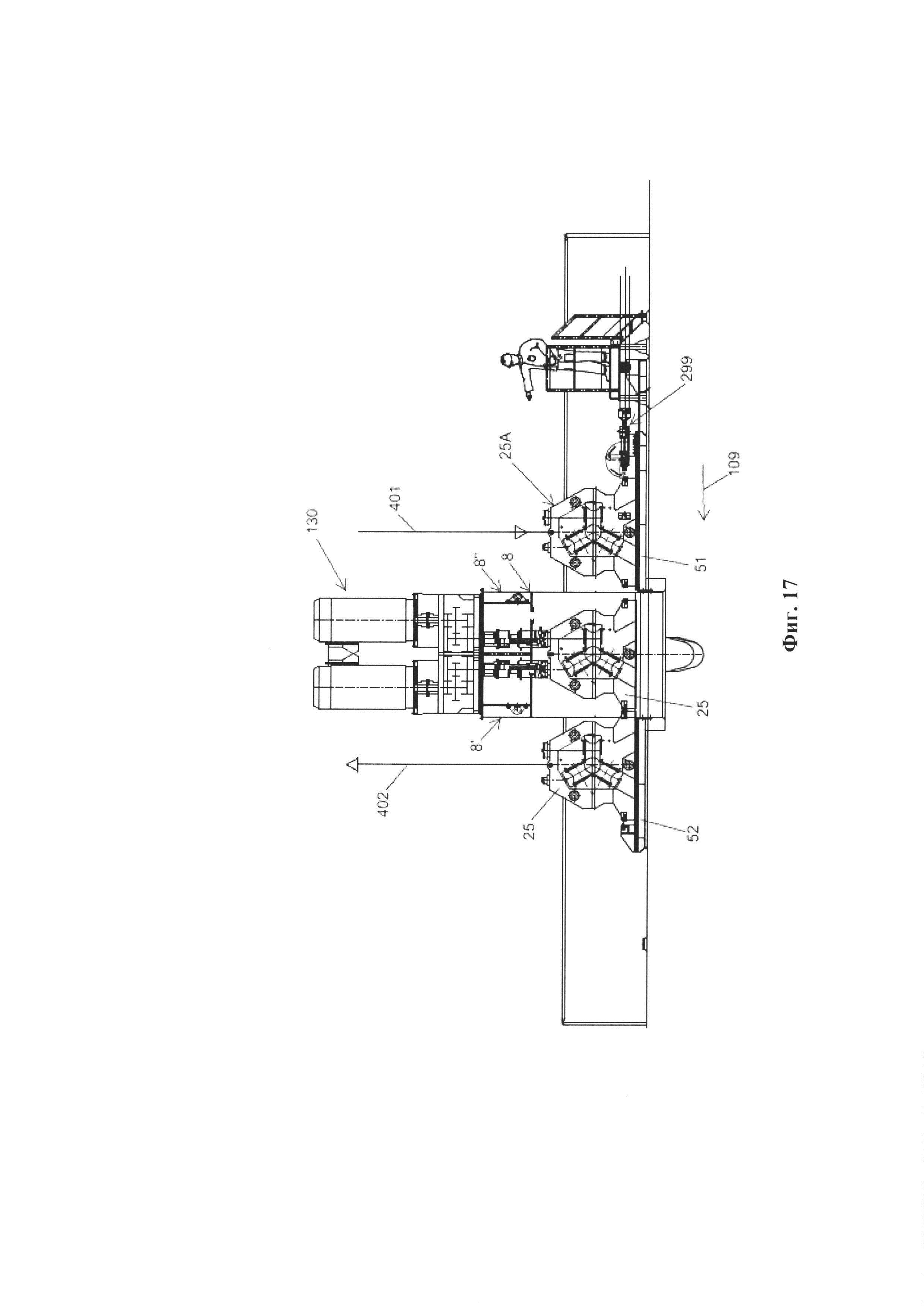
- на фиг. 17 показан вид по плоскости XVII-XVII с фиг. 7;
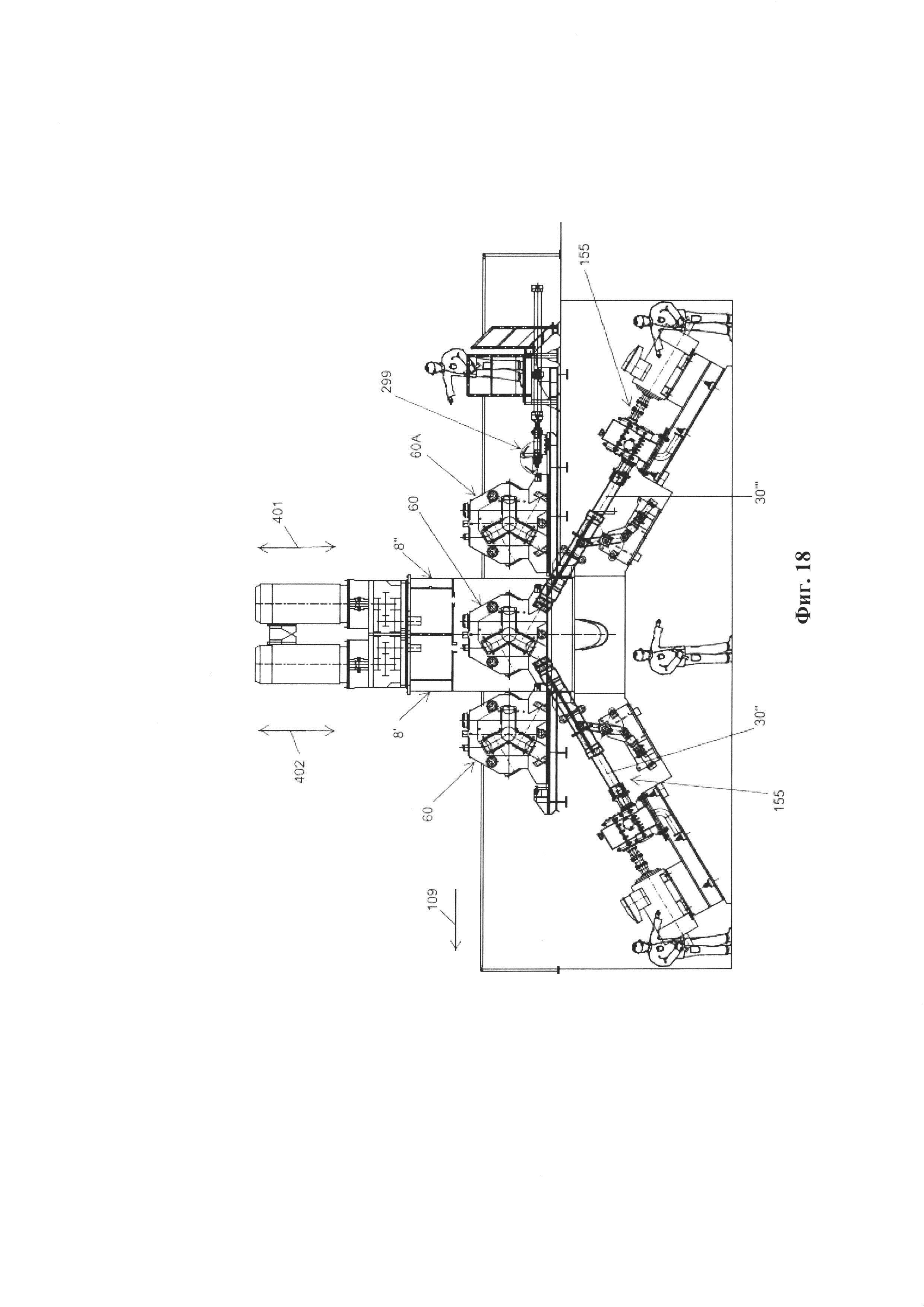
- на фиг. 18 показан вид по плоскости XVIII-XVIII с фиг. 7.
Осуществление изобретения
Как показано на вышеуказанных сопроводительных чертежах, изобретение относится к прокатному стану 1 с несколькими клетями для полых изделий (в дальнейшем «трубчатых изделий»). Прокатный стан 1, соответствующий настоящему изобретению, содержит первую прокатную секцию 10 для прокатки на инструменте, или оправке, который предварительно вставляется внутрь полого изделия в соответствии с принципом, известным из уровня техники. Первая секция 10 предназначена для задания толщины полого изделия и содержит первую группу клетей 15', 15, 15'' прокатного стана, последовательно расположенных вдоль оси 100 прокатки (или направления 100 прокатки). В частности, первая секция 10 содержит по меньшей мере одну входную клеть 15', расположенную на входной стороне 10', и по меньшей мере одну выходную клеть 15'', расположенную на выходной стороне 10'' первой секции. Таким образом, направление 200 подачи полого изделия определяется осью 100 прокатки таким образом, чтобы входная клеть 15' является первой клетью, в которую поступает полое изделие, а выходная клеть 15'' является последней клетью, в которую поступает полое изделие и в которой завершается процесс задания толщины.
Прокатный стан 1 в соответствии с настоящим изобретением также содержит вторую прокатную секцию 20 без оправки, расположенную после первой секции 10 относительно направления 200 подачи. Такая вторая секция 20 предназначена для извлечения оправки из полого изделия и для калибровки диаметра полого изделия. Словосочетание «без оправки» означает, что прокатка выполняется в отсутствие оправки, то есть после ее извлечения. В соответствии с изобретением вторая секция 20 задает ось прокатки, которая совпадает с направлением 100 прокатки, заданным при помощи первой секции 10. Таким образом, прокатка на оправке и прокатка без оправки выполняются на одной линии (в направлении 100 прокатки). По сути, полые изделия, выходящие из первой секции 10, поступают непосредственно во вторую секцию 20 для извлечения оправки из полого изделия и калибровки диаметра. Данное решение обеспечивает преимущество, состоящее в отсутствии необходимости установки промежуточной нагревательной печи, что позволяет уменьшить длину системы по меньшей мере на 70 метров (длина стандартной нагревательной печи и выпускного рольганга перед входом в промежуточную печь с возможной промежуточной поверхностью охлаждения) по сравнению со стандартными решениями. Более того, с помощью заявленного устройства решаются все вышеуказанные проблемы, связанные с установкой и управлением печью (обезуглероживание и (или) окисление, образование окалины). Предпочтительно производственный процесс фактически ограничен только двумя этапами деформации: сверление и прокатка (задание толщины / калибровка). Первая секция 10 и вторая секция 20 фактически формируют единый линейный прокатный стан, который позволяет выполнять задание толщины прокатки и калибровку диаметра. Таким образом, значительное упрощение достигается благодаря перемещению полых изделий вдоль одной линии и отсутствию промежуточного сбора труб, который необходим в случае использования промежуточной печи.
В соответствии с настоящим изобретением вторая секция 20 содержит вторую группу клетей 25, 26, 27, 26' 27' прокатного стана, последовательно расположенных вдоль оси 100 прокатки, начиная от входной стороны 20'. Таким образом, входная клеть 25' представляет собой клеть, в которую полое изделие поступает из первой секции 10. Более того, выходная клеть представляет собой последнюю клеть, через которую проходит полое изделие перед тем, как выйти из второй секции 20. Данные клети 25', 25, 26, 27, 26', 27' расположены на практически горизонтальной опорной поверхности 300.
Каждая клеть 25, 26, 27, 26', 27' второй секции 20 содержит три прокатных валка с осями вращения, расположенными под углом 120° относительно друг друга. Более того, оси вращения валков в каждой клети 25, 26, 27, 26', 27' второй секции 20 повернуты на 180° относительно осей вращения соседней клети. Если быть точнее, положение осей любой клети относительно осей соседней клети определяется относительно вертикального направления 150, которое является ортогональным опорной поверхности 300. В связи с этим фиг. 1а и 1b являются схематичными для наглядного изображения такого расположения. В частности, на фиг. 1а схематически показано расположение осей валков А, В, С в клети, используемой в качестве точки отсчета, а на фиг. 1b схематически показано расположение валков А', В', С' соседней клети. Термин «соседний» относится к клети, которая может быть расположена до или после клети, используемой в качестве точки отсчета относительно направления 200 подачи.
В соответствии с изобретением по меньшей мере одна клеть прокатного стана второй секции 20 содержит валок с электроприводом, имеющий вертикальную ось вращения. Предпочтительно такой валок приводится в движение при помощи приводного вала, ось которого также является вертикальной. Как подробно описано ниже, использование одной или нескольких клетей с валком, имеющим электропривод и вертикальную ось, обеспечивает преимущество, состоящее в упрощении замены клетей второй секции 20, тем самым значительно сокращая время, необходимое для выполнения данной операции.
В соответствии с другим аспектом настоящего изобретения вторая секция 20 прокатного стана 1 содержит по меньшей мере одну клеть с неподвижно закрепленными валками, то есть клеть, в которой валки (а именно их оси вращения) имеют нерегулируемое / неизменное положение относительно оси 100 прокатки. По меньшей мере одна такая клеть с неподвижно закрепленными валками содержит механические средства передачи, выполненные с возможностью передачи движения от одного из указанных валков, предпочтительно от валка с электроприводом и вертикальной осью, двум другим валкам клети. На фиг. 9 и 10, подробно описанных ниже, изображен возможный вариант реализации клети с неподвижно закрепленными валками для прокатного стана в соответствии с настоящим изобретением.
В соответствии с предпочтительным вариантом реализации прокатный стан 1 содержит первую группу клетей 25', 25 с неподвижно закрепленными валками (в дальнейшем «первые клети» 25' 25), последовательно расположенных вдоль оси 100 прокатки, начиная от входной стороны 20' второй секции 20. Таким образом, входная клеть 25' представляет собой клеть с неподвижно закрепленными валками.
Кроме того клети 15', 15, 15'' первой секции 10 прокатного стана 1 имеют три прокатных валка с осями вращения, расположенными под углом 120° относительно друг друга. В соответствии с изобретением оси вращения входной клети 25' второй секции 20 повернуты на 180° относительно осей вращения валков выходной клети 15'' первой секции 10. Положение осей всегда определяется относительно исходного вертикального направления 150. По сути, положение валков выходной клети 15'' первой секции 10 относительно валков входной клети 25' второй секции 20 соответствует тому, что схематично показано на фиг. 1а и 1b. В соответствии с данным подходом предпочтительно, чтобы валки клетей 15', 15, 15'' первой секции 10 были выровнены относительно валков клетей 25', 25, 26, 27, 26', 27' второй секции 20. Это позволит сократить погрешности толщины, а также повысить качество конечного продукта.
Предпочтительно каждая клеть 25', 25 с неподвижно закрепленными валками содержит валок 31 с электроприводом и вертикальной осью, а также механические средства передачи, выполненные с возможностью передачи движения от валка с электроприводом на два других валка клети. Предпочтительно указанный валок с вертикальной осью приводится в движение при помощи приводного вала с вертикальной осью для каждой клети 25', 25 с неподвижно закрепленными валками. Данное решение также является предпочтительным, поскольку оно позволяет сделать основание второй секции 20 более простым, что более подробно будет описано далее со ссылкой на фиг. 17.
Предпочтительно вторая секция 20 прокатного стана 1 содержит по меньшей мере одну клеть с регулируемыми валками, функционально расположенную после клети или клетей 25', 25 с неподвижно закрепленными валками. Термин «клеть с регулируемыми валками» относится к клети, в которой расстояние от валков до оси 100 прокатки может быть отрегулировано для изменения условий прокатки и внесения соответствующих изменений в диаметр. Предпочтительно по меньшей мере одна клеть с регулируемыми валками также содержит валок с электроприводом и вертикальной осью.
В соответствии с предпочтительным вариантом реализации, показанным на сопроводительных чертежах, прокатный стан 1 содержит группу клетей 26, 27, 26', 27' с регулируемыми валками (или вторые клети 26, 27, 26', 27'), последовательно расположенных вдоль оси 100 прокатки после клети с неподвижно закрепленными валками 25', 25, также относительно направления 200 подачи. Предпочтительно каждая из вторых клетей 26, 27, 26', 27' содержит первый валок 34, 34' с электроприводом и вертикальной осью.
В соответствии с возможным вариантом реализации вторая секция 20 также содержит холостую клеть 28, данный термин используется для обозначения клети, в которой не выполняется уменьшение толщины или деформация полого изделия, и в которой валок или валки предназначены лишь для перемещения или направления детали вдоль направления 100 прокатки. Такая холостая клеть 28 может быть расположена, например, между клетью с неподвижно закрепленными валками и клетью с регулируемыми валками или в качестве альтернативы после клети с регулируемыми валками в зависимости от требований к конструкции стана.
На фиг. 1-4 показаны схематические изображения возможных конфигураций прокатного стана 1 в соответствии с изобретением. На данных схематических изображениях первая секция 10 прокатного стана 1 имеет конфигурацию, создаваемую при помощи шести клетей 15', 15, 15'' прокатного стана, по три валка в каждой, как описано выше. В общем случае вторая секция 20 задает шестнадцать положений, каждое из которых предназначено для клети прокатного стана (с неподвижно закрепленными или регулируемыми валками) или в качестве альтернативы для холостой клети. На всех схематических изображениях тринадцать из шестнадцати положений выполнены таким образом, чтобы в них можно было поместить клеть с неподвижно закрепленными валками или в качестве альтернативы холостую клеть, а три последних положения таким образом, чтобы в них можно было поместить клети любого типа (клеть с неподвижно закрепленными валками, клеть с регулируемыми валками, холостую клеть).
В соответствии с настоящим изобретением вторая секция 20 содержит первый участок 21, задающий первую группу положений, в которые может быть помещена клеть 25', 25 с неподвижно закрепленными валками или альтернативно холостая клеть 28. Вторая секция 20 также содержит второй участок 22, определяющий вторую группу положений, в которые могут быть помещены клети с неподвижно закрепленными валками, клети с регулируемыми валками или холостые клети, при этом клети с регулируемыми валками также могут быть функционально объединены в группу (60, 62).
В соответствии с конфигурацией, показанной на фиг. 1, вторая секция 20 имеет такое же количество клетей с неподвижно закрепленными валками, а именно, четырнадцать клетей 25', 25 с неподвижно закрепленными валками, расположенных последовательно, начиная от входной стороны 20'. Последние два положения второй секции 20 заняты двумя клетями 26, 27 с регулируемыми валками. Предпочтительно эти клети соединены друг с другом таким образом, чтобы образовывать единую группу 60 из двух клетей с регулируемыми валками, при этом по меньшей мере один валок с электроприводом одной из этих клетей функционально соединен с валком другой клети. В дальнейшем для обозначения такой группы 60 будет использоваться словосочетание «четная двойная клеть 60, где термин «четный» означает, что две клети 26 и 27, образующие такую двойную клеть, используются, когда общее количество клетей прокатного стана является четным.
На схематичном изображении на фиг. 2 вторая секция 20 имеет тринадцать клетей 25', 25 с неподвижно закрепленными валками, которые занимают тринадцать положений, начиная с входной стороны 20'. В данном случае первые два положения второго участка 22 (соответствующие 14му и 15му положениям второй секции 20) заняты другой группой 62 клетей 26', 27' с регулируемыми валками (далее именуемая «нечетной двойной клетью 62»), где термин «нечетный» означает, что две клети 26' и 27', образующие двойную клеть, используются, когда общее количество клетей прокатного стана является нечетным. Последнее положение второго участка 22 занято холостой клетью 28.
Четная двойная клеть 62 по существу и функционально аналогична нечетной двойной клети 60, поскольку валок с электроприводом одной из клетей 26' или 27' функционально соединен с валком другой клети. Фактически для двойных клетей (четных двойных клетей 60 и нечетных двойных клетей 62) предпочтительно используют одинаковые технические решения с точки зрения задания и передачи движения между различными деталями. Следует отметить, что обе двойные клети (четная двойная клеть 60 и нечетная двойная клеть 62) приводят в движение при помощи средств привода (обычно приводных валов), установленных в заранее заданных положениях вдоль второго участка 22 второй секции 20. Таким образом, для адаптации средств привода, установленных в самых левых положениях относительно второго участка 22, нечетная двойная клеть 62 имеет конфигурацию, которая фактически является зеркальным отражением конфигурации четной двойной клети 60 относительно вертикальной плоскости, содержащей ось 100 прокатки.
На схематичном изображении на фиг. 3 показано восемь клетей 25', 25 с неподвижно закрепленными валками и шесть холостых клетей 28, последовательно расположенных после клетей 25', 25 с неподвижно закрепленными валками. Последние два положения (15ое и 16ое) второй секции 20 заняты клетями 26, 27 с регулируемыми валками четной двойной клети 60 аналогично тому, как показано на фиг. 1. Наконец, на схематичном изображении с фиг. 4 показано семь клетей 25', 25 с неподвижно закрепленными валками, после которых последовательно расположено шесть холостых клетей 28. Последние три положения заняты клетями 26', 27' с регулируемыми валками нечетной двойной клети 62 и холостой клетью 28 аналогично тому, как показано на фиг. 2.
В целом конфигурация второй секции 20 с точки зрения количества и положения клетей с неподвижными валками 25', 25 и холостых клетей 28 на первом участке 21 и с точки зрения положения клетей с регулируемыми валками / клетей с неподвижно закрепленными валками / холостых клетей во втором участке 22 может изменяться в соответствии с требованиями процесса. В частности, выбор количества используемых клетей и их расположения в прокатном стане 1 во многом зависит от уменьшения диаметра, что происходит на этапе калибровки (вторая секция 20). В связи с этим предпочтительно ограничить количество значений диаметра на выходе из первой секции 10 относительно количеств значений диаметра, которые можно получить на выходе второй секции 20.
На видах в разрезе на фиг. 17 и 18, подробно описанных ниже, можно заметить, что первый участок 21 секции 20 фактически не требует основания под опорной поверхностью 300. Такие основания всегда требуются только для второго участка 22, который задает значительно меньшее количество положений по сравнению с количеством положений, заданных первым участком 21. Фактически в соответствии с настоящим изобретением и в отличие от решений, известных из уровня техники, прокатку без оправки, в основном, выполняют при помощи клетей с неподвижно закрепленными валками.
На фиг. 1-4 можно увидеть, что в прокатном стане в соответствии с настоящим изобретением, предусмотрен первый измеритель 166 скорости для измерения скорости подачи полого изделия между двумя секциями 10, 20 прокатного стана 1, чтобы контролировать скорость вдоль второй секции 20. В связи с этим прокатный стан 1 также содержит второй измеритель 167 скорости, функционально расположенный у выхода из второй секции 20.
Прокатный стан 1 дополнительно содержит толщиномер 178, расположенный у выхода второй секции 20. Можно заметить, что продольная конфигурация прокатного стана 1, соответствующего настоящему изобретению, обеспечивает преимущество, состоящее в отсутствии необходимости установки по меньшей мере одного из толщиномеров, которые являются обязательными в стандартных системах, состоящих из двух независимых линий прокатки (до нагревательной печи и после конечного устройства калибровки).
На фиг. 5 и фиг. 6 представлены виды сбоку второй секции 20 прокатного стана 1 с фиг. 1 и фиг. 2 соответственно. В частности, на фиг. 5 показано расположение клетей 25', 25 с неподвижно закрепленными валками и четной двойной клети 60, являющихся частями второй секции 20. На фиг. 6 показано расположение клетей 25', 25 с неподвижно закрепленными валками, нечетной двойной клети 62, холостой клети 28, являющихся частями второй секции 20. Можно увидеть, как второй участок 22 второй секции 20 позволяет изменять положение клетей с регулируемыми валками при помощи четной двойной клети 60 или в качестве альтернативы при помощи нечетной двойной клети 62 в соответствии с эксплуатационными требованиями.
На фиг. 7 показан вид в плане второй секции 20 клети с фиг. 5. На фиг. 7 показаны четная двойная клеть 60 и средства привода (приводные валы 30А, 30В, 30С), установленные на втором участке 22. Можно заметить, что двойная клеть 60 выполнена с возможностью взаимодействия с двумя приводными валами 30А, 30В (в дальнейшем «правый приводной вал 30А» и «левый приводной вал 30В»), расположенными на противоположных сторонах от оси 100 прокатки. Правый приводной вал функционально связан с предпоследним положением второго участка 22, а левый приводной вал связан с последним положением того же участка. При сравнении фиг. 5, 6 и 7, можно увидеть, что нечетная двойная клеть 62 (изображенная на фиг. 6), благодаря другому положению, которое она должна занять на втором участке 22, выполнена, с одной стороны, с возможностью взаимодействия с правым приводным валом 30А, а с другой стороны, с возможностью взаимодействия с приводным валом 30С, который расположен на одной стороне с левым приводным валом 30В, но связан с первым положением второго участка 22, находящимся сразу после первого участка 21. Как описано выше, данное состояние является необходимым для того, чтобы с функциональной и конструктивной точек зрения клеть 62 была зеркальным отражением клети 60 относительно вертикальной плоскости, содержащей ось 100 прокатки.
Как показано на фиг. 5 и 6, вторая секция 20 содержит первые нажимные цилиндры 290 для разблокировки, расположенные на входной стороне 20', и вторые нажимные цилиндры 291 для блокировки, расположенные на выходной стороне 20'' второй секции 20. Вторые цилиндры 291 оказывают осевое давление на клети 25', 25, 26, 27, 26', 27' и холостые клети 28 в направлении, противоположном направлению 200, для их сжатия вдоль направления прокатки и блокировки в осевом направлении. Первые цилиндры 290, наоборот, оказывают осевое давление на клети 25', 25, 26, 27, 26', 27 и холостые клети 28 в направлении, совпадающем с направлением 200, для их разблокировки после блокировки в осевом направлении, чтобы выполнить операции по замене клети.
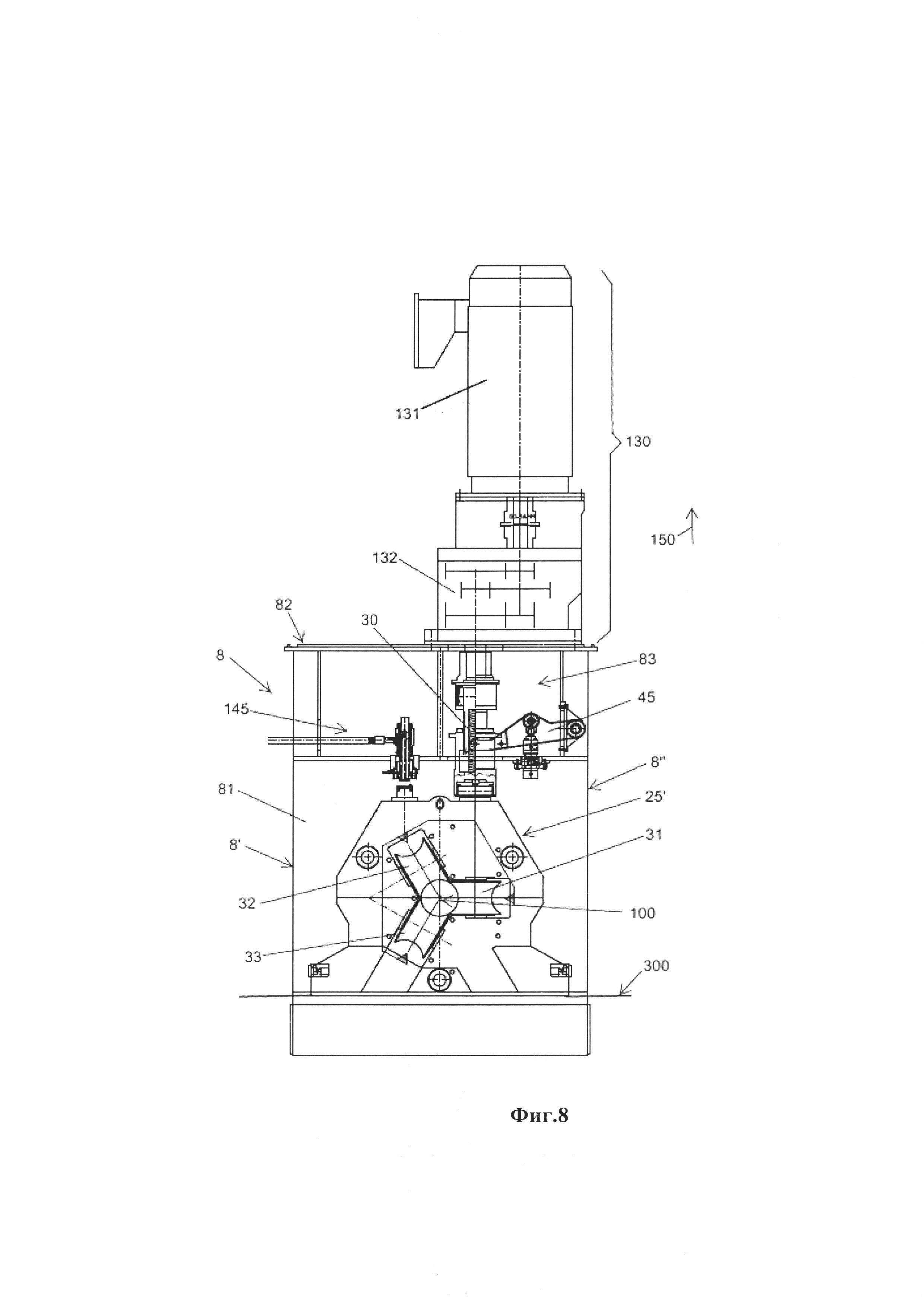
На фиг. 8 представлен вид, полученный с помощью плоскости разреза VIII-VIII с фиг. 5. На фиг. 8 входная клеть 25' с неподвижными валками показана спереди, то есть с точки на оси 100 прокатки, расположенной после первой секции 10. Как показано на данном сопроводительном чертеже, клеть 25' расположена в первом пространстве 81, заданном при помощи неподвижной конструкции 8, проходящей по вертикали (в вертикальном направлении 150), а также горизонтальной плоскости 300, на которой расположена сама клеть. Неподвижная конструкция 8 дополнительно содержит опорную плоскость 82, которая проходит параллельно опорной поверхности 300. Управляющее устройство 130 приводного вала 30 с вертикальной осью установлено над опорной плоскостью 82. Приводной вал с вертикальной осью выполнен с возможностью разъемного соединения с первым валком 31 клети 25', имеющим вертикальную ось. В связи с этим предусмотрено устройство 45 для соединения / отсоединения вертикального управляющего приводного вала 30, который практически полностью установлен во втором пространстве 83, заданным между первым пространством 81 и опорной плоскостью 82. Устройство соединения / отсоединения выполнено с возможностью перемещения вертикального приводного вала 30 между соединенным положением, в котором приводной вал функционально соединен с первым валком 31, и разблокированным положением, в котором приводной вал отсоединен от валка, например, для обеспечения возможности замены клети 25'.
На фиг. 8 также показано, что управляющее устройство 130 приводного вала 30 содержит электродвигатель 131 и механический редуктор 132. Механический редуктор 132 расположен над опорной плоскостью 82 между электродвигателем 131 и вертикальным приводным валом 30. Предпочтительно электродвигатель 131 имеет вертикальную ось, то есть не выступает в поперечном направлении из конструкции 8. В связи с этим предпочтительно, чтобы пространство рядом с боковыми сторонами 8', 8'' конструкции оставалось свободным и могло быть использовано во время операции по замене клети, как описано ниже (со ссылкой на фиг. 17 и 18).
На виде в плане на фиг. 7 можно увидеть, что каждая клеть секции повернута на 180° относительно соседней клети в соответствии с вышеописанным принципом. В частности, показано, что соединенное положение 125 вертикального приводного вала относительно входной клети 25' с неподвижными валками повернуто на 180° относительно соединенного положения 125' вертикального приводного вала второй клети 25, находящейся в непосредственной близости от входной клети. То же самое можно сказать о соединенном положении 125'' третьей клети, находящейся рядом со второй клетью 25, и так далее. Можно заметить, что такое соотношение сохраняется для всех положений, заданных второй секцией 20, а, следовательно, и для второго участка 22 секции.
Следует отметить, что вышеуказанные технические решения, описанные со ссылкой на фиг. 6, 7 и 8, подходят для всех клетей 25', 25 с неподвижно закрепленными валками, установленных во второй секции 20, и, следовательно, для клетей 26, 27, 26', 27' с регулируемыми валками. Например, для каждой клети (с неподвижно закрепленными или регулируемыми валками) имеются соответствующие управляющие устройства, установленные над опорной плоскостью 82 конструкции 8, что позволяет оставить свободное пространство рядом с боковыми сторонами 8', 8'' конструкции вдоль всего приводного вала вдоль оси 100 прокатки.
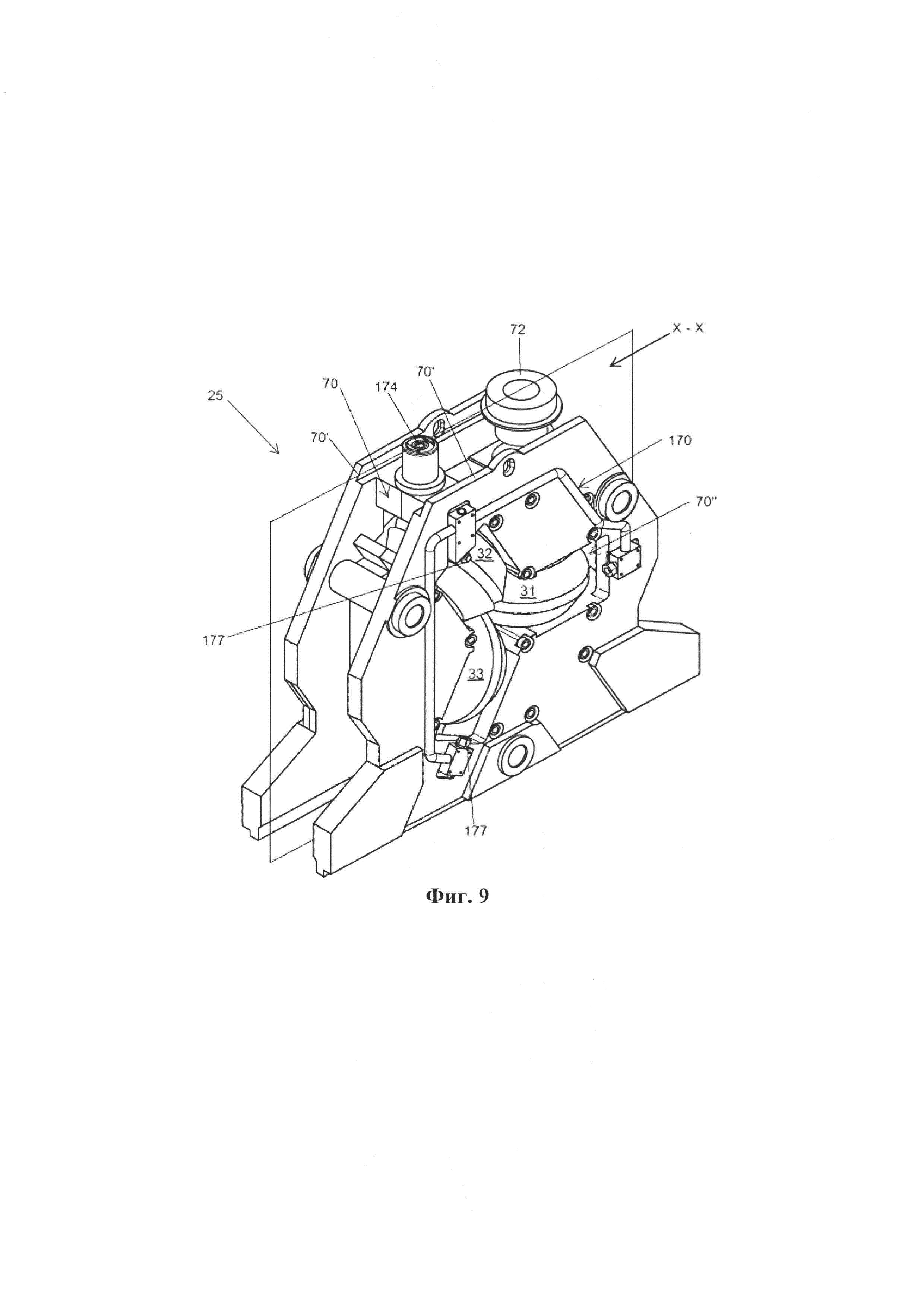
На фиг. 9 и 10 показаны виды, относящиеся к варианту реализации клети 25 с неподвижно закрепленными валками, соответствующей настоящему изобретению, которые могут быть расположены в любом положении первого участка 21 или второго участка 22 второй секции 20. Как показано на фиг. 9, клеть 25 содержит корпус 70, который располагается между двумя пластинами 70' и имеет валки 31, 32, 33. Последние имеют конфигурацию, известную из уровня техники, и сохраняют неподвижное положение, то есть не регулируются относительно оси 100 прокатки. Таким образом, клеть 25 всегда обеспечивает одно и то же состояние прокатки, то есть одно и то же уменьшение диаметра. В целом, корпус 70 и две пластины 70' выполнены с возможностью задания рабочего углубления 70'', в которое могут быть помещены три прокатных валка 31, 32, 33, взаимное расположение которых фактически определяет ось 100 прокатки.
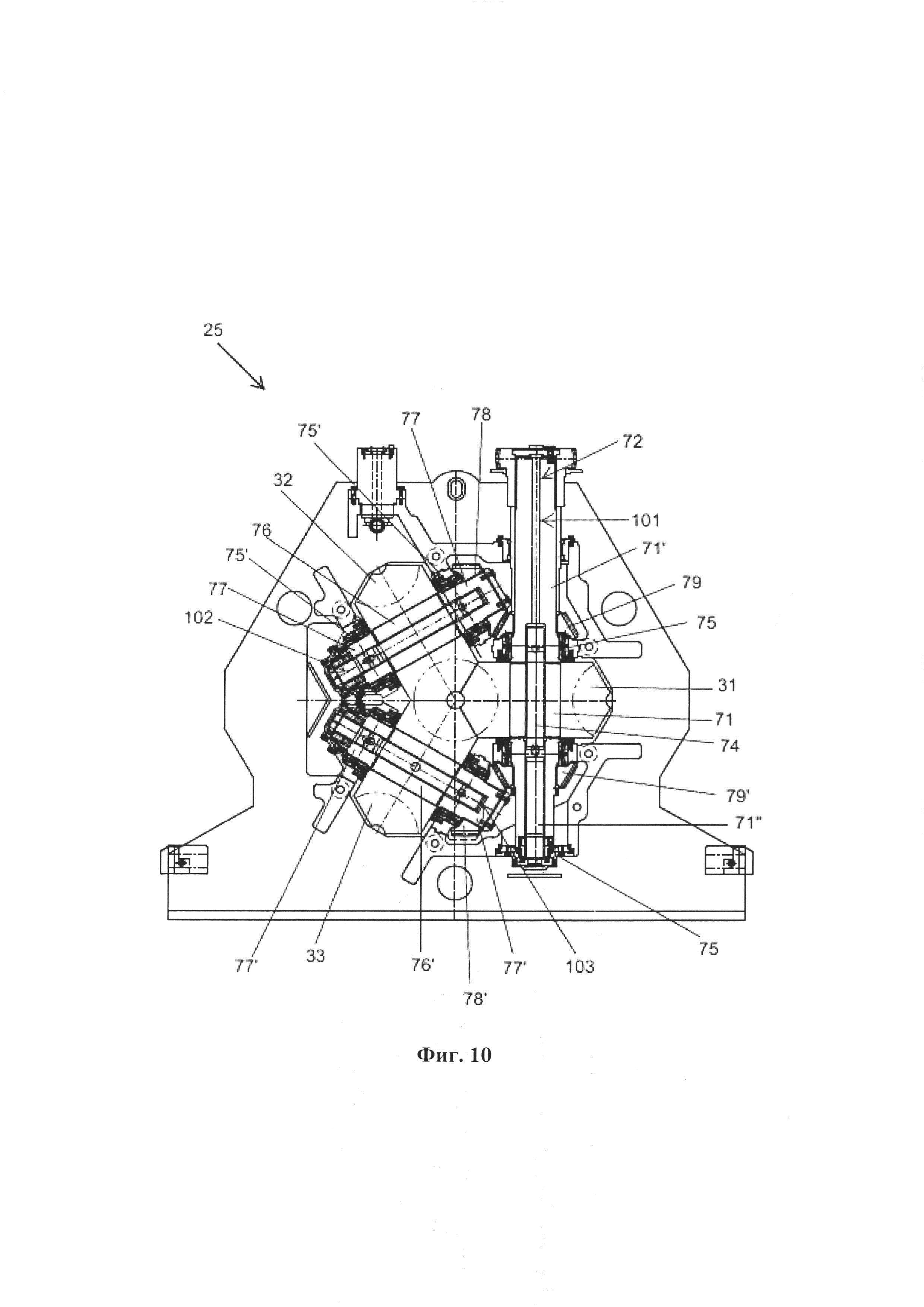
Как показано на фиг. 10, первый валок 31 имеет вертикальную ось 101 (или первую ось 101), заданную центральным элементом 71, на который валок установлен при помощи шпонки. Центральный элемент 71 с одной стороны соединен с первым поперечным элементом 71', а с другой стороны со вторым поперечным элементом 71'', при этом оба элемента расположены напротив друг друга относительно первого валка 31. А конкретнее, центральный элемент 71 соединен с каждым из двух поперечных элементов 71', 71'' при помощи осевого соединения (например, осевых зубьев или желобчатых профилей) таким образом, что три элемента 71, 71', 71'' вращаются синхронно. Первый поперечный элемент 71' содержит свободный конец 72, который может быть соединен с вертикальным приводным валом 30, как показано на фиг. 8, или с другими функционально эквивалентными средствами привода.
Вместе три элемента 71, 71', 71'' образуют первый набор элементов 71-71'-71'', который поддерживает первый валок 31 и обеспечивает его вращение. В связи с этим предусмотрен соединительный штырь 74, расположенный внутри трех полых элементов 71, 71', 71'' в продольном направлении и предотвращающий их снятие. Также предусмотрены первые опоры 75, расположенные в различных положениях вдоль первой оси 101 для обеспечения вращения элементов набора элементов 71, 71', 71''. Следует отметить, что осевое соединение между центральным элементом 71 и двумя поперечными элементами 71', 71'' является разъемным, что позволяет упростить извлечение первого валка 31 из рабочего углубления, заданного с помощью корпуса 70 клети 25.
Аналогичным образом для вращения второго валка 32 предусмотрен второй набор элементов 76-77, определяемый соединенным в осевом направлении центральным элементом 76 (также при помощи осевого соединения) и двумя поперечными элементами 77, вращающихся на вторых опорах 75'. Второй набор элементов задает вторую ось 102 вращения для второго валка 32, расположенную под углом 120° к первой оси 101 вращения. Третий набор элементов (обозначенных при помощи ссылочных позиций 76', 77'), который конструктивно эквивалентен второму набору элементов 76-77, поддерживает третий валок 33, тем самым задавая третью ось вращения 103, расположенную под углом 120° к вертикальной оси 101 и ко второй оси 102.
На фиг. 10 показано, что, как было описано выше, первый валок 31 также функционально соединен со вторым валком 32 и с третьим валком 33 через средства привода, выполненные с возможностью привода всех валков в движение при помощи управляющего приводного вала 30, соединенного с первым набором элементов 71, 71', 71'', относящихся к первому валку 31. В показанном варианте реализации средства передачи содержат две ведущие конические шестерни 79, 79', каждая из которых установлена при помощи шпонки на одном из поперечных элементов 71', 71'' первого набора элементов 71-71'-71''. Первая ведущая коническая шестерня 79 входит в зацепление с первой ведомой шестерней 78, установленной при помощи шпонки на поперечном элементе 77 второго набора элементов 76-77, расположенном ближе всего к вертикальной оси 101 вращения первого валка 31. Аналогичным образом вторая ведущая коническая шестерня 79 входит в зацепление со второй ведомой шестерней 78', установленной при помощи шпонки на поперечном элементе 77' третьего набора элементов 76'-77', расположенном ближе всего к вертикальной оси 101 вращения первого валка 31. Средства передачи выполнены таким образом, чтобы обеспечить синхронное вращение трех валков 31, 32, 33. Таким образом, ведущие конические шестерни 79, 79' сцепляются с соответствующими ведомыми шестернями 78, 78' с коэффициентом передачи, равным 1.
Как показано на фиг. 9, можно заметить, что клеть 25 имеет систему охлаждения валка 31, 32, 33, содержащую впускное отверстие 174, которое может быть соединено с внешним контуром, а также охлаждающий контур 170, содержащий три концевых сопла 177, каждое из которых выполнено с возможностью выпуска охлаждающей жидкости рядом с одним из трех прокатных валков 31, 32, 33. На фиг. 8 можно заметить, что конструкция 8 второй секции 20 содержит соединительное устройство 145 для соединения / отсоединения вышеуказанного впускного отверстия 174 клети 25 с / от внешнего контура подачи. Такое соединительное устройство 145 установлено на боковой стороне устройства 45 для соединения / отсоединения вертикального приводного вала 30.
На фиг. 11-16 показана группа клетей с регулируемыми валками. В частности, на данных сопроводительных чертежах показана четная двойная клеть 60, которая может быть установлена на втором участке 22 второй секции 20, например, в конфигурации, изображенной на фиг. 1 и 3. Технические решения для четной клети 60, описанные ниже, с учетом соответствующих изменений могут быть также использованы для нечетной клети 62. В связи с этим со ссылкой на фиг. 1-4, описанные выше, необходимо подчеркнуть, что технические решения, описанные ниже, для первой клети 26 и для второй клети 27 четной двойной клети 60 соответствуют техническим решениям для второй клети 27' и первой клети 26' нечетной двойной клети 62, соответственно, с конструктивной точки зрения (для компонентов, задания движения, положения валков и так далее).
Как показано на фиг. 11, четная двойная клеть 60 содержит первую клеть 26 и вторую клеть 27, расположенную рядом с первой клетью 26. Как было описано выше, первая клеть 26 содержит по меньшей мере один ведущий валок, то есть валок, который приводится в движение непосредственно через средства привода, предпочтительно через управляющий приводной вал. В соответствии с настоящим изобретением двойная клеть 60 содержит устройство передачи, которое функционально соединяет по меньшей мере один ведущий валок первой клети 26 с ведомым валком 34' второй клети 27 таким образом, что ведомый валок 34' приводится в движение, если и не напрямую, при помощи тех же средств привода, которые приводят в движение ведущий валок.
В соответствии с предпочтительным вариантом реализации двойная клеть 60 предпочтительно содержит три устройства передачи, каждое из которых функционально соединяет валок с электроприводом одной из двух клетей 26 или 27, который действует как «ведущий валок», с валком другой клети 27 или 26, который становится «ведомым валком». Таким образом, привод шести валков двойной клети (по три валка для каждой клети) в движение осуществляется при помощи всего трех управляющих приводных валов, каждый из которых соединен с валками клетей 26, 27, действующими как «ведущие валки».
На фиг. 11 представлен перспективный вид двойной клети 60, соответствующей настоящему изобретению. Предпочтительно две клети 26, 27, образующие двойную клеть 60 объединены в одну конструкцию, заданную корпусом 60', закрытым в осевом направлении при помощи двух пластин 60''. Корпус 60' и пластины 60'' определяют рабочее углубление 61, в котором расположены валки 34, 35, 36 первой клети 26 и валки 34', 35', 36' второй клети 27. Корпус 60' также имеет опоры для элементов, которые обеспечивают вращение валков и регулировку их положения. В связи с этим на фиг. 12 и 13 представлены виды в разрезе, на которых показано пространственное расположение валков 34, 35, 36, 34', 35', 36' двух клетей 26, 27 соответственно.
Как показано на фиг. 12, первый валок 34 в первой клети 26 имеет вертикальную ось 111 вращения (или первую ось 111), а второй валок 35 вращается вокруг второй оси 112, расположенной под углом 120° к первой оси 111. В частности, второй валок 35 функционально расположен над исходной плоскостью 105, которая проходит через ось 100 прокатки и является параллельной опорной поверхности 300. Третий валок 36 вращается вокруг третьей оси 113, расположенной под углом 120° к первой оси 111. Третий валок 36 функционально расположен под исходной плоскостью 105.
Как показано на фиг. 13, в соответствии с принципами устройства заявленного изобретения три валка 34', 35', 36' во второй клети 27 повернуты на 180° относительно валков 34, 35, 36 первой клети 26. В связи с этим, сравнивая фиг. 12 и 13, можно заметить, что второй валок 35' второй клети 27 функционально расположен над исходной плоскостью 105, но ось 112' вращения параллельна оси 113 вращения третьего валка 36 первой клети 26. Третий валок 36' второй клети 27 функционально расположен под исходной плоскостью 105, а его ось 113' вращения параллельна оси 112 вращения второго валка 35 первой клети 26. Ось 111 вращения первого валка 34 первой клети 26 является зеркальным отражением оси 111' вращения первой клети 27 относительно вертикальной плоскости, содержащей ось 100 прокатки.
Со ссылкой на фиг. 13 ниже приведено описание способа, при помощи которого задается вертикальная ось 111' вращения первого валка 34' второй клети 27. Технические решения, описанные ниже, могут быть использованы для других валков 35', 36' второй клети 27, а также для валков 34, 35, 36 первой клети 26.
Первый валок 34' установлен при помощи шпонки на центральную втулку 134, соединенную в осевом направлении (например, через зубчатое соединение) с первой муфтой 135 и второй муфтой 136. Продольный штырь 137 расположен внутри центральной втулки 134 и муфт 135, 136 для предотвращения удаления, снятия набора элементов 134-135-136, сформированного в соответствии с вышеуказанным принципом.
Вторая клеть 27 содержит элемент 191 передачи, который может быть соединен с внешними средствами привода, например, с приводным валом вертикальной оси. Элемент 191 передачи вращается относительно корпуса 60' клети 60 при помощи подходящих опор 192. Следует отметить, что элемент 191 передачи устанавливает неподвижное положение соединения для вертикального приводного вала или в любом случае для используемых средств привода.
Вторая клеть 27 также содержит сочленение 195, выполненное с возможностью передачи движения от элемента 191 набору элементов 134-135-136, который поддерживает первый валок 34'. В частности, сочленение 195 соединяет концевую часть 196 элемента 191 передачи с соединительным элементом 197, установленным при помощи шпонок / винтов на часть второй муфты 136 набора элементов 134-135-136. Положение первого валка 34' регулируется при помощи регулировочного устройства (описанного ниже), а положение элемента 191 передачи является постоянным относительно корпуса 60' двойной клети 60. Таким образом, ось вращения первого валка 34' может иметь смещенное положение относительно оси вращения элемента 191 передачи, заданное опорами 192.
Таким образом, сочленение 195 имеет специальную функцию поддержания соединения между набором элементов 134-135-136, и, следовательно, первым валком 34', соединенным с первым элементом 191 передачи также после изменения положения оси 111' вращения первого валка 34'.
На фиг. 12 и 13 можно увидеть технические решения, соответствующие вышеописанным техническим решениям для других двух валков 35', 36' второй клети 27, а также для валков 34, 35, 36 первой клети 26. В частности, для всех валков предусмотрен набор опорных элементов, который задает ось их вращения, элемент передачи вращения относительно корпуса 60', а также сочленение, которое функционально соединяет элемент передачи с набором опорных элементов в соответствии с вышеуказанными способами. Следует повторно отметить, что технические решения, описанные здесь для клетей 26, 27 четной двойной клети 60, подходят и для нечетной двойной клети 62, описанной выше, так как с конструктивной точки зрения последняя является зеркальным отражением четной двойной клети 60 относительно вертикальной плоскости, содержащей ось 100 прокатки.
В соответствии с предпочтительным вариантом реализации настоящего изобретения четная двойная клеть 60 содержит первое устройство 91 передачи, которое функционально соединяет первый валок 34 первой клети 26 с первым валком 34' второй клети 27. На виде в разрезе на фиг. 15 представлен один вариант реализации устройства 91 передачи. В частности, первое устройство 91 содержит первое зубчатое колесо 95 и второе зубчатое колесо 95', которые имеют параллельные оси и находятся в зацеплении друг с другом. Первое зубчатое колесо 95 сцепляется с зубчатой частью элемента 191 передачи, соединенной с набором элементов 134-135-136 при помощи качающегося сочленения 195, при этом данный набор элементов функционально соединен с первым валком 34' второй клети 27. Второе зубчатое колесо 95' сцепляется с зубчатой частью другого элемента 191' передачи, относящегося к первой клети 26. Как показано на фиг. 12, другой элемент 191' передачи может быть соединен с набором элементов 134'-135'-136' при помощи соответствующего сочленения 195' в соответствии с принципом, описанным выше.
Вращение элемента 191 передачи передается через два зубчатых колеса 95, 95' другому элементу 191' передачи с коэффициентом передачи, предпочтительно равным 1. Благодаря этому, два элемента 191, 191' передачи и соответствующие наборы элементов 134-135-136, 134'-135'-136' вращаются с одинаковой скоростью. Очевидно, что, изменяя количество зубьев элементов 191 и 191', могут быть получены разные скорости.
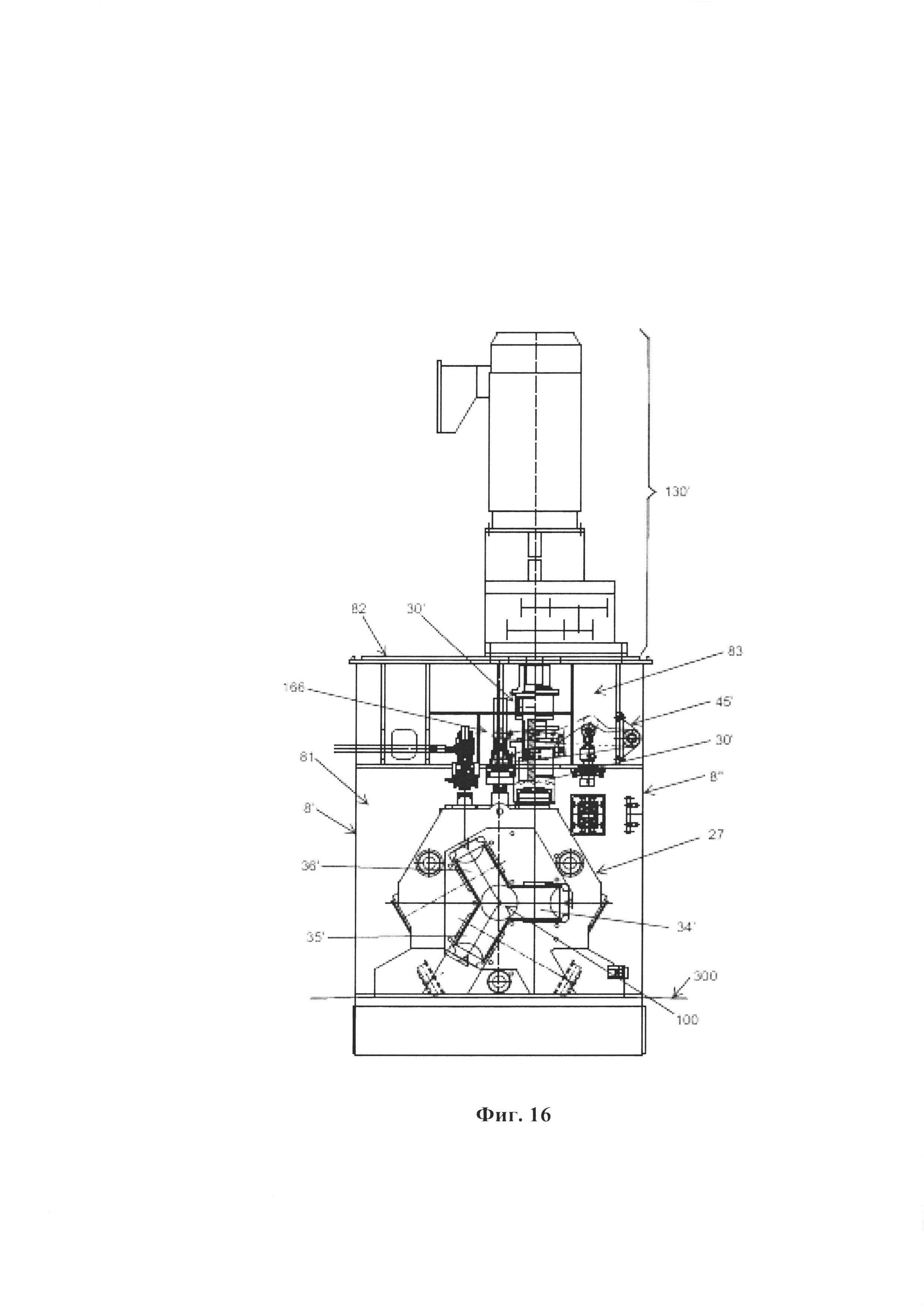
На виде в плане на фиг. 14 показан элемент 191 передачи, с которым предпочтительно соединен первый вертикальный управляющий приводной вал 30', как показано на фиг. 16. В связи с этим конструкция 8 второй секции 20 содержит устройство 45' для соединения / отсоединения первого приводного вала 30'. Последний приводится в движение через соответствующее устройство 130' привода, расположенное над опорной плоскостью 82 конструкции 8, в соответствии с решением, аналогичным описанному в описании клети 25' с неподвижными валками. На фиг. 16 можно заметить, что элемент 191' передачи, функционально соединенный с первым валком 34 первой клети 26, не соединяется с любым внешним приводом из-за устройства 191 передачи. Кроме того четная двойная клеть 60 содержит второе устройство передачи, которое функционально соединяет второй валок 35 первой клети 26 с третьим валком 36' второй клети 27. Четная двойная клеть 60 также содержит третье устройство передачи, которое функционально соединяет третий валок 36 первой клети 26 со вторым валком 35' второй клети 27. Второе устройство передачи и третье устройство привода имеют те же конфигурации, что и первое устройство 91, описанное выше. Использование трех устройств передачи, как указано выше, позволяет сократить число приводных валов до трех, следовательно, сокращается и количество электродвигателей, необходимых для перемещения шести валков четной двойной клети 60. Это позволяет сократить расходы на производство и управление установкой.
Предпочтительно второе устройство передачи приводится в движение через второй приводной вал 30'', соединенный со вторым элементом 198 передачи (как показано на фиг. 11 и 12), который функционально соединен с третьим валком 36 первой клети 26. Третье устройство передачи приводится в движение через третий приводной вал 30''', соединенный с дополнительным элементом 199 передачи (изображенным на фиг. 13), который функционально соединен с третьим валком 36' второй клети 27. Термин «функционально соединен» означает, что один из элементов 198, 199, 191, 191' передачи соединен при помощи сочленения с соответствующим набором элементов, имеющим соответствующий валок, согласно вышеописанным принципам.
Другими словами, второе устройство передачи и третье устройство передачи приводятся в движение через соответствующий наклонный приводной вал 30'', 30''', который находится в зацеплении с соответствующим элементом 198, 199 передачи в положении рядом с опорной поверхностью 300 и в любом случае под исходной плоскостью 105, указанной выше. Данное расположение наглядно показано на виде в разрезе на фиг. 18, на котором в дополнение к двум наклонным приводным валам 30'', 30''' показана конфигурация оснований прокатного стана 1 для второго участка 22 второй секции 20. В связи с этим наклонные приводные валы 30'', 30''' приводятся в движение через средства привода 155, известным из уровня техники. Следует отметить, что из-за вышеуказанного расположения основания второго участка 22 имеют большую высоту относительно оснований стандартной секции прокатки с клетями, имеющими три валка. Также можно заметить, что взаимное расположение трех приводных валов 30', 30'', 30''' обеспечивает преимущество, состоящее в возможности выполнения двусторонней замены клети, как описано ниже.
Как показано на фиг. 12 и 13, двойная клеть 60 содержит первый механизм регулировки положения валков 34, 35, 36 первой клети 26 и второй механизм регулировки положения валков 34', 35', 36' второй клети 27. Предпочтительно, чтобы два механизма регулировки имели одинаковые конфигурации. Таким образом, для простоты ниже будет приведено описание со ссылкой на фиг. 13 только для второго механизма регулировки, относящегося ко второй клети 27.
Второй механизм регулировки содержит по одной паре поперечных втулок для каждого из валков 34', 35', 36', при этом каждая пара установлена при помощи шпонки на одну из поперечных муфт, которые определяют набор элементов, имеющий соответствующий валок, согласно вышеописанным принципам. Что касается второго валка 35', первая поперечная втулка 171 и вторая поперечная втулка 172 установлены на первой муфте 135' и на второй муфте 136' соответственно, при этом муфты определяют набор элементов 134', 135', 136', на котором расположен второй валок 35'. В частности, две поперечные втулки 171, 172 установлены на соответствующих муфтах 136', 135' через подходящие подшипники 182. Второй механизм регулировки содержит по существу дугообразный соединительный элемент 173, соединяющий две поперечные втулки 171, 172 таким образом, что последние остаются функционально соединенными.
Каждая из двух поперечных втулок 171, 172 содержит зубчатую часть, которая сцепляется с зубчатой частью соответствующей поперечной втулки 171', 172', которая установлена на поперечной муфте, относящейся к набору элементов, который имеет другой валок клети. В частности, зубчатая часть первой втулки 171 сцепляется с зубчатой частью соответствующей поперечной втулки 171', установленной на второй поперечной муфте 136 набора элементов 134-135-136, который поддерживает первый валок 34. Зубчатая часть второй втулки 172 сцепляется с зубчатой частью другой поперечной втулки 172', установленной на поперечной муфте 135'' соответствующего набора элементов 134''-135''-136'', который имеет третий валок 36'. Благодаря таким зубчатым соединениям, вращение и перемещение двух поперечных втулок 171, 172, относящихся ко второму валку 35', приводит к соответствующему вращению и перемещению других поперечных втулок 171', 172', относящихся к другим валкам 34', 36'.
Как показано на фиг. 13, механизм регулировки содержит регулировочную ведущую шестерню 175, которая может быть приведена в движение при помощи внешнего устройства 166 (показано на фиг. 16), установленного на опорной конструкции 8 второй секции 20 прокатного стана. Предпочтительно регулировочная ведущая шестерня 175 вращается вокруг вертикальной оси вращения (параллельно оси первого валка 34') и функционально соединена с узлом, образованным двумя поперечными втулками 171, 172 и соединительным элементом 173 таким образом, что вращение ведущей шестерни 175 приводит к вращению узла 171-172-173 вокруг оси, смещенной относительно оси вращения 112' второго валка 35'. Вращение узла элементов 171-172-173 приводит к соответствующему эксцентричному вращению набора элементов 134'-135'-136' и, следовательно, второго валка 35', который изменяет свое положение относительно оси 100 прокатки. Эксцентричное вращение набора элементов 134'-135'-136' также передается набору элементов, поддерживающему другие валки 34', 36', под влиянием сцепления между различными поперечными втулками 171, 172, 171', 172', описанными выше. Таким образом, другие валки 34'. 36' также изменяют свое положение относительно оси 100 прокатки в соответствии с положением второго валка 35'.
Со ссылкой на фиг. 16 следует отметить, что внешний механизм 166, выполненный с возможностью привода регулировочной ведущей шестерни 175 в движение, предпочтительно установлен во втором пространстве 83, заданном конструкцией 8. Внешний механизм 166 может быть соединен с возможностью снятия с соответствующей ведущей шестерней 175, которая выступает из корпуса 60' двойной клети 60. Как было сказано выше, первый механизм регулировки первой клети 26 двойной клети 60 имеет конфигурацию, соответствующую вышеописанной конфигурации второго механизма регулировки, что становится очевидным при сравнении фиг. 12 и 13. Можно заметить, что две регулировки радиальных положений валков клетей 26, 27 выполняются независимо, поскольку они управляются при помощи независимых ведущих шестерен 175 и 175'.
В соответствии с другим аспектом настоящего изобретения, вторая секция 20 содержит первую платформу 51 и вторую платформу 52, которые проходят в продольном направлении на противоположных сторонах 8', 8'' конструкции 8. Каждая из таких платформ 51, 52 может иметь запасную клеть 25А, запасную четную двойную клеть 60А или запасную нечетную двойную клеть 62А, предназначенную для замены клети или двойной клети второй секции 20. В то же время две платформы 51, 52 также могут поддерживать клеть 25', 25 или двойную клеть (четную двойную клеть 60 или нечетную двойную клеть 62) второй секции 20, которая заменяется запасной клетью или запасной двойной клетью. В связи с этим вторая секция 20 содержит сдвигающее устройство 299, выполненное с возможностью перемещения по меньшей мере одной запасной клети / двойной клети 25А, 60А, 62А, расположенной на одной из платформ (например, на первой платформе 51) в сторону заменяемой клети / двойной клети 25, 60, 62 до полного перемещения последней на противоположной платформе (на второй платформе 52). Другими словами, сдвигающее устройство 299 перемещает клети вдоль направления 109, которое является практически ортогональным по отношению к оси 100 прокатки.
На фиг 17 и 18 также показаны виды в разрезе, на которых показан принцип замены клетей 25', 25 с неподвижными валками и (или) двойных клетей 60, 62 с регулируемыми валками. В частности, на фиг. 17 показана замена клети 25 с неподвижными валками, а на фиг. 18 показана замена четной двойной клети 60. На фиг. 17 первая платформа 51 представляет собой платформу загрузки, на которую загружаются запасные клети 25А, а вторая платформа 52 представляет собой платформу выгрузки, с которой заменяемая клеть забирается после завершения процедуры замены. Предпочтительно перемещение клетей 25 с неподвижными валками к платформам 51, 52 и от них выполняется при помощи погрузочных кранов или иных приспособлений с аналогичными функциями. Данное перемещение «по воздуху» становится возможным благодаря конфигурации клетей с неподвижно закрепленными валками, в которой все валки приводятся в движение через приводной вал вертикальной оси. Конфигурация опорной конструкции 8 и, следовательно, пространство рядом с продольными боковыми сторонами 8', 8'' являются свободными, поэтому вышеуказанные варианты установки (например, «вертикальные» приводы над опорной плоскостью 82 конструкции 8) позволяют выполнять перемещение клетей с неподвижными валками «по воздуху», благодаря чему продолжительность замены клетей сокращается до нескольких минут.
Как показано на фиг. 17, замена одной клети 25 с неподвижно закрепленными валками предусматривает первый этап, на котором запасную клеть 25А устанавливают при помощи шпонки на первую платформу 51 (стрелка 401), благодаря использованию крана. Запасная клеть 25А перемещается при помощи сдвигающего устройства 299 к заменяемой клети 25 до тех пор, пока та не займет положение на второй платформе 52. В этот момент заменяемая клеть 25 поднимается (всегда при помощи крана) и перемещается от второй секции 20 (стрелка 402). Можно увидеть, как принцип замены клети, основанный на использовании подъемного крана, практически исключает необходимость проектирования и производства стандартных тележек для замены и/или стандартных подвижных столов, предназначенных для замены клетей в стандартных прокатных станах, отличающихся наличием горизонтальных приводных валов.
На фиг. 18 показано, как вышеуказанный принцип замены клетей с неподвижно закрепленными валками также может быть эффективно использован для клетей с регулируемыми валками и, в частности, для замены четной двойной клети 60, описанной выше. Понятно, что данный принцип может быть использован для нечетной двойной клети 62. Действительно запасная двойная клеть (четная двойная клеть 60А или нечетная двойная клеть 62А) может быть легко опущена на первую платформу 51 (стрелка 401) и перемещена сдвигающим устройством 299 к соответствующей заменяемой двойной клети (четной двойной клети 60 или нечетной двойной клети 62), расположенной во второй секции 20. После установки заменяемой двойной клети (четной двойной клети 60 или нечетной двойной клети 62) на вторую платформу 52 она может быть убрана и перемещена от второй секции (стрелка 402).
Как показано на фиг. 18, можно отметить, что в случае двойной клети (четной двойной клети 60 или нечетной двойной клети 62) принцип замены может быть использован благодаря конфигурации двойной клети и благодаря тому, что приводные валы 30', 30'', расположенные под углом к вертикальной оси, функционально расположены под горизонтальной исходной плоскостью 105 (как показано на фиг. 13) рядом с опорной поверхностью 300 клетей 25, 26, 27 второй секции 20. В связи с этим можно заметить, что средства 155 привода наклонных приводных валов 30'', 30''' выполнены таким образом, чтобы перемещаться между рабочим положением, в котором они функционально соединены с двойной клетью, и нерабочим положением, в котором приводные валы 30'', 30''' полностью расположены под опорной поверхностью 300, что позволяет перемещать клети вдоль направления 109 смещения.
Прокатный стан в соответствии с настоящим изобретением позволяет полностью выполнять задачи и достигать целей, указанные выше. В частности, конфигурация прокатного стана позволяет уменьшить габариты и расходы на систему, а также решить проблемы, характерные для стандартных систем с промежуточными нагревательными печами. Конфигурация второй секции прокатного стана и конструкция для клетей с неподвижными валками и для клетей с регулируемыми валками позволяют свести к минимуму расходы на производство оснований и значительно сократить расходы, относящиеся на приводы клетей.
Реферат
Изобретение относится к области прокатки в прокатном стане (1) с несколькими клетями для трубчатых изделий. Прокатный стан содержит первую секцию (10) для прокатки на оправке, заданную первой группой клетей (15', 15, 15'') прокатного стана, которые последовательно расположены вдоль оси (100) прокатки. В соответствии с настоящим изобретением прокатный стан также содержит вторую секцию прокатки без оправки, расположенную после первой секции и содержащую вторую группу клетей (25', 25, 26, 27, 26', 27'), которые последовательно расположены вдоль оси (100) прокатки. Каждая клеть (25', 25, 26, 27, 26', 27') второй секции (20) содержит три валка, оси вращения которых расположены под углом 120° относительно друг друга. Оси вращения каждой клети (25', 25, 26, 27, 26', 27') повернуты на 180° относительно соответствующих осей вращения соседней клети. В соответствии с настоящим изобретением по меньшей мере одна клеть второй секции (20) содержит валок с электроприводом и вертикальной осью вращения. Изобретение обеспечивает возможность уменьшения габаритов устройства и упрощения замены клетей. 14 з.п. ф-лы, 18 ил.
Комментарии