Устройство и способ для соединения полос - RU2451567C2
Код документа: RU2451567C2
Чертежи
Описание
Изобретение относится к устройству и способу для соединения полос, в частности в бесконечную полосу.
При обработке металлических полос целесообразно, чтобы эта обработка происходила непрерывно, поскольку благодаря этому в ходе процесса нет необходимости тратить время на замену обрабатываемых заготовок. Однако если заготовки представлены в виде полос конечной длины, предпочтительно соединять их, причем в результате многократного повторения такого соединения может быть получена так называемая бесконечная полоса, которая затем может обрабатываться на непрерывной линии обработки (Conti-линии). После обработки в качестве бесконечной полосы бесконечная полоса снова разрезается на отдельные полосы.
Такие устройства известны, например, из WO 2007/124872 A1. При этом верхние и нижние ножи поворотно направляются шарнирными соединениями.
Поэтому задачей изобретения является создание способа и устройства, с помощью которых из полосового проката может быть просто и быстро получена бесконечная полоса высокого качества.
В отношении устройства согласно изобретению это достигается с помощью устройства для соединения полос в бесконечную полосу с помощью зажимного устройства с расположенным на входе зажимным устройством и с расположенным на выходе зажимным устройством, режущим устройством с верхним ножом и нижним ножом и с соединительным устройством, причем по меньшей мере расположенное на входе зажимное устройство и/или расположенное на выходе зажимное устройство выполнены в качестве предварительно собранных блоков. Это приводит к тому, что элементы, относящиеся к приведению в действие зажимного устройства, совместно предварительно смонтированы и могут вместе устанавливаться в раму устройства. Это имеет то преимущество, что замена может производиться относительно быстро, и производственный процесс за счет этого придется прерывать лишь на незначительное время. Кроме того, предварительно собранный блок позволяет его точное позиционирование, так что юстировка блока может быть проведена еще до монтажа.
Задача изобретения достигается также с помощью устройства для соединения полос в бесконечную полосу с зажимным устройством с расположенным на входе зажимным устройством и с расположенным на выходе зажимным устройством, с режущим устройством с верхним ножом и нижним ножом и с соединительным устройством, причем полосы для соединения с помощью расположенных на входе и выходе зажимных устройств поднимаются над нижними ножами в положение сварки. Это предпочтительно, в частности, когда нижние ножи неподвижны, поскольку благодаря этому процесс соединения может происходить без повреждения ножей режущего устройства.
В частности, предпочтительно, чтобы режущее устройство было оснащено нижним и верхним ножом, причем чтобы нижний нож был зафиксирован в раме устройства, а верхний нож мог бы управляемо перемещаться по меньшей мере вертикально. Этим достигается то, что положение нижнего ножа является фиксированным и не зависит от допусков для поворотного механизма.
Кроме того, предпочтительно, чтобы режущее устройство содержало верхние и нижние ножи, причем чтобы верхние ножи для разрезания могли перемещаться сверху в направлении неподвижных нижних ножей.
Предпочтительно также, чтобы после разрезания отрезанные концы полос в результате бокового перемещения соответствующего зажимного устройства могли двигаться навстречу друг другу.
Особенно предпочтительно, чтобы после бокового перемещения полосы производилось второе разрезание так, чтобы в результате получался более точный разрез.
Кроме того, целесообразно, чтобы для поддержания концов полос под полосу перемещался по меньшей мере один сварочный стол.
Целесообразно также, чтобы устройство было выполнено по существу симметрично и имело два зажимных устройства, два режущих устройства и по меньшей мере одно соединительное устройство.
В отношении способа это достигается с помощью способа эксплуатации устройства для соединения полос в бесконечную полосу с зажимным устройством с расположенным на входе зажимным устройством и расположенным на выходе зажимным устройством; с режущим устройством с верхним ножом и нижним ножом и с соединительным устройством, отличающегося тем, что на первом этапе зажимные устройства раскрываются и вводятся два конца полос, а на следующем этапе концы полос зажимаются в зажимных устройствах, на следующем этапе концы полос отрезаются при помощи режущего устройства, а после этого отрезанные концы по-новому позиционируются, прежде чем они по-новому отрежутся, и после этого по-новому позиционируются и соединятся.
При этом предпочтительно, чтобы поддержание по меньшей мере одного конца полосы производилось с помощью сварочного стола.
Целесообразно также, чтобы, в частности, для компенсации различий по толщине концов полосы осуществлялась подгонка по высоте по меньшей мере одного конца полосы.
Предпочтительные варианты выполнения описаны в зависимых пунктах формулы изобретения.
Ниже изобретение более подробно описывается на основе примера выполнения со ссылкой на чертежи, на которых:
фиг.1 - схематический вид устройства для соединения полос согласно изобретению;
фиг.2 - схематический вид устройства для соединения полос согласно изобретению;
фиг.3 - схематический вид устройства для соединения полос согласно изобретению;
фиг.4 - схематический вид устройства для соединения полос согласно изобретению;
фиг.5 - схематический вид устройства для соединения полос согласно изобретению;
фиг.6 - схематический вид устройства для соединения полос согласно изобретению;
фиг.7 - схематический вид устройства для соединения полос согласно изобретению; и
фиг.8 - схематический вид устройства для соединения полос согласно изобретению.
Устройство для соединения отдельных полос согласно изобретению описывается со ссылкой на фиг.1-8. При этом одинаковые конструктивные элементы обозначаются соответственно одинаковыми позициями. Типичным образом устройство, показанное на соответствующих фигурах, по меньшей мере частично выполнено симметричным. Поэтому элементы устройства с правой стороны обозначены буквой r, а с левой стороны - буквой l.
На фиг.1 изображено устройство 100 для соединения полос согласно изобретению, содержащее правую часть 100-r и левую часть 100-l. Обе части устройства выполнены по существу зеркально-симметричными и в принципе соответственно отвечают за манипулирование с одной из отдельных полос, соединяемых между собой. Таким образом, одна отдельная полоса 200-1 вводится в левую часть 100-l устройства или подводится к ней слева, а вторая отдельная полоса 200-2 вводится в правую часть 100-r устройства или подводится к ней справа.
Для ввода соответствующих полос 200-1, 200-2 верхние зажимы 110-l, 110-r соответственно с помощью рычагов Н1, установленных в виде параллелограмма, развернуты вверх в положение раскрытия. Для этого рычаги Н1 установлены соответственно на нижнем и верхнем зажимах 110, 120 полосы с помощью шарниров, так что при повороте рычагов верхний зажим полосы поворачивается относительно нижнего зажима полосы. При этом устройство 100 содержит как в правой части 100-r, так и в левой части 100-l зажимные устройства 110, 120, которые могут раскрываться и закрываться для захвата и удержания полосы или соответственно отдельной полосы 200-1, 200-2. При этом верхние зажимы 110-r и 110-l полосы взаимодействуют с нижними зажимами 120-r и 120-l полосы. Верхний зажим 110 полосы под действием параллелограммоподобного рычага Н1 поворачивается таким образом, что между верхним зажимом 110 полосы и нижним зажимом 120 полосы образуется зазор или пространство для приема полосы 200-1, 200-2, которое при обратном повороте снова закрывается, а полоса зажимается и удерживается зажимами 110, 120 полосы. При этом по меньшей мере верхние и нижние зажимы 110, 120 полосы образуют зажимное устройство для зажатия полосы. Зажимы 110, 120 полосы с помощью рычагов Н1 выполнены поворотными, причем два рычага действуют соответственно на верхние и нижние зажимы полосы, и причем гидроцилиндр Н3 через рычаг Н2 управляет разведением и сведением зажимов 110, 120 полос, см. также фиг.2. При этом гидроцилиндр Н3 целенаправленно управляется посредством управляющего устройства, которое более подробно не показано. В принципе вместо гидроцилиндра может быть использован другой работающий на нагнетаемой среде цилиндр или же электромеханический исполнительный двигатель.
Зажимное устройство 110, 120 выполнено с рычагами Н1, Н2 и исполнительными элементами Н3, как, например, гидроцилиндрами, предпочтительно в качестве предварительно смонтированного блока, монтируемого целиком, и который при ремонте или техобслуживании снова может демонтироваться.
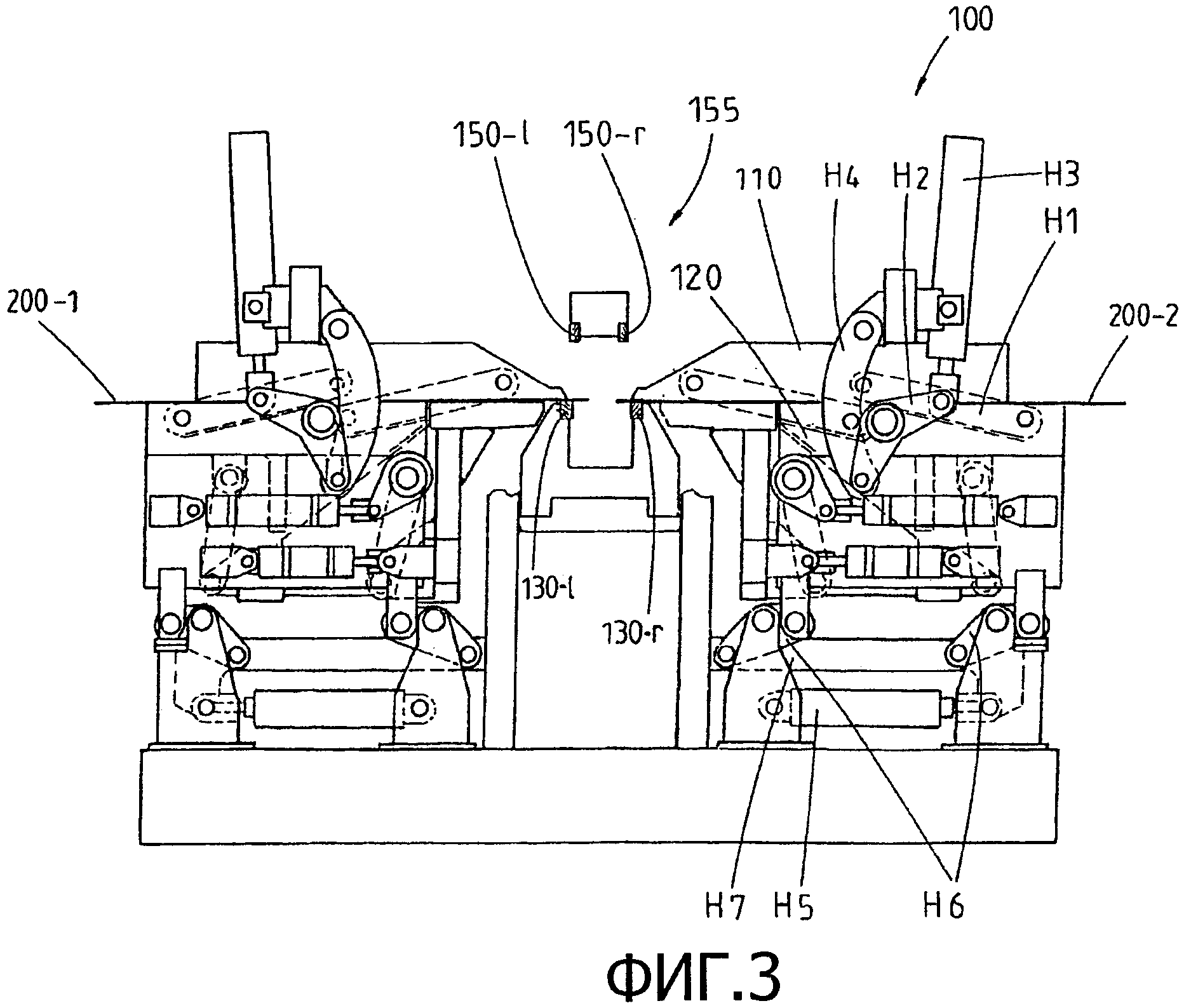
Кроме того, на фиг.1 рядом с правым и левым зажимными устройствами 110-r, 120-r, 110-l, 120-l видна кассета 130 нижнего ножа режущего устройства 155, жестко соединяемого с рамой 300 устройства 100. При этом кассета 130 нижнего ножа предпочтительно является жесткой и неподвижной, но несмотря на это разъемно соединенной с рамой, так что в случае необходимости в целях техобслуживания и/или ремонта или с целью замены ножа она может быть демонтирована или заменена вместе с нижним ножом. При этом при разъединении по меньшей мере одного соединения между кассетой 130 нижнего ножа и рамой 300 кассета 130 может извлекаться из рамы 300. При этом режущее устройство 155 выполнено таким образом, что верхний нож или кассета 150 верхнего ножа для разрезания перемещается или транспортируется, или подводится к нижнему ножу или кассете нижнего ножа, см. фиг.3.
Кроме того, на фиг.1 видно, что зажимные устройства 110, 120 с помощью подъемных позиционирующих устройств и устройств 400 на своей высоте могут также устанавливаться в своем горизонтальном направлении. Зажимное устройство может позиционироваться соответственно с помощью образующих позиционирующее устройство 400 гидравлических цилиндров, рычагов и синхронизирующих тяг.
Кроме того, на фиг.1 видно так называемое подающее устройство 500, служащее для перемещения зажимного устройства 110, 120 в боковом направлении. С помощью образующих подающее устройство 500 гидроцилиндров, рычагов и синхронизирующих тяг в боковом направлении могут позиционироваться соответствующие зажимные устройства или соответственно по меньшей мере одно или же оба. Таким образом, для повторного разрезания разрезанной полосы в месте разреза или по меньшей мере совсем рядом с ним зажимное устройство после разрезания может перемещаться по меньшей мере с одной стороны.
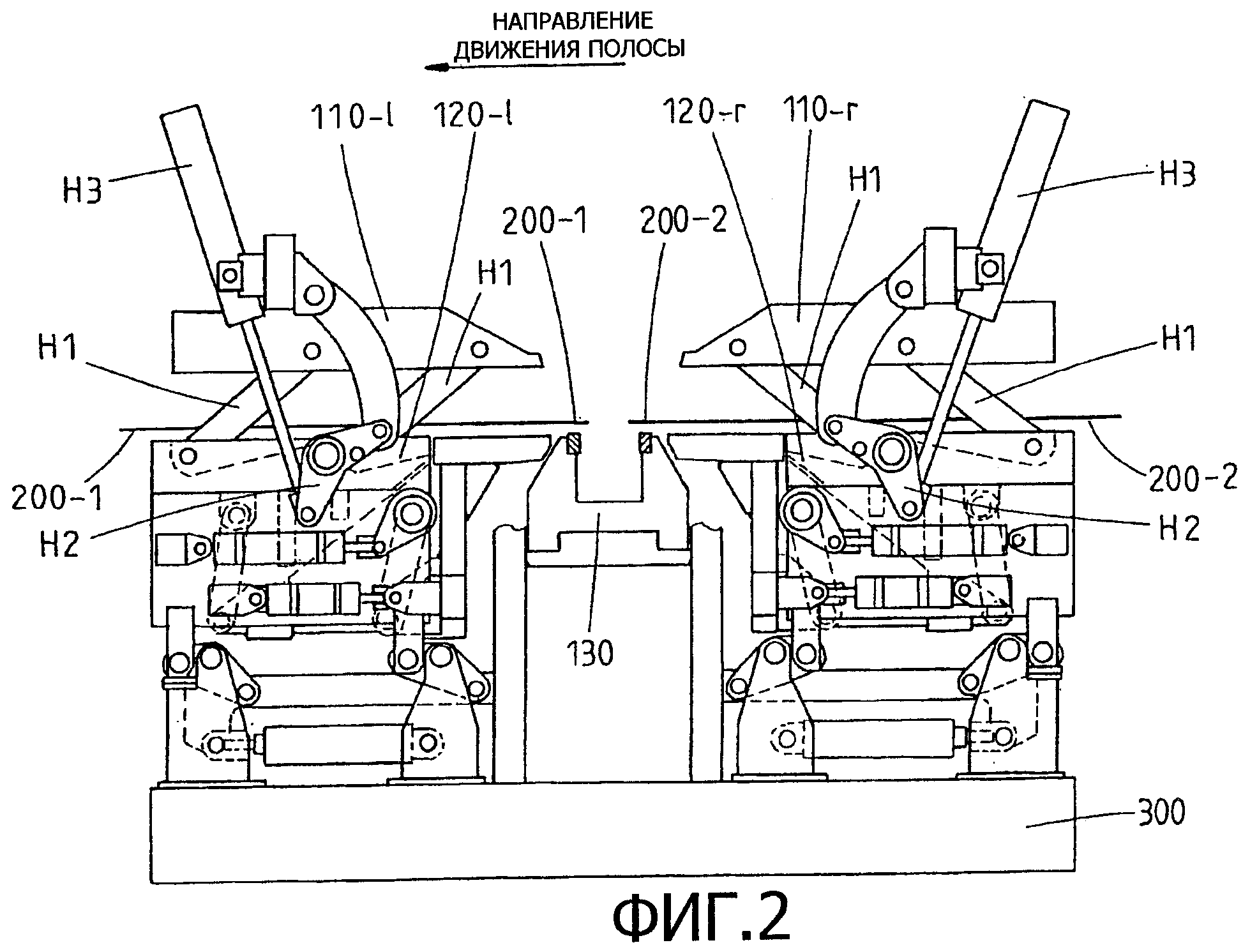
На фиг.2 показано как полосы 200-1, 200-2 подаются соответственно в раскрытые зажимные устройства 110, 120. При этом верхний зажим 110 полосы образует зажимную балку, а нижний зажим 120 полосы - зажимной стол, между которыми может зажиматься полоса. Для разрезания обеих полос обе отдельные полосы 200-1 и 200-2 после раскрытия зажимов 110, 120 полосы сначала справа и слева совместно сдвигаются в направлении центра устройства 100, но так, чтобы в области между зажимами ленты они не обязательно соприкасались или располагались «встык». Однако существенно, чтобы соответствующая полоса 200-1, 200-2 вдвигалась настолько, чтобы соответствующий передний конец полосы располагался над соответствующим ножом нижней кассеты 130 ножа. Затем верхние зажимы 110-r и 110-l полосы для зажатия снова опускаются в нижнее положение закрытия, в котором обе отдельные полосы 200-1 и 100-2 плотно зажимаются между верхними зажимами 110-r, 110-l полосы и нижними зажимами 120-r и 120-l полосы.
Верхние зажимы 110-r и 110-l полос направляются при своем поворотном перемещении с помощью плеч Н1 рычагов, а приводное усилие для осуществления процесса поворота создается, например, гидроцилиндром Н3. При этом раскрытие и закрытие верхних зажимов 110 полосы осуществляется посредством гидроцилиндров Н3-l и H3-r во взаимодействии с серьгами Н2 и рычагами Н1.
На фиг.3 показано, что в этом случае полосы 200-1, 200-2 одновременно оказываются в центральной области на нижних ножах 130-l, 130-r. Затем в центральной области между левым 110-l и правым 110-r зажимом полосы на обе полосы опускаются верхние ножи 150-l, 150-r и отрезают от них во взаимодействии с нижними ножами 130-l, 130-r соответствующие концы. После отрезания оба новых конца полос 200-1, 200-2 имеют чистые и прямые обрезные кромки, причем в этом случае обе обрезные кромки направлены по существу параллельно друг другу. При этом по меньшей мере верхние и нижние ножи 150, 130 образуют режущее устройство 155 для разрезания полосы.
Кроме того, на фиг.3 показано, что устройство 100 находится в рабочем режиме зажатия и резки. Посредством цилиндра Н3 полосы 200-1, 200-2 с помощью рычагов Н2 и верхних соединительных деталей Н4 зажимаются между нижним зажимным столом 120 и верхней зажимной балкой 110.
Кроме того, соответствующий конец полосы в зажимном устройстве прижимается зажимами 110, 120 полосы к нижним ножам 130. Для этого концы полос 200-1, 200-2, зажатые в зажимном устройстве, посредством цилиндров Н5, через рычаги Н6 и синхронизирующие тяги Н7 нагружаются к нижним ножам нижней кассеты ножа. Затем концы полос 200-1, 200-2 могут быть отрезаны.
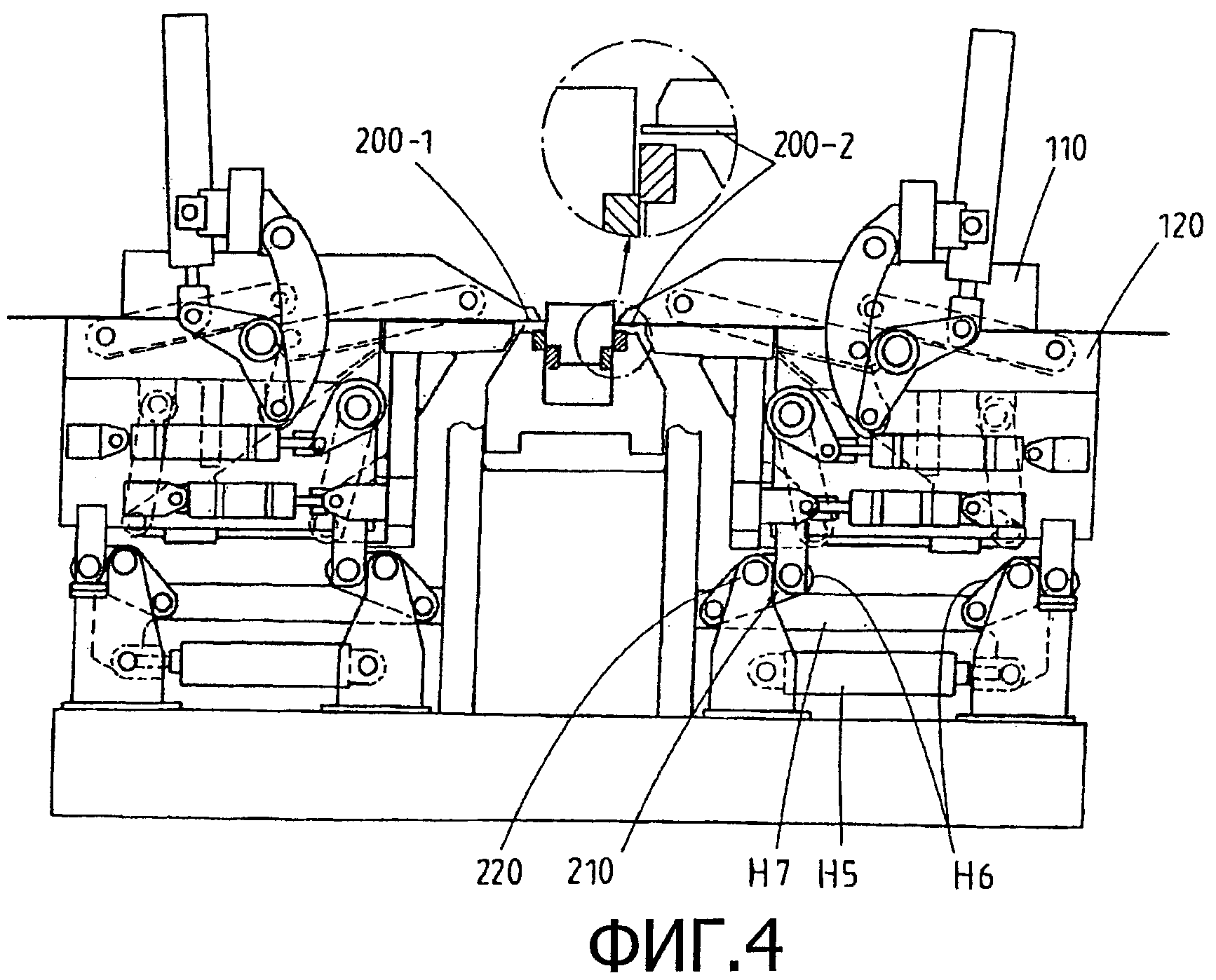
На фиг.4 показано, что при отрезании точки 210 вращения расположены под точками 220 вращения. Путем выдвижения цилиндра Н5, предпочтительно с позиционным управлением, точки 210 и 220 вращения могут быть установлены на одинаковом горизонтальном уровне. Благодаря этому зажимные устройства 110, 120 соответственно по меньшей мере незначительно приподнимаются и расходятся, так что концы полос с соответствующим отрезанным началом полосы удаляются от ножа. В результате допускается, чтобы верхние ножи могли перемещаться, например, убираться, не соприкасаясь с отрезанными концами полос, поскольку те по меньшей мере незначительно удалены от верхнего ножа.
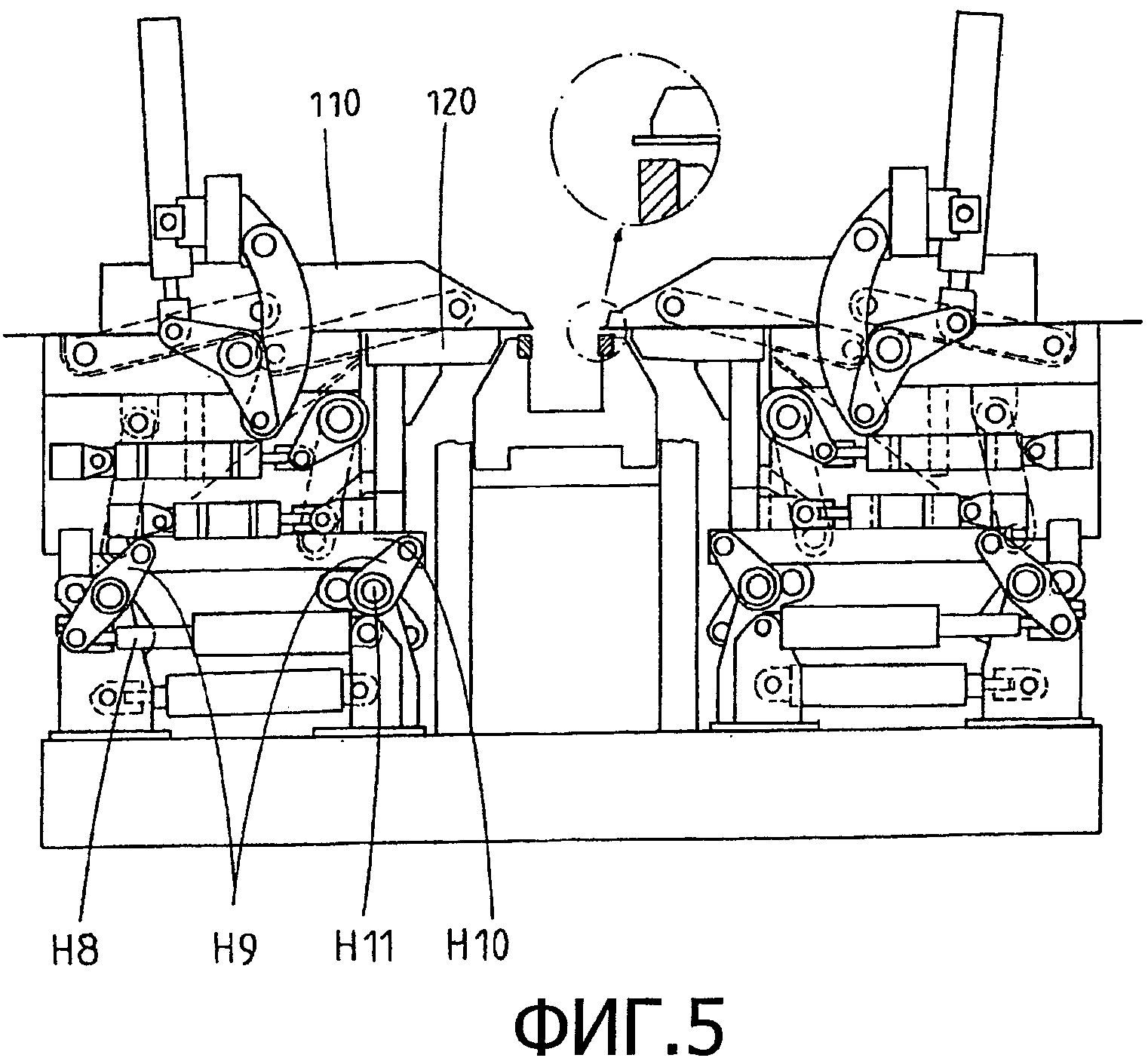
После удаления верхнего ножа вверх может быть осуществлен второй разрез. На фиг.5 видно, что для повторения разреза зажимное устройство 110, 120 с помощью цилиндров Н8, рычагов Н9, синхронизирующих тяг Н10 и эксцентриков Н11 может убираться внутрь в направлении ножей. Для этого цилиндр Н8 управляется таким образом, чтобы его толкающая штанга перемещалась влево так, чтобы рычаг Н9 поворачивался по часовой стрелке, и чтобы синхронизирующая тяга Н10 таким образом перемещалась вправо, а зажимы зажимного устройства 110, 120 смещались внутрь.
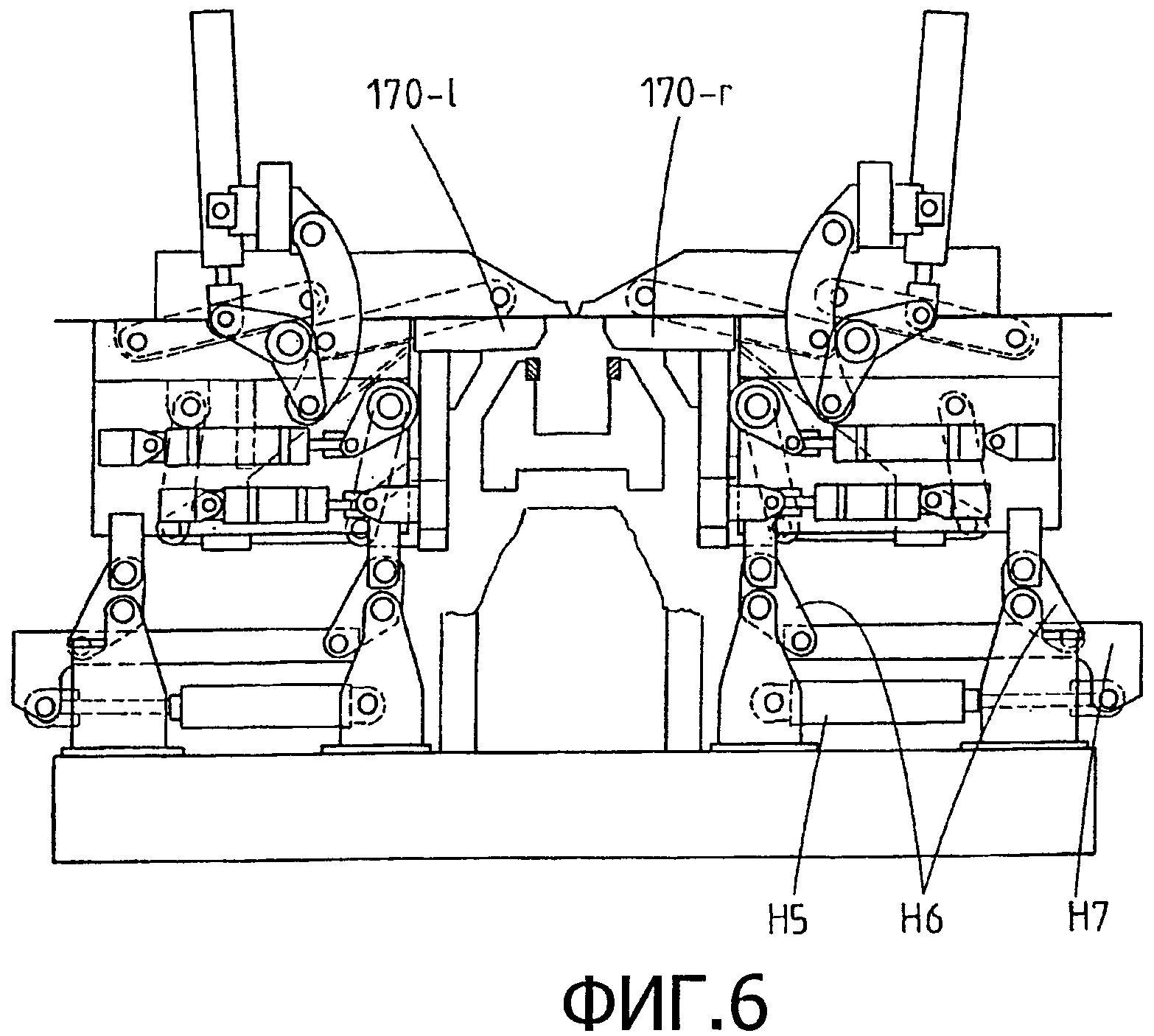
На фиг.6 показано как концы полосы после отрезания перемещаются в положение, необходимое для сварки. Для этого путем выдвижения гидроцилиндров Н5 с позиционным управлением зажимные устройства 110, 120 с помощью качающихся рычагов Н6 и синхронизирующих тяг Н7 устанавливаются в положение сварки так, что оба конца полосы по меньшей мере почти соприкасаются. Между обоими концами полосы, т.е. между концом и началом полосы еще имеется небольшой зазор. Сварочные столы 170-l, 170-r на фиг.6 еще не находятся в положении сварки. Предпочтительно также, чтобы сварочные столы 170 были выполнены цельными или из нескольких частей. С помощью исполнительных элементов, как, например, гидроцилиндров и/или рычагов, они могут быть также выполнены с возможностью перемещения или поворота.
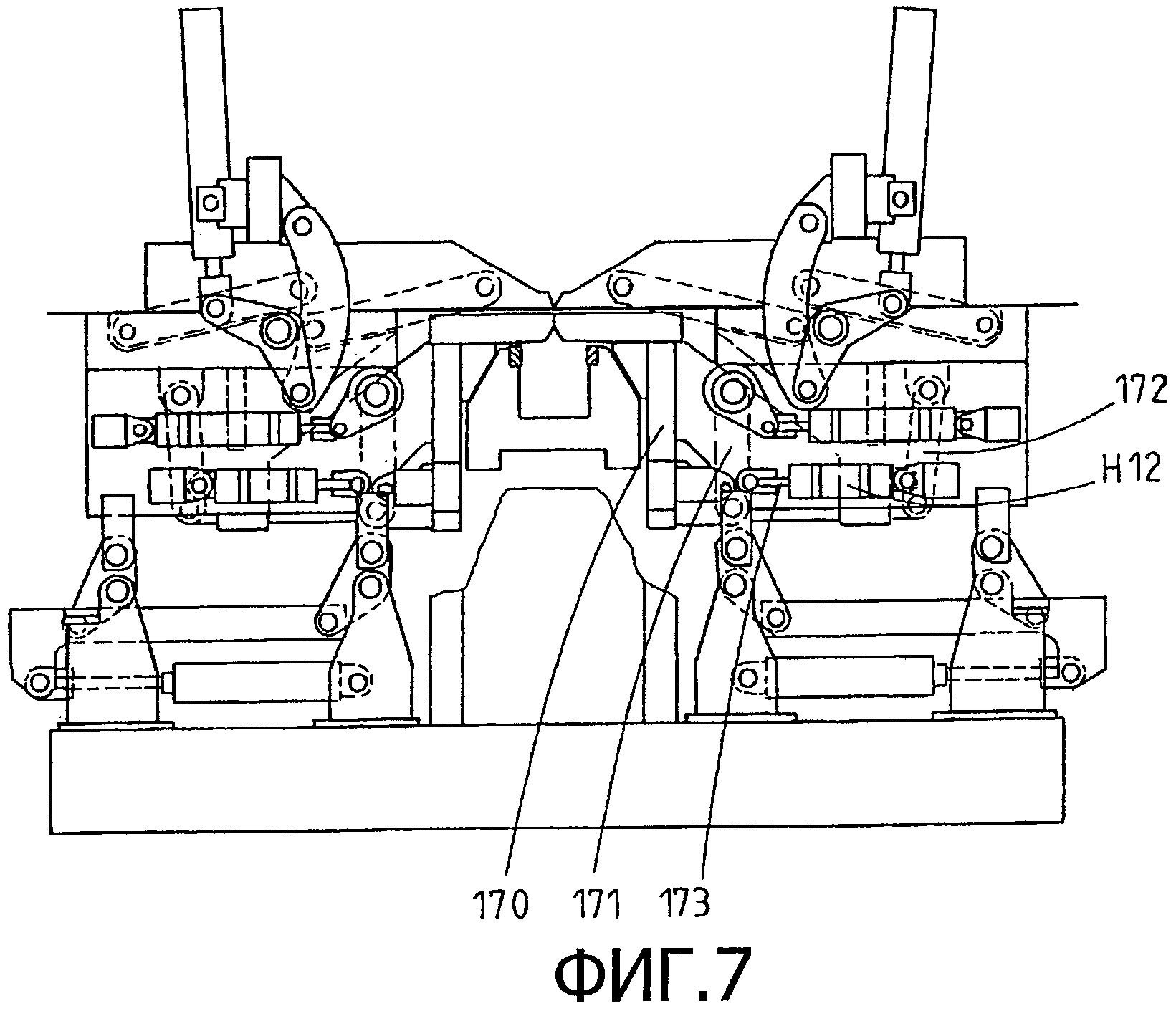
Затем для поддержания концов полос 200-1, 200-2 в подлежащем сварке месте соединения (стыка) согласно фиг.7 левый и правый сварочные столы 170-l, 170-r с боков снизу подводятся к концам полос. При этом сварочные столы 170 с помощью качающихся рычагов 171, 172 и цилиндра Н12 сдвигаются в положение сварки. Сварочный стол с помощью качающихся рычагов 171, 172 подвешивается по параллелограммному типу и благодаря цилиндру Н12, установленному с одной стороны на неподвижной опоре, с помощью толкающей штанги 173 цилиндра Н12 может поворачиваться и таким образом перемещаться в боковом направлении.
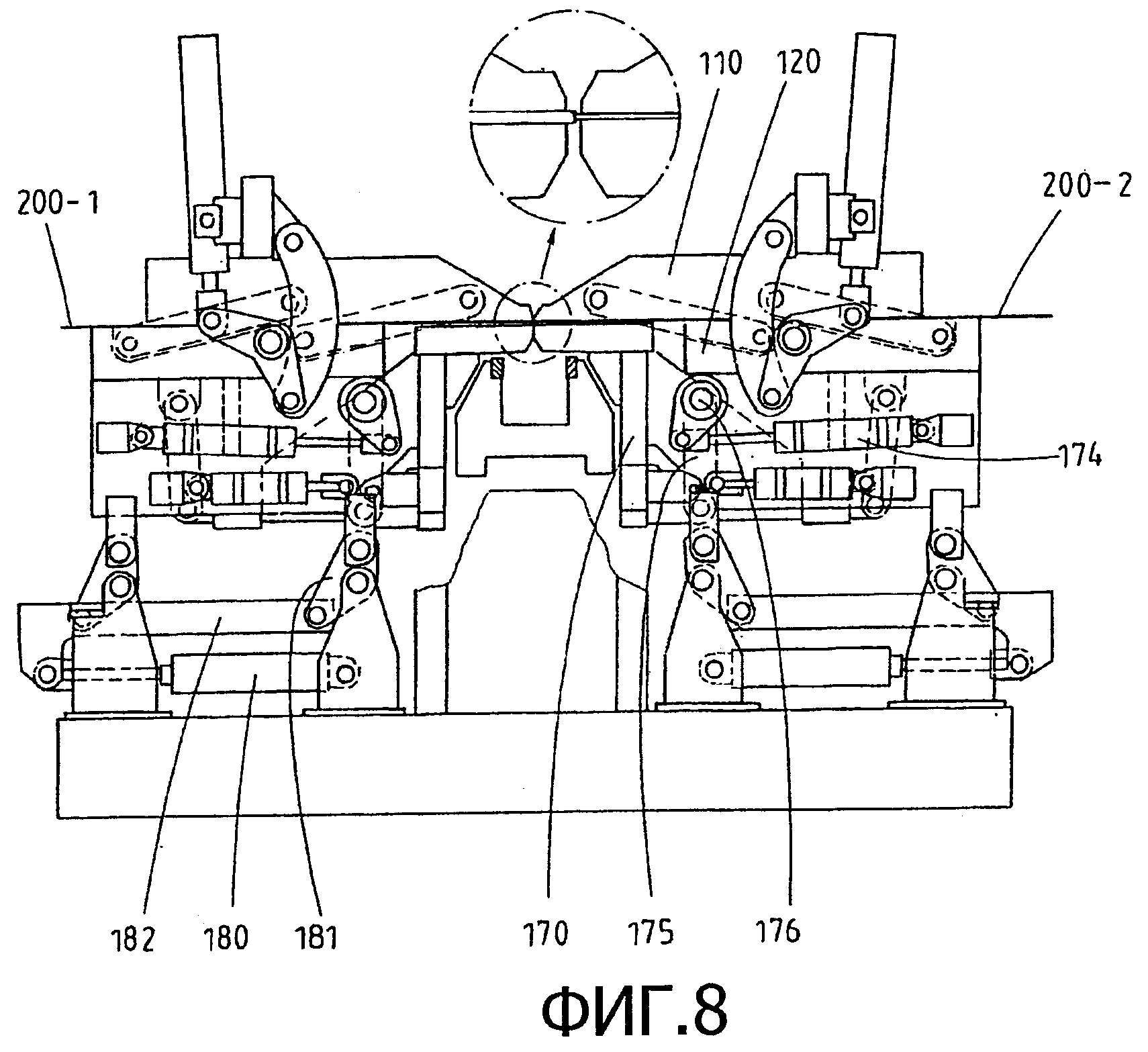
На фиг.8 показано, что теперь сварочные столы 170 сдвинуты к центру. При этом сварочные столы 170 прижимают полосу 200-1, 200-2 в области сварочных столов 170 к верхним зажимным балкам 110 зажимного устройства 110, 120. При этом приходят в действие гидроцилиндры 174, и сварочные столы 170 с помощью качающихся рычагов 175 и эксцентриков 176 нагружаются вверх.
В результате даже при различных толщинах полос с левой и с правой сторон полоса устанавливается по центру или симметрично. При этом при полосах одинаковой толщины, когда цилиндры 174 достигают конечных положений или упоров, может достигаться высокая точность.
Благодаря этому перед сваркой концов полос, в частности в случае полос различной толщины, происходит компенсация высот, так что оба конца полос могут позиционироваться и фиксироваться по центру друг относительно друга по высоте; иначе говоря, полосы стыкуются по нейтральной оси. Такое установленное положение концов полос относительно друг друга представляет собственно положение сварки.
Кроме того, на фиг.8 видно, что посредством цилиндров 180 и с помощью рычагов 181 и синхронизирующих тяг 182 может устанавливаться сварной зазор. При этом зазор устанавливается между зажимными балками 110. При этом цилиндр 180 может вводиться в действие с позиционным управлением, благодаря чему зазор получается задаваемым, или упор достигается с силовым управлением, благодаря чему полосы стыкуются в сварном зазоре под давлением.
Затем в положении сварки концы полос стыкуются с помощью соединяющего (стыкующего) устройства, опускаемого над положением сварки, например, сверху, и которое сваривает концы полос друг с другом.
Перечень позиций
100 устройство
100-r, 100-l правая и левая часть устройства
110 верхний зажим полосы
110-l,110-r верхний зажим полосы слева или справа, зажимные балки
120 нижний зажим полосы
120-l, 120-r нижний зажим полосы слева или справа, зажимной стол
125 зажимное устройство
130 нижний нож, кассета нижнего ножа
130-l, 130-r нижний нож
150 верхний нож, кассета верхнего ножа
150-l, 150-r верхний нож
155 режущее устройство
160 гидроцилиндр
160-l, 160-r гидроцилиндр
170 сварной стол
170-l, 170-r сварной стол
171 качающийся рычаг
172 качающийся рычаг
173 толкающая штанга
174 гидроцилиндр
175 качающийся рычаг
176 эксцентрик
180 цилиндр
181 рычаг
182 синхронизирующая тяга
200 полоса
200-1 отдельная полоса
200-1.1 отдельная полоса
210 точка вращения
220 точка вращения
300 рама
400 позиционирующее устройство
500 подающее устройство
Н1 рычаг
Н2 серьга, рычаг
Н3 гидроцилиндр, цилиндр
Н4 соединительная деталь
Н5 цилиндр
Н6 рычаг, качающийся рычаг
Н7 синхронизирующая тяга
Н8 цилиндр
Н9 рычаг
Н10 синхронизирующая тяга
Н11 эксцентрик
Н12 цилиндр.
Реферат
Изобретение предназначено для улучшения качества соединения полос. Устройство имеет расположенное на входе зажимное устройство (110-r, 120-r) и расположенное на выходе зажимное устройство (110-l, 120-l) с режущим устройством (155) с верхним ножом (150) и нижним ножом (130) и с соединительным устройством. Повышение точности позиционирования, юстировки устройства, а также повышение его производительности обеспечивается за счет того, что, по меньшей мере, расположенное на входе зажимное устройство (110-r, 120-r) и/или расположенное на выходе зажимное устройство (110-l, 120-l) выполнено в виде предварительно собранного зажимного блока. На первом этапе зажимные устройства раскрываются и вводятся два конца полос, а на следующем этапе концы полос зажимаются в зажимных устройствах и на следующем этапе концы полос отрезаются посредством режущего устройства, прежде чем они будут передвинуты в положение соединения и там соединены. Устройство может быть выполнено с возможностью перемещения отрезанных концов полос навстречу друг другу после разрезания посредством бокового перемещения соответствующего зажимного устройства (110, 120), а также с возможностью осуществления второго разрезания после бокового перемещения полосы. 2 н. и 10 з.п. ф-лы, 8 ил.
Комментарии