Производственная установка для производства стального листа и способ производства стального листа - RU2741033C1
Код документа: RU2741033C1
Чертежи



Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к производственной установке для производства стального листа с охлаждением на поточной линии горячей прокатки с целью получения высококачественного продукта и к способу производства стального листа, в частности, к производственной установке для производства стального листа высокой плоскостностью и к способу производства стального листа.
Уровень техники
В настоящее время уже выполняются регулируемая прокатка для выполнения прокатки в диапазоне низких температур или ускоренное охлаждение для охлаждения катаных стальных листов, в частности, стальных листов большой толщины. С повышением качества продуктов, высокоточное регулирование температуры, в частности, высокоточное регулирование температуры с остановкой охлаждения становится все более важным.
В общем, в горячекатаном стальном листе неравномерность охлаждения, по-видимому, вызвана охлаждением из-за неравномерности распределения температуры или изменения формы или состояния поверхности стального листа непосредственно после прокатки. В частности, неравномерность охлаждения, которая имеет место в стальном листе, имеющем относительно большую толщину, с большей вероятностью связана с характеристиками устройства охлаждения. Неравномерность охлаждения, возникающая в стальном листе большой толщины, вызывает в листе большой толщины деформацию, остаточные напряжения, изменения качества и т.п. С учетом вышеизложенного, несмотря на разработку устройств охлаждения различных типов, которые могут выполнять равномерное охлаждение, усовершенствование только устройства охлаждения не может обеспечить полное выравнивание стального листа, в частности, после охлаждения. Дефект формы охлаждаемого стального листа обусловливает проблемы с функционированием, например, проблемы с прохождением листов на производственной линии, или требует правки во время последующего процесса с помощью пресса или устройства правки и, тем самым, увеличивает расходы.
Причины неравномерности охлаждения стального листа включают в себя причины, связанные с характеристиками охлаждающего сопла, такими как колебания температуры верхней и нижней поверхностей или стабильность температуры в направлении ширины, и причины, связанные с формой стального листа перед охлаждением.
Для решения проблем, связанных с охлаждающим соплом, таких как колебания температуры верхней и нижней поверхностей или стабильность температуры в направлении ширины, к настоящему времени разработано большое количество технических решений. С другой стороны, для устранения проблем неравномерности охлаждения, связанных с дефектом формы, возникающим во время прокатки, разработано не так много, а лишь несколько технических решений, как описано ниже.
Первый способ служит для выполнения правки формы перед устройством ускоренного охлаждения с целью выравнивания формы для равномерного охлаждения. В Патентной литературе 1 приведено описание правки формы стального листа в первом устройстве правки формы до такой степени, что удаляющие воду валки устройства охлаждения могут полностью отводить воду от стального листа. В Патентной литературе 2 приведено описание определения расстояния от выхода из устройства правки формы до входа в устройство охлаждения во избежание невозможности выравнивания после охлаждения из-за рекуперации тепла в стальном листе.
Второй способ служит для ограничения стального листа удаляющими воду валками. Удаляющие воду валки имею две функции: 1) выравнивание стального листа с помощью давления валков и 2) предотвращение вытекания наружу охлаждающей воды, распыляемой на участок охлаждения.
В Патентной литературе 3 описано техническое решение, которое содержит удаляющие воду валки, способные по отдельности подниматься и опускаться по вертикали, и валки перемещаются вверх и вниз, следуя за профилем стального листа. В Патентной литературе 4 описано техническое решение, касающееся прикладывания давления к стальному листу удаляющими воду валками с заданным усилием или выше с целью выравнивания деформированного стального листа до заданного уровня для эффективного задерживания охлаждающей воды с уменьшением зазоров между стальным листом и валками.
Перечень ссылочных документов
Патентная литература
PTL 1: Публикация не прошедшей экспертизу патентной заявки Японии № 2002-11515
PTL 2: Публикация не прошедшей экспертизу патентной заявки Японии № 2005-74480
PTL 3: Публикация не прошедшей экспертизу патентной заявки Японии № 52-73111
PTL 4: Патент Японии № 3304816
Раскрытие сущности изобретения
Техническая проблема
К настоящему времени всё большее распространение приобретают производственные линии, которые работают с использованием технических решений, описанных в Патентной литературе 1 и 2, и содержат устройство правки формы перед устройством охлаждения. Однако, когда устройство охлаждения, которое не содержит задерживающих воду валков, выполняет охлаждение, охлаждающая вода, которая вытекла наружу с участка распыления охлаждающей воды, остается на стальном листе, в частности, на верхней поверхности стального листа, в течение длительного времени, и участок верхней поверхности стального листа, на котором остается накопленная вода, переохлаждается.
При использовании технических решений, касающихся оснащения устройства для охлаждения удаляющими воду валками, например, как описано в Патентной литературе 3 и 4, стальной лист с большей вероятностью будет иметь дефект формы, связанный с прокаткой, в частности, на участке небольшой толщины, подверженном дефекту формы, например, на участке, имеющем малую толщину (например, при толщине меньше или равной 30 мм) и большую ширину (например, больше или равную 3000 мм). Таким образом, в конструкции, которая не содержит устройство правки формы перед устройством охлаждения, удаляющие воду валки с большей вероятностью не смогут надлежащим образом входить в контакт со стальным листом для задерживания охлаждающей воды, тем самым позволяя охлаждающей воде вытекать с участка распыления охлаждающей воды на верхней поверхности стального листа и вызывая переохлаждение и дефект формы, связанный с колебаниями температуры.
Настоящее изобретение разработано с учетом вышеуказанных обстоятельств и его задача состоит в том, чтобы предложить производственную установку для производства стального листа, способную к изготовлению плоского стального листа однородного качества с помощью равномерного охлаждения горячего стального листа на производственной линии и способ производства стального листа.
Решение проблемы
Благодаря тщательным исследованиям авторы настоящего изобретения установили, что стальные листы высокой плоскостности можно изготавливать посредством выравнивания формы стальных листов в первом устройстве правки формы предпочтительно до заданной или меньшей крутизны и затем надлежащего ограничения стальных листов удаляющими воду валками в устройстве ускоренного охлаждения.
Сущность изобретения состоит в следующем:
[1] Производственная установка для производства стального листа, содержащая
стан горячей прокатки, первое устройство правки формы и устройство ускоренного охлаждения, расположенные в указанном порядке,
причем устройство ускоренного охлаждения содержит удаляющие воду валки, которые ограничивают стальной лист сверху и снизу, и систему регулирования, которая регулирует силу давления P, прикладываемую для ограничения стального листа.
[2] Производственная установка для производства стального листа по п. [1], в которой сила P давления удовлетворяет формуле (1), приведенной ниже,
P ≤ 37×((L-W)×W2/(D4-d4))-1.25 (1), где
P – сила давления (т),
L – длина корпуса валка (мм),
W – ширина листа (мм),
D – наружный диаметр валка (мм) и
d – внутренний диаметр валка (мм).
[3] Производственная установка для производства стального листа по п. [1] или [2], в которой второе устройство правки формы расположено после устройства ускоренного охлаждения.
[4] Производственная установка для производства стального листа по любому из п. [1] – [3], в которой первое устройство правки формы и/или второе устройство правки формы являются/является валковыми правильными машинами / валковой правильной машиной.
[5] Производственная установка для производства стального листа по любому из п. [1] – [4], в которой первое устройство правки формы правит крутизну стального листа до величины ниже 2,0%.
[6] Способ производства стального листа, включающий в себя:
размещение стана горячей прокатки, первого устройства правки формы и устройства ускоренного охлаждения в указанном порядке; и
прокатку стального листа в стане горячей прокатки, далее правку формы стального листа в первом устройстве правки формы, и далее охлаждение стального листа в устройстве ускоренного охлаждения, ограничивая стальной лист сверху и снизу удаляющими воду валками при заданной силе давления P.
[7] Способ производства стального листа по п. [6], в котором сила давления P удовлетворяет формуле (1), приведенной ниже,
P ≤ 37×((L-W)×W2/(D4-d4))-1.25 (1), где
P – сила давления (т),
L – длина корпуса валка (мм),
W – ширина листа (мм),
D – наружный диаметр валка (мм) и
d – внутренний диаметр валка (мм).
[8] Способ производства стального листа по п. [6] или [7], в котором второе устройство правки формы расположено после устройства ускоренного охлаждения, и второе устройство правки формы дополнительно правит форму стального листа.
[9] Способ производства стального листа по любому из п. [6] – [8], в котором первое устройство правки формы и/или второе устройство правки формы являются/является валковыми правильными машинами / валковой правильной машиной.
[10] Способ производства стального листа по любому из п. [6] – [9], в котором первое устройство правки формы правит крутизну стального листа до величины ниже 2,0%.
Преимущественные эффекты изобретения
По настоящему изобретению можно изготавливать плоские стальные листы однородного качества с помощью равномерного охлаждения горячих стальных листов на производственной линии.
Краткое описание чертежей
Фиг. 1 – схематическое изображение конструкции производственной установки для производства стального листа по настоящему изобретению;
фиг. 2 – схематическое изображение показывающее, как стальной лист проходит через первое устройство правки листа и устройство ускоренного охлаждения;
фиг. 3 – схематическое изображение, показывающее зазор между стальным листом и удаляющими воду валками, где фиг. 3(a) – состояние, когда сила давления удаляющих воду валков недостаточная, фиг. 3(b) – состояние, когда сила давления удаляющих воду валков чрезмерная, и фиг. 3(c) – состояние, когда сила давления удаляющих воду валков является соответствующей;
фиг. 4 – график, показывающий взаимосвязь силы давления и прогиба удаляющих воду валков;
фиг. 5 – определение крутизны λ;
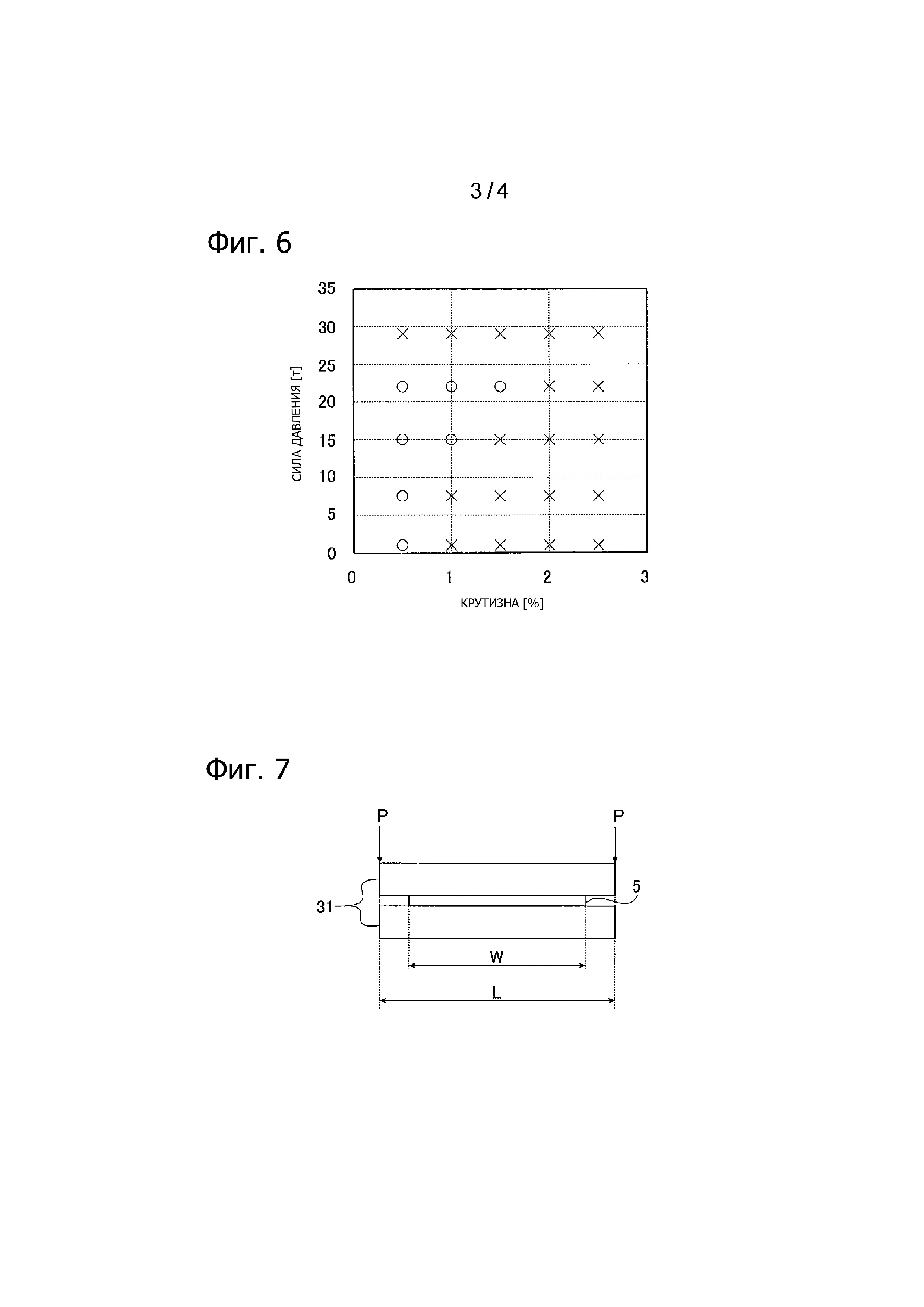
фиг. 6 – график, показывающий взаимосвязь крутизны и силы давления с утечкой охлаждающей воды или без утечки охлаждающей воды, причем диаметр валка равен 400 мм;
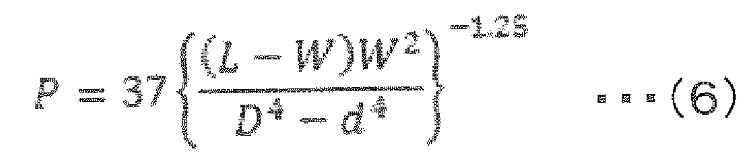
фиг. 7 – модель силы давления удаляющих воду валков;
фиг. 8 – график, показывающий взаимосвязь величины прогиба и силы давления удаляющих воду валков с утечкой охлаждающей воды или без утечки охлаждающей воды от удаляющих воду валков.
Осуществление изобретения
Как показано на фиг. 1, производственная установка по настоящему изобретению содержит стан 1 горячей прокатки, первое устройство 2 правки формы, устройство 3 ускоренного охлаждения и второе устройство второе устройство 4 правки формы, расположенные в указанном порядке. Стальной лист 5 подвергается прокатке в стане 1 горячей прокатки, далее правке формы в первом устройстве 2 правки формы, контролируемому охлаждению в устройстве 3 ускоренного охлаждения и, при необходимости, правке формы во втором устройстве 4 правки формы. Стрелка на фиг. 1 указывает направление транспортирования стального листа.
На фиг. 2 схематически показано, как стальной лист 5 проходит через первое устройство 2 правки формы и устройство 3 ускоренного охлаждения. Стальной лист 5, который был подвергнут прокатке в стане 1 горячей прокатки, с большей вероятностью будет иметь такой дефект формы, как краевые волны. После выравнивания листа в первом устройстве 2 правки формы стальной лист 5 подвергается регулируемому охлаждению в устройстве 3 ускоренного охлаждения. Устройство 3 ускоренного охлаждения содержит удаляющие воду валки 31, которые ограничивают стальной лист 5 сверху и снизу, охлаждающие сопла 32, которые распыляют проходящую через них охлаждающую воду, и систему 33 регулирования силы давления, которая регулирует силы P давления удаляющих воду валков 31. Охлаждающие сопла 32 могут быть расположены между удаляющими воду валками 31.
На фиг. 3 схематически показаны зазоры между стальным листом 5 и удаляющими воду валками 31. Когда стальной лист имеет неплоскую форму (например, вогнутую вниз в направлении ширины стального листа), стальной лист 5, будучи деформируемым, прижимается к удаляющим воду валкам 31. Таким образом, например, при недостаточной силе давления удаляющие воду валки 31 не в состоянии выравнивать стальной лист 5, который вогнут вниз, как показано на фиг. 3(a), и оставляют зазоры между стальным листом 5 и собой. С другой стороны, когда сила давления удаляющих воду валков 31 чрезмерная, удаляющие воду валки 31 изгибаются и образуют зазоры между стальным листом 5 и собой (фиг. 3(b)). В общем, известно, что выравнивание стального листа с таким дефектом формы, как краевая волна, посредством прикладывания к нему давления удаляющими воду валками требуют силы давления приблизительно несколько сот тонн. На фиг. 4 представлен график, показывающий взаимосвязь между силой давления удаляющих воду валков диаметром 300 мм (сплошной валок) и длиной корпуса валка 6 м, прикладываемой к стальному листу шириной 4000 мм, и прогибом удаляющих валков. Прогиб измеряется щупом. Принято считать, что для надлежащего задерживания воды удаляющими воду валками требуется зазор по меньшей мере приблизительно 1 мм и менее. Когда сила давления превышает несколько десятков тонн, задерживающие воду валки прогибаются более чем на 1 мм, причем каждый задерживающий воду валок образует зазор приблизительно 6 мм и больше не может выполнять функцию задерживающего воду валка.
Для обеспечения надлежащего зазора между стальным листом 5 и каждым удаляющим воду валком 31, как показано на фиг. 3(c), можно предположить, что стальной лист имеет плоскую исходную форму, сила давления удаляющих воду валков 31 ограничена до заданного уровня или меньшей величины, и требуется поддерживать силу давления заданного уровня во время прохождения стального листа между удаляющими воду валками 31.
Далее, посредством изменения условий правки (величины давления) в первом устройстве 2 правки формы с помощью производственного устройства, показанного на фиг 1 и 2, обусловливается прохождение стальных листов самых разных форм через устройство 3 ускоренного охлаждения для проверки состояния утечки охлаждающей воды. Стальные листы имеют толщину 30 мм, ширину 3500 мм и температуру 850°C. Форму каждого стального листа после прохождения через первое устройство 2 правки формы подвергают количественной оценке, используя крутизну λ(%), отображенную на фиг 5, определяемую по приведенной ниже формуле (2), и регулируют должным образом за счет величины давления в первом устройстве 2 правки формы. Величина δ/p в формуле (2) является средней величиной общей формы краевой волны в продольном направлении:
λ = (δ/p) × 100 (2), где
λ – крутизна (%),
δ – высота волны (мм) и
p – шаг волны (мм).
Что касается удаляющих воду валков 31 в устройстве 3 ускоренного охлаждения, используются сплошные валки с длиной корпуса 6000 мм и диаметрами 300 мм и 400 мм, которые соответствуют типовому диапазону диаметров удаляющих воду валков устройств ускоренного охлаждения.
На фиг. 6 представлен график, показывающий крутизну и силу давления с утечкой охлаждающей воды или без утечки охлаждающей воды при диаметре валка 400 мм. На фиг. 6 кружки означают случаи, где вода не протекает между стальным листом и валками, и крестики означают случаи, где вода протекает между стальным листом и валками. Утечка охлаждающей воды подтверждена визуально.
Результаты на фиг. 6 показывают, что чрезмерно большая сила давления удаляющих воду валков 31 вызывает утечку охлаждающей воды, и чрезмерно низкая сила давления также вызывает утечку охлаждающей воды. Таким образом, сила давления должна быть отрегулирована должным образом. Результаты также показывают, что чрезмерно большая крутизна стального листа 5 также не позволяет препятствовать утечке охлаждающей воды даже с регулированием силы давления. Можно предположить, что чрезмерно большая сила давления обусловливает вышеописанный прогиб удаляющих воду валков 31, в результате чего стальной лист находится в состоянии, показанном на фиг. 3(b), в то время как недостаточная сила давления не позволяет предотвратить деформацию стального листа 5, в результате чего стальной лист находится в состоянии, показанном на фиг. 3(a).
Результаты на фиг. 6 показывают, что стальной лист 5 должен быть выровнен до определенного уровня перед транспортированием в устройство ускоренного охлаждения 3 и должен быть подвергнут действию заданной силы давления. Таким образом, предпочтительный уровень силы давления определяют на основе того, что чрезмерно большая сила давления изгибает валки.
При моделировании удаляющих воду валков 31, используя модель, показанную на фиг. 7, с точки зрения механических свойств материала, величина δ прогиба в центре удаляющего воду валка 31 в направлении длины корпуса может быть рассчитана по следующей формуле:
Расчет 1

P – сила давления (т)
L – длина корпуса удаляющего воду валка (мм),
W – ширина листа (мм),
E – модуль Юнга удаляющего воду валка (21 т/мм2) и
I – вторичный момент инерции сечения (мм4).
В случае полого валка вторичный момент инерции сечения I может быть описан следующей формулой:
Расчет 2

D – наружный диаметр удаляющего воду валка (мм),
d – внутренний диаметр удаляющего воду валка (мм) и
π - отношение длины окружности кольца к его диаметру.
В случае сплошного валка в формуле (4), по которой рассчитывается момент инерции сечения I, внутренний диаметр d удаляющего воду валка 31 может быть определен как 0. Из вышеприведенной формулы понятно, что величина δ прогиба удаляющего воду валка 31, связанная с шириной стального листа 5 или размерами удаляющего воду валка 31, пропорциональна следующим параметрам:
Расчет 3

Далее правая часть формулы (5) упоминается как параметр прогиба.
В дальнейшем для подтверждения влияния прогиба валков на способность удаляющих воду валков 31 задерживать воду предварительно были изготовлены стальные листы нескольких типов с крутизной 0,75%, после чего указанные стальные листы были доставлены к устройству 3 ускоренного охлаждения, и на них распыляли охлаждающую воду с помощью устройства 3 ускоренного охлаждения при различных силах давления, прикладываемых к удаляющим воду валкам 31 с целью подтверждения, имела ли место утечка охлаждающей воды. Каждый из стальных листов имел толщину 30 мм и ширину 2500 мм, 3500 мм или 5000 мм, и удаляющие воду валки, независимо от того, являлись ли они сплошными валками или полыми валками, имели диаметр 400 мм (внутренний диаметр полых валков составлял 320 мм при толщине 40 мм) и длину корпуса 6000 мм. Было визуально подтверждено, имела ли место визуальная утечка охлаждающей воды или нет, и случай, когда имела место утечка между стальным листом и валками, был определен как утечка охлаждающей воды (крестик, означающий оценку «неудовлетворительно»).
На фиг. 8 представлен график, показывающий влияние силы давления удаляющих воду валков 31 и величины прогиба на то, имеет ли место утечка охлаждающей воды, проходящей мимо удаляющих воду валков 31. График показывает, что большая величина прогиба обусловливает утечку охлаждающей воды при меньшей силе давления. На фиг. 8 показано, что ограничение возникновения утечки охлаждающей воды имеет следующую взаимосвязь:
Расчет 4
В частности, установлено, что когда определены наружный диаметр D, внутренний диаметр d и длина L корпуса удаляющего воду валка 31, сила P давления удовлетворяет формуле (1), приведенной ниже, в соответствии с шириной W листа, так что удаляющие воду 31 валки не могут прогибаться и могут обеспечивать предпочтительное отведение воды:
P ≤ 37×((L-W)×W2/(D4-d4))-1.25 (1), где
P – сила давления (т),
L – длина корпуса валка (мм),
W – ширина листа (мм),
D – наружный диаметр валка (мм) и
d – внутренний диаметр валка (мм).
Нижний предел силы P давления предпочтительно выше или равен 1,0 т с точки зрения выравнивания незначительного искривления, остающегося в стальном листе, на который воздействует валковая правильная машина, до минимального уровня отведения воды посредством силы давления удаляющих воду валков.
Первое устройство 2 правки формы может быть или нажимной дрессировочной правильной машиной или валковой правильной машиной для многократной гибки. В настоящем изобретении, когда передний концевой участок стального листа 5 искривлен, может отсутствовать возможность вставления стального листа 5 между удаляющими воду валками 31 устройства 3 ускоренного охлаждения. Таким образом, передний концевой участок стального листа 5 предпочтительно подвергается правке в валковой правильной машине, способной выполнять многократную гибку и обеспечивать более эффективные режимы правки, чем дрессировочная правильная машина, которая обеспечивает менее эффективные режимы правки продольного искривления, которое имеет место на заднем концевом участке стального листа 5.
Когда первое устройство 2 правки формы должно править стальной лист 5, крутизна стального листа 5 предпочтительно правится до величины ниже 2,0%. Более предпочтительно, крутизна правится до величины ниже 1,0%.
Устройство 3 ускоренного охлаждения не пригодно для регулирования расхода в направлении ширины стального листа с целью обеспечения полностью равномерного расхода. Таким образом, колебания температуры во время регулируемого охлаждения могут вызвать небольшое искривление, так что предпочтительно второе устройство 4 правки формы дополнительно правит стальной лист 5 после регулируемого охлаждения в устройстве ускоренного охлаждения 3. Валковая правильная машина, способная выполнять многократную гибку, предпочтительно используется в качестве второго устройства 4 правки формы.
Каждый удаляющий воду валок 31 может иметь или полую структуру, или сплошную структуру. С точки зрения сведения к минимуму прогиба удаляющего воду валка 31 сплошная структура (сплошной валок) является более предпочтительной, поскольку этот валок имеет большую жесткость. Жесткая структура также может уменьшить дополнительную силу давления, например, гидравлическое давление, используя вес удаляющих воду валков.
Охлаждающие сопла 32 не ограничиваются до конкретных сопел. Используемые примеры содержат многочисленные цилиндрические струйные сопла, щелевые сопла, распылительное сопло, которое распыляет только воду, такое как плоский распылитель, угловой распылитель, полный конусный распылитель или овальный распылитель, или сопло для распыления водяной пыли такой же формы, которое смешивает воду и воздух.
Системы 33 регулирования сил давления могут быть любой системой, которая может прикладывать заданное давление, например, пружиной, пневматическое давление или гидравлическое давление. В настоящем изобретении важно, что системы 33 регулирования силы давления поддерживают такую силу давления, что удаляющие воду валки 31 не изгибаются. Таким образом, система регулирования, которая может поддерживать заданную силу давления, является предпочтительной. Однако в случае пружинной системы величина давления изменяется согласно форме стального листа 5 и, таким образом, сила давления также изменяется в большой степени. Таким образом, в случае пружинной системы регулирования стальной лист должен иметь низкую крутизну (предпочтительно, менее 1,0%) во время правки стального листа в первом устройстве 2 правки формы. Таким образом, система управления, использующая гидравлическое давление или пневматическое давление, которая характеризуется тем, что она имеет заданную силу давления, является предпочтительной.
Предпочтительно, настоящее изобретение относится к стальному листу, имеющему толщину меньше 30 мм и/или ширину больше или равную 3000 мм, и способному к уменьшению дефектов формы, связанных с прокаткой.
Пример 1
Стальные листы были изготовлены на производственной установке, показанной на фиг. 1. Стальные листы 5 толщиной 25 мм и шириной 3500 мм были изготовлены в стане 1 горячей прокатки, далее их форму правили в первом устройстве 2 правки формы для получения заданной крутизны, после чего стальные листы были направлены в устройство 3 ускоренного охлаждения. Крутизна стальных листов 5 была отрегулирована посредством регулирования настроек силы давления первого устройства 2 правки формы. По мере необходимости стальные листы 5 были повергнуты правке во втором устройстве 4 правки формы. Стальные листы 5, имевшие искривления после правки во втором устройстве 4 правки формы, были подвергнуты повторной правке в устройстве правки холодной прокаткой.
Как показано на фиг. 2, в качестве примера использовали устройство 3 ускоренного охлаждения, которое содержит десять узлов, расположенных в направлении транспортирования стальных листов 5, прием каждый узел содержит удаляющие воду валки 31, охлаждающие сопла 32, расположенные между удаляющими воду валками 31, и системы 33 регулирования силы давления. Системы 33 регулирования силы давления были пневматическими системами давления. Удаляющие воду валки 31 были полыми валками с длиной корпуса 6000 мм, наружным диаметром валка 400 мм и внутренним диаметром валка 320 мм.
Прежде всего, была исследована взаимосвязь между крутизной стальных листов 5, силой P давления удаляющих воду валков 31, распределением температуры охлаждаемых стальных листов и полученными формами (примеры 1 и 2 и сравнительные примеры 2 – 4).
После контролируемого охлаждения с точки зрения проверки колебаний температуры в направлении ширины стальных листов и достижения заданного качества стальные листы, имеющие колебания температуры в направлении ширины стальных листов в пределах 25°C, были оценены как приемлемые. Материал, имеющий колебания температуры, превышающие 25°C, был подвергнут повторной правке в устройстве правки холодной прокаткой до такого уровня, который удовлетворяет заданным техническим условиям на изготовление.
Результаты приведены в таблице 1.
Таблица 1
P = 37 × ((L-W) × W2/(D4-d4))-1.25 (1)
Примеры 1 и 2 являются примерами, где удаляющие воду валки 31 имели силу давления 10 т, которая меньше или равна силе давления P (15,3 т), выраженной формулой (1) в настоящем изобретении. В примерах 1 и 2 соответственно крутизна составляла 0,75% и 1,5%, и колебания температуры в направлении ширины листов 12°C and 22°C, что соответствует приемлемому диапазону. После правки во втором устройстве 4 правки формы стальные листы остаются плоскими без необходимости повторной правки. Во время механических испытаний предел прочности при растяжении был удовлетворительным без колебаний. При сравнении примеров 1 и 2 стальной лист из примера 1, имевший меньшую кривизну, имел меньшие колебания температуры.
Сравнительные примеры 2 – 4 являются примерами, где удаляющие воду валки 31 имели силу давления 30 т, которая больше силы давления P (15,3 т), выраженной формулой (1) в настоящем изобретении. В отношении этих примеров независимо от крутизны стальных листов 5 наблюдались большие колебания температуры (58 – 72°C) в направлении шины листов. Во время исследования на стальном листе наблюдалось большое количество накопившейся воды, в частности, в центре в направлении ширины листа. Вероятно, это является результатом невозможности задерживания охлаждающей воды удаляющими воду валками 31. Накопленная вода оставалась в центре в направлении ширины, что, вероятно, было вызвано колебаниями температуры. Стальные листы из сравнительных примеров 2 – 4 имели большое искривление после правки во втором устройстве 4 для правки формы и требовали повторной правки в устройстве правки холодной прокаткой, что связано с дополнительными производственными расходами. Кроме того, механические испытания, выполненные на стальных листах из сравнительных примеров 2 – 4, показали большие колебания в пределе прочности при растяжении.
Далее в качестве второго варианта выполнения была исследована взаимосвязь между шириной стальных листов, силой давления удаляющих воду валков 31, распределением температуры охлаждаемых стальных листов и полученными формами для стальных листов 5 перед их ускоренным охлаждением, причем стальные листы 5 были выровнены в первом устройстве 2 правки формы и имели крутизну 0,75% и затем были подвергнуты регулируемому охлаждению в устройстве 3 ускоренного охлаждения (примеры 3 и 4 и сравнительные примеры 5 и 6).
Было выполнено исследование стальных листов толщиной 30 мм и шириной 2000 мм и 5000 мм. Как и в первом варианте выполнения, стальные листы, имеющие колебания температуры в направлении ширины стальных листов в пределах 25°C, были оценены как приемлемые. Как и в первом варианте выполнения, материал, имеющий колебания температуры, превышающие 25°C, был подвергнут повторной правке в устройстве правки холодной прокаткой.
Результаты приведены в таблице 2.
Таблица 2
P = 37 × ((L-W) × W2/(D4-d4))-1.25 (1)
Пример 3 являлся примером, где удаляющий воду валок 31 имел силу давления 30 т, которая меньше силы давления P (34,5 т), выраженной формулой (1) в настоящем изобретении. В примере 3 колебания температуры в направлении ширины составляли 18°C, что является небольшой величиной и соответствует приемлемому уровню без необходимости правки во втором устройстве 4 правки формы. Во время исследования в примере 3 не наблюдалось никакого накопления воды. С другой стороны, сравнительный пример 5 являлся примером, где удаляющие воду валки имели такую же ширину, как и в примере 3, и силу давления 50 т, которая больше силы давления P (34,5 т), выраженной формулой (1) в настоящем изобретении. В сравнительном примере 5 наблюдались большие колебания температуры (100°C) в направлении ширины листа. На стальном листе наблюдалось большое количество накопившейся воды, в частности, в центре в направлении ширины листа. Вероятно, это является результатом невозможности задерживания охлаждающей воды удаляющими воду валками 31. Как и в вышеописанных сравнительных примерах, стальные листы из сравнительного примера 5 имели большое искривление после правки во втором устройстве 4 для правки формы и требовали повторной правки в устройстве правки холодной прокаткой, что связано с дополнительными производственными расходами. Кроме того, механические испытания показали большие колебания в пределе прочности при растяжении.
Пример 4 являлся примером, где удаляющие воду валки 31 имели силу давления 15 т, которая меньше силы давления P (19,7 т), выраженной формулой (1) в настоящем изобретении. В примере 4 колебания температуры в направлении ширины составляли 10°C, что является предпочтительным, и плоская форма сохранялась также после правки во втором устройстве 4 правки формы. С другой стороны, в сравнительном примере 6 колебания температуры составляли 100°C, и наблюдалось сильное переохлаждение. В сравнительном примере 6 на стальном листе наблюдалось большое количество накопившейся воды, в частности, в центре в направлении ширины. Вероятно, это является результатом невозможности задерживания охлаждающей воды удаляющими воду валками 31. Как и в вышеописанных сравнительных примерах, стальной лист из сравнительного примера 6 имел большое искривление после правки во втором устройстве 4 для правки формы и требовал повторной правки в устройстве правки холодной прокаткой, что связано с дополнительными производственными расходами. Кроме того, механические испытания показали большие колебания в пределе прочности при растяжении.
Вышеописанное исследование показало, что ограничение стального листа удаляющими воду валками с заданной силой давления одновременно с выравниванием стального листа обеспечивает равномерное распределение температуры стального листа для получения стального листа высокой плоскостности, и что изменение силы давления соответствующим образом в зависимости от ширины листа обеспечивает равномерное распределение температуры стального листа для производства стального листа высокой плоскостности.
Перечень номеров позиций
1 – стан горячей прокатки
2 – первое устройство правки формы
3 – устройство ускоренного охлаждения
31 – удаляющий воду валок
32 – охлаждающее сопло
33 – система регулирования силы давления
4 – второе устройство правки формы
5 – стальной лист
W – ширина листа
L – длина корпуса валка
P – сила давления
δ – высота волны
p – шаг волны.
Реферат
Изобретение относится к производственной установке для производства стальных листов и способу производства стального листа. Установка содержит стан горячей прокатки, первое устройство правки формы и устройство ускоренного охлаждения, расположенные в указанном порядке. Устройство ускоренного охлаждения содержит удаляющие воду валки, которые ограничивают стальной лист сверху и снизу, и систему регулирования, которая регулирует силу давления P, прикладываемую для ограничения стального листа. В результате обеспечивается равномерное охлаждение горячего стального листа на производственной линии для производства плоского стального листа однородного качества. 2 н. и 12 з.п. ф-лы, 8 ил., 2 табл., 6 пр.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления горячекатаной стальной ленты и устройство для его осуществления
Способ очистки полос от окалины
Комментарии